BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
Petition
of Royal Fiberglass Pools, Inc.
for an Adjusted Standard from
35 lAC § 215.301
)
)
)
)
)
AS 2009-04
(Adjusted Standard)
FIRST AMENDED PETITION FOR AN ADJUSTED STANDARD
Royal Fiberglass Pools, Inc. ("Royal"), through its attorneys, Bryan Cave LLP, and
pursuant to
35 Ill. Adm. Code § 104.400 et seq., submits this First Amended Petition For An
Adjusted Standard ("First Amended Petition") to the Illinois Pollution Control Board ("IPCB"),
seeking an adjusted standard from 35 Ill. Adm. Code §215.301 (commonly known as the "8 lblhr
Rule") as it applies to the emissions
of volatile organic material ("VOM") at Royal's Dix, Illinois
swimming pool manufacturing facility. This First Amended Petition For An Adjusted Standard
shall replace in its entirety Royal's original Petition For
An
Adjusted Standard filed on March 31,
2009. In addition, Royal is replacing in its entirety the Technical Document which supported the
Royal's original Petition with the Technical Document Supporting This First Amended Petition
which is attached hereto, incorporated herein, and filed contemporaneously. This First Amended
Petition does not seek a substantive change to the relief sought by Royal in its original Petition,
therefore, pursuant to
35 Ill. Adm. Code § 104.418, Royal does not plan to re-notice this First
Amended Petition.
I.
BACKGROUND
Royal operates a fiberglass pool manufacturing facility located at 312 Duncan Road, Dix,
Illinois (the "Dix Plant"). The facility has one large production building in which composite
pool manufacturing occurs inside three self-contained rooms, which are called "bays," that are
located inside the plant building. Most
of the pool production occurs in the two main bays (Bay
1 and Bay 2), but pool finishing, part repair, and some occasional small pool production occurs in
the third bay. All three bays are connected to a common exhaust ventilation system. The
production bays utilize an approximate 35,000-cfm cross-flow ventilation system that exhausts
air from the work areas to the outside atmosphere through a 36 inch diameter, 36 foot tall vertical
discharge stack in order to control worker exposure to styrene.
Royal has always strived to comply with environmental and other regulations that apply
to operations at the Dix Plant and, until recently, has been able to demonstrate compliance with
such rules. In keeping with its desire to comply with applicable rules, in November
of 2004,
Royal submitted an application for a Clean Air Act Permits Program ("CAAPP") operating
permit from the Illinois Environmental Protection Agency ("Illinois EPA,,).l1 To date, a permit
has not been issued. Royal is aware that Illinois EPA has rejected the use
of averaging to
demonstrate compliance with the 8 lblhr Rule. The Illinois EPA has stated that the 8 lblhr Rule
]/
On July 14,2009, Royal submitted to lllinois EPA a modification to its CAAPP penn it application.
Electronic Filing - Received, Clerk's Office, July 17, 2009
specifies a maximum hourly emission rate and, therefore, compliance with the rule would need to
be demonstrated on a strict hourly basis, not on an average from any longer time period.
On January 10, 2006, the Illinois EPA issued Violation Notice A-2005-00281 to Royal.
After receipt
of this Notice, representatives of Royal met with Illinois EPA in person and also
corresponded with Illinois EPA regarding the notice. As part
of these communications, Royal
provided a significant amount
of information to Illinois EPA regarding the Dix Plant and the
relevant industry.
With assistance from its environmental consultant, Engineering
Environmental Consulting Services ("EECS"), Royal computed the YOM emitted during the
manufacture
of the various pools Royal constructs. Royal discovered that, based on Illinois
EPA's strict hourly interpretation of demonstrating compliance, the hourly YOM emissions from
certain
of its operations (gelcoat and resin application) did not appear to comply with IEPA's
interpretation
of the 8 lblhr Rule.
After carefully examining its options for add-on controls and/or for changing
manufacturing methods/equipment to reduce Royal's levels
of hourly YOM emissions, Royal
realized that the cost for compliance via either
of these options will neither allow it to remain
competitive nor profitable, and will force closure
of the Dix Plant. Royal met with Illinois EPA
and presented evidence demonstrating why requiring Royal's compliance with the 8 lblhr Rule
on a strict hourly basis is unreasonable. After considering the information presented by Royal,
Illinois EPA agreed that applying the 8 Iblhour Rule to Royal's operations on a strict hourly basis
would indeed impose an unreasonable burden. Royal and Illinois EPA agreed that Royal would
apply for an adjustment from the 8 Ib/hr Rule.
2
Accordingly, Royal offers the following summary of reasons as to why it should receive
an adjusted standard with respect to the 8 lblhr Rule:
•
Royal is already subject to National Emission Standard for Hazardous Air Pollutants for
reinforced plastic composite manufacturing facilities, found at 40 CFR Part
63 Subpart
WWWW (the "Composites MACT'). EPA estimates that the annual cost for a facility to
comply with the MACT is
$2,800/ton
of hazardous air pollutants removed and will
reduce styrene emissions by an average
of 43%.
Royal has been in continuous
compliance since the start
of operations and is currently in compliance with the MACT
emission limits and work practices.
•
Technical and regulatory constraints (such as the high air flow needed to ventilate
building air in order to comply with OSHA worker health & safety standards) make the
cost for Royal to comply with the 8 lblhr Rule on a strict hourly basis using emission
controls unreasonably high.
•
The capital costs associated with tail-stack (end-of-pipe) controls for Royal to comply
with the 8 lblhr Rule on a strict hourly basis would amount to approximately $709,500 to
2/
To the extent the IPCB does not grant Royal an adjusted standard pursuant to this Petition, Royal reserves
all rights and defenses it may have concerning the application
of the 8 lb/hr Rule to Royal's operations, and this
Petition shall not act as a waiver
of such rights or defenses, nor as an admission of positions taken by Illinois EPA.
2
install and over $470,000 per year to operate. This equates to approximately $18,400 per
ton
of pollutant removed.
•
Although some alternate methods for manufacturing fiberglass reinforced plastic ("FRP")
products exist, none
of them can be technically or economically applied to a swimming
pool manufacturing operation such as Royal's and none
of them will actually allow Royal
to fully comply with the 8 lblhr Rule on a strict hourly basis.
•
The high cost
of using either end-of-stack emission controls or very expensive alternative
production methods (those requiring complete re-tooling and re-design
of production
methods and procedures), will put Royal at a significant competitive disadvantage. This
will result in one of the following scenarios:
•
To remain competitive, Royal will be forced to move to another state which does
not have an 8 lb/hr Rule (or any similar limitation); or
•
Royal will eventually be forced out
of business because it will not be able to
compete for customers due to the high cost
of its swimming pools and/or due to
the diminished quality/durability
of its swimming pools.
• The 8 lblhr Rule puts Royal at a competitive disadvantage to other swimming pool
manufacturers located in states without a similar 8 lb/hr Rule. Royal and its consultant,
EECS, are familiar with swimming pool manufacturing facilities in at least seven other
states (Tennessee, West Virginia, Florida, Arizona, South Carolina, New York and
Louisiana, where Royal's only other manufacturing facility is located), and none
of those
states have an 8 lblhr Rule. Royal and its consultant are not familiar with any other
swimming pool manufacturing operations within Illinois.
II.
35 ILL. ADM. CODE § 104.406 REQUIREMENTS
A.
Standard From Which Relief is Sought -- § 104.406(a)
Royal requests an adjusted standard from 35 Ill. Adm. Code § 215.301 (Use of Organic
Material, otherwise known as the "8 lblhr Rule"). Illinois' organic material emission limitations
were originally promulgated as Rule 205 in 1971. Section 215.301 now provides:
"No person shall cause or allow the discharge of more than 3.6 kglhr (8 lbslhr) of
organic material into the atmosphere from any emission source, except as
provided in Sections 215.302, 215.303, 215.304 and the following exception:
If
no odor nuisance exists the limitation of this Subpart shall apply only to
photochemically reactive material."
35 Ill. Adm. Code § 215.101 states that "the definitions of 35 Ill. Admin. Code 201 and 211
apply to this part." Pursuant to 35 Ill. Adm. Code § 201.102, "emission source" means "any
equipment or facility
of a type capable of emitting specified air contaminants to the atmosphere."
Additionally,
§ 211.4250(b) defines "organic material" as:
3
Electronic Filing - Received, Clerk's Office, July 17, 2009
"Any chemical compound of carbon including diluents and thinners which are
liquids at standard conditions and which are used
as dissolvers, viscosity reducers,
or cleaning agents, but excluding methane, acetone, carbon monoxide, carbon
dioxide, carbonic acid, metallic carbonic acid, metallic carbide, metallic
carbonates, and ammonium
carbonate."
B.
Nature of the Regulation of General Applicability - Section 1 04.406(b)
This regulation was promulgated to implement the federal requirements under the Clean
Air Act,
42 USC § 7401 et seq.
C.
Level of Justification - Section 104.406(c)
The regulation of general applicability from which Royal seeks an adjusted standard does
not specify a level
of justification for an adjusted standard.
D.
Facility and Process Description - Section l04.406(d)
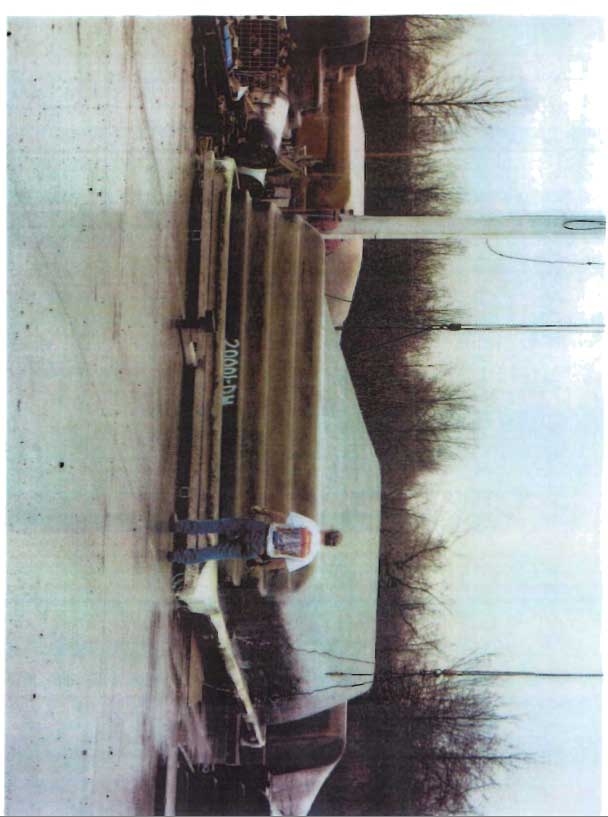
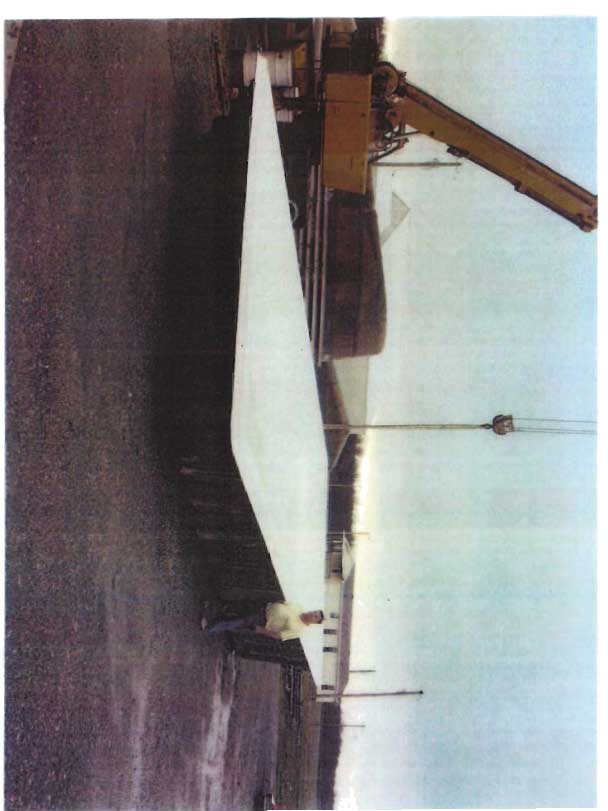
Royal operates a fiberglass swimming pool manufacturing facility in Dix, Illinois. Royal
manufactures twenty different models
of fiberglass pools, ranging from 12' wide x 16' long x 3'
10" deep to 17' wide x 40' 6" long x 8' deep. The Dix Plant began operations in the early 1990s
and during peak season employs approximately twenty individuals plus another five to ten
contract haulers. Additional information regarding Royal's history and operations (including
photographs and maps showing its location) are set forth Section 1
of the attached Technical
Document.
The CAAPP permit application submitted to Illinois EPA in November
2004 requested a
maximum facility-wide annual production cap
of 400 pools per year, which corresponds to full
production (two pools per day) in spring, summer and fall. This same facility-wide annual
production cap
of 400 pools per year is also included in Royal's modification to its permit
application filed on July 14,2009.
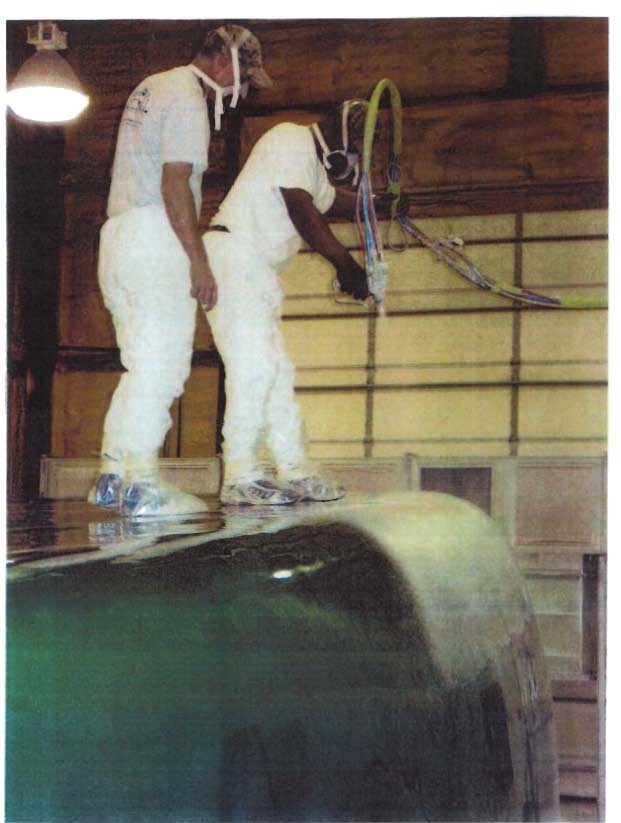
Composite Pool Manufacturing Procedure.
The composite pool manufacturing at the
Dix Plant consists
of three basic process steps, all of which emit VOMs and would be subject to
the requested adjusted standard:
1.
Gelcoat application. Either a thin layer of white gelcoat or two layers (one of
which is translucent gel coat and the other is regular production gel coat) is applied to each
bare waxed pool mold with a Magnum Venus Products ("MVP") high-volume low-
pressure ("HVLP") fluid impingement technology ("FIT") applicator gun. The gelcoat
applicator is operated
as an atomizing gel coat spray gun. The white gelcoat used at Dix
contains 27% styrene monomer by weight and 3% methyl methacrylate (MMA)
by
weight. The two layer gelcoats range from 27% - 38% styrene and 3% - 10% MMA.
4
This gelcoat IS the state-of-the-art m low-HAP formulations for sWImmmg pool
production.
2.
Barrier coat resin application. A 100 to 120 mil (0.100 to 0.120") laminate
layer of three ounce glass mat and vinyl ester ("VE") corrosion-resistant resin is applied
to the cured gel coat layer with the same MVP applicator that is used to apply gelcoat.
However, the gel coat tip is replaced with a 5020 VE tip and the pump pressure is adjusted
to allow for the non-atomized application
of the VE resin. The VE resin contains up to
48% styrene content by weight.
3.
Isophthalic structural resin application. A series of consecutive laminate
layers consisting
of 112 oz. chopped glass strand mat ("CSM"), woven glass roving
("WR"), and isophthalic ("ISO") corrosion-resistant resin is applied to the cured VE layer
with the same MVP applicator that is used to apply the gelcoat and VE resin. However,
the VE tip
is replaced with a 7025 ISO resin tip and the pump pressure is adjusted to
allow for the non-atomized application of the ISO resin.
The other manufacturing steps include: (1) parts finishing, including trimming, grinding
and sanding
of finished pools parts; (2) gelcoat and resin cleanup, in which acetone, non-HAP
and non-VOC cleaning solvent is used to clean gelcoat and resin residues from the application
equipment and roller tools; and (3) mold repair and mold prep, in which very small amounts of
tooling gelcoat and tooling resin are used to repair the molds and a small quantity of mold
cleaner, mold sealer, and mold release (called mold wax), is used to prepare the bare mold for
gelcoat application. These other steps do not have significant amounts
ofVOM emissions.
VOM Emissions Estimates.
The YOM emissions from the Dix Plant vary depending on
the type and size
of each swimming pool part. The facility emissions consist predominately of
styrene, but also include small amounts of other YOM and volatile organic HAP species such as
methyl methacrylate ("MMA"). The average YOM emissions per pool for the gelcoating process
is 53.8 lbs
of YOM. The resin process averages 94.4 Ibs of YOM emitted per pool. The total
average YOM emitted per pool is 148.8 lbs. The maximum facility-wide hourly YOM emission
rate is 156.70 Ibs per hour. Annual YOM emissions at the Dix Plant for 2007 and 2008 were
14.8 tpy and 11.6 tpy, respectively. The current CAAPP application estimates the Dix Plant's
maximum YOM emissions at about 29.76 tpy, approximately 27.54 tons of which relate to
potential styrene emissions. For more detailed information regarding Royal's YOM emissions,
see Section 2 of the attached Technical Document which contains three exhibits (Exhibits A, B,
and C) from Royal's modification to its CAAPP permit application filed July 14,2009, as well as
a memorandum regarding the Dix Plant's maximum hourly YOM emission rate.
Compliance with the Composites MACT.
The Composites MACT, 40 C.F.R. 63
Subpart WWWW, requires that subject facilities similar to Royal's be in compliance with the
work practice standards contained therein by April 21, 2006. Royal was in compliance with the
Composites MACT by February 2006. To comply with the work practice standards in the
Composites MACT, Royal adopted standards requiring that all resin containers are closed when
not in use, and implementing the use of acetone, which has no HAP or YOM emissions. By
5
Electronic Filing - Received, Clerk's Office, July 17, 2009
complying with the Composites MACT, United States EPA estimates that industry-wide,
reinforced plastic composite manufacturers will reduce HAP emissions by an average
of 43%.
Royal meets the MACT emission standards by using the HAP emissions factor averaging option
(see 40 CFR
63.581O(b» and Royal has continually been in compliance with the emission limits
set forth in the Composites MACT.
E.
Investigation of Compliance Alternatives: Methods for Reducing YOM
Emissions From Royal's Swimmine; Pool Manufacturing Operations
-
Section 104.406( e)
Royal investigated compliance alternatives that would help enable it to comply with the 8
lblhr Rule on a strict hourly basis. As discussed below, Royal investigated: (1) reducing YOM
content in production materials; (2) using alternative operating procedures and methods; and (3)
installing add-on emission control technologies.
It
is important to note, however, that other than
add-on emission controls, many
of the alternatives investigated would not allow Royal to comply
with the 8 lblhr Rule on a strict hourly basis. In addition, Royal could not identify any feasible
compliance alternatives to further reduce YOM emissions from Royal's operations.
1.
Lower YOM Content Materials
Royal has already reduced the YOM concentration in its production materials (gelcoat
and resin materials) in compliance with the MACT. Complying with the MACT alone will not
reduce Royal's emissions to a level satisfactory to meet the 8 lblhr Rule on a strict hourly basis.
While Royal has inquired
of its suppliers regarding lower YOM content production materials,
further reduction
of styrene in the resins (below that needed to comply with MACT) is not
currently technically feasible while still maintaining product integrity.
2.
Alternate Operating Procedure and Methods
Royal carefully studied the gel coating process at the Dix Plant, and considered every
recognized alternative procedure and method that might reduce the hourly YOM emissions rate.
However, this study revealed inherent process limitations that precluded the use
of any effective
alternative:
• Composite swimming pools are produced with open molding processes on very large
male molds.
•
Composite pools are too large to use any closed molding process. Even
if closed molding
was feasible for the smallest pool model, the gelcoat layer must still be applied to the
"open" closed mold with a gelcoat applicator.
• A high-quality gelcoat finish is an essential component of a commercially acceptable
composite pool.
The pool models are much too large to use a vacuum-formed
thermoplastic shell finish, which is the only acceptable alternative finish that is used for
smaller spa pools.
6
•
Ge1coat must be applied to the pool mold in a single unifonn layer. Ge1coat cannot be
applied in separate strips or sections, because the lapped gelcoat seams would be
structurally unsound and unsightly.
•
Ge1coat must be applied to the mold with an atomizing mechanical applicator. Non-
atomizing gelcoat equipment is available that might reduce the ge1coat emission rate.
However, the available non-atomizing equipment will not provide an acceptable surface
finish and has failed to reduce gel coat emissions as promised by the manufacturer.
•
The ge1coat process takes about one hour for the largest pool model and the largest pool
model requires at least 360 pounds
of gelcoat.
•
The white gelcoat used by Royal is state-of-the-art and contains the lowest feasible
monomer contents
of 27% styrene and 3% MMA. This gelcoat provides a flexible,
durable, glossy finish that must resist impact, weathering, temperature extremes, UV
radiation, and blistering.
•
The emissions from the current gel coat process cannot be appreciably reduced with any
additional workpractice improvements, pollution prevention techniques, or gel coat
material substitutions.
•
The application
of gel coat takes place in large work bay areas that require significant
amounts
of ventilation airflow to protect the workers against styrene exposure. This
ventilation is required by OSHA regulations. The relatively large airflow rate and low
styrene exposure limits established by
OSHA result in a large dilute exhaust stream that
cannot be economically controlled with add-on air pollution control equipment. The cost
of the lowest-cost control equipment is detailed in the next section.
3.
Add-On Air Pollution Controls
The cost and feasibility of add-on air pollution controls at reinforced plastic composite
manufacturing facilities has been thoroughly studied and documented as part of the Composites
MACT (40 C.F.R. 63 Subpart WWWW). The Dix Plant is fully compliant with the HAP
emission limits listed in the Composites MACT standard, averaging 72%
of the MACT
emissions limit.
According to the Composites MACT, a composites facility such as the Dix Plant is not
required to install add-on air pollution controls. During the promulgation and development
of
the Composites MACT, the United States EPA discovered that add-on air pollution controls are
not cost effective at most existing composite facilities. The United States EPA also detennined
that add-on controls with 95% control efficiency would only be cost effective for new composite
facilities that emit more than 100 tpy
of HAP or new facility that produces large parts such as
swimming pools and emits more than 250 tpy
of HAP. The Dix Plant emitted less than 12 tons
of HAPs in 2008, so add-on controls would not be cost effective by a very wide margin.
A comprehensive study entitled
"Feasibility and Cost of the Capture and Control of
Hazardous Air Pollutant Emissions from the Open Molding of Reinforced Plastic Composites"
7
Electronic Filing - Received, Clerk's Office, July 17, 2009
prepared by EECS was submitted to United States EPA in April 2000 as part of the promulgation
of the Composites MACT rule. This report has 377 pages of information concerning the cost and
feasibility
of add-on controls at composites facilities. Very little has changed since the 2000
publication date, except that the cost
of electricity and natural gas needed to operate add-on
controls has risen dramatically.3!
An abbreviated summary of the air pollution control systems, which are detailed in the
aforementioned study and are available for use, is contained in the following table:
Adsorption
Biodigestion
Condensation
TO
Oxidation
RTO
CO
Pre
concentration
w/RTO
Commercially Available Air Pollution Controls
is
insoluble in water
Styrene polymerizes
on sorbent media
Desorbed styrene is not reusable
Desorbed
must be
as hazardous waste
Microbes are unreliable and must stay
warm and moist
beds must
be
to handle exhaust airflow
be economic
Conventional recuperative oxidation is always more
thanRTO
Regenerative thermal oxidation is currently employed
at one truck cap plant and several large bathware plants
that produce small parts
on automated production lines,
operate continuously (24 hr/day, 360 days/yr) and have
uncontrolled styrene emissions >250 tpy. A RTO
system large enough to handle the 35,000 cfm exhaust
airflow at the Dix Plant would cost over $600,000 to
install and over $300
to
Catalytic media has a relatively short lifetime and is
unreliable
Preconcentration is currently employed at four large
bath ware plants. The long-term performance
of the
adsorber in questionable due to an unexpected failure
of the activated charcoal sorbent media at one of the
sites. A preconcentrator system large enough to handle
the 35,000 cfm exhaust airflow at the Dix Plant would
cost almost one million dollars to install and "
.... "' .....
.t".
infeasible
infeasible
infeasible
infeasible
RTO is better
technically
feasible
economically
infeasible
infeasible
technically
questionable
economically
infeasible
31
Due to the size of this study, Royal is not including a copy with this Petition.
It
is part of EPA's docket
regarding the Composites MACT rule promulgation and adoption. Should the Board desire a copy of the study,
Royal would be pleased to provide it to the Board.
8
Electronic Filing - Received, Clerk's Office, July 17, 2009
Royal commissioned EECS to prepare a detailed control cost analysis for a skid-mounted
R TO system for the Dix Plant. EECS' s report
of its analysis was submitted to Illinois EPA on
June
19, 2009 and is attached in the accompanying Technical Document at Section 3. As
detailed in this analysis, the skid-mounted RTO control option would have an installed capital
cost approximately $709,500 and would have annual operating costs
of over $470,000 per year.
The cost effectiveness for this add-on control would
be about $18,400 per ton of styrene and
MMA removed per year. As such, the cost effectiveness
of the RTO control option is much
greater than what is widely regarded
as affordable. The annual operating cost of the RTO control
options is several times greater than the annual profit for the Dix Plant. Hence, add-on controls
are prohibitively expensive and not economically feasible for the Dix Plant.
F.
Royal's Proposed Adjusted Standard - Section 104.40600
As set forth above, the rule of general applicability from which Royal seeks this adjusted
Standard prohibits Royal from emitting "more than 8 lbs/hr
of organic material into the
atmosphere from any emission source."
35 LA.C. §215.301. Because lEPA will not allow
averaging
of emissions to meet this standard, Royal can not comply with the 8 lb/hr Rule as
interpreted
by IEPA. Accordingly, Royal proposes that, in lieu of being subject to 35 LA.C.
§215.301, Royal shall comply with the MACT Standard finalized at 40 C.F.R. Part 63, Subpart
WWWW (the "Composites MACT"). As discussed in Section lLD
of this First Amended
Petition, Royal has come into compliance with the work practice standards
of the Composites
MACT Standard. According to the Composites MACT, EPA estimates that compliance with the
MACT will cost $2,800/ton annually and will reduce emissions
by an average of 43%.
Royal proposes the following language for a Board order to impose the adjusted standard:
1.
Pursuant to Section 28.1 of the Environmental Protection Act ("Act") (415 lLCS
5/28/1), the Board grants Royal Fiberglass Pools ("Royal") an adjusted standard from
35 IlL Adm. Code. 215.201 ("8 lb/hr Rule"), effective
,20_. The adjusted
standard applies
to the emissions of volatile organic material ("VOM") into the
atmosphere from Royal's swimming pool manufacturing facility located in Dix,
Illinois.
2.
35 IlL Adm. Code 215.301 does not apply. Royal remains subject to the following:
a. Royal must continue to investigate: (a) swimming pool production methods that
generate fewer VOM emissions, and
(b) materials that have a reduced VOM
content and/or are compliant with the Composites MACT HAP content. Where
practicable, Royal must substitute current materials with lower VOM content
materials as long as such substitution does not result in a net increase in VOM
emissions.
b. Royal must perform any reasonable test of new technologically or economically
reasonable production methods or materials applicable to the open-mold
swimming pool manufacturing industry, which may reduce VOM emissions at
9
Royal's facility which the Illinois Environmental Protection Agency (Agency)
specifically requests in writing they
do. After perfonnance of such tests, Royal
must prepare and submit a report summarizing the activities and results of these
investigatory efforts. The report must be submitted to the Agency, Bureau
of Air,
Compliance and Enforcement Section.
c. Royal must operate in full compliance with the Clean Air Act, its Clean Air Act
Pennit Program pennit (once issued), the National Emissions Standard for
Hazardous Air Pollutants for Reinforced Plastic Composite Manufacturing
Facilities, set forth in 40 C.F.R. 63, Subpart WWWW, as required by Section
9.1 (a) of the Act, and any other applicable regulation.
G.
Quantitative and Qualitative Description of Royal's Impact on the
Environment Before and After the Proposed Adjusted Standard - Section
104.406(g)
Air Quality Impact Analysis of Royal's Operations.
As indicated, the Dix Plant is
already in compliance with the Composites MACT, and the proposed adjusted standard will not
impact future compliance with the MACT. Additionally, attached at Section 4 of the Technical
Document is an Air Quality Impact Analysis of the Dix Plant This analysis presents the worst-
case scenario for ozone emissions using the proposed adjusted standard. Based on the results of
the analysis, the worst-case one-hour average ozone impact is still only 74% of the one-hour
ozone standard. Royal understands that in 2005, EPA replaced the one-hour average ozone
standard with an eight-hour average standard, but believes the hourly calculation presented in the
attached Air Quality Impact Analysis is useful given the obvious concerns about hourly
emissions that are reflected in the 8 Ib/hr Rule.
Should Royal's First Amended Petition be granted, there will not be any increase on a per
unit basis over the current emissions from the Dix Plant This First Amended Petition merely
seeks to allow Royal to continue manufacturing in the same manner, and granting the First
Amended Petition will not amount to an increase of per unit emissions.
Cross-Media Environmental Impacts Resulting from an Adjusted Standard.
None.
The Dix Plant's waste and wastewater generation is independent of YOM emissions, thus no
change in the nature or volume
of waste and wastewater generation is anticipated.
H.
Justification - Section 104.406(h)
Under Section 28.1 of the Environmental Protection Act (the "Act"), the Board may grant
an adjusted standard for persons who can justifY such an adjustment consistent with subsection
(a) of Section 27 of the Act. 415 I.L.C.S. 5/28.1. Moreover, if a regulation of general
applicability does not
specifY a level of justification required of a petitioner to qualifY for an
adjusted standard, the Board may grant individual adjusted standards upon adequate proof that:
(1) factors relating to that petitioner are substantially and significantly different from the factors
relied upon by the Board in adopting the general regulation applicable to that petitioner; (2) the
10
Electronic Filing - Received, Clerk's Office, July 17, 2009
existence of those factors justifies an adjusted standard; (3) the requested standard will not result
in environmental or health effects substantially and significantly more adverse than the effects
considered
by the Board in adopting the rule of general applicability; and (4) the adjusted
standard is consistent with any applicable federal law.
Significantly, the proposed adjusted standard is consistent with prior adjusted standards
from the 8 lblhr Rule issued by the IPCB for similar manufacturing processes. Specifically, on
July 22, 2002, the IPCB granted Crownline Boats, Inc.'s ("Crownline") Petition for Adjusted
Standard. Crownline operates a fiberglass boat manufacturing facility in West Frankfort, Illinois,
using a gelcoat and resin application process very similar to that employed by Royal. Crownline
was granted an exemption from compliance with the 8 lblhr Rule because compliance with a
MACT standard similar to the Composites MACT could be demonstrated. See Section 5
of the
attached Technical Document for a copy
of the IPCB's opinion and order regarding the
Crownline petition. The adjusted standard proposed herein is based on the adjusted standard
approved by the IPCB in response to Crownline's petition.
1.
Factors Relating to Royal are Substantially and Significantly Different
The primary intent of the 8 lblhr Rule was to prevent ozone formation and odor nuisance.
However, the Board did not contemplate the methods Royal Fiberglass Pools would use to
manufacture swimming pools at the Dix Plant when it promulgated the 8 lblhr Rule in 1971. The
manufacture of large composite parts such as swimming pool shells involves a batch-type
process rather than a continuous application process typically used in manufacturing processes
for other products. This fact, together with the ventilation system needed to comply with
OSHA's worker protection regulation at 29 C.F.R. Part 1910, makes the use of add-on emission
controls economically infeasible. Under OSHA health and safety standards for styrene, the Dix
Plant must maintain large airflow to ventilate the work areas properly. The small emission rate
and large airflow makes the cost
of using add-on emissions controls unaffordable. In short,
Royal Fiberglass Pools believes that the Board did not anticipate the requisite production
methods for manufacturing large composite parts and the OSHA standard when adopting the 8
lblhr Rule in 1971.
The factors relating to Royal's operations are substantially and significantly different than
the general factors relied upon
by the Board in promulgating the 8 lblhr Rule. The 8 lblhr Rule
was first promulgated in
1971 as Chapter 2: Air Pollution, Rule 205. 4 PCB 191, R71-23.
Because it was adopted over 30 years ago, it is difficult, if not impossible, to know exactly what
factors the Board relied upon in adopting this rule. However, based upon Illinois Pollution
Control Board case law and a common sense reading
of the rule, Royal believes that the factors
primarily relied upon by the Board involved concerns about preventing ozone formation. In fact,
it appears that the main intent of the rule was to ensure that operations emitting organic material
utilized control equipment already in place to ensure that their facilities do not cause a violation
of the one-hour ozone standard nor create an odor nuisance. For example, in Illinois v.
Processing and Books, Inc., the IPCB explained that:
"Rule 205: Organic Material Emission Standards serves both to achieve and maintain
11
compliance with the federal air quality standard for photochemical oxidants (0.08 ppm
for one hour not to exceed more than once per year, 36 Fed. Reg. 22385 Nov. 25, 1971)
and to prevent local nuisances
.... the major purpose of these regulations is for control of
photochemical oxidants.
In
addition, odor causing organic emissions were included if a
local odor nuisance exits . . . these provisions are designed to require the use
of
equipment that is already in use at numerous facilities ... "
1977
WL 9986, *4 (Ill. Pol. Control. Bd.). From this explanation it is evident that the
Board was most concerned with:
(1) protecting ambient air quality by preventing any violation of
the I-hour ozone NAAQS; and (2) controlling any odor nuisances from manufacturing
operations. A review
of Royal's operations shows that the main purposes of this rule are not
furthered through its application to Royal: first, as discussed in Section II.G
of this First
Amended Petition, the daily amounts
of YOM emitted by Royal's operations have a negligible
impact on ambient ozone levels and would not cause a violation
of the ozone NAAQS; and
second, Royal has a tall stack in place to minimize odor nuisance from its operations.
The above quote from the Illinois Pollution Control Board also shows that, when
adopting the rule in 1971, the Board most likely relied upon the fact that facilities would have no
problem complying with the rule by utilizing equipment already available and in use by most
facilities subject to the rule.
It
is clear that this rule was promUlgated as a catch-all provision,
intending to cast a wide net over all operations which emit organic materials. However, the
Board could not possibly have contemplated all the circumstances in which organic material is
emitted, and, in fact, there is
no indication that the Board considered the factors peculiar to pool
fabrication when adopting this rule.
There are other substantial and significant factors which are inherent or otherwise
necessary to Royal's operations that the Board did not consider (nor could it have) when it
adopted the 8 lblhr Rule in 1971. The building
of a fiberglass swimming pool involves a batch-
type process
(of applying layers or skins), rather than a continuous application process. This is
an important distinction because compliance with the rule can be reasonably accomplished and
demonstrated when manufacturing operations (that involve the use
of materials that emit VOMs)
are
of a continuous nature or, are at least are distributed more evenly over a 24 hour period. For
continuous or near-continuous operations, the use
of emission controls, as provided by 35 I.A.C.
215.302, is economically feasible. Due to the large size
of the swimming pool molds and
necessary batch-type sequence
of the gel coat and resin application processes at the Dix Plant,
they are neither continuous nor evenly distributed over a longer period
of time.
Additionally, the advent
of OSHA's worker protection regulation at 29 CFR 1910,
requires manufacturers who use materials that contain and emit styrene to maintain an in-plant
work area atmosphere (worker breathing air)
of less than 100 ppm. To do so, Royal had to install
a large ventilation system that exhausts approximately 35,000 cubic feet
of plant air every
minute. This makes the use
of add-on emission controls for Royal's operations fiscally
impractical. See Section 3
of the Technical Document. The Board could not have possibly
anticipated this OSHA requirement and its affect when it made its decision to adopt the 8 lb/hr
Rule for all manufacturing facilities in the State.
12
Finally, on June 15,2005, EPA revoked the one-hour average ozone standard, which was
replaced by an eight-hour average standard. See
69 Fed. Reg. 23951 (Apr. 30, 2005). As
referenced by the Board in Illinois
v. Processing and Books, Inc., the 8 lblhr Rule was designed
in primary part
to assist in achieving compliance with EPA's one-hour average standard.
Although Royal is not requesting that the Board revoke the 8 lblhr Rule, Royal asserts that the
elimination
of one of the fundamental purposes of the 8 lblh Rule supports this request for an
adjusted standard.
Because the IPCB could not (and did not) consider these factors relating to Royal's
operations, Royal contends that it is unreasonable to expect it
to demonstrate compliance with
the 8 lblhr Rule on a strict hourly basis.
2.
The Existence of Those Factors Justifies an Adjusted Standard
As discussed fully in Section ILE. of this First Amended Petition, Royal has investigated
numerous compliance alternatives that have proven
to be neither economically nor technically
feasible due to the substantially different factors relating to Royal's operations. The existence
of
these factors, coupled with IEPA's endorsement of Royal's efforts to obtain an adjusted standard
justifies the granting
of an adjusted standard.
3.
The Requested Standard Will Not Result in Adverse Environmental or
Health Effects.
As discussed previously in Section n.G of this First Amended Petition, the requested
adjusted standard will have little,
if any, adverse impact on the environment or health. By
complying with the Composites MACT, Royal has limited its YOM emissions and also
decreased the amount
of solid and hazardous waste Royal generates. Even without these
changes, Royal's operations
do not cause or contribute to any ozone exceedances. With respect
to health effects, Royal notes that Illinois does not have a health standard for styrene emissions,
and this manufacturing process is the same process used by swimming pool manufacturers in
many other states.
4.
The Proposed Adjusted Standard is Consistent with Federal Law
The granting of this proposed adjusted standard is consistent with federal law and will not
violate any provision
of the federal Clean Air Act. Specifically, there is no Clean Air Act
equivalent rule or regulation prohibiting swimming pool manufacturers' emissions
of organic
material in excess
of 8 lbslhr, on a strict hourly basis. Because Royal is proposing to comply
with the Composites MACT, the proposed adjusted standard is consistent with federal law.
I.
Consistency with Federal Law - Section 104.406(i)
There is no Clean Air Act equivalent rule or regulation prohibiting YOM emissions from
reinforced plastic composite manufacturing in excess
of 8 lbslhr on a strictly hourly basis.
13
Electronic Filing - Received, Clerk's Office, July 17, 2009
Regardless, the facility must comply with the new federal NESHAP for reinforced plastic
composite manufacturing. For these reasons, the proposed adjusted standard is consistent with
federal law.
J.
Hearing - Section 104.406(0
Royal requests a hearing in this matter.
K.
Supporting Document - Section 104.406(k)
The Technical Document is filed contemporaneously with this First Amended Petition.
III.
CONCLUSION
The requested adjusted standard should be granted as an alternative to Royal's
compliance with
35 lAC §215.301. Notwithstanding the technical impracticality of complying
with the requirements
of the 8 lblhr Rule on a strict hourly basis, to require Royal to comply with
the
8 lblhr Rule would result in substantial economic hardship to Royal, and perhaps even
closure
of the Dix Plant.
WHEREFORE,
Royal Fiberglass Pools, Inc. respectfully requests an adjusted standard
from
35 lAC § 215.301 as set forth herein.
Respectfully Submitted,
BRYAN CAVE LLP
By:&g~
{
Dale A.
~Baf2988
Brandon W. Neuschafer, MO Bar #53232
One Metropolitan Square
211 North Broadway, Suite 3600
St. Louis, Missouri 63102
Tel. (314) 259-2000
Fax. (314) 259-2020
Attorneys for Royal Fiberglass Pools, Inc.
14
Electronic Filing - Received, Clerk's Office, July 17, 2009
CERTIFICATE OF SERVICE
The undersigned certifies that a copy of the foregoing First Amended Petition was served
upon the following parties on
th(f!}tray of July, 2009:
Illinois Pollution Control Board, Attn: Clerk
100 West Randolph Street
James
R.
Thompson Center, Suite 11-500
Chicago, IL 60601-3218
Division
of Legal Counsel
Illinois Environmental Protection Agency
1021 North Grand Avenue East
P.O. Box 19276
Springfield, IL 62794-9276
Attn: Charles Matoesian
15
Electronic Filing - Received, Clerk's Office, July 17, 2009
EXHIBIT 1
Electronic Filing - Received, Clerk's Office, July 17, 2009
FIB ERG LASS P 0 0 L 5 , I N c.
DI'V
E I
N!
Ah ... there's nothing quite like iLthe feel of cool,
invigorating water rushing over you
as you take
that first dive into your new Royal Fiberglass
Pool.
In an instant, the world is quiet, tranqu il. All your
tensions just flow
away
.
Welcome to the Royal Fiberglass Pools
experience. Royal Fiberglass Pools offers the
finest products on
the market today. Pools
and Spas in a variety of shapes and sizes,
customized to fit your lifestyle. Simple
to
elegant designs offer something for
everyone and every budget.
Turn your backyard into a
tropical retreat.
Just a few
steps from your backdoor,
your
world
can
be
transformed into a calm,
peaceful
oasIs
or
exciting
water
adventure for the
entire family.
M A KIN G
W A VE S
Royal Fiberglass Pools is a family owned and operated business. For nearly four
decades, the Hebert family has remained true to their promise ... to offer the
highest quality pools
and spas that money can buy. The Hebert's commitment
to quality
has revoluti
onized the pool and spa industry
. Cliff Hebert
(affectionately known
as "Mr
. Cliff"), founder and industry leader and
innovator, is the person credited For first utilizing Vinyl Ester Resin in
the manufacturing of composite pools. These high quality one-
piece fiberglass pools and spas are adaptive to any climate
and are the best structurally designed pools ever
manufactured.
With
an outstanding reputation for quality
craftsmanship, Royal Fiberglass Pools remains
dedicated to providing the best pools and spas in
the country.
Every Royal pool and spa is
constructed with eight layers of high quality
fiberglass to assure the utmost durability
. The top
coat,
or gel coat layer, offers a beautiful surface that
is both durable and easy to maintain. Layers of Vinyl
Ester resin and chopped strand mat provide impact
and blister resistance. For added corrosion resistance
and superior strength, Royal utilizes Isothalic resin to
encapsulate more glass than any other fiberglass pool
manufacturer
.
The Hebert family
applies strict quality control measures to the
manufacturing
of its products.
The thickness of the polymer
coatings i
s controlled within a few thousandths
of an inch and an
inspector checks each and every Royal process prior to shipping.
I
•
TAKE THE P LUN G E!
I I
ffJ 8
J~jJ~3d
How many times have you said it? "One day, weill have a pooL"
Havenlt youlve waited long enough?
Go ahead .. . take the
plunge. Take that dream and make it real.
Imagine ... everyday you could escape to
your own
backyard paradise. Youlll
feel like royalty as
you relax in your very own sparkling pool.
The addition of a Royal Pool or Spa
adds a new dimension to
your home.
It's
the
perfect
setti ng
for
entertaining. The ultimate spot for
quality family time. A luxurious
way to spend some quiet time
to focus and rejuvenate. A
mini vacation in your own
backyard year
after year.
When you invest in a Royal
Pool or Spa, you can count
on
quality craftsmanship
that only comes with the
Royal name.
The process
used in
the manufacture of
these fine quality pools and
spas is, by far, the best in the
industry
Electronic Filing - Received, Clerk's Office, July 17, 2009
MAKE A SP
With your backyard transFormed into a tropical
paradise, entertaining will take on a whole new
dimension . Holidays. Birthdays. Family reunions.
Weekend
bar-b-
ques .
A
Royal Pool is cause For
celebration any day of the year
. Even the most
average
day can turn into something spectacular.
Royal Fiberglass Pools offers
breathtakingly
beautiFully and exquisitely designed pools and spas
to satisfy a variety
of tastes. Pools and spas may be
combined
to create an exciting spillover effect. IF
you preFer, Royal can create custom designs built to
your speciFicatians. Custom pools are available in
many sizes and shapes
From small swim lanes to
Olympic competition pools .
Royal Fiberglass
Pools, in association with its
distributors, offers many amenities such as
vanishing edge pools, built-in coping,
contoured non -slip
steps and seats. Make
up a wish list for your perfect pool setting
and your Royal
Fiberglass Pools
repres
entative will coordinate everything
for you .
Your Royal pool
is unconditionally
warranted by Royal Fiberglass
Pools, Inc. against defects in
material
or workmanship For a
period of 25 years after
installation . Your non-prorated
pool
warranty is transferable to
a new homebuyer.
I
•
.
~-
......
Electronic Filing - Received, Clerk's Office, July 17, 2009
T
HE R
OYAL
TREATMENT!
When you invest in a pool by Royal Fiberglass Pools, you know you're
buying the very best pool that money can buy. In addition to selling the
Finest quality pools and spas in the country, the Hebert family provides
customers with the utmost respect
and attention.
The
advantages of a Royal Fiberglass Pool are many
.
Quick Installation : Usually 3 to 5 days.
Durability: The
pool's seamless construction withstands extreme
environmental changes and can flex up to twelve full inches without
damage. Royal Fiberglass Pools are engineered to be up to seventeen
times stronger
per inch than concrete pools. This remarkable flexing
feature makes the fiberglass pool the most resilient to
any weather
condition. No other pool comes close.
Maintenance Free:
The gelcoat finish is smooth, hard and non -
porous making it resistant to algae. This feature reduces chemical
usage and maintenance costs . Unlike other types
of
pools, there is
never a need to drain a one-piece fiberglass pool.
Movable:
When you move, your pool can go with you.
Standard Features: Your Royal Fiberglass Pool includes a built-
in coping, molded, non-slip surface steps and benches.
Standard Accessories: Skimmer, main drain and return
inlets .
Optional Accessories: Automatic pool cleaner, water
heater, additional decking, slide, diving board,
extra jets, winter cover, solar blanket and reel auto
cover,
ozone purification, ceramic tile, landscape
lighting, fiber optic lighting, handrails, and
ladders.
Royal Fiberglass Pools
has manufacturing
facilities in Breaux Bridge LA and Dix IL,
centrally located to serve our nationwide
dealer network.
Member of:
Made In America
And Proud Of It!
1
[::0.:
I:::iI.
NAnONAl SPA
&
POOL INSTITUTE
Electronic Filing - Received, Clerk's Office, July 17, 2009
I
/'
I
Electronic Filing - Received, Clerk's Office, July 17, 2009
Electronic Filing - Received, Clerk's Office, July 17, 2009
t
• •
Electronic Filing - Received, Clerk's Office, July 17, 2009
3 12 Du
_
ncan Road, Dix, Illinois - Google Maps
m
aps
Address 312 N Duncan
Ln
DIX,
IL
62830
I
r-'
--
;r---
~m~~
-gfi
- ' -
el~rr
iiIJm<lr'
•
R~""
!
Qn- ;,~~~.:V
' He
ID
."""~
k .
.d'
Wa'
I8,ly
o
.'
o
T
~~iII"
Page 1 of 1
Get Google Maps on your phone
o Textthe word "GMAPS" to 46645 3
tq
.
. ..,._
..
.
.. '
J
-.
.--.
.
- ----:t
r-
.
_ ....
..-...._
.
..
.
I
J
\",
i
Sui
o
Tu.~ola
'
Rod!V!i,..,
I
P
aAi
o
Cllmen
<)
CL.
'
r"w
Vlf (1en
Sh~ib:
;'; ~e
.,
"
.
Jf'f!.
't"-Y
'
... II!i .
o
PoI ~,1
l\ o' 'f'''''-T~
f7''
Ii
O'
Par'!< H II.
bjS ~S(~.JII;
0
F
erm'
.
r>gt0 n
P! .dlll",nt
•
0
Cf
Hlifl .... f!lt:
o
~i;
,rb L
f
H
Ili
'"
"
' nCkQ,"YVIII~'
Du
1101 0
'0
lQu"Ylfle
o
r
( '
t
Sh,
d
!:}, ..
n
>I
po
Rc inson \
Obk
G
.,
i..
lrlg
i
9U1kvan
IF
I
,J ~OO"O/jl!E!
a
I
l'Il c ~aeli'
).
.,
Olney
G
oC .
Y C,'y
~ne<
o
e l:8"'~
'
;:"",,
11&
l)r\(19
~ p ort vi
~cenn es
C;m nl
o
'(
.!.II " .....
null
.
2:!
/fJ
>
-,
7'"
,
o
Fort Blanch
i
W8shin~t ()n j
;
~
0
"
!
orl"rn.b<Jrg
C 5rrier
""
MH
..
!~
/M"
( ~o,,r'-'-ld
-
i
0-
S11Jrg •
.J1f'
\
CilltlC
n
;1
o
., :
LlvilfTn <>r4
C~! ra IJ
I
-1
http://maps.google.comlmaps?f=q&source=s _ q&hl=en&geocode=&q=312+Duncan+Road...
711512009
312 Duncan Road, Dix, Illinois - Google Maps
t
~ngt on
J
I
Ne
..., M
m
d
e!'\
m
a
p
s
Address
312 N Duncan Ln
DIX, IL 62830
Ho/tmall -
Aida
Hoy
,(,>1
I(
S
an
dov
al
J uncIlOn
. CI1Y
I
//
C enlr~
1
Ctty
l
C~~t ral i a,
N e~ 'ng 5
w."J,c
Odm
=
WBlnut Hifl
~
,
ilsliviUe _
)>e .u~a "j) _
PI"I'
a
m
ldr-
Ai.
llley
1"'
1
<1",
~
(l
II
t
R
a
dom
Roache ~
.. -=.k
_
_
~-
~~
-
I
i
i
,
e
l<l
~
~~)'Y !IIe
L
®
II
T
amar
Cl'l!
I
/1
W iftlamsburg
O mega
l
ul<.8
U
!.!~T"""'
·
K
ell
T
eI([C
O
Harmany
Xenia
.1
,~
Page 1 of 1
I
I
R
/
H I!Im ~
j Zen
JG
h n~" n "' l l le
Ii
Orcha rrlviil
.,
S hi ~
I
Roun
a
Prili
rl e
Stratton
C ~p
SummetVllle
Blu
ford
Marlow
Shirl
ey
-,,~
'
,
()~
=-,~~.......:=~~
., ~
Sp nr
, ~
Ga
rden
E'
wmg
9~1 i'e
RivE
l ovii;a
G8 r rl~ o n
B61i., i
Prairie Crty
.~
~ e ld
J
~~
'"
McLealllboio
,
Ell
I
j
http://maps.google.comlmaps?f=q&source=s _ q&hl=en&geocode""&q=312+Duncan+Road...
7/15/2009
Electronic Filing - Received, Clerk's Office, July 17, 2009
312 Duncan Road, Dix, Illinois - Google Maps
m
a
P
S
Address
312 N Duncan Ln
.
DIX, IL 62830
~:I
h-
I
j
!
11
~
l
E otXIMl9lP!l fl-d
i
(
I
'
I
j
Page 1 of 1
Get Google Maps on your phone
;CJ
Text the word "GMAPS" to 466453
V
\\
http://maps.google.comlmaps?f=q&source=s _ q&hl=en&geocode=&q=312+Duncan+Road...
711512009
EXHIBIT 2
Electronic Filing - Received, Clerk's Office, July 17, 2009
EXHIBIT A
Royal Fiberglass Pools - Dix Plant
Material Usages and Emissions - 2005 through 2008
Year
2005
2006 .
Pools built per year
158
188
Hours worked
man hours
27,657
28,714
Manhours per pool
175
153
Hours per pool (9 workers)
19
17
Actual Annual Material Usages
Resins
Gelcoats
Catalysts
Putties
Reported VOM
emissions
Resins
Gelcoats
Catal sts
Catalyst Ratio
Resins
Gelcoats
Catalysts
Putties
Ib/yr
Ib/yr
Ib/yr
Ibl r
Ib/yr
t
IbJpool
IbJpool
IbJpool
%wt
161,800
267,140
35,704
51,475
3,136
4,068
0
0
14,773
23,222
7.39
11.61
1
1,59%
1.28%
2007
200
30,002
150
17
324,500
71,727
5,317
0
29,616
14.81
1.34%
Maximum "Per-Pool" Emission Rate
~---,
Resins
Gelcoats
Catalysts
Putties
Max actual
CY
aVE~J"jJ!
V6M
Conte~rif~
2008
161
21,340
133
15
233,820
55,607
4,608
0
21,443
11.65
1.59%
y
EXHIBIT B
Royal Fiberglass Pools - Annual Potential-to-Emit YOM Calculation
Average Per-Pool YOM Emissions (based on worst-case from 2005 to 2008 data)
Gelcoat
Resin -
Catalyst
360
Ib x 27.0% styrene x 44.51 % styrene wt =
360 Ib x 3.9% MMA x 75% MMA wt
1,625
Ib
x
47.5% styrene
x
12.23% styrene wt
32 Ib
x
2% MEK
x
100% MEK wt
Annual YOM Emissions for 400-Pools-per-Year
148.8 lb VOM/hr per pool x 400 pools per year /2000 lb/ton =
43.3
lb
styrene/pool
10.5Ib MMA/ pool
94.4
lb
styrene/ pool
0.6 lb MEK/pool
148.8 lb YOM/pool
29.76 tpy
YOM
Electronic Filing - Received, Clerk's Office, July 17, 2009
DEEP
Royal
Color
WHITE
WHITE
WHITE
WHITE
WHITE
WHITE
WHITE
IrKIMK.'>.'>
DEE]>
WHITE
WHITE
WHITE
EXHIBIT C
- Maximum Hourly VOM Emissions from Gelcoating at the Royal Fiberglass Pools Dix Plant
Gelcoat Backcoat Backcoat
Usage
Color
Usage
Ib/pool
334.69
334.69
357.00
426.40
223.69
White
Clear
Ught Blue
Clear
223.13
Gray
142.35
499.80
Clear
461.95
Ught Blue
446.25
Gray
266.79
334.69
Clear
211.40
Gray
226.64
334.69
Light Blue
260.31
Gray
168.99
557.81
Clear
291.72
557.61
White
Ib/pool
202.13
174.25
174.25
223.04
0.00
174.25
0.00
287.00
136.00
174.25
0.00
174.25
90.00
0.00
174.25
155.66
0.00
261.38
0.00
174.25
463.44
Clear
261.38
557.81
Light Blue
261.38
553.53
Clear
238.72
571.20
White
223.04
481.95
Light Blue
267.60
339.15
0.00
171.55
0.00
173.67
0.00
223.13
Gray
87.13
139.54
0.00
361.46
Gray
133.41
464.64
Light Blue
461.95
White
322.66
144.67
178.90
166.19
0.00
0.00
Gelc.oat
Contents
MMA
('!owl)
Gelcoat
Factors
Gelcoat
Emiss10ns
Styrene
(%sty)
44.51%
44.51%
44.51%
44.51%
44.51%
MMA
Styrene
MMA
YOM
(%MMA) (Ib/pool) (Ib/pool) (Ib/pool)
75%
35.75
10.04
75%
35.75
10.04
75%
75%
75%
10.71
12.85
5.03
6.69
3.20
14.99
14.46
13.39
Ballkcoat
Conte;nts
Styrene
(%wI)
MMA
('IowI)
Baekcoat
Factors
Styrene
(%sty)
44.51%
52.28%
44.51%
52.28%
MMA
Styrene
MMA
YOM
(%MMA) (Ib/pool) (Ib/pool) (lb/pool)
75%
24.29
4.55
75%
34.62
13.07
75%
21.72
5.23
75%
44.31
16.73
••
!!!~lil!!ii!il.1
44.51 %
75%
0.00
0.00
44.51%
75%
44.51%
75%
52.28%
75%
44.51%
75%
44.51%
75%
44.51%
75%
52.28%
75%
44.51%
75%
21.72
5.23
0.00
0.00
57.02
21.53
16.95
4.08
21.72
5.23
0.00
0.00
34.62
13.07
11.22
2.70
Styrene
('!owl)
24%
24%
24%
24%
27%
24%
27%
24%
24%
24%
27%
24%
24%
27%
24%
24%
27%
24%
27%
24%
24%
24%
24%
24%
24%
27%
27%
27%
24%
27%
24%
24%
24%
27%
27%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
38.14
45.76
26.88
23.84
17.11
53.39
51.48
47.67
32.06
35.75
22.58
27.24
35.75
27.81
22.71
59.59
35.06
59.59
6.00
10.04
6.34
5.10
10.04
7.81
4.25
16.73
32.34.!I!m:':
44.51%
75%
0.00
0.00
3%
I
44.51 % 75%
6.56
16.73
51.64
14.50
59.59
16.73
59.13
16.61
61.02
17.14
51.48
14.46
40.76
7.63
20.62
3.86
20.87
3.91
23.84
6.69
16.77
3.14
38.61
10.84
49.66
13.95
51.48
14.46
38.78
7.26
17.39
3.26
44.51%
75%
44.51%
75%
44.51%
75%
52.28%
75%
44.51%
75%
44.51%
75%
52.28%
75%
44.51%
75%
52.28%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
IIU.~1<i:,;!li'\'~;ii~
44.51 %
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
44.51%
75%
21.72
5.23
19.40
4.67
0.00
0.00
51.93
19.60
0.00
0.00
20.94
3.92
51.93
19.60
32.57
7.84
47.43
17.90
26.80
5.02
35.84
8.63
0.00
0.00
0.00
0.00
0.00
0.00
10.86
2.61
0.00
0.00
16.63
4.00
22.30
22.62
0.00
0.00
5.37
4.23
0.00
0.00
Electronic Filing - Received, Clerk's Office, July 17, 2009
FROM:
Robert Haberlein, Ph.D., QEP, Engineering Environmental Consulting Services
DATE:
July 16, 2009
RE:
Maximum Hourly YOM Emissions, Royal Fiberglass Pools, Dix, Illinois
The maximum hourly YOM emission rate is based on the following assumptions:
1. Maximum process emissions occur during the gel coating process (gelcoat application
emits at about twice the resin application rate).
2. According to actual usage data for CY
2008, the maximum gelcoat emissions occur when
the greatest-emitting and second greatest-emitting colored pool models are gelcoated
simultaneously in the same one-hour period.
3. The greatest gelcoat-emitting pool model is a Duchess Pool with a Royal Sapphire finish,
which emits 78.55 lbs YOM per hour (see Exhibit C to the CAAPP revision).
4. The second greatest gelcoat-emitting pool model is a King Shallow Pool with a Sand
finish, which emits 78.15 lbs YOM per hour (again see Exhibit C to the CAAPP
revision).
The corresponding maximum facility-wide hourly YOM emission rate is:
78.55
+
78.15 =
156.70 Ibs YOM per hour.
The maximum resin application YOM emission rate for one pool is based on the following
assumptions:
1. Maximum resin usage rate of 1.5 gallons per hour which is equivalent to 812lbs per hour
or about 50%
of the total resin used per pooL
2. Resin styrene content
of 47.5% by weight.
3. UEF emission factor for non-atomized resin application equal to 12.23 % styrene content
weight
The maximum single-pool rein application hourly YOM emission rate is:
812
x 47.5% x 12.23%
47.171bs YOM per hour
The corresponding maximum facility-wide hourly YOM emission rate for simultaneous resin
application to two pool molds is twice the single-pool rate:
47.17
+
47.17
=
94.341bs YOM per hour.
EXHIBIT 3
.
'
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 1 of23
ANALYSIS
Control Cost for a
Regenerative Thermal Oxidation System at the
Royal Pools Facility in Dix, Illinois
prepared under the supervision of
Mr. Dale A. Guariglia
Bryan Cave LLP
One Metropolitan Square
211
N.
Broadway
Suite 3600
S1. Louis, Missouri 63102-2750
on the behalf of
Royal Pool, Inc.
Breaux Bridge, Louisiana
by
~a
Robert A. Haberlein, Ph.D., QEP
Engineering Environmental
Two Fisk Circle
Annapolis, Maryland 21401-3212
June 19, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 20f23
Executive Summary
If Royal Pools' Dix, Illinois facility were to install add-on emission controls, thermal oxidation is
the only commercially available technology that is generally free of technical problems for
controlling styrene vapor emissions from composite facilities.
A small skid-mounted regenerative thermal oxidizer unit
is the most practical thermal oxidation
option for the facility. As detailed in this report, a skid-mounted RTO control system would
have the following characteristics and costs:
•
The installed capital cost would be $709,500.
•
The operating cost would be $473,000
per year.
•
The amount of reduced annual styrene emissions would be about 25.71 tpy (assuming 29.76
tpy at 86% overall capture
&
control efficiency - 90% capture and 96% control).
•
The cost effectiveness would be about $18,400
per ton reduced styrene emissions per year.
Therefore, the RTO system is too expensive and would not be economically feasible at the Royal
Pools' Dix, Illinois facility.
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSUL TING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 3 of23
Section I Introduction
Purpose
This report provides an updated and detailed Best Available Control Technology (BACT) cost
analysis
of the economic feasibility of a skid-mounted regenerative thermal oxidation system for
a small, reinforced plastic composite pool manufacturing facility located in Dix, Illinois, which is
henceforth called the "Dix Plant." This facility
is owned and operated by Royal Pools, Inc. This
updated and detailed control cost analysis was requested by the Illinois Environmental Protection
Agency (IEPA) to support a petition request by Royal Pools for
an adjusted standard that would
allow the Dix Plant to emit more than eight pounds
ofVOC per hour when fabricating a large
composite pool part.
Background
As detailed in
Table 1
of the compliance plan submitted to IEPA in 2005 (please see the next
page), thermal oxidation is the only proven, commercially available control technology for
controlling exhaust streams from a small, reinforced plastic composite facilities such as the Dix
Plant. As shown in this table and discussed
in Section III of this report, a pre-packaged skid-
mounted RTO system
is the least expensive oxidation technology for exhaust streams less than
50,000 cfm. Adwest
is a leading manufacturer of skid-mounted RTO systems with competitive
RTO equipment prices. For these reasons, this control cost analysis
is based on a skid-mounted
RTO unit manufactured
by Adwest.
The cost analysis procedure
in this analysis follows the guidelines for small RTO systems that
are set forth in the
OAQPS Control Cost lvfanual Sixth Edition.
References
This report utilizes information on air pollution control systems from the following reference
sources:
•
EPA's
"Top-Down" Best Available Control Technology Guidance Document
•
EPA's
Handbook
of Control Technologiesfor Hazardous Air Pollutants
•
EPA's
Assessment of Styrene Emission Controlsfor FRP/C and Boat Building Industries
•
Air pollution control cost guidelines
in the EPA
OAQPS Control Cost Manual
-
Sixth
Edition
•
ACMA's
Feasibility and Cost of the Capture and Control of Hazardous Air Pollutant
Emissions from the Open Molding
of Rein/orced Plastic Composites
•
Recent control system quotes and communications from Adwest
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 4 of23
Table 1
Commercially Available Air Pollution Controls
(Reprinted from the Feb 28, 2005 compliance plan submitted to TEPA)
Technology
Applicability Concerns
....
Statusattlte
DiiPlant
Absorption
Styrene in nearly insoluble in water
infeasible
Styrene polymerizes on sorbent media
Adsorption
Desorbed styrene
is not reusable
infeasible
Desorbed styrene must be disposed as hazardous waste.
• Biodigestion
Microbes are unreliable and must stay warm and moist
infeasible
Digestion beds must be huge to handle exhaust airflow
Styrene concentration in air too low to
be economic
Condensation
Condensate
is mostly water with trace styrene
infeasible
Condensate must be disposed as hazardous waste.
Flare
Styrene concentration in air is too low to
be economic
infeasible
TO
Conventional recuperative oxidation
is always more
R TO is better
costly than RTO - SEE below
Regenerative thermal oxidation is currently employed
technically
at one truck cap plant and several large bathware plants
feasible
that produce small parts on automated production lines,
Oxidation
RTO
operate continuously (24 hr/day, 360 days/yr) and have
economically
uncontrolled styrene emissions >250 tpy. A RTO
infeasible
system large enough to handle the 50,000 cfm exhaust
airflow at the Dix Plant would cost over $600,000 to
install and over $300,000 per year to operate.
CO
Catalytic media has a relatively short lifetime and
is
infeasible
I
unreliable
Preconcentrators are currently employed at four large
technically
bathware plants. The long-term performance
of the
questionable
adsorber is questionable due to an unexpected failure
of
Preconcentrator
the activated charcoal sorbent media at one
of the sites.
economically
wlRTO
A preconcentrator system large enough to handle the
infeasible
proposed
50,000 cfm exhaust airflow at the Dix Plant
I
would cost almost one million dollars to install and
operate.
Since 2005, some
of the referenced preconcentrator systems have been decommissioned and
demolished and the original preconcentrator system has failed twice, leading to enforcement
actions against the facility. The preconcentrator process is a still a technically questionable
control technology for reinforced plastic composite facilities.
I
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page 5
of23
Section II
Description of Facility and Operations
Facility Operations
The Dix Plant produces large reinforced plastic composites pools using the mechanical atomized
gelcoat application and the mechanical non-atomized resin application processes. The raw
production materials include fiberglass reinforcements, metal and wood reinforcements, high-
performance ge\coats, and high-performance vinyl ester and isophthalic resins. The ge\coats and
resins are mixed with a small amount
of organic peroxide initiator to start the curing reaction.
Normally, about 50-75%
ofthe gelcoat process emissions occur during the application phase,
and the 25-50% occurs during the curing phase. About 33-50% of the resin emissions occur
during application, and 50-67% occurs during rollout and curing.
All ge\coat and resin application at the plant takes place inside three self-contained rooms, which
are called
"Bays," that are located inside the plant building. Most
of the pool production occurs
in the two main bays (Bay I and Bay 2), but pool finishing, part repair, and some occasional
small pool production occurs in the third bay. All three bays are connected to a common exhaust
ventilation system.
Existing Ventilation
The exhaust ventilation for the three bays is currently provided by a single centrifugal fan
connected to a single tall exhaust stack. The fan
is rated at 40,000 cfm maximum airflow. The
proposed control system would be directly connected to the existing ventilation outlet using a
new section
of 48-inch diameter duct and fittings, and the existing stack would be demolished.
According to the ventilation designer, Mr. Jimmie Talbot
of Reed Industrial Systems, Inc.,
Shreveport, Louisiana, the Dix system
is a typical push-pull ventilation system. The push-pull
design directs fresh supply air around a reduced work zone area around the pool molds inside the
bays. Most of the supply air is delivered by a mechanical air supply unit. An important portion
of the supply air enters through gaps under the partially opened exterior bay doors.
According to Talbot, the doors should be opened about three to four feet above the floor for
proper airflow and air motion
in the work zones. The airflow induced by the supply air
envelopes the pool mold and conducts most
of the process vapors to the exhaust inlets located at
the back
of the bays (opposite the doors), where a significant portion of the process emissions are
collected and discharged through the exhaust stack. However, a portion
of the process emissions
is recirculated back to the bay spaces, because the volumes of induced airflow moving towards
the inlets are normally greater than the exhaust airflow. In this circumstance, it is physically
impossible for all
of the air flowing towards the exhaust inlets to be captured at the inlets and
some of this air must be recirculated back.
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
60f23
The original control cost estimate in 2005 assumed the exhaust airflow was 50,000 acfm. At the
request
of IEP A, the actual exhaust airflow was measured by a third-party testing company, and
Royal Pools has updated the original analysis using the actual measured airflow rate. The
exhaust airflow rate in the exhaust stack was measured by CEC on May 19, 2009. The rate was
measured three times for two conditions, the bay doors opened
1.5 feet and the doors wide open.
The average exhaust airflows were 34,240 acfm and 34,810 acfm, respectively.
The difference between the two conditions was negligible (less than 2%). This
is explained by
the fact that most
of the supply air is furnished by a mechanical supply air system inside the
bays, so the flow restriction caused
by partially closed doors has no appreciable effect on the
exhaust airflow rate.
Accordingly, an exhaust airflow rate
of 35,000 cfm, the nearest whole value derived from the
recent third-party stack measurements by CEC,
is assumed for this cost analysis.
Capture Efficiency
As discussed above, the ventilation system was designed
to operate properly with the outside
doors opened a minimum
of three feet from the floor. The ventilation airflow was recently
measured with the doors opened about
1.5 feet (18 inches), which was about one-half of the
design gap distance specified by the system designer. The door gaps remain open during routine
operation, so these gaps at the floor are natural draft openings
(NDO) as defined
in EPA
Reference Method 204. In order to meet the presumption
of 100% capture as detailed in Method
204, the inward air velocity through these openings must average 200 fpm or greater.
The three outside doors are the same size, measuring 20 feet wide and
16 feet high each. The
design open gap is 3 feet, so the open area
is 3 x 20 = 60 ft
2
per door or 180
ft2 in total for the
three doors.
According
to Mr. Talbot, approximately 80% of the supply air is delivered to the three bays from
the mechanical supply air heater/handler unit. Hence, 20%
of the supply air flows into the bays
through the three open door gaps.
The average inward air velocity through the door gaps can be estimated using a simple
volumetric calculation. Assuming a 1.5-foot gap under each door (only 50%
of the design value
of 3 feet) and 20% of the total 35,000 acfm controlled airflow rate derived from the CEC
measurements, the average air velocity through the NDOs
is 20% x 35,000 cfm / (3 x ].5 x 20)
78 fpm. Hence, the actual average air velocity
is only 39% ofthe minimum 200-fpm air velocity
criterion required under EPA Reference Method 204 for 100% capture efficiency. The bays do
not meet this criterion by a wide margin, so 100% capture
of the process emissions inside the
bays cannot be assumed.
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page 7
of23
The capture efficiency of the bays is also impacted by another physical phenomenon. Some of
the bay walls and the bay ceilings are exterior building enclosure surfaces that are influenced by
wind pressure. The negative pressures caused by the flow
of wind, even light winds, will
overwhelm the mechanically induced suction pressure created by the exhaust fan. This
phenomenon
is widely recognized and well documented, and is part of the Docket for the
Composite MACT rule (see the report entitled
Feasibility and Cost
of the Capture and Control
of Hazardous Air Pollutant Emissions from the Open Molding of Reinforced Plastic
Composites).
Negative wind pressures could draw process emissions out
of the building through
numerous cracks and cervices for all wind directions, and through the open door gaps for about
three-fourths
of the possible wind directions. The degree of loss depends on the wind direction
and speed.
The actual average capture efficiency
is unknown and may be truly unknowable. Method 204
offers several field-test methods to measure the actual capture efficiency for short periods, but
these complex methods are difficult, time-consuming, and prohibitively expensive to perform.
Regardless, the outcome
of such testing would be so dependent on the wind speed and direction
during the test runs that the results would not be accurate or representative.
As explained above, the value cannot be either 0% or 100%, so some intermediate value must be
assumed
in order to perform this cost analysis. Therefore, an interim value of 90% capture
efficiency is assumed to reflect the very low average air velocity through the NDO door-gap
openings and the influence
of wind pressure on the exterior enclosure walls and ceiling.
Maximum Emission Rates
Prior to 2004, Royal Pools submitted an application to TEPA to permit the composite operations
at the Dix Plant at a production level
of250 pools per year. In 2004, Royal Pools requested two
revisions to this pending application. The company raised the maximum pool production level to
400 pools per year and increased the corresponding annual emission estimate to 16.3 tpy. The
revised emissions estimate was based on conditions, materials, and processes used at the
Louisiana Plant
in 2004, not the conditions or materials used at the Dix Plant.
The original control cost estimate submitted to IEPA in 2005 included a detailed annual emission
estimate for production
of all-white pools at the Dix Plant. Based on this original estimate, the
maximum annual emission rate was about 11.3 tpy for a production level
of250 pools per year.
There have been several important changes in material types and usages per pool since 2005.
The Dix Plant now produces colored pools (using two layers
of different gelcoats) in addition to
the all-white pools that were made in 2005. Further, the company now has four years
of material
usage data at the Dix Plant instead
of just one year. A summary of this new data is listed in
Table 2 on the next page.
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
80f23
Table 2 - Material Usages at the Dix.Plant for 2005 through 2008
Year
2005
2006
2007
200B
Pools built per year
158
188
200
161
Hours worked
man hours
27,657
28,714
30,002
21,340
Manhours per pool
175
153
150
133
Hours per pool (9 workers)
19
17
17
15
At
c ua IA nnua
1M
a
t
ena
.
IU
sages
Resins
Ib/yr
161,BOO
267,140
324,500
233,B20
Gelcoats
Ib/yr
35,704
51,475
71,727
55,607
Catalysts
Ib/yr
3,136
4,06B
5,317
4,60B
Putties
Ib/yr
0
0
0
0
Reported VOM
Ib/yr
14,773
23,222
29,616
21,443
emissions
tpy
7.39
11.61
14.B1
11.65
Actual "Per-Poo'" Us.ages
Resins
Ib/pool
1,024
1.421
1,623
1,452
Gelcoats
Ib/pool
226
274
359
345
Catalysts
Ib/pool
19.8
21.6
2EUi
28.6
Catalyst Ratio
%wt
1.59%
1.2B%
1.34%
1.59%
Maximum "Per-Poo'" Usages
per original
per actual usage data
Sep 06 NOV plan
2005 through 2009
Ib/pool
Ib/pool
Resins
990
1,625
Gelcoats
220
360
Catalysts
19.2
32
Putties
0
0
A detailed estimate of the maximum emission rate per pool at the Dix Plant, which is based on
the worst-case material usage data for four years of actual operations at Dix, is listed below:
Gelcoat
360 lb gelcoats
x
27.0% styrene
x
44.51% styrene wt =
43.261b
Resin-
Catalyst -
360 lb gelcoats
x 3.9% MMA content x 75% MMA
w1 =
10.53 lb
1,625 lb resins
x 47.5% styrene x 12.23% styrene wt =
94.371b
321b
x
2% MEK
x
100% MEK wt
Total emissions per pool =
148.801b
Royal Pools has reviewed the above estimate and believes that it more accurately reflects the
current conditions at the Dix Plant. The corresponding maximum annual emission rate at a
production level
of 400 pools per year is now:
400 poolslyr
x
148.80 Iblhr
12,000
Ib/ton = 29.76 tpy
For this reason, a maximum annual emission rate of29.76 tpy is used in this cost analysis.
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
90f23
Maximum Production Hours-of-Operation and Annual Control Period
lEPA suggested that Royal Pools use the conditions specified in the 2004 permit application
revision request for this control cost analysis. However, the 2004 request did not include any
hours-of-operation limitation. Without such limitation, the facility could hypothetically operate
continuously for 8,760 hours per year (non-leap years), so strictly speaking, this analysis should
be made at 8,760 hours per year. However, a presumption
of continuous operation is not
reasonable for a production level
of 400 pools per year at the Dix Plant. Obviously, a more
reasonable assumption should be made for this analysis.
Historically, the Dix
Plant has produced pools during three seasons and then shutdown
production during the coldest part
of the winter season. However, Royal Pools plans to build
pools during the winter seasons in the future, after the pool market improves and stockpiling an
inventory
of pools becomes feasible. Thus, full four-season operation must be assumed for this
analysis.
The Dix
Plant needs a full 8-hour workshift to build 250 large pools per year. However, the
plant has never produced 250 pools per year, so the additional labor requirements for 400-pools-
per-year are not well documented. According to best estimates by Royal Pools, the production
of 400 pools per year would require a full second-shift at the Dix Plant. Less than two shifts
would result in significant overtime costs and scheduling problems. Hence, a full four-season
two-shift production period is assumed for this cost analysis, which is equivalent to:
250 days/yr
x 16 hrs/day = 4,000 work hours per year
In reality, the control system must be operated longer than the 4,000-hour work period assumed
above for two important reasons. First, the oxidizer unit must be pre-heated to the prescribed
1,600 F oxidation temperature before the start
of production. The unit preheating will require
about one hour
of firing with supplemental natural gas fuel on Monday mornings due to the
prolonged two-day weekend unit shutdown and about 30 minutes
of preheating on the other
weekday mornings due to the shorter overnight unit shutdown period. Second, the oxidizer unit
must be operated for about
15 minutes after the end of operations each workday to collect and
destroy the process emissions that have accumulated inside the bay spaces. The total maximum
control period, which includes the maximum production period and the additional preheat and
after-work control periods,
is computed as follows:
Two-shift production period
4,000 hrs/yr
Monday mornings
50 per year
x 1 hrs/day
50 hrs/yr
Other weekday mornings
200 per year
x 0.5 hrs/day =
104 hrs/yr
After-work periods
250 per year
x
0.25 hrs/day =
63 hrs/yr
Total annual control period
4,213
hrs/yr
Accordingly, a control period of 4,213 hours per year is assumed for this cost analysis.
ENGINEERING ENVIRONMENTAL
CONSUL TDrO SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
10 of23
Exhaust Styrene Concentration
The Ideal Gas Law and molecular weight of styrene can be used to convert the maximum annual
emission rate into the corresponding average styrene concentration in the exhaust airflow. MMA
and styrene have nearly the same molecular weight
(104 for styrene and 100 for MMA)
so
styrene values can be used for both pollutants. The average hourly emission rate for an annual
emission rate
of 29.76 tpy with a capture efficiency of 90% over a control period of 4, 123 hr/yr
result is 12.99 lb/hr. The styrene exhaust concentration calculation is shown in Table 3 below.
Table 3 - Styrene Exhaust Concentration Calculations
larWt (MW)
Standard Volume (SV)
©
2005 Engineering Environmental
104.1
24.45
Styrene
@7rF
&
1
atm
Knowns
Unknown
Average
Flow Rate
Q
(dscfm)
35,000
35,000
35,000
Styrene
Styrene
Emission
Cone
E
C
(Ib/hr)
(ppmv)
150
268.7
14.88
26.7
12.99
23.3
c =
35.53 x 453.600 x SV x E
60xMWxQ
peak hourly
(gelcoating)
annual average
production period
annual average
control period
90% capture
Based on the foregoing, the plant-wide annual average hourly emission rate for all operations is
greater than the 8-lb-per hour YOM emissions standard. The annual average control period
concentration is surprising low. The low concentration is an unavoidable consequence of long
periods
of low emissions punctuated by short periods of very high emissions. The process
ventilation system and companion control system must
be sized large enough to protect the
workers against chemical exposure at peak emissions, but then the system must continue to
operate during the subsequent period
of low emissions. This unique feature of composites
manufacturing is the main reason that federal EPA did not require add-on controls for small
sources
in the Composite MACT rule.
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19, 2009
Page
11 of23
Section III
- Thennal Oxidation
Background
A thermal oxidation system uses thermal energy to oxidize the organic vapors in the plant
exhaust. The oxidation process involves the high temperature destruction of the organic
compounds into the combustion bypro ducts carbon dioxide (C02) and water vapor (H20).
Theoretically, any hydrocarbon compound
is completely oxidized according to the following
equation:
CaHb
+
(a
+
0.25b) 02 --> (a) CO2
+
(0.5b) H20
For a natural gas-fired incinerator burning styrene vapor, the oxidation equations are:
CH4
+
(1
+
0.25 x4) O2
-->
CO2
+
2 H20
CsHg
+
(8
+
0.25
x
8) 02 --> 8 CO2
+
4 H20
The performance
of an oxidizer is commonly characterized by three important parameters known
as the "Three T's:"
I.
Temperature
- the oxidation reaction rate is accelerated at elevated temperatures. Higher
temperatures cause faster oxidation rates and higher destruction efficiencies. In order to
ensure a destruction efficiency
of99%, styrene vapor requires thermal oxidation
temperature between 1,800 and 2,000°F with an associated retention time
of 1 to 2
seconds. Acetone vapor requires an oxidation temperature of 1,800°F with a retention
time
of
\12
to I second. Lower oxidation temperatures generally result in lower
destruction efficiencies, as follows:
•
1,525°F - the performance test
of a RTO unit with an average oxidation temperature
of 1 ,525°F revealed an excessive level of secondary carbon monoxide (CO)
emissions
in the exhaust that was unacceptable to the local EPA authorities.
•
1,575°F - the average oxidation temperature for the aforementioned RTO unit was
increased from
of 1,525°F to 1,575°F, and the unit was retested. The concentration of
secondary CO emissions in the exhaust dropped significantly to an acceptable level.
Higher oxidation temperatures apparently resulted in lower secondary CO emissions.
•
1,600°F - several existing R TO units at composite facilities have an oxidation
temperature setting
of about 1,600°F for styrene applications. This temperature
corresponds to measured styrene destruction efficiencies of 98% or higher, and
appears to result in the best balance
of secondary CO and nitrogen oxide (NOx)
emissions.
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
12 of23
2. Time
- in order for the oxidation reaction to occur, the exhaust must remain at the
reaction temperature for a minimum amount
of time, called the "residence" or "retention"
time. Greater destruction efficiencies result from longer residence times. Note that the
temperature and time are inversely proportional (although nonlinear) to each other in
determining destruction efficiency.
3. Turbulence
- is required to ensure that the exhaust is well mixed throughout the
incineration chamber. Otherwise, a portion
of the exhaust could pass through the
chamber without adequate oxidation. Note that turbulence
is not directly related to either
temperature
or time, but is a necessary condition for high destruction efficiency.
Oxidation Technologies
An oxidation system may be characterized according to two different technology classification
schemes:
•
Oxidation method "thermal" or "catalytic." Thermal oxidation is a mature control
option that has been installed
at several composites manufacturing facilities. No special
technical problems are expected. Catalytic oxidization utilizes special catalytic cells,
honeycombs, or coated beds that contain special catalyst materials. These catalyst
materials consist
of precious metals, such as platinum-coated or palladium-coated
ceramic beads, or base metals, such as magnesium oxide particles. The catalyst hastens
the oxidation
of organic pollutant vapors at much lower temperatures than for straight
thermal oxidation. The lower oxidation temperatures result
in reduced supplemental fuel
requirements and smaller amounts
of secondary emissions from the oxidizer, such as
carbon monoxides and nitrogen oxides.
•
Heat energy recovery method - "recuperative" or "regenerative." Recuperative systems
use heat exchangers and regenerative system use large thermal masses to recover
oxidation heat.
The aforementioned oxidation technology classification schemes result
in four possible system
technology types:
1. Recuperative Thermal Oxidation uses a heat exchanger to transfer the thermal energy
from the oxidizer exhaust airstream to the inlet airstream.
In this application, the heat
exchanger normally consists
of relatively thin metallic surfaces that serve to physically
separate the two flow streams, yet still efficiently transfer the heat energy. These thin
metallic surfaces are prone to mechanical and thermal damage at elevated temperatures,
so a recuperative oxidizer is usually limited to chamber temperatures less than 1,600°F.
2.
Regenerative Thermal Oxidation (RTO) cycles the heat energy back and forth
between the inlet and outlet airstreams using an arrangement
of thermal masses. The
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 13 of23
equipment is designed so that the hot exhaust gas heats a storage mass, usually a heat-
resistant ceramic material, as the gas exits the very hot oxidation chamber. Once this
storage mass has reached a preset temperature, the exhaust flow
is redirected and the
relatively cool styrene-laden plant exhaust flows through the heated mass. The energy
stored in the thermal mass then heats the plant exhaust before it enters the oxidation
chamber. As much as 95%
of the thermal energy can be recovered and reused in this
manner
3.
Recuperative Catalytic Oxidation - combines the features of catalytic oxidation with
recuperative heat recovery by incorporating a heat exchanger to transfer thermal energy
from the oxidizer outlet stream to the inlet stream.
4.
Regenerative Catalytic Oxidation (RCO) - combines the features of catalytic oxidation
with the benefits
of regenerative heat recovery. A RCO is very similar to a typical RTO
unit, except that small layer or a fine coating
of catalyst is added to the thermal
regeneration masses.
Problems with Catalytic Oxidation Systems
Catalytic oxidation is more complicated than thermal oxidation and has four unique problems:
1. Catalyst Deactivation
- refers to the steady deterioration in destruction efficiency caused
by the deactivation
of the catalyst. The transient nature of the catalytic effect requires
careful system design and periodic replacement
of the catalyst media. The catalyst in
most systems is usually replaced every three to five years, but it may require annual
replacement in some applications. Due to the unpredictable nature of the catalyst
performance, continuous emissions monitoring may also be required by some regulatory
agencies to verify the effectiveness
of the catalyst. Such long-term monitoring is quite
difficult for styrene vapor.
2. Catalyst Poisoning
- is caused by various airborne contaminants, such as heavy metals,
silicates, and sulfur, which poison the catalyst. This poisoning reduces the beneficial
effect
of the catalyst and requires the catalytic media to be replaced sooner than the
expected service life. The problem
of poisoning can be so sudden, severe, and
unpredictable in some cases that catalytic oxidation is prohibited as a control option by
the local reviewing agency.
[Patkar, A. et. al.; "Hazardous Air Pollution Control Technologies: An
Overview," New Hazardous Air Pollutant Laws and Regulations, SP-82; A&WMA. Pittsburgh, PA; 1992].
The
problem
of premature catalyst failure in a catalytic oxidizer was discussed with U.S.EPA
during MACT promulgation, because the composites industry
is likely to generate
airborne catalytic poisons. Direct, firsthand evidence
of this problem is available for the
Polyad system at the American Standard fiberglass bathware facility in Ohio. The Polyad
system used a catalytic oxidizer to destroy concentrated styrene vapor. However, catalyst
poisoning caused the failure
of the catalytic oxidizer. A core sample of the catalyst
honeycomb was removed and analyzed for contamination. The analysis confirmed the
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 14 of23
catalyst failure. An extremely large amount of silicon, and trace amounts of phosphorus,
chlorine, and sulfur compounds were detected
in the catalyst. Silicon is a common
airborne contaminant at many composite plants (airborne glass dust and fiber) and was
the suspected agent in this catalyst failure [Apr 29 '97 phone conversation with Magnus Danielson, Weatherly].
This experience offers a clear warning that catalytic oxidation is not suitable for
composite facilities.
3. Catalyst Plugging
- involves the small openings in the catalyst bed that can become
plugged with foreign matter entrained into the exhaust stream. Significant quantities
of
dust and aerosol in the exhaust airstream are common to composites industry. Large
resin aerosols can be easily removed by normal air filters, but fine dust and tiny aerosols
are more difficult to remove. A thicker filter pad
of the same filter media generally does
not significantly increase the collection efficiency for tiny aerosols. A different media
(much finer and more expensive)
is needed instead. Indeed, any common filter media, no
matter how thick cannot effectively collect the very tiny aerosol droplets. These tiny
aerosols require a more sophisticated collection device. The filter pad installation at
many plants
is often "casual," resulting in gaps and holes, but this is a common problem
and would be very difficult to avoid in practice. A completely different filter system
and/or media would be needed
to ensure a more "formal" installation.
4.
Pre filtration Cost
- is the most frequent solution proposed to prevent catalytic poisoning
is a high-efficiency prefiltration system. If properly designed and maintained such a
prefiltration system could greatly reduce, but not eliminate, the plugging problem.
However, the cost
of a high-efficiency filtration system can be great for large and dirty
air streams, which are common at many open molding plants. For example, Aker Plastics
composites manufacturing plant in West Virginia installed a high-efficiency prefiltration
system to remove dust and aerosol from the exhaust airstream in the plant's exhaust
streams.
Control System Design
The proposed RTO control system will include the following design features:
•
Ductwork
- will connect the existing exhaust outlets to the RTO unit inlet. This connection
will consist
of approximately 100 feet of 48-inch diameter galvanized steel spiral duct and
four 48-inch galvanized steel elbow fittings. The cost
of the ductwork material is given by
the cost equations listed
in Table 1.9 and Table 1.10 in Section 2 of the OAQPS Control Cost
Manual. These OAQPS ductwork costs, which were developed in 1995, are adjusted to 2009
dollars using the Producer Price Index ratio
of 1.394 for sheet metal manufacturing from the
U.S. Bureau
of Labor statistical database for the period from 1995 to 2009. The ductwork
material costs are computed
in
Table
4 on the next page. The ductwork installation cost is
included in the overall control system cost estimate.
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19, 2009
Page
15 of23
Table 4 - Ductwork Material Costs according to OAQPS
Duct diameter
=
48 in
Inflation Factor
$200J
$1995
=
187.5/134.5
1.394
Galvanized spiral steel duct
1
ft
OAQPS Cost Manual
Cost per ft $1995
=
1.55 0.
936
$58 1ft
Section 2 - Table 1.9
Cost $1995
$5,807
Cost $2009
$8,096
Galvanized steel elbows
4 ea
OAQPS Cost Manual
Cost each $1995
=
30.4 eO.0594(D)
$258 ea
Section 2 - Table 1.10
Cost $1995
$1,032
Cost $2009
$1,438
Total ductwork material cost
$9,534
•
Concrete Pad
the skid-mounted RTO unit will be mounted on a large steel-reinforced
concrete pad that will be placed at an open area next the plant building. This pad must be
designed to support the weight
of the heavy RTO unit, and will require soil testing and
special engineering approval. The cost ofthe design and installation of this pad is included
as part of the overall OAQPS control cost estimate.
•
Installation
a skid-mounted RTO system is a packaged unit that would require a minimal
effort to install and start-up at the site. For this reason, the construction and startup line items
in the OAQPS cost procedure are set to zero.
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
16 of23
Control System Cost Assumptions and Parameters
• Annual control period
- is 4,213 hours per years as previously discussed in Section
n.
This
period covers a two-shift schedule and includes the startup, operating, and shutdown periods.
•
RTO equipment cost
- is $408,833 FOB Anaheim using Adwest costs and cost multipliers as
shown in
Figure 1 below:
Figure 1
Equipment Cost of Skid .. Mounted RTO Units •
2006~20Qr9
data
$400,000
~~~~~_+~----_+-----A--==-~'---_+------::::;;;l
~
~
$300,000
T--------t----:;;~=-----I--___=
___ """"-___1_+-- .............. ----t---------j
(.)
..
c
.9-
~
$200,000
+----~
:::I
M
$100,000
T-.:!!II".-~--_+-----r-------!--------t-~----t:
~+--------+---------+---------+-=-----c-+-------~
o
4910.3i.
4052
=
0.9842
10,000
20,000
30,000
40,000
50,000
Airflow Capacity (cfm)
The dark red line is the purchase cost equation (expressed as a power function) for skid-mounted
RTO units made by Adwest. The data regression has a
R2 correlation of over 0.98, which
indicates a very accurate regression fit This power function equation was used to estimate the
RTO cost in the original cost analysis submitted to IEPA. However, according to Adwest, the
purchase cost in 2009 will be at least 20% greater than the purchase cost in 2006 due chiefly to
substantial increases in steel and ceramic media, which are energy sensitive raw materials. Thus,
the original curve is modified by a factor
of 120% to account for these cost increase (see the blue
line). Five recent 2009 RTO unit quotes (shown as blue triangles) are plotted on the 2009 cost
curve to verify the accuracy
of the new 2009 cost curve. Ironically, the 2009 purchase cost for
the smaller 35,000
dill
RTO unit is slightly greater than the original 2006 purchase cost for the
larger 50,000 cfm RTO unit.
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
17 of23
•
State and local sales tax
- is 7.75% of the purchased equipment cost (PEC) for Jefferson
County, Illinois.
•
Freight
- 6% of PEC, which is greater than the OAQPS default value in 2000 due to the
significant increases
in freight costs since 2000.
•
Ductwork material cost
- is $9,534 as computed earlier in Table 4.
•
System pressure drop
- is the sum of the pressure drops in the ductwork and RTO unit.
According to Adwest, the combined pressure drop
of the ductwork and unit will be 19
+
2 =
21 inches water gauge (w.g.).
•
Fan efficiency
- assumed 70%, which is the high bound of the OAQPS range of 40 to 70%.
•
Motor efficiency
- assumed 90%, which is the high bound of the OAQPS range for motors.
•
Overall electrical efficiency
- 70%
x
90% 63%.
•
Electricity rate
- $0.15 per kWhr is assumed for this cost analysis based on the comparable
rates for the past few years and the likelihood
of proportionally higher electricity rates for the
next ten-year period,. This is an educated guess, because even the experts on electricity costs
disagree on future rates for the next ten years, except that the rates will probably be much
higher than today.
• Annual electricity cost
- would be $90,563 per year as computed in Table 5 below using
the OAQPS equation. The total cost includes an additional 5% to operate the other
equipment associated with control system.
Table 5 Annual Electricity Utility Cost
Variable
Description
Value
Units
Source
Q
exh
Exhaust Airflow
35,000
cfm
dP
Total pressure drop
21
inw.g.
Adwest 3/09
Emotor
Motor efficiency
90%
OAQPS
E
tan
Fan efficiency
70%
OAQPS 40-70%
Etotal
Combined efficiency
63%
E
motor
x Elan
OAQPS 60-70%
P
tan
=
1.17 X 10-4 Q
con
dP
I
Etotal
Electrical power rate
Hyr
Annual operating hours
137 kW
---r-------,
see hours sheet
E
r
Annual electricity usage
575,006
kWhr
Relect
Electricity utility rate
$0.15
per kWhr
est 2010-2019
$electtyr = P
fan
Hyr Relect
$86,2511
yr
Add
5%
for unit controls and other powered control-related equipment
t.
$90.563
I
yr
J
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSUL TING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 18 of23
•
Interest rate
- is assumed at 7% per year, which is the OAQPS default value. lEPA
specifically directed this interest rate value
in spite of the fact that IEP A also understands that
a small facility such as the Dix Plant could not secure financing for a large air pollution
control system at any interest rate under current economic conditions.
If Royal Pools were
forced to secure funding, the real interest rate might be 20
or 30%.
•
Equipment lifetime
is assumed at 10 years, which is the OAQPS default value.
•
Natural gas rate
is assumed at $15 per thousand cubic feet (MCF) which includes delivery
charges and taxes.
•
Thermal efficiency of RTO unit
- would be at least 95% according to Adwest.
• Annual natural gas supplemental fuel cost
- would be $215,950 per year according to the
OAQPS supplemental fuel equation for thermal oxidation, which is shown in
Table 6 on the
next page. The OAQPS equation requires an estimate
of the specific heat value for air at
1,600
OF, which is provided in Table 7.
•
Direct annual cost other than utilities
- includes overhead, administrative charges, property
taxes and insurance. The standard OAPQS values for these items are assumed
•
Performance test
the OAQPS default value significantly underestimates the current cost of
a Method
2SA
test. The typical cost for such a test, including the protocol, site prep, actual
testing and test reporting,
is $10,000. The analysis presumes that a performance test will be
required by IL EPA every five years, which
is equivalent to $2,000 per year.
•
Filter replacement
would be $7,000 per year based on $0.20-per-cfm-per-year for similar
high efficiency filters.
•
Indirect annual costs
includes overhead, administrative charges, property taxes and
insurance. The standard OAPQS values for these items are assumed.
•
Capture efficiency
is assumed at 90%, as discussed in Section II.
•
RTO oxidizer destruction efficiency
- assumed to be 96% based on 1,600 OF oxidation
temperature and actual performance test results for other units operated at this temperature.
The detailed control cost calculation for the
RTO control system, which follows the procedures
described
in the OAQPS Control Cost Manual using the abovementioned assumptions and
values,
is shown in Table 8 on the following two pages. This calculation includes the total
capital investment and total annual operating cost and the control cost effectiveness.
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
19 of23
Table 6 - Annual Natural Gas Utility Cost
Calculation of
RTO
Auxiliary Fuel Usage and Fuel Cost
Reference - EPA-OAQPS Control Cost Manual EPA 450/3-90-006 (revised Appendix 38)
Pwi
Q
wi
Qfo
TWi
Two
Tfi
T
fo
Tref,af
C
pm
Llhstyrene
mstyrene
Llh
cwi
LlHcWi
LlHcaf
I110ss
I1therm
Paf
Q
af
HrYR
Qgasyr
Rgas
@
2007 Engineering Environmental
0.0737 Ib/ft3
waste gas inlet density
35,000 ft3/min
waste gas inlet volumetric flow rate
35,057 ft3/min
flue outlet volumetric flow rate
17 OF
waste gas inlet temperature
1,524 OF
waste gas regen outlet temeprature
1,600 OF
combustion temperature
153 OF
exhaust (flue) temperature
17 OF
reference temperature (auxiliary fuel inlet)
Btu/lb-oF
average specific heat
of air
4,805 Btu/ft3
heat value
of pure styrene vapor
23.3
ppmv
organic volumetric content
0.112 Btu/ft3
heat value
of organic volumetric content
1.5 Btu/lb
heat value
of organic mass content
22,750 Btu/lb
heat value of natural gas auxiliary fuel
1%
heat loss from eqUipment surfaces
95%
overall thermal efficiency of RTO
2.506 Ib/min
auxiliary fuel usage mass rate
3.42 MMBtu/hr
0.0440 Ib/ft3
natural gas density
57.0 ft3/min
natural gas volumetric flow rate
4,213
hr/yr
annual operating hours
143,967 CCF/yr
annual auxiliary fuel consumption
$15 / MCF
natural gas utility rate
$gasyr
= Rgas Qgasyr
11
0
I
$21
!i~~50
/ yr
ideal dry gas
at
77
F
OAQPS
Appendix 3B, 3-71
Boundy
&
Boyer, 1952
1001 Btulft'
OAQPS Appendix 3B, 3-72
OAQPS
Appendix 3B, 3-71
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page 20
of23
Table 7 - Specific Heat Value for Air at 1,600°F
Calculation of Specific Heat for Air
Reference - EPA-OAQPS Control Cost Manual EPA 450/3-90-006 Table 3.13
©
2007 Engineering Environmental
For OAQPS Method
I
T2
=
1,600 of
.
1144
oK
Cp
=
6.713 + 0.04697x10.
2
T
+ 0.1147x10.
5
T2 _
0.4696x10.
9
T3
Cp = 8.048513612
Btullb-mole-F
0.020544857
Btu1ft3-F
0.277899623
Btullb-F
1 Ib-mole
=
453.6 g-mol
1 Ib-mole
=
air density
24.45 IIgmol
@ 77 of
11090.533 I
391.7532 ft3
0.0739
Iblft3 @ 77 of
J
Cp dT
=
6.713 x T + 0.04697x10.
2
T2/2
+ 0.1147x10.
5
T3
/3
- 0.4696 x10.
9
r
14
Cair=
~
T2 - T1
T2
8359.3
1144.1
T1
2030.5
298
=
7.480 Btullb-mole-oF
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19,2009
Page
21 of23
Table 8 - Control Cost Calculation for the RTO System
Calculation of Control Costs for Regenerative Thermal Oxidation
Reference - EPA-OAQPS Control Cost Manual EPA/452/B-02-001 (revised Sep 2000)
adjusted
for small skid-mounted RTO unit per Adwest Costs
©
2007 Engineering Environmental
CAPITAL COSTS
Direct Costs
Purchased Equipment Costs
Control Equipment Cost (EC)
EC
Skid-mounted RTO unit 35,000 cfm
Auxiliary Equipment
AUX
Ductwork Materials
Pressure Controller
Instrumentation - controller upgrade
Sales Tax
Freight
Purchased Equipment Cost (PEC)
Direct Installation Costs
Foundations and Supports
Handling and Erection
Electrical
Piping
Insulation for Ductwork
Painting
Direct Installation Costs (DIC)
Site Preparation
Buildings
Total
Direct Cost (DC)
Indirect Costs (Installation)
Engineering
Construction and Field Expense
Contractor Fees
Start-up
Performance Test
Contingencies
Total
Indirect Costs (IC)
Total Capital Investment (TCI)
A= EC +AUX
7.75% of A
6% of A
B = PEC
8% ofB
6% ofB
2% ofB
2% ofB
1% of B
1% of B
DIC = 20% of PEC
SP
Bldg
DC
10% of B
by Adwest
10% of B
by Adwest
EPA Method source test
3% ofB
IC
TCI
=
DC+IC
NOTES
$408,833
Adwest cost data
$9,534 see ductwork cost
$10,400 Adwestquote
$428,767
$4,600
Adwest quote
$32,158 Jefferson Co sales tax
$25,726 Anaheim CA to Dix IL
$491,251
$39,300
$29,475
reduced for skid-mount
$9,825 reduced for skid-mount
$9,825
$4,913
$4,913
$98,250
OAQPS minimum
$5,000 security fence
$5,000 demo existing stack
$0
$594,501
$49,125
$0
included by Adwest
$49,125
$0 included by Adwest
$2,000 5-yr test estimate
$14,738
$114,988
$709,488
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June 19. 2009
Page 22
of23
Table 8, continued Control Cost Calculation for the RTO System, Continued
ANNUAL COSTS
Direct Annual Costs (DAC)
Operating Labor
Operator
Supervisor
Operating Materials
Maintenance
Labor
Materials
Replacement Costs
High-efficiency air filters
Utilities
Electricity
Supplemental Fuel
Total Direct Annual Cost (DAC)
Indirect Annual Costs (lAC)
Overhead
Administrative Charges
Property Taxes
Insurance
Capital Recovery (Amortized TCI)
Return on Investment (%)
Economic Life (yr)
Capital Recovery Factor (CRF)
Total Indirect Annual Cost (lAC)
Total A.onual Cost (TAC)
EMISSIONS REDUCTION
Uncontrolled Plant Emissions
Fraction of PTE to be controlled
Capture Efficiency
C%
Oxidizer Efficiency
0%
Capture & Control Efficiency
Annual Emissions Reduction (tpy)
Control Cost l"'H ..
",..,u.,
DOC
0.5 hrlshift
@
$12.95/hr
$6,480
OAQPS
15% of operator labor
$972
OAQPS
OM
$0
MAIN
0.5 hrlshift
@ $12.95/hr
$7,130
OAQPS
100% of Maint. Labor
$7,130
OAQPS
R
$7,000
$0.2
per cfm per yr
E
$90,563
see electricity cost
F
!215
1
950
see natural gas cost
DAC
=
DOC+OM+MAIN+R+E+F
$335,225
OV
=
60% (DOC + MAIN)
$13,027
OAQPS
2% ofTCI
$11,890
1% ofTCI
$5,945
1% ofTCI
$5,945
7%
at IEPA direction
10
0.1424
CRF x TCI
$101
1
015
lAC
=
OV + (0.04 + CRF) TCI
$137,822
TAO
=
CAe + lAC
$473;lQ47
PTE
29.76
%P
100%
90%
96%
D%
=
%P x C% x 0%
86%
tpy
=
PTE x 0%
25.71
TACI
$18,397 hJsr tOil
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Cost of Controls for the Dix Plant
June
19,2009
Page 23 of23
Section IV
- Conclusions
If the Dix Plant were to install add-on emission controls, thermal oxidation is the only
commercially available technology that is generally free of technical problems for controlling
styrene vapor emissions from composite facilities.
A small skid-mounted regenerative thermal oxidizer unit is the most practical thermal oxidation
option for the Dix Plant. As detailed in the previous section, a skid-mounted RTO control
system would have the following characteristics and costs:
•
The installed capital cost would be $709,500.
•
The operating cost would be $473,000
per year.
•
The amount of reduced annual styrene emissions would be about 25.71 tpy (assuming 29.76
tpy at 86% overall capture
&
control efficiency 90% capture and 96% control).
•
The cost effectiveness would
be about $18,400 per ton reduced styrene emissions per year.
Therefore, the RTO system
is too expensive and would not be economically feasible at the Dix
Plant.
EXHIBIT 4
Electronic Filing - Received, Clerk's Office, July 17, 2009
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
Robert A. Haberlein, Ph.D., QEP
robhab@Prols.com
July 10, 2009
Page I
of2
Dale Guariglia, Esq.
Bryan Cave LLP
One Metropolitan Square
Suite 3600
211 North Broadway
St. Louis, Missouri 63102-2750
Mr. Guariglia:
TWO FISK CIRCLE
ANNAPOLIS, MD 21401
(410) 268-7367
(410) 267-8174
fax
(410) 693-0992 cell
As you requested, a revised worst-case air quality ozone impact analysis of the maximum YOM
emission rate from the Royal Pools facility in Dix, Illinois
is attached hereto. This revision
incorporates the recent increase
in the maximum annual YOM emission rate from 11.3 tpy for
250 pools per year to 29.7 tpy for 400 pools per year.
As before
in the original analysis, this revised analysis employs the Scheffe ozone screening
tables, the latest ambient one-hour average ozone data from the ozone monitoring station nearest
to the Dix facility, and the one-hour average ozone standard established by U.S. EPA.
As shown
in this revised analysis, the worst-case one-hour average ozone impact has not
changed. The new increased emission rate
of29.7 tpy is still less than 50 tpy, which is the
lowest VOC emission row the Scheffe table. The greatest ozone impact
is still only 89 ppb,
which
is only 74% of the one-hour average 120 ppb ozone standard.
This analysis is conservative, because the actual YOM emissions from the Dix facility will
be
less than the smallest annual NMOC emission rate listed in the Scheffe screening tables.
Best regards
Robert A.llaberlein, Ph.D., QEP
ENGINEERING ENVIRONMENTAL
CONSULTING SERVICES
July 10, 2009
Page 2
of2
Revised Air Quality Impact Analysis of the
VOC Emissions from the Royal Pools Facility
in
Dix, Illinois
using the Scheffe Screening Tables
The most recent available five years of one-hour average ambient ozone data from the nearest
ozone monitoring station located
in Hamilton County is listed in the following table:
Year
2007
2006
2005
2004
2003
89
85
79
79
87
86
85
81
102
89
84
74
86
80
88
4th (highest samples in ppb)
83
73
85
76
85
The fourth greatest ozone measurement value is 85 ppb in calendar years 2003 and 2005.
Therefore, the one-hour average ozone baseline concentration for the Dix facility is
85 ppb.
The maximum proposed annual styrene and MMA emission rates from the Dix facility that
results from the production
of 400 pools per year is now 29.7 tpy. Styrene and MMA are the
only significant VOM emission species from the plant. The only other significant emission
specie
is acetone, which is non-photochemically reactive and does not contribute to the
formation
of ozone. The total YOM emissions from the facility will be less than 30 tpy.
The maximum natural gas usage at the Dix plant should be less than
10 million cubic feet per
year. According to the AP-42 NOx factors for gas-fired heaters, this maximum usage
is
equivalent to:
10 million cu. f1. x 100 Ib/million cu. f1.
12000
lb/ton
=
0.50 tpy of NO x emissions.
The annual
VOC-to-NOx ratio
is 30 / 0.50
=
60.
According to Scheffe Table 1
"Rural based ozone increment as a function
ofNMOC emissions
and NMOCINOx ratios"
in the September 1988 report entitled VOCINO
x
Point Source
Screening Tables by Richard D. Scheffe
of the U.S. EPA OAQPS office, the worst-case ozone
increment for the Dix facility will only be 4 ppb (0.4 pphm
x 10 ppb/pphm). This table value
appears
in the row labeled 50 tpy NMOC under the column labeled >20.7 NMOCINOx ratio.
Adding the one-hour average ozone increment for the Dix facility to the one-hour average ozone
baseline for the local area yields a worst-case ozone impact concentration
of 85
+
4 89 ppb.
This worst-case impact
is much less than the one-hour average ozone standard of 120 ppb
established by U.S. EPA. Although EPA replaced the one-hour average ozone standard with an
eight-hour average standard for most areas
in the USA on June 15,2005, the one-hour ozone
standard
is still the only standard that would apply to the IL EPA 8 pound-per-hour VOC limit,
which
is also an hourly emission limitation.
EXHIBITS
..
ILLINOIS POLLUTION CONTROL BOARD
July 22, 2002
IN THE MATTER OF:
)
)
PETITION OF CROWNLINE BOATS, INC. )
FOR AN ADJUSTED STANDARD FROM
)
35
ILL ADM. CODE 215.301
)
AS 04-01
(Adjusted Standard)
DALE A. GUARIGLIA, BRYAN CAVE, LLP, and ANDREW POLCYN, M.E., ADVANCE
ENVIRONMENTAL ASSOCIATES,
LLC., APPPEARED ON BEHALF OF PETITIONER;
and
CHARLES
E. MATOESIAN APPEARED ON BEHALF OF THE ILLINOIS
ENVIRONMENTAL PROTECTION AGENCY.
OPINION AND ORDER OF THE BOARD
(by N.J . .Melas):
CrownlineBoats, Inc. (Crownline)
is a fiberglass boat manufacturer located in West
Frankfort, Franklin County.
futhis opinion and order, 'the Board exempts Crownline from
compliance with the volatile organic material (VOM) control requirements at 35 TIL Adm.
Code215:301. Crownline remains subject. under state and federal laws, to VOM controls set
forth
in
the National Emission Standard for Hazardous' Air Pollutants (NESHAP) along with
additional' conditions contamoo in this order:'
,- -
-.
On
December 5,
2003~
Crownline Boats, Inc. (Crownline) filed a petition for an adjusted
standard from
35lll. Adm. Code 215.301 of the Boatd's airpollutiort regulations, commonly
known
as the "81blhr Rule," as that Board regulation pertains to the emissions ofVOM.
Crownline's facility is locatoo at 11884 Country Club Road, West Frankfort, Franklin County.
In the petition, Crownline requested a hearing, which was held April 23, 2004. The Illinois
Environmental Protection Agency (Agency) filed a recommendation that the Board grant
Crowilline's petition on January 22,2004.
Accompanying the petition, Crownline filed a motion for expedited review. Crownline
asserts that the Agency recently issued Crownline a Title V Clean
Air
Act Permit Program ,
(CAAPP) permit and Title I permit, requiring Crownline either to obtain an adjusted standard
from
35
m.
Adm. Code 215.301 or demonstrate compliance with that section by December 31,
2004. On the same day, Dale
A. Guariglia filed a motion requesting permission to appear
pro
hac vice
on behalf ofpetitioner in this proceeding in accordance with Section I01.400(a)(3). 35-
lll. Adm. Code 10 1.400( a)(3). The Board granted both Crowilline's motion for expedited review
and Mr. Guariglia's motion to appear
pro hac vice.
-- . Based on the record before it. the Board finds that Crownline has provided sufficient
JuStification for each
of the Section 28.1 factors.-
The
Board giantsCrowriIine an adjusted
standard from the 8 Iblhr Rule sUbject to conditions outlined
in
this order.
Electronic Filing - Received, Clerk's Office, July 17, 2009
"
2
ADJUSTED STANDARD PROCEDURE
The Environmental Protection Act (Act) (415 ILCS 511
et seq.
(2002» and Board rules
provide that a petitioner may request, and the Board may grant, an environmental.standard that is
different from the generally applicable standard that would otherwise .apply to the petitioner.
This is called an adjusted standard. The general procedures that govern an adjusted standard
proceeding are found at Section 28.1
of the Act and Part 104, Subpart D of the Board's
procedural rules. 415 ILCS
5/28.1;
35 Ill. Adm. Code 104.400
et
af.
The Board rules for the content requirements of the petition and Agency recommendation
are found at Section 104.406 and Section 104.416, respectively. 35 IlL Adm. Code 104.406,
104.416.
PROCEDURAL BACKGROUND
On December 5,2003, CrownIine filed this petition (pet.), accompanied by a motion for
expedited review, with the
Board for an adjusted standard from the paper coating rule. From
December 10, 2003 through December
24,2003, Crownline published notice of the petition in
the
West Frankfort Daily American,
and filed the. certificate of publication with the Board on
January 5,2004. The Agency filed its recommendation (Rec.) that the Board grant Crownline's
. requested relief on January 22, 2004, subject to certain terms and conditions contained in the
Agency's recommendation ..
On April 23, 2003, Hearing Officer Carol Sudman conducted a hearing in this matter at
the offices of the West Frankfort City Administration Office, 110 North Jefferson Street, West
Frankfort. Thee witnesses testified at hearing: Mr. James T. Claxton, president of Crownline
Boats;
Mr. Dale Guariglia, attOrney for Crownline; and Mr. Andrew Polcyn, consultant for
Crownline. Hearing officer Sudman found all three witnesses credible.
Mr. David BloOlilberg
was also present
on behalf of the Agency's Bureau of Air. At hearing,.Crownline offered eight
. exhibits (pet. Exh.). Crownline fIled a post-hearing
brief on May 14, 2004 (pet. Br.), and the
Agency filed a post-hearing brief on May 17,2004 (Ag. Br.).
FACTUAL BACKGROUND
The Facility
Crownline owns and operates a fiberglass boat manufacturing facility where it
. manufactures approximately
30 different models of personal recreation fiberglass boats ranging
from
17'6" open bow boat, to a 29' cabin cruiser: Pet. at 4. Since it began operations in 1991,
Crownline has manufactured approximately 40,000 boats, currently producing between 15-20
boats each day.
The Frankfort facility began operation in 1994 and employs approximately 500-
600 individuals.
Id.
Crownline's boat manufactUring process involves the following production areas: (1)
mold fabrication; (2)gelcoat applicatiori; (3}laminatibn; (4) .grind
&
trim; (5) woodworking; (6)
upholstery; (7) final assembly; and (8) shippmg.
This petition focuses mainly on the gel coat and
3
lamination production areas, since they generate most ofCrownline's YOM emissions and are,
therefore,
most impacted by the 8 lblhr Rule. In addition, Crownline notes that the use of
adhesives, lacquers, and caulks in other production areas also do notmeet the 8 lbihr Rule on a
strict
hourly bases. Pet. at 4. Crown1ine's YOM emissions that do not meet the 8Iblhr Rule
consist
primarily .of styrene.
.ld.
Gelcoat Application
The
purpose of the gelcoat application is to provide color and a smooth surface to the
fiberglass boats. Pet. at
5. Molds are prepared for the gelcoat application by cleaning with
stripping solvent and a wax-releasing agent applied. Pet. at 4.
In one of four gelcoat booths,
gelcoat
is applied to the hull or deck mold in a single application using air atomized spray guns .
.
There are thirty-one atomized spray guns in the gel coat area.
ld.
Lamination
. After the gel coat has dried, the molds are moved to one
of
twenty-four laminating
stations. Pet.
at 5. During lamination, glass fibers, polyester
~in
and a resin catalyst are
applied
to the mold using non-atomized flow-coat chopper guns (flow-coat guns). The layer of
. fiberglass and resin is then rolled flat using hand rollers to remove any air bubbles that were
created
in the application. LaJ::ninate is applied in layers called "skins" and requires curing
periods between each skin application. Pet. At 5. Three resin skins are typically applied to
decks
and two to three skins for hulls, followed by a separate application to build the boat floor.
U
.
.
.
Pollution Control Eguipment In Use.
In the gelcoat application and lamination processes, Crownlin:e uses the following: (1) a
. high-volume ventilation system
to keep styrene levels below the worker exposure limit required
by OSHA; (2) enclosed spray booths in the gelcoat application process to reduce YOM
emissions info the plant air when using spray guns; (3) use oflower styJ;ene-content gelcoat
(33.4%) and
resin with lower hazardous air pollutant (HAP) content (35% HAP); (4) flow-coat
guns in place of air atomized spray guns in the lamination area, (5) panel filters inside the spray
booths
and lamination areas to control particulate emissions from the spray guns; and (6) .
submerged-fill resin tanks
in
the lamination process to reduce splashing and the creation ofVOM
emissions. Pet. at 5.
YOM Emissions
Crownline states that the YOM emissions from the facility vary depending on the type
and size
of each custom boat it manufactures. Pet. at 5. Crownline's emissions consist primarily
of styrene; but also include other VOMs and volatile organic HAPs such as methyl methaCrylate
(MMA). Technical Doc.
at 6, 7, App. 7.
For purposes of complying
withthe81blhr,Rule~
the Agency directedCrownline to
consider each boat part
(e.g.,
hull, deck) etc.) 'as the "emission source.'" Pet. Exh.
1
at 4. From
4
the individual emission sources, Crownline estimated hourly YOM emissions. Among the
highest were 34.08 lblhr for gray lacquer, 15.89 lblhr for carpet adhesive, 21.8 lblhr for gelcoat,
and 19.81blhr for resin. Technical Doc. App. 7, Pel Exh.I, Exh. 5 and 6. Crownline notes that
some values were overestimated, but several boat models still have parts with emissions greater
than 8 Iblhr when YOM tm:lissions are determined on a strictly hourly basis. Pet. Exh. 1
at 5.
According to
its 2002 Annual
Emissio_n~
Report,Crownline estimated YOM emissions
totaled 187 tons
per year. To quantify and compare potential YOM reductions, Crownline
calculated its annual YOM emissions based
on 2003 production data under three scenarios: pre-
MACT, MACT, and the 8lblhr Rule in place. The,pre-MACT scenario resulted in 244.82 tpy
YOM, while the MACT scenario resulted in 199.79 tpy VOM.- and the 8 lblhr scenario yielded
144.36
tpyVOM. Technical Doc. App. 6, Exh. 3, 4 and 5. In terms of HAP, Crownline's pre-
MACT emissions were approximately 204 tpy HAP, while the MACT scenario would result in a
50 tpy reduction in HAP. Pet. Exh. 1 at 7.
CAAPP Permit
In discussions between the A,gencyand Crownline regarding CroWnline's draft CAAPP
operating permit, the Agency stated that Crownline could Dot average emissions to demonstrate
compliance with the 81blhr. Rule. The Agency stated that the 8 lblhr Rule specifies a maximum
hourly emission rate and, therefore, compliance would need to be demonstrated on a strict hourly
basis, not on an average from any longer period of time; Crownline determined that
b~ed
on the
-
Agency's Interpretation, it could not comply with the;8 lblhr Rule. Pet. at 1.
.
On November 13, 2003, the Agency issued Crownline a Title V CAAPP permit and Title
. I permit (No. 055070AAU).
The Title V permit states that Crownline is to obtain ari adjusted
standard from 35 TIL Adm. Code 215.301 or demonstrate cOmpliance with Section 215.301 by
December 31, 2004.
~et.
at 2. Crownline's CAAPP permit limits annual emissions to 249 tons
ofVOM per year. Pet. EXh. 1 at 8.
STANDARD
OF REVIEW
The Board agrees' with Crownline and the Agency that the regulation of general
applicability at35 Dt'.Adm. Code 215301 does not specify altvel bfjustificationforan adjusted
standard. Pet. at 11; Rec. at 7. Therefore, pursuant to Section 28.1(c)
of the Act, the burden of
proof is on the petitioner to demonstrate that:
.
1.
Factors relating to thfl.t petitioner are substantially and significantly
different from the factors relied upon
by the Board in adopting the general
regulation applicable to that petitioner;
.:2. .
The, existence of those factors justifies
an
adjusted standard;
3;: . .The requeSted standard will not result in environmental or health effects
substantially and significantly more adverse
than
the effects considered by
the Board in adopting the rule of general applicability; and
Electronic Filing - Received, Clerk's Office, July 17, 2009
5
4.
The adjusted standard is consistent with any applicable federal law. 415
ILCS
S/28.1(c)
(2002); 35
Ill.
Adm. Code 104.426(a).
'
CURRENT APPLICABLE STANDARDS
One standard applicable to Crownline's boat manufacturing operations is set forth in 35
Ill.
Adm. Code 215.301. Section 215.301 provides:
No person shall cause or allow the discharge of more than 3.6 kglhr{81bslhr) of
organic material into the atmosphere from any emission source, except as
provided
in Sections 215.302,215.303,215.304 and the following exception: If
no odor nuisance existS the limitation of this Subpart shall apply only to
photochemically reactive material. 35
TIL Adm. Code 215.301.
.
For purposes of complying with the 8 lblhr Rule; the Agency has directed Crownline to
consider each boat
part
(e.g.,
hull, deck, etc.) an emission source. Pet. Exh. 1 at 4.
Under separate federal regulation effective August 23, 2004, Crownline must also meet
. .. 'newly promulgated NESHAPs for New and Existing Boat Manufacturing Facilities applicable to
. boat manufacturers that are major sources of HAP. Pet. at 6;citiog 40 C.P.R. Part 63 Subpart
. :VVVV, 40 C.F.R. 63.5683. Under Section 9.l(a) of the Act, NESHAP rules are applicable in
TIlinois and enforceable under. the Act without additional rulernaking activity by the Board. 415
ILCS
519.
1 (a) (2002).
.
The rule requires that boat manufacturers use maximum available control technology
(MACT)
to meet the "MACT floor," which is the emission limitations achieved by the top
performing 12% of boat manufacturers in the nation. Pet. at 6. To comply with a
HAP
limit
calculated for a facility, manufacturers can use
one of the following options: emissions
averaging
using a 12-month rolling average, compliant materials, and/or add-on controls. 40
C.F.R. 63.5701,63.5710. Other requirements include: using lower HAP content gel-coat and
resins; covering resin, gelcoat and solvent containers; and using cleaning solvents and adhesives
containing no more than 5%HAP. The MACT standard does not require air pollution
equIpment-To' cbfitply'With MACT, Crown1ine opines that most 'boat manuflicturers with open
molding operations will have to use flow-coat guns and low-HAP production materials in their
resins, gelcoats, and adhesives. A flow coat gun generates fewer emissions because it operates at
. a lower pressure and has a non-atomized delivery system. The United States Environmental
Protection
Agency (US EPA) estimates that by complying with the newMACT standard, boat
manufacturers will reduce HAP emissions by an average of 35%. Pet. at 2, 6; citing 66 F.R.
44222.
Crownline states it is currently
in con'Ipliance with the new MACT standard. Crownline
uses flow-coat guns it) its lamination operating and resin and gel coat with lower percentages of
HAP content. Pet. at 6. Crownlinehas not yet made a demonstration of compliance to the
USEP A, and will not be required to do so until August 2005.. Pet. Exh. 1 at 3.
Electronic Filing - Received, Clerk's Office, July 17, 2009
6
CROWNLINE'S PROPOSED ADJUSTED STANDARD
In the petition, Crownline proposed the fol1owing adjusted standard language for
adoption
by. the Board:
Pursuant to the authority under Section 28.1
of the Environmental Protection Act,
the Board hereby adopts the following: adjusted standard;
This.
adjusted standard
shall apply solely to Crownline Boats, Inc. ("Crownline").
As an alternative to
compliance with 35 IAC § 215.301, this adjusted standard allows Crownline to
limit its discharge of organic material into the atmosphere from its boat
manufacturing operations by complying with the National Emission Standard for
Hazardous Air Pol1utants for New and Existing Boat Manufacturing Facilities, set
forth at
40 CFR-§63 Subpart VVVV, as maybe amended in the future.
The Agency recommended that the Board grant Crownline the requested adjusted
standard so long as Crownline complied with the following additional conditions:
a.
b.
c.
d.
Crownline shan operate in full compliance with the National Emission
-Standards for Hazardous
Air Pollutants for New and :existing Board
Manufacturing.Facilities, set forth at 40 C.F.R. Section 63 Subpart
VVVV,as may be amended in the future.
Operation
in
full compliance with the National Emission Standard for
Hazardous Air Pollutants for New and Existing Boat Manufacturing
Facilities,set forth. at 40
CFR Section §63 Subpart VVVV, as maybe
. amended in the future, shall be in lieu of compliance with the 81blbr Rule
found
at 35 lll. Adm. Code 215.301.
CrownliI).e shall continue to investigate boat production methods with a
reduced YOM content and, where practicable, shall substitute current
coatings with lower YOM content coatings as long as such substitution
. does not result
in a new increase in YOM emissions. Crownline s.hall be
required to do any test which the lllinois EPA specifically recommends
..thaHheydo:
'fAn'~reportisutnnrarliinlttbeactilVities'amft'estdts~of'
..,
these investigatory efforts shall be prepared by Crownline and submitted
to the illinois EPA Bureau of Air, Compliance and Enforcement.
The relief granted in this proceeding shall
be limited to the emission
activities at the Crownline
west Frankfort facility as of the date of this
filing .
. Crowruine shall operate in full compliance with the Clean Air Act, its
'-.: •. CAAPP,the nlinois Environmental Protection Act and other applicable.
regulations not otherwise discussed herein. Rec. at 5-6.
Electronic Filing - Received, Clerk's Office, July 17, 2009
7
At hearing, Crownline submitted the following revised adjusted standard language,
agreed to
by the Agency (Tr. at 41, Pet. Br., Exh. B), for adoption:
As an alternative to compliance with the 8 1'Q1hr Rule found at 35 TIL Adm. Code
215.301, this adjusted standard allows Crownline to limit its discharge of organic
.material into the atmosphere from its
boat manufacturing operations by operating".
in full compliance with
the National Emissioll Standard for Hazardous
Air
Pollutants for New and Existing Boat Manufacturing Facilities, set forth at 40
C.F.R. §63, Subpart VVVV, as may be amended in the future, and with the
following conditions:
a.
Crownline shall continue to investigate boat production methods with a
reduced
YOM content and, where practicable, shall substitute current
coatings with lower
YOM content coatings as long as such substitution
. does not result
in a net increase in YOM emissions. Crownline shall be
required to do any reasonable test of new technologically oreconomica1ly
reasonable production methods
or materials applicable to the open-mold
fiberglass boat manufacturing industry which
may reduce YOM emissions
at Crownline's facility which the lllinois EPA Bureau of Air specifically
requests in writing that they do.
An annual report summarizing the
.
activities and results
of these investigatory effoIt$ shall be prepared by
Crownline and submitted to the lllinois EPA Bureau of Air, Compliance
. and Enforcement Section
.. ':. '.. . .
-
b;
The relief granted in this proceeding shall'belimited,to.the.emission
activities at the CroWnline
West Frankfort facility as of the date of this
filing.
c.
Nothing in this adjusted standard shall relieve Crownline
of its duty to
operate in full compliance with the Clean
Air Act, its CAAPP, the lllinois
Environmental Protection
Act and other applicable regulations not
otherwise discussed herein.
"'!
~
GROWNLINE'S COMPLIANCE WFfH THE MACT STANDARD
Under separate NESHAP requirements applicable to Crownline under Section 9.1(a) of
the Act, Crownline states it took steps early to comply with the MACT and came into
compliance with
MACT emission limits more than a year prior to the deadline. Pet. at 2.
,However, CrownIine has not yet demonstrated compliance, and will not have to until August
2005. Pet. Exh. 1 at 3,. CrownIine states that
it will demonstrate compliance to US EPA with the
new MA
CT
standard by using the "model point value averaging option" based on a 12-month
rolling &verage and
by using compliantmaterials.
ld.
Crownline notes that its HAP emission
limits will vary from month to month based on an-equation
s~t
forth in 40 C.F.R63.5698. Pet.
Exh. 1 at 6.
Electronic Filing - Received, Clerk's Office, July 17, 2009
8
The USEP A estimates that compliance with the MACT standard by the boat
manufacturing industry will result
in an annual cost of compliance of $4,060 per ton of HAP
reduced and will reduce HAP emissions
by an average of35%. 66 F.R. 44222. Crownline
estimates its annual compliance costs at approximately $215,600
per year and that it will reduce
annual HAP emissions
(not total YOM) 'by approximately
50
tons, or 25%. Pet. Exh. } at 2.
Crownline's annual-compliance costisapproximately.$4,312
per ton of HAP reduced, which is
similar to USEPA's estimate of$4,060 per ton.HAP reduced. Pet. Exh. 1 at 3, 8;
In
terms of
YOM, .Crownline estimated a reduction from 244.82 tpy YOM to 199.79 tpy YOM under.the
MACT scenario. Technical Doc., App. 6, Exh. :; and 4.
EFFORTS,TO ACHIEVE COMPLIANCE AND ALTERNATIVES
Crownline states it has investigated the following alternatives that would help Crownline
comply with the 8Iblhr.Rule: (1) reducing YOM content in production materials; (2) using
alternative operating procedures and methods; and (3) installing end-of-the:pipe emission
control. Crownline states that investigations proved that, other than end-of-the-pipe emissiQn
controls, many
of the alternatives would not bring Crownline into compliance with the 8lblhr
Rule on a strict hourly basis. Pet. at 6.
Reducing YOM in Production Materials
Crownline has reduced YOM
m
its resin and gelcoat production materials to meet the
federal
MACT standard .. However,
m~ting
the MACTstandardalone,willnot bring Crownline
into compliance with the State 8 lblhr Rule. Crownline:states that
it is not possible to further
reduce styrene
in the'resinsand still mirintain product integrity .. Pet. at 6. Crownline and its
consultant, Advanced Environmental Associates (AEA),..could not identify any compliance" .
alternatives to reduce
VOMemissions from Crownline's use of adhesives; lacquer ,and caulks.
Using Alternative Operating Procedures and Methods
Crownline states that it investigated both open molding and closed molding alternative
production methods. However, Crownline found that even though the alternatives investigated
would reduce
YOM emissions, they would not bring Crownline into compliance with the 8 lblhr
Rule on a
stric~y
hourly basis. Crownline explained that the open and closed molding
alternative production methods investigated are only available to the lamination process and
'there are no alternative
technol{)~e'scmrrently-availa:blef6~
the gelco8t, lacquering, caulking, and
adhesive operations. Pet. at 7. Crownline replaced its atomized spray chopper guns used for
resin application with flow-coat
guns
in its lamination area. Technical Doc. at 4. The'flow-coat
guns have lower pressure and internal mixing as compared to the atomized guns. Pet. at 5.
Crownline states it experimented with using
flow-coat guns in the gelcoat process, but they
had'
too much of a negative impact on product quality .. Pet. Exh. I at 2.
End-oi-Pipe Controls
'. .
..
.
.
In developing the MACT, the USEP A did not include any
emis~ion
control technologies.
as the MACT floor for: the following reasons: .
(1)
only one boat manufacturer used trulstaGk
emission control techflologies t'O reduce HAP emissions; (2) the cost of emission oontrol systems
was very highbeeause very high air flows needed by facilities to comply with OSHA's styrene
9
regulations; and (3) the boat manufacturing industry can reduce HAP content of resins, gelcoat,
and other materials
to significantly reduce total HAP emissions without undue financial bin-den.
Pet. at 7.
Crownline"s consultant investigated the various
end-of~pipe
controltechnologies. Asa
result of the analysis, Crownline deteimined that emission controls are cost prohibitive and,
therefore, not an economically reasonable option. For example, up-front capital costs to install
tail-stack controls range from
$7 million to $14 million with annual costs ranging from $4.5
million to nearly $6 million. Crownline estimates that' such control would range from
approximately $35,000 to $58,000 per ton
ofVOM removed. Pet. at 8; Technical Doc. at 16, 18.
Crownline explains that the reason end-of-pipe controls are so
C()stly is because of the
large volmne
of air that must be treated in order to reduce the relatively small amount ofVOM.
As discussed above, Crownline must move a large volume of air through the gel coat and
,
lamination areas to maintain compliance with
OSHA's 8.::.hour worker expoSure limit for styrWe.
Technical Doc. at 16, 18.-
SUBSTANTIALLY DIFFERENT FACfORS
.
Crownline states that the primary intent of the 8 Ib/hr Rule was to prevent ozone
fonnation and odor nuisance
.. Crownline asserts that the Board did not contemplate the methods
Crownline uses to manufacture boats atfPe Frankfort facility when
it promulgated the 8 Iblhr
Rule
in1971. Pet. at 11.Crownlinestatesthat manufacturing fiberglass boat decks-or hulls
involves a ;batch-type process rather thana: continuous :application process
-typiCally use&in
manufacturing processes ' for other
products~Crownlirte
argues :this facHogether with the'
ventilation-system it uses to:complywith
OSHA's vl.orkerprotection regulation at 29 C.P.R.
-1910 makes
the use of add-on emission controls economically unreasonable. Under OSHA
worker health and safety standards for styrene, Crownline must maintain
high air flow to
ventilate building air. The high air flow makes the cost
of using tail-end stack emissions controls
-unreasonably
high. Crownline states that the Board did not anticipate the current fiberglass boat
production methods and the OSHA standard when
it adopted the 8lblhr Rule in 1971. Pet. at 12-
13.
.,,-,~'
,,~-'-.'
"-IMPACT ON-THKENVIRONMENT
Crownline contends that its requested adjusted standard will not adversely impact the
environment
Or human health. Pet. at 13, Through ABA, CrownIine perfonned an ambient
-air quality analysis
to estimate Crownline's impact on ozone fonnation in south-central lliinois.
Pet.
at 9. ABA used an ozone screening method developed by the USEPA to determine the
impacts
of ozone fonnation.
ld.
Crownline contends that even without the changes it
implemented to meet the
MACT standard, the CrownIine facility would not cause or contribute
to any ozone exceedences in south-central Illinois. Based on its Ozone Impact Analysis,
Crowriline'couldrilore than triple its current amiual
VOM emissions wIthout causfugan
exceedance of thel-hour ()ZOne NAAQS:Pet. Exh.lat S, J:'let.EXh: 2.,.
Cuirently~
'the
Crownlme facility emits approximately
195tonslyr ofVOMperyear,alid is permitted to .
produce 249 tpy VOM: Tr. at 22; Pet. Exh. 1at8. Compliance with the 8lblhr Rule would
10
yield approximately 144 tons of YOM per year. Rec. at 6. Before making any changes, the
facility would emit approximately 245 tons/yr
of YOM for similar production figures.
ld ..
The Agency agrees with Crownline that if Crownline could capture the YOM emissions and
release them Uniformly. rather than in spurts,
it could comply with the 81blhr Rule while not
reducing emissionS at all.
Rec;: at 6.'
.
Crownline asserts that the Agency estiIruites a decrease'in the amount
of solid waste
generated and no adverse impacts on water quality and energy consumption from the adjusted
standard. Pet. at 11.
CONSISTENCY WITH FEDERAL LAW
Crownline states there is no Qean Air Act' equivalent rule or regUlation prohibiting boat
manufacturers' emissions
of YOM in excess of 8 11:;>slhr, .pn a strictly hourly basis. Crownline
points out that regardless, the facility must comply with the new federal NESHAP for boat
manufacturers. Moreover, Crownline contends that
if the Board grants 'Crownline's requested
relief, Crownline will submit the adjusted standard to the USEPA to be included in Illinois'
State Implementation Plan (SIP).
For these reasons, Crownline states the proposed adjusted
standard \s consistent with federal law . Pet.
at 13.
DISCUSSION
Crowcli~e
seeks relief
from·theStilte·~
8.1blhrRule in the,fonn of
all.
adjusted standard.
Under separate
f¢eralIegula~on.·applicabie toitlll1de~
Section9.:1{a).oftheAct,.Crownlmeis .
already required to Comply with
~e
NESHAP 'for New and EXisting Boat Man'!lfuctu.ring . .
Facilities, which limits
HAP
emissions from facilities such as the Crownline West Frankfort
plant. Crownline must comply with the MACT emissions limits under this standard
by
August 23, 2004. Accordingly, Crownlinerequests that Section 215.301 not apply
to
their
operations. The Agency recommends that the Board grant Crownline the requested relief subject
to certain conditions.
If granted, the adjusted standard would apply only to the
material~
and
methods Crownline uses to manufacture fiberglass boats
at its West Frankfort facility.
. .
The~Board fu.ldsthatCrpwnl.i~~srequ~~t.Jor
reli.e,f.fi:o:m. the:.$lblhr
.Rul~~~t$.
tlle
. ", ..
statutory "fundamentally different" factors of section 28.1(c) of the Act. Crownline has
. demonstrated that: (I)'factors relating to it are substantially and significantly different from the
factors relied upon
by the Board in adopting the
ge~eral
regulation; (2) the existence of these
factors justifies an adjusted standard; (3) the requested standard will not cause Substantially
or
significantly more adverse environmental or health effects than the effects considered by the
Board in adopting the rule
of general applicability; and (4) the adjusted standard is consistent
with applicable federal laws. 415 ILCS
5128.
1 (c) (2002).
.
.', .
.'.' .
.
..
CrQwnline bases its justification for the requested. relief on the
~ac~ofan.economicany
reasonabl~
or techpica.llY
feasibl~al~erpative.
The.
Bo~d fin~ thatt1}~
efforts beyond
~ose
Crownline has already implemented in the three
~tegories of8J.t~rnatives
that Crownline
investigated (reducing YOM content in production materials, employing alternative operating
procedures and production methods, and applying end-of..pipe controls) are not currently
11
technically feasible or economically reasonable.
Additionally~
the Ozone Impact Analysis shows
that
Crownline's emissions will not cause negative health or environmental effects.
The Board finds no inconsistency between granting Crownline'srequested relief and
federal law . Finally, the Board finds that the
Board did not anticipate the batch.,type processes of
coating and laminating fiberglass boat parts that Crownline emploYs at the West Fraflkfort
facility when it promulgated the 81blhr Rule at" Section 215.301. As a matter oflaw, Crownline
must comply with the MACT emissions limits by August 23, 2004, which Crownline states it has
achieved over a year early.
The Agency's recommended adjusted standard language contains some condition'S that
Crownline's proposed language does not include. Rec. atS. Specifically. the Agency proposed
language limiting Crownline's relief to apply specifically to the emission activities at the
Crownline West Frankfort,facility, the effective date peing tl).e Board's final decision in this
matter~
The
Agency's adjusted standard lahgUage reiterated that
Crown1me~mili;t
operate in full
compliance with the federal standard.
ld.
The Agency proposed language requiring Crownline
to continue to investigate boat production methOds and, where practicable, substitute current
coatings with lower
YOM content coatings as long as the substitution does not result in increased
VOM emissions, TheAgency further proposed that Crownline'must do testing as the Agency
recommends and submit annual reports summarizing the activities and results of its
. investigations to the Agency, Bureau of Air.
ld.
At hearing, Crownline submitted revised language, including three conditions, with no
objection by the Agency.. The reVised; wording incoIporated .. theAgency'sproposals to: (1)
continue'to investigate boat production methods with
it
reduced VOM oontent and, where'
practicable, substitute current coatings
with lower VOM content coatings so long as the
substitution does not result in higher YOM
emi~ions;
(2) perform any reasonable test of new
production methods or materials that the Agency, Bureau of Air, request in writing that they do;
and (3) submit an annual report summarizing the activities and results oftheidnvestigations.
The revised wording also reiterates that Crownline must operate in Compliance with the federal
standard.
In
granting this adjusted standard, the Board is adopting conditions similar, but not
identical ,in wording, to those'suggested by the parties. "The Boatd used CroWnline's revised
language and, as the Agency recommended, the Boru:d has tightened up the description of the
facility and clarified reporting requirements. 'The balance
of the changes are non-sub'stantive,
and are intended to bring this order into conformity with the Board' s usual drafting style in
adjusted standards.
CONCLUSION
The Board grants Crownline's requested relief and exempts it from the 8 lblhr Rule at
Section 215.301 of the Board' s regulations at its facility in W est Frankfort; Frariklin County,
Crownlirie
iemainssubject to theNESHAPapplicabletoits [aGility and suggested,conditions.
The relief is effective as ()f the date of this ,order.
. , '
12
This opinion constitutes the Board's findings of fact and conclusions oflaw.
ORDER
1.
Pursuant to Section
28.1
of the Environmental Protection Act (Act) (415 ILCS..
5128.1),
the Board grants Crownline Boats, Inc. an adjusted standard from 35 Ill.
Adm. Code 215.30
I
(8 -Iblhr Rule), effective July 24, 2004. The adjusted standard
applies to the emissions
of volatile organic material (VOM) into the atmosphere
from Crownline's boat manufacturing facility located at
11884 Country Club
Road,
W.est FraDkfort, Franklin County.
2.
35 TIL Adm. Code 215.301 does not apply. Crownline remains subject to the
following:
a
Crownline must continue to investigate boat production methods that
generate fewer YOM emissions
and materials that have a reduced VOM
content. Where practicable, Crownline must substitute current materials
with lower VOM content materials
as long as Such substitution does not
result in a net increase in YOM emissions.
b.
Crownline must
perfOlTIl any reasonable test of new technologically or
ecpnomically reasonable production methods or materials applicable to the
open-mold fiberglass boat manufacturing industry, which may reduce
YOM emissions at Crownline's facility which the Dlinois Environmental
Protection Agency (Agency) specifically requests in writing
.that they do.
C. .
Crownline must prepare l'!11d submit each year an annual report
summarizing the activities and results
of these investigatory efforts. The
annual report must be sUbmitted
to the Agency, Bureau of Air,
Compliance and Enforcement Section;
d.
Crownline must operate in full compliance with the Clean
Air
Act. its
Clean
Air
Act Permit Program permit, the National Emissions Standard
for Hazardous Air Pollutants for New and Existing Boat Manufacturing
Facilities, set forth at 40 C.F.R. 63, Subpart VVVV, as required
by Section
9.1 (a) of the Act, and any other applicable regulation.
IT IS SO ORDERED.
Section
41{a) of the Environmental Protection Act provides that final Board orders may
be appealed directly to the lllinois Appellate Court within 35 days after the Board serves the
order. 415 ILCS 5/41{a) (2000);
see also
35 lll. Adm. Code 101.300(d)(2), 101.906, 102.706.
lllinois Supreme Court Rule
335 establishes filing requirements that apply when the lllinois
Appellate Court,
by statute, directly reviews administrative orders. 172 TIL 2d
R.
335. The
Board's procedural rules provide that motions for the Board to reconsider
or modify its final
Electronic Filing - Received, Clerk's Office, July 17, 2009
13
orders may be filed with the Board within 35 days after the order is received. 35 Ill. Adm. Code
101.520; see also
35m. Adm. Code 101.902,102.700, 102.702.
I, Dorothy M. Gunn,
Clerk of the Illinois Pollution Control Board, certify that the Board
adopted the above opinion and order
on July22, 2004" by a.vote of 5-0.
.
.
'A.~
Dorothy
~
M. Gunn,.Clerk
lllinois Pollution Control Board
'-
Electronic Filing - Received, Clerk's Office, July 17, 2009
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
)
)
)
)
)
Petition of Royal Fiberglass Pools, Inc.
for an Adjusted Standard from
AS
2009-04
(Adjusted Standard)
35 lAC § 215.301
TECHNICAL DOCUMENT SUPPORTING ROYAL FIBERGLASS POOLS, INC.'S
FIRST AMENDED PETITION FOR AN ADJUSTED STANDARD
Section
Description
1
2
3
4
5
General Information Regarding Royal Fiberglass Pools and Photographs of the
Composite Fiberglass Swimming Pool Manufacturing Process.
Exhibits A, B, and C attached to
Royal's modification to its CAAPP permit
application filed July
14,2009, detailing Royal's: material usages and emissions,
annual potential to emit, and maximum hourly
YOM emissions.
July
16, 2009 memorandum regarding Royal Fiberglass Pools' Maximum Hourly
YOM Emissions, prepared
by Engineering Environmental Consulting Services.
June
19,2009 Control Cost Analysis for a Regenerative Thermal Oxidation
System prepared by Engineering Environmental Consulting Services.
July
lO, 2009 Air Quality Impact Analysis of Royal Fiberglass Pools' Dix Plant
Operations prepared by Engineering Environmental Consulting Services.
July
22, 2006 Illinois Pollution Control Board Decision Regarding Crownline
Boats, Inc.' s Petition for an Adjusted Standard.
Respectfully submitted,
BRYAN CA
VE LLP
By:
~~~~2998
Brandon W. Neuschafer, Missouri Bar #53232
One Metropolitan Square
211 N. Broadway, Suite 3600
S1. Louis, Missouri 63102
Telephone: (314) 259-2000
Facsimile: (314) 259-2020
Attorneys for Royal Fiberglass Pools, Inc.
CERTIFICATE OF SERVICE
The undersigned certifies that...l.coPY of the foregoing Technical Document was served
upon the following parties on the
/1"'Cfay
of July, 2009:
Illinois Pollution Control Board, Attn: Clerk
100 West Randolph Street
James
R.
Thompson Center, Suite 11-500
Chicago,IL 60601-3218
Division
of Legal Counsel
Illinois Environmental Protection Agency
1021 North Grand Avenue East
P.O. Box 19276
Springfield, IL 62794-9276
Attn: Charles Matoesian