BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
PROPOSED SITE SPECIFIC
)
RULE FOR CITY OF SPRINGFIELD,
)
ILLINOIS, OFFICE OF PUBLIC
)
UTILITIES, CITY WATER, LIGHT
)
AND POWER AND SPRINGFIELD
)
PCB No. 2009-008
METRO SANITARY DISTRICT
)
(Rulemaking-Water)
FROM 35 ILL. ADM. CODE
)
SECTION 302.208(g)
)
NOTICE OF FILING
To:
John Therriault, Clerk
Illinois Pollution Control Board
James R. Thompson Center
100 West Randolph St., Suite 11-500
Chicago, IL 60601
Marie Tipsord, Hearing Officer
Illinois Pollution Control Board
James R. Thompson Center
100 West Randolph St, Suite 11-500
Chicago, Il 60601
Katherine D. Hodge
Hodge Dwyer Zeman
3150 Roland Avenue
P.O. Box 5776
Springfield, Illinois 62705-5776
Persons included on the attached
SERVICE LIST
PLEASE TAKE NOTICE that the Prairie Rivers Network today has electronically filed
COMMENTS OPPOSING PROPOSED SITE-SPECIFIC BORON STANDARD FOR CWLP &
SMSD in R2009-008, a copy of which is herewith served upon you.
Respectfully Submitted,
Traci L. Barkley
Water Resources Scientist
Prairie Rivers Network
1902 Fox Drive, Suite G
Champaign, Illinois 61820
(217) 344-2371
DATED: January 29
th
, 2009
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
PROPOSED SITE SPECIFIC
)
RULE FOR CITY OF SPRINGFIELD,
)
ILLINOIS, OFFICE OF PUBLIC
)
UTILITIES, CITY WATER, LIGHT
)
AND POWER AND SPRINGFIELD
)
PCB No. 2009-008
METRO SANITARY DISTRICT
)
(Rulemaking-Water)
FROM 35 ILL. ADM. CODE
)
SECTION 302.208(g)
)
PRAIRIE RIVERS NETWORK’S COMMENTS OPPOSING PROPOSED SITE-
SPECIFIC BORON STANDARD FOR CWLP & SMSD IN R2009-008
The Prairie Rivers Network hereby files comments regarding R2009-008:
Prairie Rivers Network (PRN) hereby submits these comments in opposition to the City
of Springfield City Water, Light and Power’s (CWLP) and Springfield Metro Sanitary
District’s (SMSD) Petition for Site Specific Rule (the Petition) to establish an alternative
water quality standard for Boron. Prairie Rivers Network is the state affiliate of National
Wildlife Federation, a non-profit organization that strives to protect the rivers, streams
and lakes of Illinois and to promote the lasting health and beauty of watershed
communities. Much of our work focuses on how policies such as the Clean Water Act
and Safe Drinking Water Act are used in Illinois - laws intended to protect our waters,
our environment, and, ultimately, our health. PRN opposes the Petition for the following
reasons:
A. Petitioners Have Failed to Demonstrate That Treatment of Boron to Meet
the Illinois Water Quality Standard is Technically Infeasible
The burden is on the Petitioners to demonstrate that they are unable to meet the boron
water quality standard due to technical infeasibility.
35 Ill. Adm Code §§ 102.202 and
102.210.
This burden has not been met. As demonstrated below, there are treatment
alternatives that are technically feasible.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Alternative 1: Dry ash disposal at facilities currently discharging to Sugar Creek has not
been given due consideration as an alternative to proposed site specific rule.
The existing ash ponds, both Dallman Ash Pond and the Lakeside Ash Pond, at the
CWLP facility have been discharging under an adjusted standard of 11 mg/L since 1994.
The boron source for those discharges is due to coal ash from wet ash handling and
disposal and the flue-gas desulphurization (FGDS) blowdown waste stream. In 2003, a
selective catalytic reduction (SCR) system was added, resulting in increased
concentration of boron (and other pollutants) in the wastewater. The addition of this
increasingly concentrated wastestream plus the pollutants already in and being added to
the ash ponds have been causing violations of the NPDES boron permit limit and in-
stream water quality standards. The FGDS wastestream is now proposed for transfer to
Springfield Metro Sanitary District’s (SMSD) Spring Creek Facility. CWLP has the
option of switching to dry ash handling and disposal, which would save unspecified, yet
great, amounts of power plant waste from entering the Sugar Creek and Sangamon River
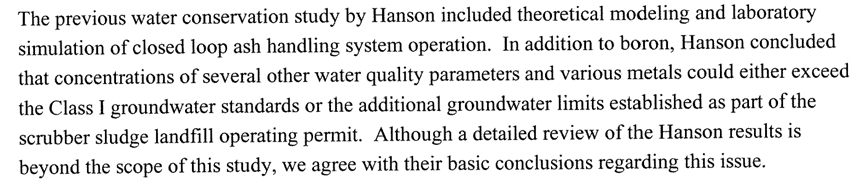
system. Page 92 of Hanson Engineering’s technical support document (TSD) (included
in petitioners’ initial filing) explains that conversion to dry ash handling could eventually
reduce total boron loading to the Sangamon River.
The Petition states that switching to dry ash disposal will not affect boron concentration
in the FGDS stream. True, but by reducing or eliminating the amount of boron and other
pollutants in the ash ponds that is eventually flushed to Sugar Creek, the overall amount
of boron going into the Sangamon River is reduced. A switch to dry ash disposal and
clean up of the ponds would allow the FGDS wastestream to meet the adjusted standard
already granted for Sugar Creek. Moreover, switching the CWLP facilities to dry ash
handling and disposal could ultimately reduce loading to the Sangamon of several
additional pollutants.
Besides the obvious problem with high boron concentrations and loading, power plant
waste in the form of fly ash, bottom ash and scrubber sludge contains concentrated levels
of contaminants like arsenic, mercury, chromium and cadmium that can damage the
nervous systems and other organs, especially in children. Further, these wastes have
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
degraded our public ground and surface waters impacting many uses including
consumptive, agricultural, industrial and environmental. Studies have also documented
multiple developmental, physiological and behavioral abnormalities in many species of
amphibians and reptiles inhabiting wetlands near coal ash disposal sites.
It appears that CWLP may have intentionally foreclosed the option of dry bottom ash
handling. Hanson’s Technical Support Document (TSD) refers to Burns’ (New
Generation Project Water Study, (2005), (Attachment B to Petitioners Post-Hearing
Document Submittal) conclusion that dry fly ash handling is costly, and dry bottom ash
handling is “not favored” due to lack of space. However on p.40, Burns notes that space
requirements could be an adverse factor in planning for the new unit. Note, however, that
the Lakeside unit is being demolished, and that the water treatment plant is being
massively renovated, especially the pumphouse, possibly opening new opportunities for
locating equipment for dry bottom ash. Burns also notes that earlier studies (Sargent &
Lundy 2003, and Hanson 2004
)
disregarded the possibility of pumping ash pond
discharge back to the lake or to the power plant, because it contained the extremely high-
boron FGDS stream. Burns recommended treating the FGDS wastestream separately
(brine concentrator/spray dryer) thus making pond discharge clean enough to recycle or
re-use.
Burns proposed two other options (4 and 5) that would, respectively, recycle or re-use
sluice water. Option 4 would recycle the bottom-ash sluice water, as originally suggested
by the S&L report as a feasible alternative to dry bottom ash handling. Recycling would
increase the concentration of the small fraction discharged as blowdown. Instead of
discharging the blowdown into ponds, it could be used in the FGDS. Option 5 would
pump the sluice water back to the plant for pretreatment, and then use it (instead of raw
lake water) to evaporate in the new Unit 4 cooling tower. These options are viable and
must be considered by CWLP.
Option 5 might occasionally need to discharge to ponds during rare Unit 4 outages,
unless the pretreated sluice water could be used elsewhere on the site or stored
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
temporarily. These possibilities led Burns to refer back to earlier Hanson and S&L
studies that discussed groundwater contamination at the unlined ash ponds. For purposes
of broadening the scope of the interrelatedness of these choices with protection for more
than just the 100 miles of river at issue, we include the following from Sargent and
Lundy, p 6-5 (2003) (Attachment C to Petitioners’ Post-Hearing Document Submittal).
Burns notes on page 32 that boron leaching from ash ponds could still be a problem
unless all fly ash sluicing is terminated. Continuing on p. 36, Burns notes that Hanson
and S&L studies refer to possible need for “repermitting or lining” the ash ponds to
comply with groundwater standards if, for any reason, concentration in sluice water
should increase. This could occur as, for example, a result of greater water recycling and
concentration of the ash pond water.
As expressed at the December 16
th
hearing, PRN is concerned that there might be a loss
of boron and other dissolved pollutants through the groundwater which would create a
lower effluent concentration from the ash ponds. If this is the case, then the values used
in modeling and evaluating boron mitigation and treatment options might be skewed and
ultimately underestimated. Additionally, this would allow an artificial estimate of
loading of boron and other pollutants to Sugar Creek and the Sangamon River.
In addition to keeping many pollutants out of the Sangamon River system, the dry ash
alternative would save more than 4 MGD of raw water now being used to sluice ashes
from existing plants. We have learned from the Final Environmental Impact Statement
(Section 2.2.6.1) for the proposed dam and reservoir also known as Hunter Lake, that
nearly 3.3 MGD is lost from CWLP’s unlined ash ponds due to evaporation and seepage
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
into the ground. The water seeping into the ground is likely draining towards
groundwater and Sugar Creek, thereby contributing to increased boron concentrations
and loadings to water resources.
Finally, as noted in the transcript for the December 16th hearing (p. 16-18), several other
coal-fired electric generating stations in Illinois sell their coal combustion waste to be
used as beneficial by-products. Currently, CWLP sells 85% of their ash from Unit 33 for
fill material on construction projects and 85% of the ash from Units 31 and 32 for use by
asphalt and roof shingle companies. The remaining 30% of the total ashes sluiced to the
ash ponds are not currently considered usable. When asked why the remaining material
was not considered usable, Mr. William Murray explained that local markets did not
exist. PRN would like to see the Board encourage or promote CWLP to identify markets
that could use the remaining 30% of generated ash waste. Not only would this cost
nothing for CWLP, it would actually generate funding for other projects at the facility,
possibly appropriate boron treatment technology.
Alternative 2. The use of brine concentrator/spray dryer equipment for a zero liquid
discharge from the CWLP facilities has not been adequately considered.
CWLP abandoned equipment purchased that would have concentrated and dried the brine
solution, ultimately sending the pollutants to a landfill. Reasons cited include high cost,
difficult disposal of solid waste generated and new application of technology. These
reasons are unsubstantiated by the Petitioner and there is evidence that the technology
remains a feasible alternative. In a letter dated December 29, 2006 from William A.
Murray, Regulatory Affairs Manager for the City of Springfield to Albert Ettinger, Senior
Staff Attorney for Environmental Law and Policy Center, Mr. Murray states “Burns and
McDonnell’s study provided a recommendation to CWLP to pursue a brine
concentrator/spray dryer system for the treatment of wastewater from the new and
existing plant facilities. Though this system has a slightly higher capital cost over the
other technologies, the
proven
(emphasis added) application coupled with the more
simple operation would provide a more effective and reliable system for treating
wastewater from the plant facilities.”
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
In 2005, CWLP purchased the brine concentrator, spray dryer and related components
from Aquatech for $7M. This equipment would remove the salts (including boron) from
the wastestream by first concentrating it (brine concentrator stage) and then evaporating
the water out of it (in spray dryer). At one point, Aquatech recommended using a
softener/crystallizer, as used in several plants located in Italy, which would replace the
spray dryer and work to precipitate the salts and squeeze the water out. This process
produces a solid waste that is relatively easy to handle and very pure water that is then
recycled to the power plant. It is not clear why CWLP chose the energy-intensive spray
dryer option for their second stage when the same vendor was designing plants elsewhere
in the world to use the softener/crystallizer option. It is our understanding that the
crystallizer option is cheaper at the second stage, but it does requires pre-treatment
(softening) of the FGDS waste stream before it enters the first stage (brine concentrator).
CWLP already conducts conventional treatment (lime and soda ash softening),
converting the calcium salts in the purge water to sodium, thus paving the way for
treatment in the brine concentrator/crystallizer system.
Petitioners claim that use of the Aquatech equipment is a new application of the
technology and is yet unproven. On the contrary, the equipment is being used
successfully at five power plants in Italy and is scheduled for one additional facility in
Italy and for Kansas City Power & Light (KCPL) in 2009. Although the Petition states
that brine concentrators have not been used to treat an FGDS stream, these facilities have
the same SCR/FGDS technology as CWLP. In fact, a paper demonstrating the technical
feasibility of the Aquatech alternative for treating FGDS wastewater from coal-fired
power plants was presented at the International Water Conference in San Antonio in
October of 2008. The submitted abstract states the following:
Zero Liquid Discharge Systems Installed for ENEL Plants in Italy
M. N. Rao, Aquatech International Corporation (
Canonsburg, PA, USA
);
Sergio Donadono, ENEL (
Milano, Italy
)
Aquatech International Corporation was awarded the contract to supply and install
ZLD systems to treat FGD waste water from five coal-fired power projects for
ENEL (Ente Nazionale Energie Electtrica) in Italy. Each plant receives a wide
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
variety of coal that throws challenges in the treatment of this wastewater. Some of
the challenges include high concentrations of suspended solids, dissolved ionic
impurities e.g. calcium, magnesium, sulfate, heavy metals and chloride ions as
well as large fluctuations in the FGD wastewater blowdown quantity and quality.
Company has supplied the systems with softening the FGD waste stream as a
pretreatment step before it is routed into the ZLD systems. This paper discusses
design considerations and concept applied and compares the initial operational
data from the plants commissioned.
At the time of this letter, the formal published paper was not available for distribution.
A webinar by Devesh Mitall of Aquatech International entitled “FGD Purge ZLD”
(attached as Exhibit 1) also demonstrates the technical feasibility of this alternative.
Items to note include the following:
Slide 4: Four coal fired power plants in Italy have converted to a “zero liquid
discharge” system. One more is under construction. Each facility has employed
a brine concentrator and crystallizer designed by Aquatech.
Slide 5: The range of concentrations of boron for these facilities includes the
approximate boron concentrations of 450ppm produced by CWLP facilities.
Slide 17: Pictures provided show that the byproduct can be handled, bagged and
disposed of, in contrast to the opinion expressed by CWLP’s Doug Brown at both
the November 3 and December 16 hearings (transcripts, p. 51 and p. 36,
respectively)
Slide 23:
Burns and McDonnell have served as consultants to Kansas City Power
& Light (KCPL) and have recommended the brine concentrator system that will
be installed at the new facility going on line in 2009.
Several other documents describing Aquatech’s technology are attached as Exhibits 2, 3,
4, 5, and 6. Other companies are also designing plants to use this technology in Italy and
elsewhere, for example HPD, a Veolia Water Solutions & Technologies company based
in Plainfield, Illinois:
Shaw, William A. 2008. “Benefits of Evaporating FGD Purge Water.”
Power
. (March). 59-63. Available online at:
http://www.powermag.com/powerweb/archive_article.asp?a=60-
F_WM&y=2008&m=march.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
We encourage Petitioners and members of the Illinois Pollution Control Board to contact
the authors of these papers (W. A. Shaw, M.N. Rao or D. Mitall) with additional
questions regarding the application of this technology at the CWLP Dallman facility.
B. Petitioners Have Failed to Show that Treatment of Boron to Meet the Illinois
Water Quality Standard is Economically Unreasonable.
Petitioner must provide economic justification for the proposed rule as well as a
demonstration that the general rule is economically unreasonable.
35 Ill Adm Code §§
102.202 and 102.210.
As shown below, Petitioner has failed to meet these burdens and
the Petition must be denied.
1)
The long term operating expense of the proposed transfer and acceptance of the
FGDS wastestream to the SMSD Spring Creek Plant is the second most expensive
option and has virtually no realized environmental protection.
SMSD has contracted with CWLP to accept the FGDS wastewater stream, at a cost to
CWLP of $100,000/month, provided that its acceptance does not upset normal plant
operations. (Petition, p. 36) The estimated capital cost of the pretreatment system
including the pipeline to transfer the pretreated FGDS wastewater and chemical feed
system(s) to control odor to the SMSD Spring Creek Plant is $15.5 million. The annual
operating and maintenance cost, including the monthly payment to SMSD is $1.6 million.
Assuming that the monthly payment to SMSD will remain fixed and other annual
operating and maintenance costs will escalate by $10,000 per year, a pretreatment system
life of 30 years, and an interest rate of 8 percent, this equates to a present value of
$36,100,000 (a present value per electric service of $544). (TSD, p.18) Comparing these
values with those presented in Table 6-2 from the TSD entitled “Cost of Treatment
Alternatives for the Removal of Boron” we see that the alternative proposed by this
petition is the second most expensive option and does not actually treat or remove any
pollutants other than suspended solids.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
2)
CWLP has squandered $7M in equipment purchases (now abandoned) and
consulting fees to arrive at their ultimate solution of dilution.
In December of 2005, CWLP entered into a contract with Aquatech International
Corporation to provide equipment and technology for the wastewater treatment process at
CWLP’s power plant. CWLP requested a brine concentrator and spray dryer system and
was informed by Aquatech that high energy consumption of the spray dryer would
impact operating expenses. Aquatech proposed the installation of a crystallizer after the
brine concentrator instead of a spray dryer to address calcium chloride issues and produce
a solid waste stream that is easier to handle. According to Aquatech, the crystallizer could
significantly lower operating costs and allow CWLP to recoup the cost of the crystallizer
within a few years. Despite this recommendation, CWLP did not purchase the crystallizer
and instead moved forward with bidding for the brine concentrator and spray dryer.
Further, the equipment package (supply only) presented to CWLP by Aquatech was only
approximately 15% of the capital cost of $50 million that CWLP has cited in support of
this petition.
3) Failure to implement water conservations measures at CWLP’s power generation
facilities results in increased loadings of boron and unnecessarily increases the cost of
boron treatment.
Water conservation at CWLP’s power generating facilities would allow CWLP to meet
the water quality standard for boron. By conserving water as suggested by the consultants
Sargent & Lundy and Burns & McDonnell, Petitioner CWLP could substantially reduce
its boron loadings to the Sangamon River system and eliminate the need for an adjusted
standard. Burns’ analysis of the water conservation benefits of alternative ash handling
technologies was biased by their assumption (apparently at CWLP’s direction) that
conserved water was worth only $1.39/million gallons, which appears to be the cost of
pumping it out of Lake Springfield (Burns, p. 7-2). Elsewhere in their report Burns noted
that the benefit of water conservation would be greater if additional supplies had to be
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
procured. In fact CWLP has for 20 years been seeking a Clean Water Act permit to
spend more than $108M on a supplemental water supply.
C. Petitioners Have Failed to Provide an Accurate Assessment of the
Environmental Impacts of the Proposed Site-Specific Standard for Boron.
Petitioner must provide sufficient environmental justification for the proposed site-
specific rule in accordance with
35 Ill. Adm. Code § 102.202
, including a detailed
assessment of the environmental impacts of the proposed change. As shown below, the
environmental impacts will be far greater than revealed by Petitioner, making the
proposed rule unjustifiable.
1) FGDS wastestream will contain more than just boron.
First, it is important to note that all four stream segments of the Sangamon River at issue
in this Petition are considered impaired by the Illinois EPA and as such are unable to
support their designated uses. Of particular concern is stream segment E-26, impaired for
the designated use of aquatic life due to excessive levels of boron, total suspended solids,
total dissolved solids, silver, total phosphorus, total nitrogen, fecal coliform and
polychlorinated biphenyls (PCBs). Segment E-26 is the Sangamon River from the South
Fork of the Sangamon River to Spring Creek. This is the segment immediately
downstream of where Sugar Creek, also impaired, empties into the South Fork of the
Sangamon River.
Second, the discharge will contain a plethora of pollutants in addition to the boron
loadings. According to the Petition, “The FGDS blowdown is a means to remove
chlorides and other contaminants that would otherwise buildup in the system and cause a
corrosive environment in the stainless steel towers.” (p. 15). We know from other similar
facilities and from the Petitioner’s technical support documents that the FGDS
wastestream will contain boron, sulfates, TDS, TSS, nitrate, ammonia, selenium, iron,
cadmium, mercury, and manganese. Despite the presence of these additional pollutants,
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Petitioners have stated that the wastestream from CWLP will not receive any additional
treatment at the Springfield Metro Sanitary District Spring Creek Facility, other than
dilution.
See
December 16, 2008 Transcript of Hearing IPCB, pp. 41-43.
2) Organisms sensitive to boron are present in the receiving stream and must be
protected.
Aquatic plants play an important role in providing habitat, forage and breeding protection
for several types of aquatic residents in river systems. Although the Petitioners have
conducted a macrophyte survey at three locations within the 100 mile section of the
river(s) for which the adjusted boron standard is proposed, it appears that the survey does
not provide sufficient study of the affected stream and river beds or of the existing
macrophyte stands. The macrophyte study was conducted at Illinois EPA’s established
monitoring sites E-24, E-25 and E-26 located at Petersburg, Oakford and Riverton
respectively. A review of the material submitted in support of this Petition does not make
clear how much square footage of the stream and river beds were examined. It is
important to note that even if 5280 linear feet (1 mile in length) were surveyed on both
sides of the river, which is extremely doubtful, only 3% of the entire study length would
have been surveyed (3 miles out of 100 miles). Further, without a more thorough
examination of what other habitat, forage materials and breeding sites are available for
aquatic life to utilize, it is impossible to determine how critical a role existing macrophyte
stands play in the growth, reproduction and survival of the macroinvertebrates, mussels,
reptiles, amphibians, mammals and fish currently residing there.
In addition, there is no evidence that Petitioners conducted a wetland survey in the 100
mile length of river proposed for increased boron concentrations. Considering that many
plants are sensitive to low levels of boron, it is essential that Petitioners complete such a
survey to accurately determine the impact of boron on wetlands and to avoid their illegal
destruction.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
In 1994, an adjusted standard of 11mg/l was granted for CWLP and SMSD process
discharges to Sugar Creek for effluents high in boron, among other pollutants. This
adjusted standard has been in existence for nearly 15 years and provides an opportunity to
study the biota quality and quantity prior to and since the adjusted standard was granted.
When asked if the Petitioners or the Illinois EPA had conducted such a study to help
inform assumptions and predictions likely to result from the higher concentrations of
boron, etc in the Spring Creek and Sangamon River system from an adjusted standard,
the reply was no.
Further, Mr. Mosher of IEPA asserted that, because of the permit violations and levels of
boron exceeding 11mg/L to Sugar Creek, that any results of such a study would not be
comparable to anticipated conditions if an adjusted standard of 11mg/L were granted for
Spring Creek. After reviewing the concentrations of boron for segment EOA-01 on
Sugar Creek (IEPA’s Post-Hearing Document Submittal), downstream of Outfalls 003
and 004, Mr. Mosher’s opinion is unfounded. Of 72 values provided for the period
spanning January 1999 to February 2007, only six values exceeded 11.0mg/L and were as
follows: 14.0mg/L, 12.0mg/L, 15.0mg/L, 13.0mg/L, 16.0mg/L, 17.0mg/L. The average
concentration of boron during this period was 4.71 mg/L.
The Petition (p. 27) claims that “The
Technical Support Document for Petition for
Adjusted Boron Standards for Sugar Creek and the Sangamon River
(Hanson Engineers
Incorporated, March 1994) presented scientific evidence showing no detectable
degradation to Sugar Creek receiving discharges having boron levels as high as 18 mg/L
of boron. The 1994 Hanson study demonstrates the toxicological effects of boron at
varying concentrations on the biological community of an aquatic ecosystem.” This
report does not demonstrate
anything, however, it only predicts. Now, Petitioners and the
Agency have the opportunity to examine whether their predictions played out as expected
in order to inform the Petition at hand and its anticipated outcome. To not do so is
unscientific and irresponsible.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
3)
Boron water quality standard should be upheld and applied as enacted, until a
literature review and additional toxicity work is completed and determines that
existing uses can be protected with a revised standard.
IEPA personnel have asserted that the water quality standard is overprotective for aquatic
life and that the Illinois WQS was set at the level of 1 mg/L to protect irrigated crops
sensitive to boron. There are a number of problems with this argument. First, the
rationale behind establishing the water quality standard for boron has not changed.
Boron is an essential nutrient required especially at the early stages of the plant's growth.
At slightly higher concentrations, more than about 0.3 mg/L in the irrigation water, boron
can be toxic to boron-sensitive plants. Boron is adsorbed by the oxide surfaces of
particles of soil and is not readily leached, and may accumulate to toxic levels in the root
zone. Agricultural crops such as stonefruit trees, grapes, garden vegetables, berries,
wheat, beans and corn (p. 219, Table 3 in Boron and Its Role in Crop Production
by
Umesh C. Gupta, available online at http://books.google.com/books?id=TmusnFj-
0zoC&printsec=frontcover&source=gbs_summary_r&cad=0), are still sensitive to boron,
still grown in Illinois and still have the potential to be irrigated with Sangamon River
water. In fact, in consideration of future modeled scenarios in which irrigation may
become critically important as a result of climate change, we ought not to foreclose the
option of irrigating from 100 miles of river in some of the state’s most important
farmland.
Second, the Illinois EPA has announced that they will be contracting with the Illinois
Natural History Survey to further develop the boron toxicity database with the intention
of revising the boron standard. We do not agree with the Agency that the existing
toxicity database summarized by CWLP is adequate for the site-specific demonstration,
and maintain that the requisite information for deriving a revised water quality standard
must apply in all instances of a standard change, site-specific or not.
Prairie Rivers
Network asserts that until the Illinois EPA has completed their literature review and the
INHS has completed their additional toxicity work, the boron water quality standard
should be upheld and applied as intended.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
It should be noted that the federal criteria for boron is 750ppb. The Ministry of Water,
Land and Air Protection for the Canadian Council of Ministers of the Environment
(CCME) have set the ambient water quality guideline to protect freshwater life at 1.2
mg/L and to protect the water use of irrigation between 0.5 mg/L and 6.0 mg/L
(http://www.env.gov.bc.ca/wat/wq/BCguidelines/boron/boron.html). The State of
California publishes a notification limit of 1 mg/L for boron. The USEPA is considering
boron as a candidate of future regulation (EPA, 2005) and currently recommends average
lifetime exposure to boron be kept below a concentration of 0.6 mg/L (EPA, 1992).
D. The Illinois Pollution Control Board Cannot Grant a Site-Specific Water Quality
Standard That is Inconsistent With Federal Law
The Petition must demonstrate that the Board may grant the requested relief consistent
with federal law.
35 Ill Adm. Code § 102.210 (e).
Revisions to or adoptions of new water
quality standards must be submitted to the Administrator of the United States
Environmental Protection Agency (EPA) for review and approval in accordance with the
Clean Water Act.
33 U.S.C. § 1313(c), 40 C.F.R. § 131.20(c) (2)
A water quality standard
is a legally binding norm that describes the desired ambient condition for a waterbody
and includes “the magnitude (e.g. concentration), duration, or frequency that the State
would use to determine whether a waterbody is attaining any applicable water quality
criteria.
EPA Region 10. “Water Quality Standards: Authorities, Definitions &
Considerations.”
(January 13, 2009).
Clearly, a site-specific standard for boron is a water quality standard. As such, it must be
submitted to EPA for review and approval in accordance with the federal Clean Water
Act and its implementing regulations. A new or revised water quality standard has no
effect until EPA approves the change.
40 CFR § 131.21(c)
. Should the Board grant this
Petition, the change in water quality standards must then be submitted to EPA for its
review and approval.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
In addition, while the Board is not charged in this proceeding with determining whether
the necessary NPDES permits will be granted, the whole point of obtaining an adjusted
standard is to allow Petitioners to obtain the permits and to discharge additional
pollutants in accordance with those permits. Because Petitioners will be seeking to
discharge additional pollutant loadings into the Sangamon, the additional loadings of
boron and other pollutants must comply with the state’s antidegradation regulations.
See
35 Ill Adm. Code
§
302.105 (requiring a demonstration that existing uses will be fully
protected.)
35 Ill Adm.Code § 302.105 (c) (2) (B).
As noted above, however, Petitioners
have inadequately demonstrated that the increased loadings of boron will protect the
existing uses in the Sangamon River. At this point, Petitioners have not even fully
accounted for the existing uses in the receiving streams. Both federal law and the Illinois
Administrative Code call for a detailed assessment of existing uses and the environmental
impact of the requested relief on those uses. The requested relief cannot be granted until
Petitioners can show the full extent of those impacts and provide a scientifically
supported assurance that those uses will be protected despite the increase in boron
loadings.
Federal law also prohibits a new discharge of pollutants to impaired water bodies where
the discharge would cause or contribute to a violation of water quality standards.
40
C.F.R. § 122.4 (i)
. In this case, CWLP is seeking to send a new wastestream to SMSD’s
sewage treatment plant. As noted above, that wastestream would contain pollutants such
as TSS, TDS and ammonia that will ultimately be discharged to the Sangamon River, a
river that is already impaired by TSS, TDS, total phosphorus and total nitrogen. Adding
additional loadings of TSS, TDS and a deoxygenating waste such as ammonia will place
additional strains on an already impaired water body that could cause a violation of water
quality standards. By granting the site-specific standard requested without further
evidence of the impact on water quality, the Board would be setting the stage for a
possible violation of federal law. The requested relief should not be granted without
further study and assurances that the diverted waste stream will not cause or contribute to
the impairments in the Sangamon.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Additionally, it is not clear how SMSD will be able to meet other parameters in their
NPDES permit with the addition of the FGDS wastestream. In March 2004, SMSD
informed CWLP that it would not accept the wastestream from CWLP due to high
concentrations of chloride. Nevertheless, the Petition (page 14) states that "pumping the
CWLP FGDS wastewater to the SMSD Spring Creek Plant is not expected to have any
effect on the Plant, other than the increase in boron concentration in the effluent.” Given
this discrepancy, we urge the IPCB to further investigate how the SMSD will be able to
meet their NPDES permit limit for chlorides of 500 mg/L (35 Ill Adm. Code
§
302.208)
with the additional wastestream.
Moreover, although SMSD now claims that CWLP’s 270,000 GPD wastestream will be
insignificant compared to the 20 MGD flowing through the Spring Creek plant, it will be
difficult to meet the proposed adjusted standard of 11 mg/L during times of drought when
enough water may not be available for dilution. CWLP’s proposed solution is to use
holding tanks. The Petition states CWLP proposes collecting the FGDS wastestream in
a 250,000 gallon influent holding tank. This tank will provide about 22 hours of holding
time for the wastestream, anticipated to be approximately 187 gpm. Though Petitioners
assert that it is not their burden to characterize drought conditions for the last 25 years
(December 16 hearing transcript, p. 33), we disagree. The most recent significant drought
for the Springfield area occurred in 1988-89, 20 years ago. Any plans to meet NPDES
permit conditions and water quality standards should take into account possible and likely
conditions. It is precisely during these drought conditions, when the proposed adjusted
standard for boron of 11 mg/L is unlikely to be met, that river water will be used for
irrigating adjacent agricultural fields.
Petitioners further state that the system can be cycled through or cycled up as the water is
reused in the process to allow for an additional two days’ worth of storage time. When
wastewater is recycled and reused, any constituents in that water would continue to be
concentrated to greater concentrations with each cycle. Further, drought conditions often
persist for weeks, if not months, so an additional two days worth of storage hardly seems
adequate. Another potential option offered by CWLP was to reduce flow of water
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
17
through the power plant. Droughts, however, typically occur in the summertime, when
temperatures are high— precisely the time of peak power production and the greatest
time of need for cooling of the power plant rendering this option impracticable.
E. CWLP should have anticipated and remedied this problem years ago.
Finally, Prairie Rivers Network would like to call attention to the fact that the problem of
high concentrations of boron in the flue gas desulphurization blowdown wastewater
should have been anticipated at the time additional air pollution control technology, such
as the selective catalytic reduction system components, was installed on the Dallman
units. CWLP was provided with enough information to be able to understand, prior to
upgrading the air emissions control equipment, what had been released into the air and
what would, after installation of the SCR’s, be collected and disposed of in the
wastewater. Further, the concentration of boron, along with many other pollutants, has
been monitored on at least a monthly basis for Outfalls 003 and 004 to Sugar Creek since
1993. CWLP was equipped with the necessary information to be able to anticipate that
boron concentrations in both the ash pond discharge and FGDS blowdown would exceed
the water quality standard and should have remedied this problem several years ago with
a more sophisticated (and less environmentally damaging) solution than dilution.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
CERTIFICATE OF SERVICE
I, Traci L. Barkley, the undersigned, hereby certify that I have served Prairie Rivers
Network’s COMMENTS OPPOSING PROPOSED SITE-SPECIFIC BORON STANDARD
FOR CWLP & SMSD in R2009-008 upon:
Mr. John T. Therriault
Assistant Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street
Suite l1-500
Chicago, Illinois 60601
via electronic filing on January 29
th
, 2009; and upon the attached service list by depositing said
documents in the United States Mail, postage prepaid, in Chicago, Illinois on January 29
th
, 2009.
Respectfully Submitted,
Traci L. Barkley
Water Resources Scientist
Prairie Rivers Network
1902 Fox Drive, Suite G
Champaign, Illinois 61820
(217) 344-2371
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
SERVICE LIST- R2009-008
January 29
th
, 2009
Marie E. Tipsord
Illinois Pollution Control Board
James R. Thompson Center
100 W. Randolph, Suite 11-500
Chicago, Illinois 60601
Michael D. Mankowski
Assistant Attorney General
Office of the Attorney General
Environmental Bureau
500 South Second Street
Springfield, IL 62706
Joey Logan-Wilkey, Assistant Counsel
Illinois Environmental Protection Agency
1021 North Grand Ave. East
P.O. Box 19276
Springfield, IL 62794-9276
Katherine D. Hodge
Hodge Dwyer Zeman
3150 Roland Avenue
P.O. Box 5776
Springfield, Illinois 62705-5776
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Reality At
Presentation By
Devesh Mittal |&| Greg Mandigo
McIlvaine Webinar November 12
th
2008
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
“Ccrai”
A Solution To Pollution!
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
ENEL, Italy
Torrevaldaliga
Locations
LaSpezia
Fusina
Sulcis
Brindisi
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Enel
Locations
ENEL
Location
Power MW
(Wet FGD)
ZLD Cap.
in GPM
Date Stopped
Discharge
Brindisi
4 x 660
BC 2 x 300
FC 1 x 77
August 2008
Fusina
2 x 330
2 x 165
BC 2 x 150
FC 1 x 55
May 2008
Sulcis
1 x 240
BC 1 x 55
FC 1 x 22
June 2008
LaSpezia
1 x 600
BC 1 x 66
FC 1 x 27
November 2008
(Under Testing)
Torrevaldaliga
3 x 660
BC 2 x 155
FC 1 x 62
December 2008
(New Power Plant)
BC = Brine Concentrator FC = Crystallizer GPM = Gallons / Minute MW = Megawatt
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
pH:
6.5
–
8.0
?
Temperature:
100
–
110
0
F
?
Hardness (Ca + Mg):
17,500
–
28,000 ppm CaCO
3
?
Sulfates:
3500
–
7000
ppm
?
Chlorides:
10,000
–
30,000 ppm
?
Total dissolved solids:
20,000
–
50,000 ppm
?
COD / BOD:
None
–
1500
ppm *
?
Trace Heavy metals:
10
–
100
ppm
?
Selenium:
0.5
–
15
ppm
?
Boron:
25
–
650
ppm
?
Ammonia Nitrogen:
5
–
35
ppm
?
Nitrate Nitrogen:
25
–
500
ppm
*dependent on usage of buffers like DBA or Formic acid
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Quality of coal
?
Make up water source
?
Scrubber design
?
Scrubbing agent composition
?
Scrubber additives (DBA, other organics)
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
FGD
Purge
WW
PC
Treatment
Treated
Wastewater
Discharge
1
Biological
Process (Aerobic
/ anaerobic)
2
Evaporator
Concentrate
Disposal on
Fly Ash
3
Crystallizer
Spray
Dryer
Zero
Liquid
Discharge
4
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Physical Chemical (Well Established)
?
Calcium Sulfate desaturation & clarification
?
Sulfide precipitation & clarification
?
Biological treatment (Developing)
?
Selenium & heavy metal reduction
?
BOD & or N reduction
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Is this really a complete solution?
?
Limited number of constituents reduced
?
High salinity still being discharged
?
What about tightening regulation?
Coal
Burning
FGD
Scrubber
Clean
Air!
Purge WW
Treatment
Clean
Water?
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Constituent Key Issue /
Discharge Limit
Impact by physical chemical or biological
treatment
Calcium
Scaling
Reduction by precipitation
Sulfate
Scaling w/hardness
Settling in clarifier w/hardness
Chloride
Corrosion
No reduction
TDS
Discharge issues
No reduction; likely to increase
Mercury
Limits getting
stringent i.e. in ppt
Reduction possible; requires elaborate process
including ion selective ion exchange resins
Selenium
Limits getting
stringent i.e. ppb
Selenites can be reduced in physical chemical;
lower limits require biological treatment
Nitrates
Some cases have seen
3 ppm total nitrogen
Requires nitrogen reduction via biological
process; difficult in high TDS environment
Trace metals Site specific issues
Depends on the trace metal
Boron
Site specific issues
No reduction
TDS = total dissolved solids ppt = parts per trillion ppb = parts per billion
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Purge WW
Tank
Physic0/Chemico
+ Biological
Treatment
Liquid
Discharge
Purge WW
Tank
Physic0/Chemico
+ Zero Liquid
Discharge
Sludge
to landfill
Dilution Water
(for process control)
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Technology does not exist
?
Existing technology
?
Does not work
?
Is extremely expensive
?
Is difficult to operate
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Technology does not exist
?
Existing technology
?
Does not work
?
Is extremely expensive cost comparable to physico
chemical & biological treatment
?
Is difficult straight forward to operate
?
No liquid discharge; complete solution
?
Process simplicity; elimination of biological
treatment possible
?
N ily g i’i
biologist or biochemist to run the unit
?
Higher operating reliability
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Corporate social initiative (ENEL)
?
Permitting issues
?
Discharge not allowed
?
Discharge limits stringent or not achievable by physical
chemical or biological treatment
?
Waste water characteristics
?
Variation due to variety of coal used
?
Constituents not treatable by other processes e.g. boron
?
Cost of waste water treatment
?
Cost comparison with biological treatment
?
Capacity of waste water treatment unit
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Parameter
as ppm
Brindisi
Fusina
LaSpezia
Sulcis
Torrevaldaliga
Suspended Solids
1 to 1.5%
1 to 1.5%
1 to 1.5%
1 to 1.5%
1 to 1.5%
Calcium, Ca
42,00
8,400
8,400
1,200
12,000
Magnesium, Mg
250
4,500
4,500
1,200
6,400
Sulfate, SO4
11,900
10,900
10,900
24,500
17,700
Chloride, Cl
22,800
25,000
25,000
15,400
30,000
Nitrate, NO3
300
300
300
Fluoride, F
25
350
1,000
Alkalinity, HCO3
80
600
600
?
Each power plant uses multiple sources of coal; worst value from several
coal values reported above for each parameter
?
Each ZLD plant designed for over 30,000 ppm TDS in feed
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
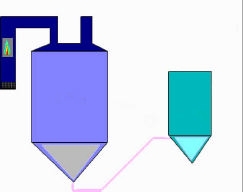
Lime Clarifiers
Brine Concentrator
Crystallizer
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Belt Press
Sludge Handling
Sludge For Disposal
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Fusina
Sulcis
LaSpezia
Torrevaldaliga
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Coal
?
Imported from several countries
?
Variability in purge waste water
?
Evaporator
?
Operated in seeded slurry mode
?
WW feed variability managed by local operators
?
Sludge
?
Calcium carbonate sludge recycled to scrubber
?
Evaporator sludge
?
Approx. 85% plus dry solids
?
Non classified; disposed through authorized agency
?
Passed leachability (TCLP)
?
Distillate recycled to scrubber and cooling tower
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Requires prior experience
?
Careful consideration of waste water data
?
Proper selection of metallurgy
?
Proper selection of operating parameters i.e.
pH, concentration factors, etc.
?
Design safety margin important
Once properly designed,
operating issues are straight forward
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Clean tubes after 6 months of operation
?
Equipment operated by local operators
?
Operating parameter controls already set
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Aquatech evaporators in IGCC units
operating for 20 to 25+ years
?
North Dakota Gasification (Lurgi Process)
?
Tampa Electric (Texaco Process)
?
Demkolec IGCC (Shell Process)
?
Upcoming IGCC projects
?
CO2 capture retrofits or new units
?
Coal plant cooling tower ZLD
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Purge
WW
Settling
Clarifier
Distillate
for reuse
Brine
Concentrator
Clarifier
Sludge
Concentrate
to fly ash
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
pH
6.0
?
Suspended solids
30,000
ppm
?
Calcium
4,250
ppm
?
Magnesium
950
ppm
?
Sodium
590
ppm
?
Potassium
25
ppm
?
Iron
15
ppm
?
Chloride
10,000
ppm
?
Sulfate
1,320
ppm
?
Nitrate
90
ppm
?
Fluoride
12
ppm
?
Silica
28
ppm
?
Alkalinity
280
ppm
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
“Trly ar ”
Clean Coal
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
?
Devesh Mittal 281.794.3113 or mittald@aquatech.com
?
Aquatech Technical Material
?
International Water Conference Papers
?
IWC 06 Hoskin & Mittal
?
IWC 06 Bjorklund
?
IWC 07 Mandigo
?
IWC 08 Donadono & Rao
?
Project profiles
?
Technical write ups and flow diagrams
?
Project specific design assistance
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
?
Aquatech International Corporation 2008 (DM Nov 10, 08)
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Aquatech International Corporation
One Four Coins Drive; Canonsburg, PA 15317 USA
T: 724-746-5300 F: 724-746-5359 aic@aquatech.com
www.aquatech.com
PROJECT PROFILE SERIES #39
Coal Fired Power Plant Achieves ZLD
for FGD Wastewater
The Facility
Illinois’ City of Springfield’s Dallman Power Station’s
three coal-fired units and soon to be installed fourth unit,
are equipped with flue gas desulfurization (FGD) systems
(scrubbers) to control sulfur dioxide (SO
2
) emissions.
The Problem
A sharp increase in boron concentration in the FGD
wastewater required that The City of Springfield Office of
Public Utilities and the Illinois Environmental Protection
Agency develop a boron mitigation strategy to remove
the boron from the waste streams at the power genera-
tion facility. This meant including a new FGD wastewa-
ter treatment (Zero Liquid Discharge or ZLD) plant for
the power plant. The elevated boron levels are caused
from ammonia carryover due to the Dallman Unit’s
Selective Catalytic Reduction (SCR) systems’ nitrogen
removal process.
The Solution
In December 2005, Aquatech received a ZLD contract
for the mitigation of boron from the FGDWastewater
generated at the Dallman Power Plant from the City of
Springfield in Illinois.
Under this contract Aquatech will provide a ZLD
system comprising of 2 x 60% Brine Concentrators
(total treated flow of 240 gpm) followed by spray
dryers that will treat blowdown from the FGD scrub-
bers installed at the coal fired power plant. At full
load, the ZLD facility will treat wastewater generated
by the existing unit and the new one under construc-
tion.
The ZLD Evaporation System is a fully integrated
automated system incorporating a mechanical
vapor compression falling film seeded slurry brine
concentrator and a spray dryer system. The high
purity distillate produced in this system will be used as
makeup to the cooling tower or boiler feed water
treatment system.
The ZLD System is designed for automatic steady state
operation and will minimize operator attention. The
materials of construction have been selected to resist
corrosion and ensure a long plant life.
Features and Benefits of Aquatech Brine
Concentrator Design in FGD Service
Optimized Materials of Construction for FGD service
FGD Blowdown contains elevated levels of calcium
and magnesium chloride and other similar salts. As
these salts concentrate in an evaporator they be-
come increasingly corrosive because of which
the evaporator materials of construction need
to be upgraded to expensive materials such as
titanium and nickel based alloys. Aquatech has
provided an innovative design in these brine
concentrators. The design innovations limits the
concentration of chlorides within levels that
allow the use of more conventional materials of
construction.
Optimized Vapor Compressor for FGD Service
Another benefit of limiting the chloride concen-
tration in the brine concentrator is on the selec-
tion of vapor compressor. The vapor compressor
selected is less likely to be subjected to corrosive
conditions and vibration problems that could
exist in systems deployed in FGD service.
Superior Brine Distribution System
Aquatech’s
proprietary dual perforated plate distribution
system has a proven track record of superior flow
distribution of brine to the tubes practically
eliminating chances of tube plugging. Unlike
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
PROJECT PROFILE SERIES #39
Design Feed Chemistry
Flow Rate, gpm ........................................................... 200
Chemical Composition, m/l
Calcium, as Ca ............................................................ 8702
Magnesium, as Mg ...................................................... 1764
Barium, as Ba .............................................................. 1
Boron, as B ................................................................. 881
Sodium, as Na ............................................................. 159
Potassium, as K ........................................................... 53
Iron, as Fe ................................................................... 44
Bicarbonate, as HCO
3
........................................................................... 300
Chloride, as Cl............................................................. 15000
Sulfate, as SO
4
............................................................................................ 3525
Nitrate, as NO
3
............................................................................................ 98
Fluoride, as F .............................................................. 35
Total Dissolved Solids, mg/l .......................................... 30,561
Total Suspended Solids, mg/l ....................................... 206
Total Oil and Grease, mg/l ............................................ <1
pH ............................................................................... 7.3
Process Flow Diagram
individual tube inserts which routinely plug up in high
suspended solids brines like FGD blowdown,
Aquatech’s distributor assures uniform flow of brine
across the entire tube bundle and down the inside
wall of each tube.
Superior Mist Elimination System
Aquatech’s design
include mist eliminators that prevent droplets
containing concentrated chloride salts from pass-
ing into the vapor compressor thus preventing
pitting corrosion of compressor impeller and suc-
tion expansion joints. Aquatech’s unique design of
the mist eliminators provides easy access and
cleaning of internal sump mist eliminators eliminat-
ing the need for complicated shutdown of evapo-
rator equipment and the need to install temporary
scaffolding inside the sump.
Aquatech employs a proprietary two-stage external
mist eliminator using horizontal flow chevrons for
the brine concentrator which is very efficient at
eliminating brine droplets which become entrained in
the water vapor. The distillate produced typically
contains less than 10 ppm nonvolatile solids, even
with very high TDS levels in the evaporator sump. In
Aquatech’s brine concentrator design for FGD ser-
vice, the efficiency of the mist eliminator combined
with the low chloride salt concentration maintained
in the evaporator sump and high alloy construction
of the vapor compressor plus the ability to rinse the
compressor rotating assembly with water during
operation means that corrosion potential on the
vapor side of the evaporator is practically eliminated.
Inspection and access to the external type mist
eliminator is very straightforward as the entire mist
eliminator assembly is directly accessible from the
platform manway.
Wastewater
Feed
Feed
Preheater
Deaerator
Falling Film
Evaporator
Mist
Eliminator
Vapor
Compressor
2 x 60%
2 x 60%
Solids
Spray Dryer
Bag Filter
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
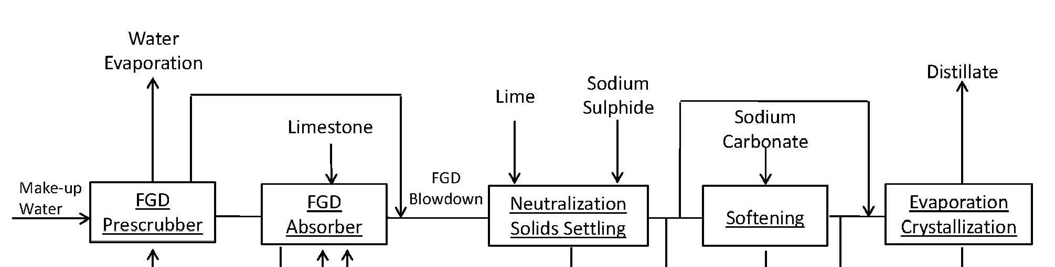
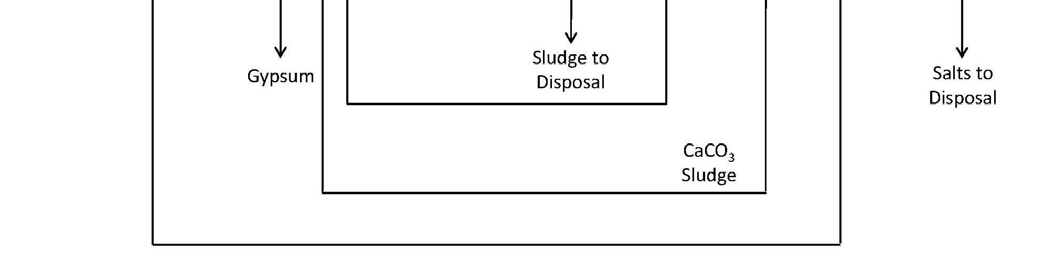
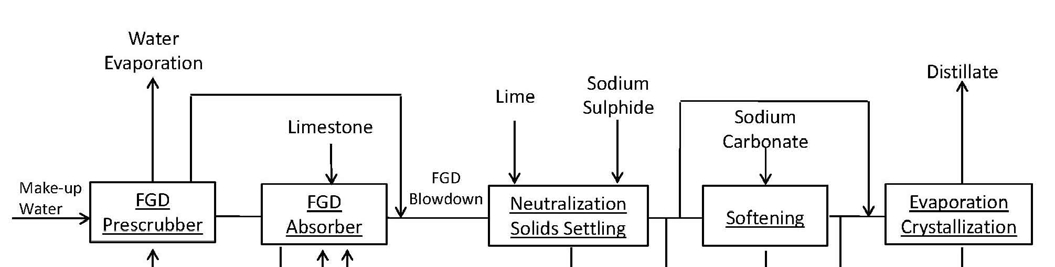
The Solution
To overcome the problem, ENEL selected the Softening
–Evaporation – Crystallization (SEC) process to treat the
wastewaters and reuse/conserve fresh waters.
Aquatech supplied, installed, commissioned the ZLD
plant as an EPC contractor with local associates.
The SEC plant comprises of 2X50% Softener Clarifiers
(calcium reduction by soda ash dosing), 2x50% Falling
film type Brine Concentrators (each equipped with two
vapor compressors operating in series), 1x100%
Crystallizer (equipped with Thermocompressors) and
2x50% Belt Filter Presses. The plant also includes several
chemical dosing systems, storage tanks, pumping
systems, electrical works (MCC, cable trays, cabling
etc), Controls & Instrumentation.
The Zero Liquid Discharge (ZLD) plant is a fully integrated
automated system. The Brine Concentrators operate in
seeded slurry mode. Each Brine Concentrator is
equipped with external mist eliminator for ease in
maintenance. The Crystallizer operates in forced
circulation method.
The industrial grade soft water and high purity distillate
produced in the system will be used in the main power
plant.
PROJECT PROFILE SERIES # 51
ENEL Power, Italy – Brindisi Project – ZLD Plant for
FGD Wastewater Treatment
The Facility
The Brindisi Sud Power Plant is equipped with four coal-
fired units each of 660 Mwe capacity. Units normally
fire imported coal with < 1% Sulphur. The flue gases are
treated sequentially by SCR-DeNOx with ammonia as
reagent, High efficiency ESP to remove fly ash and
wet limestone gypsum forced oxidation DeSOx. Each
unit is equipped with a 2x50% DeSOx lines each with a
prescrubber for final dedusting and gas saturation and
an absorber. The blow down from both prescrubber
and absorber along with other wastewaters are sent
to a Wastewater treatment plant where in the first
stage lime and sodium sulphide are added to remove
metals; in the second stage ferric chloride is added to
remove suspended solids and in third stage hydrogen
peroxide us added to remove oxidizing agents. The
prescrubbers are fed with sea water and at the WWTP
the brine was treated and discharged into the
Adreatic Sea.
The Problem
Wastewaters from FGD treatment plant can no longer
be discharged into the sea due to tough Italian and
EU environmental regulations. In order to overcome
this major environmental problem, ENEL decided to
feed the prescrubbers with fresh and recirculated
waters and install the Zero Liquid Discharge (ZLD) plant
so that no industrial wastewater discharges are
allowed by the entire power plant.
Aquatech International Corporation
One Four Coins Drive; Canonsburg, PA 15317
T: 724-746-5300 F: 724-746-5359 aic@aquatech.com www.aquatech.com
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
PROJECT PROFILE SERIES # 51
PROCESS FLOW DIAGRAM
DESIGN FGD WASTEWATER ANALYSIS
Design Flow ............... 140 M3/hr
(PT Plant)
Calcium: ..................... 4200 ppm
Magnesium: …………..200 to 250
ppm
Potassium .................. Balance
Sodium: ...................... 1757 ppm
TSS ............................. 80 ppm
pH................................ 9.5 to 10
Bicarbonate ............... 80 ppm
Phosphates ................. 25 ppm
Chlorides .................... 22800 ppm
Nitrates ....................... 300 ppm
Sulfate………………….1700 ppm
SiO2 …………………….10 ppm
Aquatech International Corporation
One Four Coins Drive; Canonsburg, PA 15317
T: 724-746-5300 F: 724-746-5359 aic@aquatech.com www.aquatech.com
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Aquatech International Corporation
One-Four Coins Drive; Canonsburg, PA 15317 USA t) 724 746 5300
f) 724 746 5359
www.aquatech.com
Zero Liquid Discharge System
Overview
The Aqua-Chem ICD Zero Liquid Discharge System is a fully integrated automated system incorporating a mechanical
vapor compression brine concentrator, a forced circulation crystallizer, and solids dewatering. High purity distillate
produced in this system can be used for cooling tower or boiler makeup water.
The Aqua-Chem ICD Zero Liquid Discharge System typically follows a reverse osmosis (RO) preconcentrator. High TDS
and saturation in low solubility scaling salts such as calcium sulfate (CaSO
4
) and silica (SiO
2
) limit the percentage of water
which can be recovered by an RO system. Feedwater saturated in CaSO
4
and/or SiO
2
is also very difficult to concentrate
in a normal evaporator but can be handled in the Aqua-Chem ICD brine concentrator. The process, also called seeded
slurry evaporation, involves establishing and maintaining a slurry of calcium sulfate seed crystals in the circulating brine in
the evaporator. With careful thermal and mechanical design, the SiO
2
and CaSO
4
will precipitate preferentially on the
recirculating crystals instead of on the tubes. The brine concentrator is capable of concentrating the wastewater to near
saturation in the sodium salts without scaling the heat transfer tubes.
The remaining water is evaporated in the forced circulation crystallizer. This evaporator easily handles the crystallization
of the remaining salts regardless of the exact chemical analysis. The salts are removed as a cake by a (filter press,
centrifuge).
The Aqua-Chem ICD Zero Liquid Discharge System is designed for automatic steady state operation and will require little
operator attention. The materials of construction have been selected to resist corrosion and ensure a long plant life. The
system is very reliable. The pumps and compressor typically operate years without significant problems, given periodic
maintenance typical for rotating equipment. Almost any problem can be fixed in a day. The system is designed to
minimize scaling of the heat transfer surfaces; however, it is also designed to operate in a slightly fouled condition, so
normal fouling or scaling will not affect the design capacity of the unit. Chemical cleaning of the system is typically
required once or twice per year.
Process Description
The feed is acidified with H
2
SO
4
to a pH of 5.5 which converts bicarbonate to dissolved CO
2
for removal in the deaerator.
The bicarbonate is removed to prevent scaling of the brine concentrator tubes with calcium carbonate (CaCO
3
). A small
amount of scale inhibitor is metered into the feed to avoid scaling in the feed/distillate plate heat exchanger. Depending on
the amount of calcium in the feed, the anti-scale may be reduced or eliminated.
The feed/distillate heat exchanger, a plate and frame type with titanium plates, preheats the feed with outgoing hot
distillate. The heated feed flows to the deaerator to remove dissolved carbon dioxide and oxygen, to minimize corrosion in
the system. Aqua-Chem ICD uses a flashing deaerator which does not utilize packing, thereby avoiding plugging
problems. The feed is sprayed into the pressurized, barometric half of the deaerator which further heats the feed with low
pressure evaporator vent vapors. The feed then flashes into the low pressure portion of the deaerator. A small fraction of
water from the feed is vaporized, along with the dissolved carbon dioxide and oxygen, which are virtually eliminated by
this step. Typical dissolved oxygen content in the deaerated feed is 10 ppb.
The feed then flows to the brine concentrator vessel. Calcium sulfate scale is managed in this vessel by proper feed
pretreatment and by providing adequate seed crystal surface area dispersed homogeneously in the brine slurry. The seed
crystals prevent supersaturation extremes and promote crystal growth rather than scaling on the heat transfer surface.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Aquatech International Corporation
One-Four Coins Drive; Canonsburg, PA 15317 USA t) 724 746 5300
f) 724 746 5359
www.aquatech.com
The seed crystals are added as gypsum to the seed makeup tank at startup to establish the circulating slurry. As the brine
is concentrated and some is pumped to the crystallizer, seed crystals are replenished by natural generation from calcium
and sulfate ions in the incoming feed water. A seed thickening tank is provided to recycle seed crystals back into the brine
concentrator if the natural seeding level is too low. A CaCl
2
injection system is provided to add Ca+2 directly into the feed
line if the incoming Ca+2 concentration is too low. Both of these systems are used to maintain adequate seed crystal
concentration in the brine concentrator.
The brine concentrator vessel is designed with a long bottom channel to provide sufficient residence time for crystal
growth. A vapor separator with mist eliminators is used to remove entrained droplets of brine from the vapor before it
flows to the compressor. The mist eliminators are periodically sprayed with hot distillate to dissolve any accumulated
solids.
Vapor generated in the brine concentrator flows to a mechanical compressor, which increases its saturation pressure and
temperature. Then the compressed vapor flows to the shell side of the brine concentrator in lieu of external heating steam.
The vapor is condensed on the outside of the tubes, transferring heat to the circulating brine on the tubeside. Condensed
vapor (distillate) is pumped out of the system. Some of the distillate is sprayed into the compressor discharge duct to
desuperheat the compressed vapor.
The brine concentrator is designed with a very low delta-T (temperature difference between the heating medium and the
boiling brine) and a high recirculation rate. The two main benefits are reduced scaling rate and a lower compressor power
requirement. Energy economy is maximized by utilizing distillate and vent stream heat. The system is designed for low
make-up steam at steady state operation.
The brine is concentrated to approximately 25% total solids in the brine concentrator. To maintain a solids balance in the
system, part of the concentrated brine is continuously pumped from the brine concentrator to the forced circulation
crystallizer.
Recirculated brine is pumped through the forced circulation heat exchanger where it is heated with steam from the brine
concentrator to above its normal boiling temperature. Boiling of the brine in the heat exchanger is suppressed due to
sufficient static head. Boiling in the heat exchanger would cause scale formation on the heat transfer surface. The heated
brine then enters a flash tank operating at a slightly lower pressure, causing flash evaporation of water and formation of
salt crystals in the brine. High recirculation rates are used to keep the contact time on the heated surface low, reducing
the scaling rate of the heat transfer surface.
Once every eight hours the a batch of slurry is discharged from the crystallizer to the filter press feed tank. This slurry is
fed to the filter press, which separates out the salt crystals as a cake. The liquid portion, saturated in dissolved salts, is
returned to the forced circulation crystallizer. The salt cake is dumped at 8 hour intervals into a hopper for disposal. This
sequence is manually initiated, and requires an operator to be present to assure that the plates have properly released
the salt cake.
Vertical Tube Falling Film Evaporator (Brine Concentrator)
Falling film vertical tube evaporators use vertical tube bundles with brine evaporating from a thin film on the inside of the
tubes. Brine is distributed in a thin film down the inside of the tubes. The brine absorbs heat from condensing water vapor
on the outside of the tubes. The latent heat of vaporization transfers from the water vapor through the tube wall to the thin
brine film on the inside of the tube. For every kilogram of water vapor that condenses, approximately one kilogram of
water is evaporated from the brine film.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Aquatech International Corporation
One-Four Coins Drive; Canonsburg, PA 15317 USA t) 724 746 5300
f) 724 746 5359
www.aquatech.com
The vapor condensing on the tube bundle is primarily water vapor but can also contain air and other non-condensables.
These non-condensables will stay in the vicinity of the tube walls and impede heat transfer unless swept away by
sufficiently high vapor velocities. A vent on the evaporator body continuously removes the non-condensables to maintain
high heat transfer coefficients and to prevent loss of driving force (differential temperature) through excess subcooling of
the heating vapor.
The brine is introduced at the top of the vessel and flows in a downward direction as a falling film. The brine is uniformly
and generously directed to the full circumference of each tube as a thin film. Because the recirculation rate is many times
greater than the evaporation rate, only a small change in concentration occurs down the tube length as evaporation takes
place. The recirculation rate is chosen conservatively to ensure that the heat transfer surface is well wetted and localized
drying is not encountered.
A proprietary dual perforated plate distributor ensures that the liquid is evenly distributed to the tubes. The plates have
holes larger than 13 mm and have been proven to be much less susceptible to plugging than other designs including
individual weir inserts or swirler inserts.
Careful design eliminates areas where the solids and impurities may collect and impede liquid flow and heat transfer.
Design features include large holes in the distribution system, sloped bottoms, and smooth entrance to pump suctions.
Mechanical Vapor Compression (VC)
Vapor compression is a highly efficient process using mechanical energy input to achieve evaporation and condensation.
The fundamental difference between the vapor compression unit and the conventional evaporator is that the latent heat of
vaporization is fully utilized in the VC evaporator. Since the evaporator also serves as the condenser, essentially all of the
latent heat is recycled, with no rejection of heat to cooling water.
The evaporated vapor flows through the mist eliminator to the suction of the compressor. The compressor does work on
the water vapor increasing the saturation pressure of the water vapor so that when it condenses, it does so at a higher
temperature. The compressed vapor flows to the heating side of the evaporator. As it condenses, it transfers the latent
heat of vaporization back to the liquid film on the tubeside.
The compression process produces discharge vapors that are superheated (i.e. hotter than the corresponding saturation
temperature). Scaling, excessive fouling, and stress corrosion can occur if the superheated vapor is allowed to condense
on the evaporator tube bundle. This scaling would occur as the sensible heat is transferred through the tube. To remove
the superheat in the compressed vapor discharge, desuperheating water (in the form of distillate) is sprayed into the vapor
stream. This distillate is very near the saturation temperature so latent heat is not removed from the vapor stream and can
be used for the evaporation process.
A multi-stage centrifugal blower is used for the brine concentrator. It is coupled to a motor-driven gearbox. This type of
compressor is very simple and easy to maintain. System turndown is achieved by the adjustment of the blower discharge
damper valve. Turndown to 65% of rated capacity can be attained in this manner.
Control
The system is designed for automatic cascade control. Evaporation rate in the brine concentrator is based on an operator
setpoint. The damper valve at the compressor discharge controls vapor flow to the brine concentrator based on the
distillate flow rate out of the system. All other flow rates automatically adjust based on this setpoint. The feed rate is based
on distillate outflow and brine level in the brine concentrator. Pressure (and indirectly temperature) in the brine
concentrator is controlled by venting excess steam to the atmosphere or by allowing external steam into the system. The
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Aquatech International Corporation
One-Four Coins Drive; Canonsburg, PA 15317 USA t) 724 746 5300
f) 724 746 5359
www.aquatech.com
concentrated brine flow rate is remotely set based on feed and distillate flows. Operational parameters of system
pressure, sump level, distillate level, and concentrate flow will be automatically controlled based on changes to the
desired evaporation rate.
Operation
The system is designed for manual start-up and automatic operation. The feed chemistry should be monitored
periodically. Sufficient safeguards and interlocks to prevent unsafe conditions or equipment damage are included in this
design. When the system is shut down it is important to either keep the system pressurized with steam to keep oxygen out
or drain and flush the system to remove the chlorides. Chlorides in the presence of oxygen will accelerate corrosion and
reduce equipment life.
Maintenance
The required maintenance for this Aqua-Chem ICD Zero Liquid Discharge System is typical for commercial process
equipment containing high quality industrial duty components. The unit's rotating equipment, such as pumps and
compressors, require periodic adjustment, lubrication, and servicing of components such as seals. Instrumentation was
specifically chosen to be durable and trouble free, but will require periodic adjustment and recalibration. If recommended
spare parts are kept on hand and a preventative maintenance program is implemented, then the net availability (operating
factor) can be expected to exceed 95%. The required maintenance procedures, recommended spare parts, and
recommended preventative maintenance program will be provided by Aqua-Chem ICD.
Washing
The heat transfer surface has been designed to operate at capacity with lightly scaled heat transfer surfaces. An
occasional manual adjustment of the compressor valve will maintain the system capacity as the evaporators slowly scales
and loses performance. When this valve has been fully opened and the necessary capacity can no longer be maintained,
a chemical wash will be required to restore performance. A complete chemical cleaning procedure will normally take
between 12 and 24 hours. The evaporators are normally cleaned by recirculating a hot 10% EDTA solution (diluted Nalco
760 for example) with the recirculation pumps. The cleaning solution is injected into the recirculation line. The solution is
maintained hot (70
°
C) by using a small amount of steam flow through existing controls. Cleaning frequency for an
evaporator of this type is typically once or twice per year.
It may be economical to hydroblast prior to cleaning with EDTA. This reduces the amount of EDTA required. We
recommend a professional hydroblast crew do this work. Two 600 mm manholes on the top channel facilitate easier
distribution plate removal and tube blasting.
Materials of Construction
Due to the relatively high chloride content the major vessels wetted materials are 6% molybdenum stainless steel such as
254 SMO or AL6XN. Tubes are titanium grade 2. Other materials used for brine service include fiberglass, CD4MCu,
Hastelloy C, and 316L Stainless Steel as applicable. Use of these materials will assure equipment life beyond 20
operating years.
Spare Parts
Installing spare pumps in brine service would lead to stagnant areas and potential corrosion. Considering the high
reliability of these pumps, it is better not to install spares but keep shelf spares. In the event a pump replacement is
necessary, the feed storage tank would be used to collect the feed flow as it would be when the unit was shut down for
cleaning. Upon startup the excess capacity designed into the unit will process the stored feed.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Raw Water Treatment
Ion Exchange
Membrane Processes
Recycle/Reuse
Zero Liquid Discharge
Industrial Concentration
Desalination
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
Aquatech International Corporation, a leading supplier of industrial
water and wastewater treatment systems and services located in
Canonsburg, Pennsylvania in the USA, has provided Technology
Leadership and Performance Excellence to the industry since 1981.
Backed by cutting edge technologies and supported with offices
worldwide, Aquatech is well suited to be your preferred partner for
optimal water and wastewater systems, a fact well demonstrated at
thousands of operating systems in 45 countries.
Aquatech is a Full Scope company offering solutions from Concept
to Commissioning and Troubleshooting in:
• Power Generation • Refineries
• Electronics
• Petrochemical
• Chemical
• Pharmaceutical
• Fertilizer
• Pulp & Paper • Semiconductor
• Automotive
• Steel
• Food & Beverage
Aquatech provides a full spectrum of water and waste-
water treatment. Whether the feed source is Surface
Waters, Well, Sea or a Wastewater Stream, Aquatech
offers the expertise and experience to purify it to your
industry’s specific need-- for cooling tower makeup or
boiler feed, process hosts or electronics grade.
Aquatech offers a strong product portfolio in optimal
treatment systems customized to satisfy specific needs
for a project. Whether the factors governing project
requirements are process or regulatory, Aquatech pro-
vides the products and technologies to offer a cost-effective treatment
scheme from pretreatment to zero liquid discharge or a combination.
As a designer and supplier of water and wastewater treatment
systems and services worldwide, Aquatech has developed an unpar-
alleled global sourcing capability providing our customers with the
same unmatched quality and maximum value through elimination of
non-value added expenses.
Aquatech’s highly trained field service engineers, located strategically
in different geographical areas around the globe, ensure quality service
in a timely and expeditious manner to help us realize our core value
of Customer Satisfaction.
Performance
Excellence &
Technology
Leadership
Aquatech can be your single
source supplier, offering one
or several technologies for an
optimal system configuration
suiting specific project
requirements, or combining
select processes to recycle
waste and offer a zero liquid
discharge facility.
Canonsburg Plant
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
PRETREATMENT
Regardless of the feed source – Surface Water, Well Water, Sea Water or Wastewater
– Aquatech provides any of the following processes or a combination to make it
suitable for the downstream processes:
M
EMBRANE PROCESSES
Aquatech provides a complete range of membrane processes. In addition to
conventional reverse osmosis, Aquatech offers systems incorporating HERO
TM
technology. A HERO
TM
-based system can tolerate silica levels in excess of 2000 ppm in
reject and operates at recoveries exceeding 90%. This, coupled with its tolerance to
biological and organic fouling, makes systems incorporating HERO
TM
the technology
of choice for difficult-to-treat water sources.
I
ON EXCHANGE
Aquatech offers expertise and experience in providing different types of ion exchange
processes. As a Licensee of UPCORE™ packed bed ion exchange technology, Aquatech
has provided some of the largest ion exchange installations in the world.
DESALINATION
Aqua-chem ICD, a division of Aquatech, pioneered MSF and MED technologies in the 1960s.
Since then, Aquatech has supplied several thermal desalination systems based on MSF and
MED technology with different energy alternatives. Aquatech’s expertise and experience
also extends to membrane based desalination systems, a unique qualification by which
we can evaluate both technologies and offer our
customers the most
cost-effective option
for their specific needs.
• Water Treatment
- UPCORE
™
-Split Flow
Counter Current
- Co-Current
- Layered Bed
• Condensate Polisher
- External Regenerated
- Powdered Resin
-Amine Cycle
- Sodium Zeolite
- Oily Condensate
• Specialty Applications
-Glycol Purification
-Brine Purification
- Metals Removal
-WAC Softening
• Filtration (Pressure & Gravity):
-Media Filtration
- Activated Carbon
- Iron Removal
-Mill Scale Removal
•Microfiltration
•Ultrafiltration
• Nanofiltration
• Conventional RO
• HERO
®
• Electrodeionizaton
• Chemical Feed Systems
•Clarification:
- Turbidity Removal
- Softening
A
T
ECHNOL
Pretreatment Processes
Membrane Processes
Ion Exchange Processes
• Spray Film
TM
Multiple Effect
Distillation (MED)
•Multi Stage Flash (MSF)
• Vapor Compression (VC)
• Sea Water Reverse Osmosis
Desalination Technologies
• Oxidation
•Sludge Handling:
- Thickener
- Filter Press
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
INDUSTRIAL CONCENTRATION
Aqua-chem ICD, a division of Aquatech represents 40 years of experience in providing
evaporative systems for the concentration of various industrial products. This experience
includes a wide range of technologies to meet your specific applications.
RECYCLE / REUSE
Whether industrial wastewater or produced water from oil fields,
Aquatech offers the expertise and technologies to provide an integrated
system, with single point responsibility, for treatment of waste streams
and make them suitable for recycle / reuse in your plants.
ZERO LIQUID
DISCHARGE
To comply with stringent regulatory discharge requirements, Aquatech has several installations
for the treatment of industrial wastewater leading to a Zero Liquid Discharge system. Aquatech
meets these requirements in several different ways depending upon the logistics and economics
of the specific project.
Aquatech supplies systems based
on either membrane processes,
evaporative processes or a
hybrid combining the two
processes to achieve Zero Liquid
Discharge from the plants in a
cost-effective manner. The hybrid approach, combining the membrane and evaporative
technologies, results in systems having low life-cycle costs compared to other available technologies.
LABORATORY & PILOT STUDIES
Aquatech operates a well-equipped laboratory and provides pilot test capabilities for
bench scale or on-site testing of various technologies in order to establish design and
performance parameters for specific applications. Our laboratory testing includes
analytical, boil-up tests, and on-site tests using the actual configuration of a
commercial scale system.
On-site testing can be performed on any
of the following technologies either for
stand alone units or a combination:
• Forced Circulation Crystallizer
• Submerged Tube Evaporator
• Rising Film Evaporator
•Multiple Effect Evaporator
OGY
S
TREAM
Industrial Concentration Technologies
•Vertical Tube Falling Film Evaporators
- Seeded Slurry (Brine Concentrators)
- Non-seeded Evaporators
• Forced Circulation Crystallizers
• HERO
TM
Technology
• Sludge
Dewatering
- Filter Press
- Centrifuge
- Drum Dryers
Pilot Plants
•Petroleum Refining
• Power Generation
• Gray Water
• Cooling Tower Blowdown
•Oilfield Produced Water
• Semiconductor
Recycle/Reuse Applications
• Automotive
• Electronics
• Petrochemical
•Vertical Falling Film
Evaporator
• Horizontal Spray Film
TM
Evaporator
ZLD Technologies
•Vertical Tube Falling Film Evaporator
• Forced Circulation Crystallizer
• Spray Film
TM
Evaporator
• HERO
TM
Technology
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
WATER MANAGEMENT SERVICES
Aquatech is more than just a systems supplier. Our Water Management
Services Group (WMS) is focused on supporting plant personnel and end
user organizations to get the most out of their water treatment system —
whether it is a system originally
supplied by Aquatech or
another company.
WMS has a large
portfolio of water
treatment related
services which
include:
PERFORMANCE
PRODUCTS
In addition to custom engineered water treat-
ment solutions, Aquatech has a line of standard
products already engineered to fit your smaller
water treatment requirements.
Many times our clients have water treatment
needs that don't require a custom engineered
solution, but still demand a quality product.
Aquatech Performance Products were
designed for that customer.
• Spare Parts Supply
• Operation & Maintenance Contracts
• Technical Audits
• Leased Water Treatment Systems
• Technical Training
• Annual, Quarterly, and Monthly Maintenance Contracts
• Remote Monitoring
• Build Own Operate Contracts (BOO)
For more information please visit our website at www.aquatech.com
For over two decades, Aquatech
has provided industry
worldwide with proven
water and wastewater
treatment system
installations. By
leveraging design
and engineering,
modular field-proven
products, project
management, turnkey
installation, and industrial
services, we develop total
water solutions that work together
seamlessly.
Our wide range of products address
everything from ultrapure water
requirements for microelectronics
and pharmaceutical industries, to
workhorse installations for steam
generation in power and chemical
processing plants, to the recycle and
reuse of sewage or cooling tower
blowdown. Innovative, integrated
solutions translate into superior
products and unmatched value for
our customers.
From Innovation
Flows Leadership
Recomax™
A high efficiency membrane system suitable for
wastewater recycle / reuse applications flow range
of 50 to 150 gpm.
Crystal™
A forced circulation crystallizer for flow rates
up to 10 gpm to provide a cost effective
Zero Liquid Discharge (ZLD) solution.
WaterTrak™
Demineralization (DI), reverse osmosis (RO),
and electrodeionization (EDI) systems based on
a functional design derived from 20+ years of
experience in the industry. Watertrak is the most
cost-effective and fast solution for pure water
treatment in the industry today.
Flow ranges from 50 gpm to 300 gpm.
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
CORPORATE OFFICE
Aquatech International Corporation
One Four Coins Drive
Canonsburg, PA 15317 USA
Telephone: 724-746-5300
Fax: 724-746-5359
E-mail: aic@aquatech.com
U.S. LOCATIONS
Texas
3535 Briar Park Drive
Suite #207
Houston, TX 77042 USA
Telephone: 832-251-9339
Fax: 832-251-9341
E-mail: mittald@aquatech.com
Contact: Devesh Mittal
Senior Sales Manager
Florida
238 E. Davis Boulevard
Suite #203
Tampa, FL 33606 USA
Telephone: 813-251-4991
Fax: 813-251-3320
E-mail: randallp@aquatech.com
Contact: Patrick Randall
Regional Sales Manager
Aqua-chem ICD
1120 James Drive
Suite B-105
Hartland, WI 53029 USA
Telephone: 262-369-9595
Fax: 262-369-9494
Aqua
tech
www.aquatech.com
WORLDWIDE
LOCATIONS
Aquatech Systems (Asia) Pvt. Ltd.
Plot No. 3 Survey No. 250/5
Sankalp Park, (End of D.P. Road)
Aundh, Pune 411 007 India
Telephone: 91-20-2729-9105
Fax: 91-20-2729-8805
E-mail: asa@aquatech.com
Contact: Sachin Kukade
General Manager-Sales
China
Aquatech (Guangzhou) Water Treatment Company Limited
Room H, 15 Floor, Huihua Building
80 XianLie Zhong Road; Guanzhou
People’s Republic of China 510 070
Telephone: 86-20-376-16285
Fax: 86-20-376-16787
E-mail: kfwong@aquatechgz.com
Mexico
Ejercito Nacional #57-302
Col. Veronica Anzures
Mexico DF 11300
MEXICO
Telephone: 52-55-5260-6357
Fax: 52-55-5260-1530
E-mail: barriosf@aquatech.com
Contact: Francisco Barrios
Regional Sales Manager
Canada
259 Midpark Way S.E.
Suite 205
Calgary, Alberta T2X 1M2
CANADA
Telephone: 403-256-8700
Fax: 403-256-8745
E-mail: kulkarnim@aquatech.com
Contact: Milind Kulkarni
Regional Sales Manager
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
EU environmental regulations. In order to overcome this
problem, ENEL decided to install the Zero Liquid
Discharge (ZLD) plant so that no industrial wastewater
discharges are allowed.
The Solution
To overcome the problem, ENEL selected the Softening
–Evaporation – Crystallization (SEC) process to treat the
wastewaters and reuse/conserve fresh waters.
Aquatech supplied, installed, commissioned the ZLD
plant as an EPC contractor with local associates.
The SEC plant comprises of 2X50% Softener Clarifiers
(calcium reduction by soda ash dosing), 2x50% Falling
film type Brine Concentrators (each equipped vapor
compressor ), 1x100% Crystallizer (equipped with
Thermocompressors) and 2x50% Belt Filter Presses. The
plant also includes several chemical dosing systems,
storage tanks, pumping systems, electrical works (MCC,
cable trays, cabling etc), Controls & Instrumentation.
The Zero Liquid Discharge (ZLD) plant is a fully integrated
automated system. The Brine Concentrators operate in
seeded slurry mode. Each Brine Concentrator is
equipped with internal mist eliminator. The Crystallizer
operates in forced circulation method.
The industrial grade soft water and high purity distillate
produced in the system will be used in the main power
plant.
PROJECT PROFILE SERIES # 52
ENEL Power, Italy – Fusina Project – ZLD Plant for
FGD Wastewater Treatment
The Facility
The Fusina Power Plant is equipped with four coal-fired
units with a total capacity of 975 MW capacity (1x165
MW + 1x170 MW + 2x320 MW). The Environmental
Refurbishment (Flue Gas Desulpharization, FGD)
project includes a new DeSOx system for common for
units # 1 &2; two DeNOx systems, one each for unit # 1
& 2. Units # 3 & 4 are already equipped with DeSOx
and DeNOx systems.
For units # 1 & 2, Industrial grade water is used as FGD
make-up. Flue gases in the FGD are treated with
limestone in the scrubber. The FGD blow down
wastewaters are treated in the dealkalizer clarifier with
lime treatment.
For units # 3 & 4, the flue gases are treated
sequentially by SCR-DeNOx with ammonia as reagent,
High efficiency ESP to remove fly ash and wet
limestone gypsum forced oxidation DeSOx. Each unit
is equipped with DeSOx system with a prescrubber for
final dedusting and gas saturation and an absorber.
The FGD blow down wastewaters along with units #1
& 2 are treated in the dealkalizer clarifier with lime
treatment and being discharged into the surface
waters.
The Problem
Wastewaters from FGD treatment plant can no longer
be discharged
into the sea due to tough Italian and
Aquatech International Corporation
One Four Coins Drive; Canonsburg, PA 15317
T: 724-746-5300 F: 724-746-5359 aic@aquatech.com www.aquatech.com
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *
PROJECT PROFILE SERIES # 52
PROCESS FLOW DIAGRAM
DESIGN FGD WASTEWATER ANALYSIS
Design Flow ............... 70M3/hr (PT
Plant)
Calcium: ..................... 8400 ppm
Magnesium: …………..1700 ppm
Sodium: ...................... Balance
TSS ............................. 80 ppm
pH................................ 9.5 to 10
Chlorides .................... 25000 ppm
Nitrates ....................... 300 ppm
Sulfate………………….1200 ppm
Aquatech International Corporation
One Four Coins Drive; Canonsburg, PA 15317
T: 724-746-5300 F: 724-746-5359 aic@aquatech.com www.aquatech.com
Electronic Filing - Received, Clerk's Office, January 29, 2009
* * * * * PC #4 * * * * *