BEFORE
THE ILLINOIS POLLUTION CONTROL
BOARD
IN THE MATTER OF:
)
NITROGEN OXIDES EMISSIONS FROM )
VARIOUS SOURCE
CATEGORIES:
)
AMENDMENTS TO
35 ILL. ADM. CODE )
PARTS 211 and 217
)
R08-19
(Rulemaking -
Air)
NOTICE
OF FILING
TO: Mr. John T. Therriault
Assistant Clerk of the Board
Illinois
Pollution Control Board
100 W. Randolph
Street
Suite 11-500
Chicago, Illinois 60601
(VIA ELECTRONIC MAIL)
Timothy Fox, Esq.
Hearing Officer
Illinois
Pollution Control Board
100 W. Randolph
Street
S uite 11-500
Chicago, Illinois 60601
(VIA FIRST CLASS MAIL)
(SEE PERSONS ON ATTACHED SERVICE LIST)
PLEASE TAKE NOTICE that
I have today filed with the Office of the Clerk
of
the Illinois Pollution Control Board the ENTRY
OF APPEARANCE OF
KATHERINE D. HODGE ON BEHALF
OF UNITED STATES STEEL
CORPORATION, ENTRY OF APPEARANCE
OF MONICA T. RIOS ON
BEHALF
OF UNITED STATES STEEL CORPORATION, PRE-FILED
TESTIMONY OF LARRY
G. SIEBENBERGER ON BEHALF OF
UNITED
STATES STEEL CORPORATION and PRE-FILED
TESTIMONY OF BLAKE E.
STAPPER ON BEHALF OF UNITED STATES
STEEL CORPORATION, copies
of which are herewith
served upon you.
Respectfully submitted,
By: /s/ Katherine D. Hodae
Katherine D. Hodge
Dated: November 25, 2008
Katherine D. Hodge
Monica T. Rios
HODGE DWYER ZEMAN
3150 Roland Avenue
Post Office Box 5776
Springfield, Illinois 62705-5776
(217) 523-4900
THIS FILING
SUBMITTED ON RECYCLED PAPER
Electronic Filing - Received, Clerk's Office, November 25, 2008
CERTIFICATE OF SERVICE
I, Katherine D. Hodge, the undersigned, hereby certify that I have served the attached
ENTRY OF APPEARANCE OF KATHERINE D. HODGE
ON BEHALF OF UNITED
STATES
STEEL CORPORATION, ENTRY OF APPEARANCE OF MONICA T. RIOS
ON
BEHALF OF UNITED STATES STEEL CORPORATION, PRE-FILED
TESTIMONY OF
LARRY G. SIEBENBERGER ON BEHALF OF UNITED STATES
STEEL CORPORATION
and PRE-FILED TESTIMONY
OF
BLAKE
E. STAPPER ON BEHALF OF UNITED STATES
STEEL CORPORATION upon:
Mr. John T. Therriault
Assistant
Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street, Suite 11-500
Chicago, Illinois 60601
v ia electronic mail on November 25, 2008; and upon:
Timothy Fox, Esq.
Hearing Officer
Illinois Pollution Control Board
100 West Randolph,
Suite 11-500
Chicago, Illinois 60601
Matthew J. Dunn, Esq.
Chief, Environmental Bureau North
Office of the Attorney
General
69 West Washington Street, Suite 1800
Chicago, Illinois 60602
Gina Roccaforte, Esq.
John J. Kim, Esq.
Division of Legal Counsel
Illinois Environmental Protection Agency
1021 North
Grand
Avenue
East
Post Office Box 19276
Springfield, Illinois 62794-9276
Virginia Yang, Esq.
Deputy Legal Counsel
Illinois Department of Natural Resources
One Natural Resources Way
Springfield, Illinois 62701-1271
Kathleen C. Bassi, Esq.
Stephen J. Bonebrake, Esq.
Schiff Hardin, LLP
6600 Sears Tower
233 South Wacker Drive
Chicago, Illinois
60606-6473
by depositing said documents in
the United States Mail, postage prepaid, in
Springfield, Illinois on November 25, 2008.
/s/ Katherine D. Hodize
Katherine D. Hodge
USSC:001/Fil/COS -EOA & Pre-Filed Testimony of Larry Siebenberger and Blake Stapper
Electronic Filing - Received, Clerk's Office, November 25, 2008
BEFORE THE ILLINOIS
POLLUTION CONTROL
BOARD
IN THE MATTER
OF:
)
R08-19
NITROGEN OXIDES EMISSIONS
FROM ) (Rulemaking
- Air)
VARIOUS
SOURCE CATEGORIES:
)
AMENDMENTS
TO 35 ILL. ADM.
CODE )
PARTS 211 and
217
)
ENTRY
OF APPEARANCE
OF KATHERINE D. HODGE
ON BEHALF
OF UNITED STATES
STEEL CORPORATION
NOW COMES
Katherine D. Hodge,
of the law firm HODGE
DWYER ZEMAN,
and hereby enters her appearance
in this matter on behalf
of UNITED STATES
STEEL
CORPORATION.
Respectfully
submitted,
Dated: November 25, 2008
Katherine D.
Hodge
HODGE DWYER
ZEMAN
3150 Roland Avenue
Post Office Box 5776
Springfield, Illinois 62705-5776
(217)
523-4900
By:
/s/ Katherine D. Hodge
Katherine D. Hodge
U SSC:001/Fil/EOA - KDH
Electronic Filing - Received, Clerk's Office, November 25, 2008
BEFORE
THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
)
R08-19
NITROGEN OXIDES EMISSIONS FROM ) (Rulemaking -
Air)
VARIOUS SOURCE CATEGORIES: )
AMENDMENTS TO 35 ILL. ADM.
CODE
)
PARTS 211 and 217
)
ENTRY OF APPEARANCE OF MONICA
T.
RIOS
ON BEHALF OF UNITED STATE STEEL CORPORATION
NOW COMES Monica T. Rios, of the law firm HODGE DWYER
ZEMAN, and
hereby enters her appearance in
this matter on behalf of UNITED STATES STEEL
CORPORATION.
Respectfully submitted,
By: /s/ Monica T. Rios
Monica T. Rios
Dated: November 25, 2008
Monica T. Rios
HODGE DWYER ZEMAN
3150 Roland Avenue
Post Office Box 5776
Springfield, Illinois
62705-5776
.(217)
523-4900
U SSC:001/Fi1/EOA-MTR R08-9
Electronic Filing - Received, Clerk's Office, November 25, 2008
BEFORE THE ILLINOIS POLLUTION CONTROL
BOARD
IN THE MATTER OF:
)
R08-19
NITROGEN OXIDES EMISSIONS FROM ) (Rulemaking
- Air)
VARIOUS SOURCE CATEGORIES: )
AMENDMENTS TO 35 ILL. ADM. CODE
)
PARTS 211 and 217
)
PRE-FILED
TESTIMONY OF LARRY G. SIEBENBERGER
ON BEHALF OF UNITED STATES STEEL CORPORATION
NOW COMES the UNITED STATES
STEEL CORPORATION ("U.S. Steel"),
by and
through its attorneys, HODGE DWYER ZEMAN, and submits
the following
PRE-FILED TESTIMONY OF LARRY G. SIEBENBERGER
for presentation at the
December 9,
2008, hearing scheduled in the above-referenced matter.
Pre-Filed Testimony of Larry G. Siebenberger
I. INTRODUCTION
Good
Morning. My name is Larry Siebenberger,
and I am the Manager of
Environmental Control at U.S. Steel's Granite
City Works ("GCW"). I have been
employed at GCW
in various environmental and operating positions
for the past 37 years.
I have a BA in Chemistry and an MS in Environmental
Studies from Southern Illinois
University at Edwardsville.
GCW
is the last fully integrated iron and
steel mill in Illinois. GCW is located in
Granite
City, Illinois, which is in the St.
Louis Metropolitan area. The facility
employs
approximately 2,200
employees and is one of the largest
employers in the region. GCW
was
originally founded in 1878 and operated as Granite
City Steel until 1971, when
it
was purchased by National Steel
Corporation. National Steel Corporation
filed for
Electronic Filing - Received, Clerk's Office, November 25, 2008
Chapter 11 bankruptcy in 2002, along with many other steel producers
in the United
States. U.S. Steel purchased National
Steel Corporation's assets in 2003.
II.
OVERVIEW
OF PRODUCTION OPERATIONS AT GRANITE CITY
WORKS
The GCW
facility includes two by-product coke batteries that produce
metallurgical coke and coke oven gas, a by-product fuel with about 500-600
Btu's per
cubic foot. The major components
of coke oven gas consist of approximately 52%
hydrogen, 26%
methane, and 5% carbon monoxide. Undesulfurized coke oven gas also
contains approximately 1800 ppm of hydrogen cyanide.
The hydrogen cyanide
contributes fuel bound
nitrogen during the combustion process producing NOx in
addition to the
thermal NOx normally produced. As a result, coke oven gas produces
higher NOx emissions than natural gas. Coke
oven gas is a very valuable fuel, which is
used to under fire
the coke ovens themselves (approximately 40-50% of gas produced),
and the remainder is used at various down stream
units including blast furnace stoves,
boilers, and slab
reheat furnaces in lieu of a purchased fuel such as natural gas. GCW
attempts
to use all the available coke oven gas at these units
in lieu of purchased fuels;
however, depending on operating
levels of the plant and the operating schedules of the
down steam units, excess
coke oven gas may be flared.
The next step in the production process consists
of two blast furnaces that use
metallurgical coke,
flux (lime), iron ore and hot blast air to reduce the iron ore
to
molten
iron. The blast furnace is a closed system. The reacted
hot blast air exits the furnace as a
by-product fuel called blast
furnace gas. Blast furnace gas, also a valuable
fuel, has a Btu
content of approximately
80-120 Btus per cubic foot. The gas
derives its heat content
primarily from its carbon monoxide content.
Blast furnace gas is a low NOx fuel. Blast
Electronic Filing - Received, Clerk's Office, November 25, 2008
furnace
gas is used as a fuel in the blast furnace
stoves (which heat the hot blast
air used
in the furnace) and the facility's
boilers. During a two blast
furnace operation, more blast
furnace gas is produced
than can be consumed.
The excess blast furnace gas is flared.
The
molten iron is taken to the basic
oxygen furnaces where it is charged
along
with scrap steel into the furnace.
Oxygen is blown into the
iron/scrap bath where it reacts
exothermically
with the carbon and silicon in the
molten iron resulting in a heat of
liquid
steel.
The liquid steel is processed
through a continuous caster
which forms the steel into
a solid slab.
The slabs
of steel are taken to the
hot strip mill where the slabs
are charged into
one of four slab reheat furnaces.
As the slabs move through
the slab reheat furnaces, they
are heated up
to rolling temperature. The slab reheat
furnaces are heated by coke
oven
gas and
natural gas. Once the slabs
reach rolling temperatures, they
are rolled by a series
of rolling mills into a
flat sheet of steel, which is rolled
up into a coil called a hot roll
band. Most of the
steel produced at GCW
is sold as hot roll bands.
Some of the hot roll bands
are further processed
at GCW through the pickle
line
which acid cleans
the steel sheet and recoils
it into a coil. The steel coil
is then processed
through
a cold mill, which reduces
the steel to its final thickness.
The cold reduced
coil is then processed
through one of the two galvanizing
lines
at GCW. The steel
sheet is reheated in a
furnace before being dipped
in a bath of molten
zinc
or zinc and aluminum.
A thin coating is left on the
sheet. This product is
called
galvanize or galvalume.
The coating offers corrosion
resistance.
GCW currently operates
twelve boilers. Boilers
1 through 10 were built in the
1920s and 1930s.
They have approximately
60 MMBtu/hour firing capacity
each. They
Electronic Filing - Received, Clerk's Office, November 25, 2008
combust
coke oven gas, blast furnace
gas, and natural gas. Boilers
11 and 12 are 225
MMBtu/hour boilers that
also fire coke oven gas, blast
furnace gas, and natural
gas. The
primary
purpose of the boilers is to provide
steam for the down
stream processes, plant
heating, and drive the steam
turbines, which provide the
blast air for the blast
furnaces.
The boiler loads
vary depending on the
level of production at the down
stream processes,
and
the fuel blends vary depending
on blast furnace operation
(one or two furnace
operation) and whether
the hot strip slab furnaces
are operating and consuming
coke oven
gas.
III.
RECENT IMPROVEMENTS
AT GRANITE CITY
WORKS
Since its
acquisition of the GCW
in 2003, U.S. Steel has made
major
improvements
at the facility.
These improvements include
the construction of non-
recovery coke batteries
by Gateway Energy &
Coke Company, LLC,
and the installation
of a new
cogeneration boiler ("Cogen
Boiler") and turbine.
The non-recovery batteries
will make GCW self-sufficient
with its needs for
metallurgical coke. The
new batteries
will also provide
steam for power generation.
The Cogen boiler
will combust blast
furnace
gas and a minimum amount
of natural gas. Existing
Boilers 1 through
10
will
be
shut down after full commissioning
of the Cogen
Boiler. The blast
furnace gas consumed
by Boilers
1 through 10, plus blast
furnace gas that is currently
flared, will be combusted
in the Cogen Boiler. The
steam from the Cogen
Boiler, as well as the
steam from the
non-recovery
coke batteries, will be
used to generate electricity
for GCW. The
generation of electricity
at the new turbine will be
much more efficient
than the power
currently being generated
at an outside utility
and transported
to the facility. Since
Boilers
1 through 10 consume
coke oven gas and the
Cogen Boiler will not, additional
Electronic Filing - Received, Clerk's Office, November 25, 2008
coke oven gas will be available
for use at the blast furnace stoves, slab reheat
furnaces,
and Boilers 11 and
12.
Additional projects currently being
implemented at GCW, which provide
emission reductions, include coke
oven gas desulfurization at the existing
coke by-
product batteries,
low NOx burner installation at
the slab reheat furnaces, and
replacement of the natural
gas-fired coke oven gas booster pump with an electric
drive
PUMP.
IV.
IMPACT OF THE ILLINOIS EPA'S
PROPOSED RULE
The Illinois Environmental
Protection Agency's ("Illinois
EPA" or "Agency")
current proposal
in this proceeding would apply
to the boilers, slab reheat furnaces
and
galvanizing lines at GCW. In
the event that additional regulation of NOx
emission units
is required, GCW has been
discussing the impact of the
Illinois EPA's proposal on
potentially
affected emission units at the
GCW facility. The Illinois EPA's
proposal does
not take into account the unique
characteristics of the GCW
boilers and slab reheat
furnaces.
Specifically, the
Illinois EPA's proposed limits and cited
control technologies do
not consider the combustion
of coke oven gas and
the resulting NOx emission
rate, which
is higher
than that of natural gas. Coke
oven gas NOx emissions
are the result of the
thermal NOx generated during
combustion, and the additional
NOx generated due to the
fuel bound nitrogen
as a result of the hydrogen
cyanide content of the
gas. Other unique
characteristics not adequately
considered include the variation
in load and fuel blends that
occur at the GCW
boilers, the fact that not all
reheat furnaces are alike,
and that reheat
Electronic Filing - Received, Clerk's Office, November 25, 2008
furnaces NOx emission rates while combusting natural gas
can vary widely depending on
the type of product they are processing
and the necessary operating temperatures.
A.
Boilers
GCW does not believe that the Agency's current
proposed Section 217.164(a)
limit
of 0.08
lbs/MMBtu for Industrial Boilers greater than 100 MMBtu/hr combustion
for Natural Gas or Other Gaseous Fuels takes into account
the unique characteristics of
Boilers 11 and 12. Some of the unique characteristics
include the combustion of a
varying fuel mix of desulfurized or non-desulfurized coke oven gas in combination
with
blast furnace gas and natural gas. GCW has discussed
with the Agency these unique
characteristics and
the results of a NOx control option evaluation performed by URS
Corporation for Boilers 11 and 12. The URS evaluation
concluded that the installation of
flue gas recirculation ("FGR")
in conjunction with the existing burners was the optimum
NOx RACT control technology for Boilers 11 and 12. URS testimony
discussing its
evaluation has been filed separately. Based on
the installation of FGR, GCW proposes a
NOx average limit of
0.113 lbs/MMBtu for Boilers 11 and 12. This proposed
limit takes
into account worst case NOx fuel blends during
normal operation, when one blast furnace
is down and there are increased
coke oven gas NOx emissions as the result of
maintenance outages at the coke oven gas desulfurization
facility. This limit will result
in a reduction of approximately 492 tons per
year of NOx emissions from current
levels.
See Exhibit A to
my testimony for additional details.
Electronic Filing - Received, Clerk's Office, November 25, 2008
B. Reheat Furnaces
The Illinois
EPA has agreed that due to the unique characteristics of the GCW
reheat furnaces, including the complexity of using both
desulfurized and non-
desulfurized coke oven
gas (when the coke oven desulfurization unit is down for
maintenance), the Low NOx Burner configuration currently being
installed is RACT.
While the Illinois EPA has
not to date agreed, GCW has proposed an average NOx ozone
season limit of
0.1891bs/MMBtu for slab reheat furnaces 1 through
4. This limit is based
on the burner manufacturer's warranty and
the maximum combusted blend of
desulfurized coke oven
gas and non-desulfurized coke oven gas (during desulfurized
maintenance
outage) with natural gas. This limit will result in a
reduction of
approximately 476 tons per year of NOx
emissions from current levels. See Exhibit B to
my testimony for additional
details.
V.
PROPOSED COMPLIANCE DATE
The current
Agency proposal has a May 1, 2010 compliance date.
As stated
earlier, GCW
has many capital improvement projects
underway. The GCW Engineering
Department has a great deal of
recent experience with U.S. Steel project
approval
procedures, engineering
projects, purchasing, and installation
of equipment. Based on
this
experience, the GCW Engineering Department
has estimated that it will take at least
eighteen months from
the time a final rule is promulgated to complete
the installation of
controls.
This time frame includes at least six
months for initial appropriation approval
for engineering, engineering
design, and obtaining a construction
permit. The next six
months will
include, after obtaining a construction
permit, appropriation approval to
purchase equipment, procurement,
and delivery of equipment
(estimated delivery of FGR
Electronic Filing - Received, Clerk's Office, November 25, 2008
fans is approximately six months). The last six months is for installation of equipment
and start up. Based on this estimate, and assuming
the final rule does not require items
with longer delivery times, the compliance date should be at least eighteen months from
the effective date of the rule.
VI. CONCLUSION
U.S. Steel respectfully requests that the Board consider this testimony and include
U.S. Steel's proposed emission limits for its affected emission units
in
the
proposed rule.
Further, U.S. Steel requests that the Board allow for at least an eighteen month time
frame from the effective date of the rule to comply with the final rule.
I appreciate
the opportunity to present my testimony. I am happy to answer any
questions.
U.S. Steel reserves the right to supplement this testimony.
Respectfully submitted,
By: /s/ Katherine D. Hodge
Katherine D. Hodge
Dated: November 25, 2008
Katherine D. Hodge
Monica T. Rios
HODGE DWYER ZEMAN
3150 Roland Avenue
Post Office Box 5776
Springfield,
Illinois 62705-5776
(217) 523-4900
U SSC:001/Fil/R0819/Prefiled Testimony of L. Siebenberger
Electronic Filing - Received, Clerk's Office, November 25, 2008
EXHIBIT A
United States Steel Corporation
Granite City Works
Description
of NOX RACT Emission Rate
and
Emission Reduction
Calculations
for Boilers 11 and 12
U.S. Steel Granite
City
Works
(GCW) has estimated the emissions for its boilers
11 and 12 in response to the Illinois Environmental
Protection Agency's proposed
rule to require that the emissions units employ Reasonably
Available Control
Technology (RACT) on these two units.
The Illinois Pollution
Control Board has proposed revisions to Title 35 Part 217
which would require these units
to meet emissions limits that have been
proposed as RACT. While these units meet the definition
of industrial boilers in
which
would be regulated under Subpart D of the proposed rule,
the fuel mix that
they fire
is unlike that of a typical industrial boiler. Therefore, an evaluation
was
undertaken
by URS Corporation for GCW to evaluate potential control
technologies applicable to the units and
estimate the resulting emissions for
technologies that are found to be feasible.
The URS evaluation found
that because of the unique mixture of fuels fired by
the units, the only technically
feasible control technology is Flue Gas
Recirculation (FGR). The potential
emissions and emissions reductions related
to the use of FGR were evaluated. The evaluation method is
described below.
RACT
emissions estimates for NOx emissions from boilers 11 and 12 were
developed
as three distinct components that represent three distinct operational
conditions that the boilers operate under. These
are:
Normal operations,
Operations while a blast furnace is out of
service (limiting the supply of
one of the fuels (blast furnace gas (BFG) used by the
boilers), and
Operations while
the desulfurization unit that is being constructed to treat
the coke oven gas (COG),
one of the fuels used by the boilers is off-line in
maintenance mode.
This
analysis was done for the two boilers in combination since that is the way
the steam produced
by the boilers is used. Each boiler has a heat input capacity
of 225 MMBtu per hour. Therefore,
the analysis has been done based on the
total heat input of 450 MMBtu per hour.
U RS Corporation
Page
1 of 3
E xhibit A to L. Siebenberger Testimony
November 25, 2008
Electronic Filing - Received, Clerk's Office, November 25, 2008
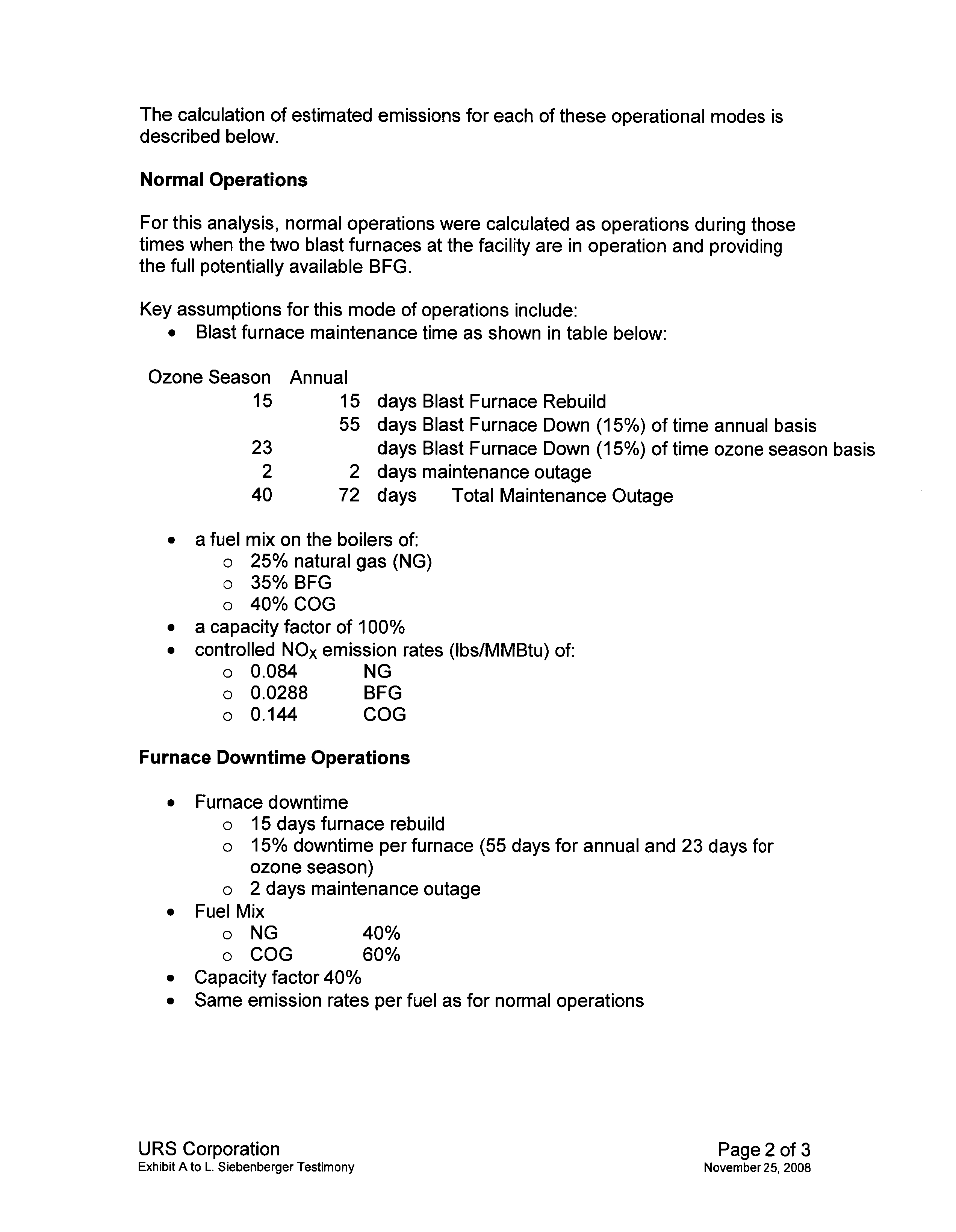
The calculation of estimated emissions for
each of these operational modes is
described
below.
Normal Operations
For this analysis, normal operations were calculated
as operations during those
times when the two blast furnaces at the facility are in
operation and providing
the full potentially
available BFG.
Key assumptions for this mode of operations
include:
" Blast furnace maintenance time as shown in table below:
Ozone
Season Annual
15
15 days Blast Furnace Rebuild
55 days Blast Furnace Down (15%) of time annual
basis
23
days Blast Furnace Down (15%) of time ozone season
basis
2
2 days maintenance outage
40
72 days Total Maintenance Outage
a fuel mix on the boilers of:
0 25% natural gas (NG)
0 35% BFG
0 40%
COG
" a capacity factor of 100%
" controlled NOX emission rates (Ibs/MMBtu) of:
0 0.084
NG
0 0.0288
BFG
0 0.144
COG
Furnace Downtime
Operations
" Furnace downtime
0 15 days furnace rebuild
0
15%
downtime per furnace (55 days for annual and 23 days for
ozone
season)
0 2 days maintenance outage
" Fuel Mix
o NG
40%
o COG
60%
Capacity factor 40%
Same emission rates
per fuel as for normal operations
U RS Corporation
Page 2 of 3
E xhibit A to L. Siebenberger Testimony
November 25, 2008
Electronic Filing - Received, Clerk's Office, November 25, 2008
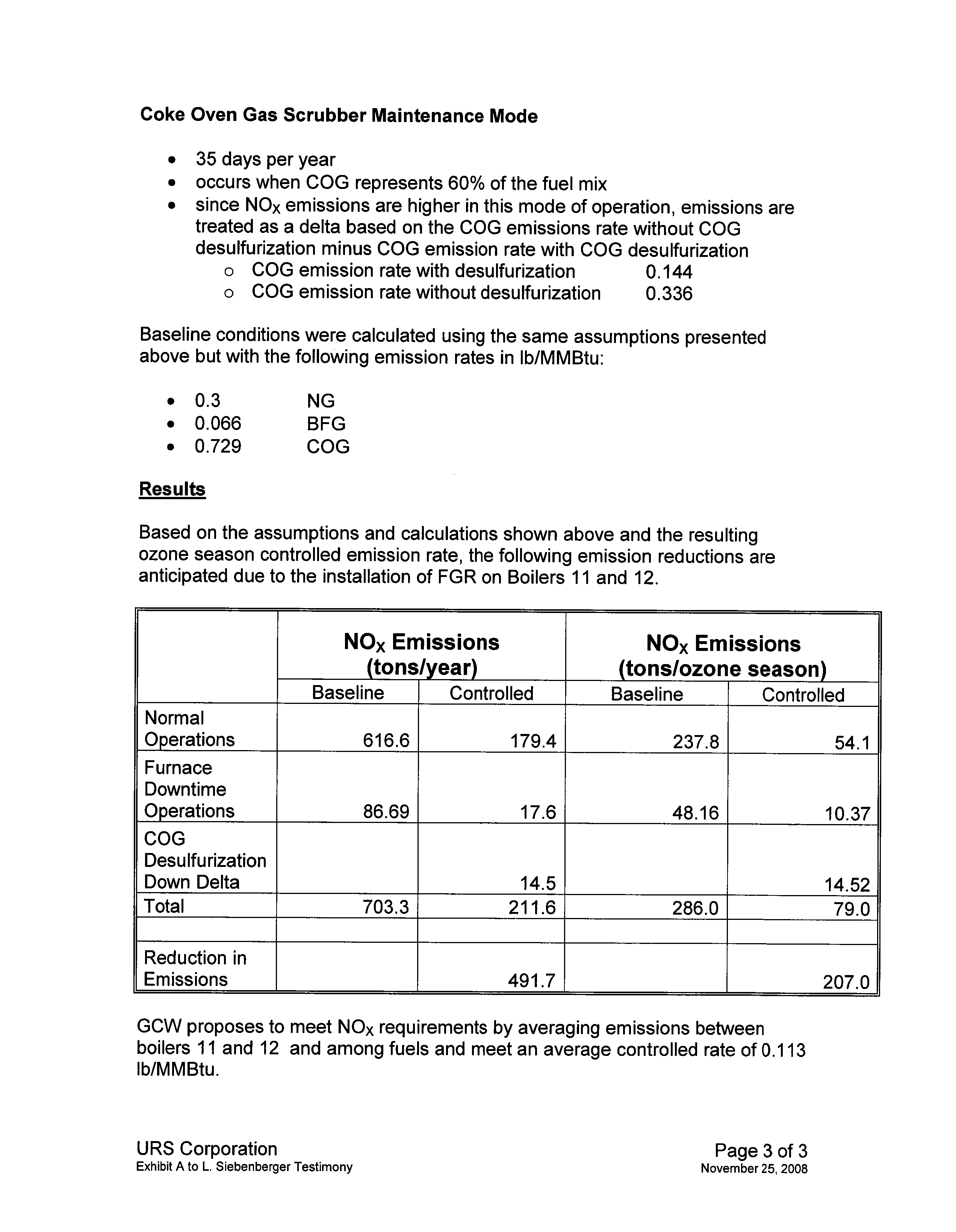
Coke
Oven Gas Scrubber Maintenance
Mode
" 35 days per year
occurs when COG represents 60%
of the fuel mix
" since NOx emissions
are higher in this mode of
operation, emissions are
treated as a delta
based on the COG emissions rate
without COG
desulfurization minus COG emission
rate with COG desulfurization
o COG emission rate with desulfurization
0.144
o COG emission rate without desulfurization
0.336
Baseline conditions were
calculated using the same assumptions
presented
above but with the following
emission rates in Ib/MMBtu:
" 0.3
NG
" 0.066
BFG
0.729
COG
Results
Based
on the assumptions and calculations
shown above and the resulting
ozone season
controlled emission rate, the following
emission reductions are
anticipated due
to the installation of FGR on Boilers 11 and 12.
NOx Emissions
NOx Emissions
(tons/year)
tons/ozone
season
B aseline
Controlled
Baseline
Controlled
Normal
Operations
616.6
179.4
237.8
54.1
Furnace
Downtime
Operations
86.69
17.6
48.16
10.37
COG
Desulfurization
Down Delta
14.5
14.52
Total
703.3
211.6
286.0
79.0
Reduction
in
Emissions
491.7
207.0
GCW proposes
to
meet
NOx requirements by averaging emissions between
boilers 11 and 12 and among fuels
and meet an average controlled rate of
0.113
Ib/MMBtu.
U RS
Corporation
Page
3 of 3
E xhibit A to L.
Siebenberger Testimony
November 25, 2008
Electronic Filing - Received, Clerk's Office, November 25, 2008
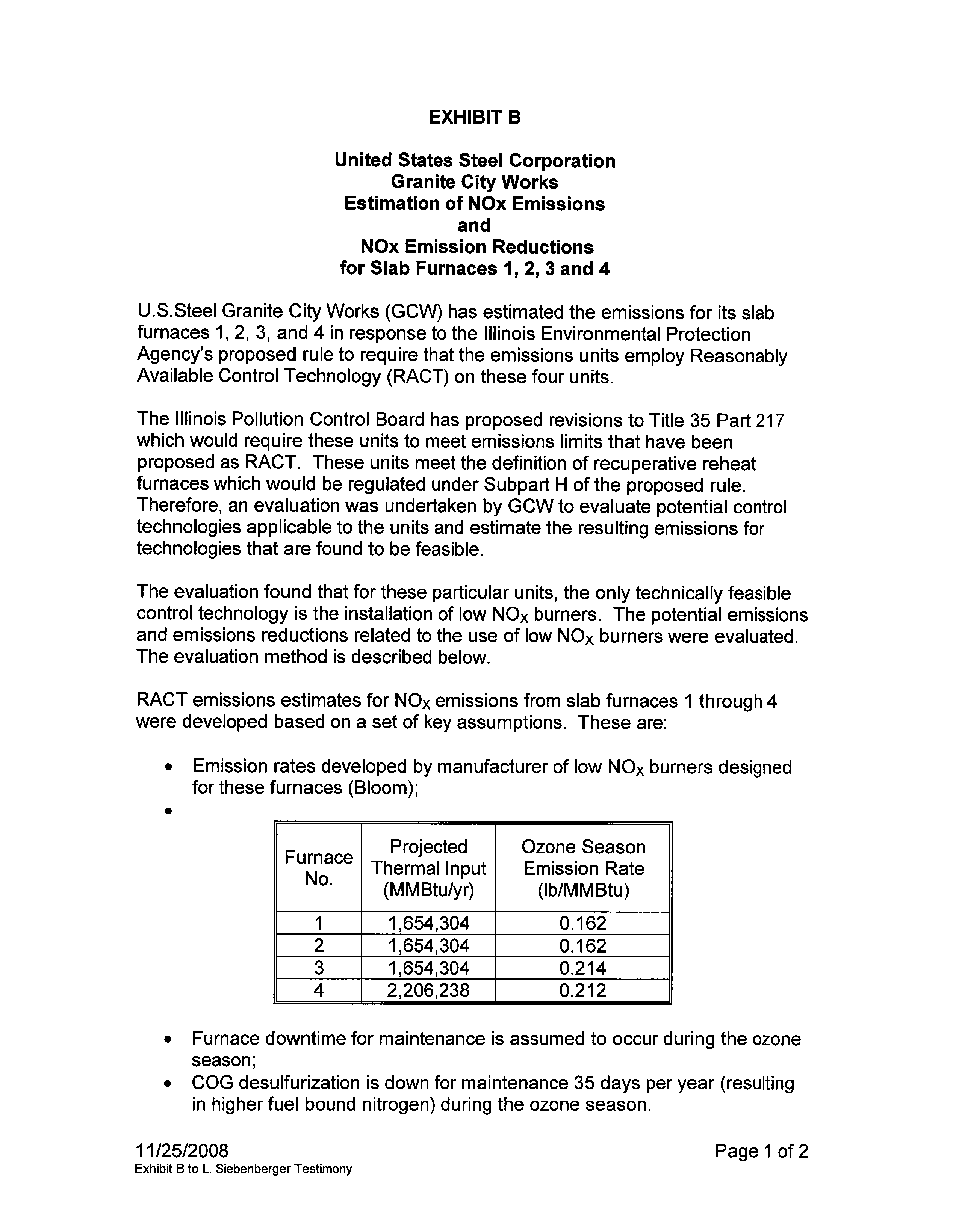
EXHIBIT B
United States Steel Corporation
Granite City Works
Estimation of NOx
Emissions
and
NOx Emission Reductions
for
Slab Furnaces 1, 2, 3 and 4
U.S.Steel Granite City Works (GCW)
has estimated the emissions for its
slab
furnaces 1, 2, 3, and 4 in response to the Illinois
Environmental Protection
Agency's
proposed rule to require that the emissions
units employ Reasonably
Available
Control Technology (RACT) on these four units.
The Illinois Pollution Control Board has
proposed revisions to Title 35 Part 217
which would require these units to meet
emissions limits that have been
proposed
as RACT. These units meet the definition
of recuperative reheat
furnaces which would
be regulated under Subpart H of the proposed rule.
Therefore, an evaluation was
undertaken by GCW to evaluate potential control
technologies applicable to the units
and estimate the resulting emissions for
technologies that are found to be feasible.
The evaluation
found that for these particular units, the only technically
feasible
control technology is
the installation of low NOX burners. The potential emissions
and emissions reductions related
to the use of low NOX burners were evaluated.
The evaluation method is described below.
RACT
emissions estimates for NOX emissions from slab furnaces 1 through
4
were developed
based on a set of key assumptions. These are:
Emission rates developed by manufacturer of low NOX burners
designed
for
these furnaces (Bloom);
Furnace
No.
Projected
Thermal Input
(MMBtu/yr)
Ozone Season
Emission Rate
(Ib/MMBtu)
1
1,654,304
0.162
2
1,654,304
0.162
3
1,654,304
0.214
4- -ý 2,206,238
0.212
" Furnace downtime for maintenance is assumed to occur during the ozone
season;
" COG desulfurization is down for maintenance 35 days per year (resulting
in higher fuel bound nitrogen) during the ozone season.
1 1/25/2008
Page 1 of 2
E xhibit B to L. Siebenberger Testimony
Electronic Filing - Received, Clerk's Office, November 25, 2008
Results
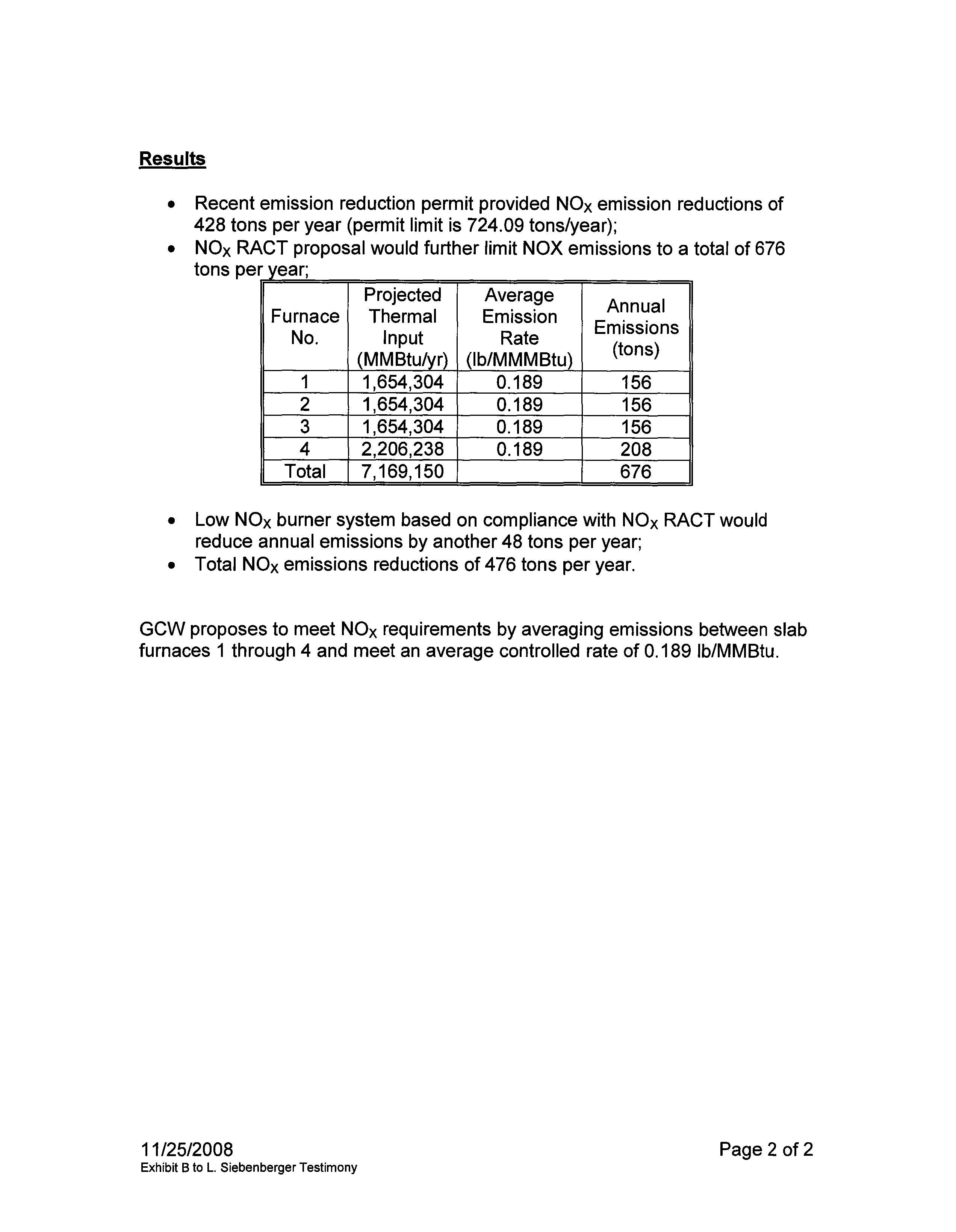
" Recent emission reduction permit
provided NOx emission reductions of
428 tons per year (permit limit is 724.09 tons/year);
" NOx RACT proposal would further limit NOX emissions to a total of 676
tons
per
year;
Projected
Average
Annual
Furnace
Thermal
Emission
E missions
N o.
Input
Rate
(tons)
(MMBtu/ r) (Ib/MMMBtu)
1
1,654,304
0.189
156
2
1,654,304
0.189
156
3
1,654,304
0.189
156
4
2,206,238
0.189
208
Total 7,169,150
676
" Low NOx
burner system based on compliance with NOx RACT would
reduce annual emissions by another 48 tons
per
year;
" Total NOx emissions reductions of 476 tons per year.
GCW
proposes to meet NOx requirements
by
averaging
emissions between slab
furnaces 1 through 4 and meet an average controlled rate of
0.189 Ib/MMBtu.
1 1/25/2008
Page 2 of 2
E xhibit B to L. Siebenberger Testimony
Electronic Filing - Received, Clerk's Office, November 25, 2008
BEFORE THE ILLINOIS POLLUTION CONTROL
BOARD
IN THE MATTER OF:
)
R08-19
NITROGEN OXIDES EMISSIONS FROM ) (Rulemaking
- Air)
VARIOUS SOURCE CATEGORIES: )
AMENDMENTS TO 35 ILL. ADM. CODE
)
PARTS 211 and 217
)
PRE-FILED
TESTIMONY OF BLAKE E. STAPPER
ON BEHALF OF UNITED STATES STEEL CORPORATION
NOW COMES the UNITED STATES
STEEL CORPORATION ("U.S. Steel"),
by and
through its attorneys, HODGE DWYER ZEMAN,
and submits the following
PRE-FILED TESTIMONY OF BLAKE
E.
STAPPER
for presentation at the
December 9,
2008, hearing scheduled in the above-referenced matter.
Pre-Filed Testimony of Blake E. Stapper
I. INTRODUCTION
Good
Morning. My name is Blake Stapper,
and I am a professional engineer in
the State of Texas. I have over twenty years
of experience in the area of regulatory
compliance and combustion
engineering and have been employed
by URS Corporation
("URS"), an environmental consulting firm, since
2000. I have a BS and MS in
mechanical engineering
from the University of Texas and University
of California,
respectively.
A copy of my resume is attached
to my testimony.
My testimony today focuses
on the NOx control options that URS
evaluated for
Boilers 11 and 12
located at U.S. Steel's Granite City
Works ("GCW") in Granite City,
Illinois. I will describe the various NOx control
options that URS evaluated and explain
why such control options are
or are not reasonable NOx control
technologies for these
boilers.
Electronic Filing - Received, Clerk's Office, November 25, 2008
11. BACKGROUND
Boilers 11 and 12 are field erected boilers
rated at a steam flow of 150 klb/hr.
Boiler 11 is a Combustion
Engineering (ABB) corner fired boiler with a single level of
burners. Boiler 12 is a front wall fired boiler built by
Riley with two circular burners.
Both boilers utilize air heaters for
heat recovery and to assist in flame stability when
burning blast
furnace gas ("BFG"). Both boilers are designed to
fire natural gas ("NG"),
coke oven gas ("COG") and BFG either separately
or in combination. Both COG and
BFG are fuels that present special
combustion and pollution control issues. COG
contains fuel nitrogen components, primarily hydrogen cyanide
("HCN"). During
combustion, a fraction of the HCN is converted
to NOx, making the COG a relatively
high NOx emitting
fuel. In regards to BFG, it has a very high concentration
of inerts and
does not contain fuel nitrogen components
like HCN, and consequently BFG is an
inherently low NOx
fuel. However, BFG has a very low heating
value
(about
112
Btu/ft3), and thus, BFG is difficult to burn. Since
both COG and BFG are process gases,
particulates can be present, which
precludes burner designs having small orifices.
As discussed
in more detail in the following sections,
URS evaluated both
combustion modifications options and back-end
control technologies for Boilers 11 and
12. The combustion modifications
evaluated included flue gas recirculation
("FGR")
applied to the existing burners and burner
replacement with and without FGR.
The
back-
end control technologies evaluated
included Selective Non-Catalytic
Reduction
("SNCR").
Electronic Filing - Received, Clerk's Office, November 25, 2008
III. FLUE GAS RECIRCULATION
Based on the URS experience with various fuels, boilers, burners, and FGR
systems, a FGR addition to the existing burners was selected as the optimum NOx control
technology for Boilers 11 and 12. FGR, without burner replacement, has been
successfully applied to both corner fired boilers, which are similar to Boiler 11, and
multi-burner front wall fired boilers, which are
similar
to Boiler 12.
In similar boilers
firing either NG or refinery gas, NOx reductions ranging from 60% to 70% were obtained
with FGR.
The amount of flue gas that may be recirculated is limited by flame stability.
Increasing amounts of FGR reduce the concentration of oxygen in the combustion air,
and replaces it with the inert gases from the flue gas (primarily nitrogen and carbon
dioxide). At lower levels, the recirculated flue gas acts as a heat sink, causing the flame
temperature to decrease, and resulting in lower thermal NOx formation. However, as the
amount of FGR increases, the inerts increase to the point that it is no longer possible to
maintain a stable flame. This point of instability (and the corresponding amount of FGR
that may be safely introduced) varies based on the burner design.
The existing burners on Boilers 11 and 12 should be able to accept a significant
amount of FGR (20%), since the burners already
fire BFG with very little support fuel.
This is because the BFG is composed of a significant amount of inert gases (over 60%
nitrogen and carbon dioxide, combined). The presence of the inert gases depresses the
flame temperature, and reduces the thermal NOx formation. This is the same mechanism,
by which FGR reduces NOx emissions, only the inert gases (the
nitrogen and carbon
Electronic Filing - Received, Clerk's Office, November 25, 2008
dioxide in the flue gas) are introduced along with the combustion air.
As
such,
BFG is
effectively a gaseous fuel with the
equivalent of significant FGR. Since the existing
burners can burn large quantities of BFG, addition of FGR when burning a high
percentage of COG or NG should not present
any combustion issues. Since the boilers
are designed
for the flue gas flow present with BFG, the addition of FGR when firing
NG
or COG will also not present any boiler
heat transfer issues or affect the boiler efficiency.
Since the BFG has the equivalent
of significant FGR, it would not be wise to
implement
additional FGR when firing a high fraction of BFG, as it would
not
be
possible to maintain a stable flame. Due to the inherently
low-NOx combustion of the
BFG, this will not significantly
impact the overall reduction obtained by the
implementation of FGR.
Another factor that makes
FGR an ideal NOx control technology for the GCW
boilers
is that the amount of FGR added can easily be controlled
based on the measured
fraction of NG, COG, and BFG used, allowing
NOx control to be maximized when firing
NG or COG, but
not cause flame stability issues when firing BFG.
IV.
BURNER REPLACEMENT
URS also evaluated whether
replacing burners was a viable option for controlling
NOx from
Boilers 11 and 12 and determined that burner
replacement was not a viable
option for several reasons. First, there
is very limited recent experience in this country
applying "low
NOx burners" technologies to steel plant gases.
In addition, the
specialized fuel requirements at a
steel plant, particularly for BFG, mean many boiler
burner technologies that
have been developed for NG and/or
refinery gas are not suitable
for BFG
applications. Application of a burner
design, unproven for steel plant gases
Electronic Filing - Received, Clerk's Office, November 25, 2008
could result in a non-functional boiler and/or
a boiler explosion. Burner replacement as a
control option also
was rejected for the GCW facility because Boiler 11 is a corner
(tangentially) fired boiler. Since the existing burners for this unit are inherently
low
NOx, the application of circular low NOx burners would
mean a total rebuild of the
boiler.
Further, low NOx burners do not necessarily
provide significant NOx reductions
alone, but must be combined
with FGR. When emissions from low NOx burners with
FGR are compared to emissions from conventional burners with
FGR, in most cases, the
NOx reductions for a given FGR rate are the
same. In the URS boiler database, which
consists of
NOx data from hundreds of boilers with FGR applied to the existing burners
and retrofits of low NOx burners with FGR, there
is no
statistical
difference in the NOx
reductions achieved for a given FGR
rate when the burners were replaced versus
application of FGR alone.
V. SNCR
SNCR
systems entail the injection of a reducing agent (ammonia/urea)
into the
flue gas stream to produce a NOx
reducing atmosphere at proper temperatures. These
systems are common on
large utility boilers. SNCR systems require ample
residence
time and good mixing of ammonia and flue gases at
the ideal temperature range for
satisfactory NOx reductions to occur. If these
conditions are not met, it can result in
higher NOx, or
the emission of unreacted ammonia ("ammonia slip").
The ideal temperature range
for the SNCR reactions to occur ranges from about
1,700°F to 2,100°F.
If the ammonia/urea is injected when the temperature
is higher, it
will be oxidized and will result in higher
NOx emissions. If the ammonia/urea is
injected
Electronic Filing - Received, Clerk's Office, November 25, 2008
when the temperature is too low, the reaction will not occur, and ammonia will be
emitted from the stack. Improper
mixing
of the
ammonia/urea and NOx
can also
result in
poor SNCR performance. If the molar ratio of ammonia/urea to NOx is too high at a
given location, then the excess ammonia will be emitted.
In sulfur-containing fuel firing applications, ammonia slip results in the creation
of ammonium compounds which are emitted as condensable particulates. These
compounds typically condense at temperatures that are commonly found in the air
heaters, and the deposits that form can lead to plugging, fouling, and corrosion. Air
heater pluggage increases the pressure drop and acts to reduce the maximum steam
production from the boiler. Air heater fouling results in decreased thermal efficiency of
the boiler process. Air heater corrosion decreases the equipment life, and results in more
frequent maintenance. Each of these outcomes
will ultimately require that the unit be
shut down. Recent studies on utility boilers that inject ammonia when firing sulfur-
containing fuels suggest that even very low amounts of ammonia slip may negatively
impact the air heater.
Boilers 11 and 12 are not good candidates for SNCR application because their
operating characteristics are
not consistent with the characteristics required for SNCR
operation. As discussed in more detail below, the specific characteristics of
the boiler
operation that preclude SNCR as a viable control option
include variation in steam load,
changes
in the bound-nitrogen content of the fuel, fluctuations in fuel heating value, and
the sulfur content of the COG.
The steam loads
for Boilers 11 and 12 varies significantly, because they are
affected by other parts of the process. When both blast furnaces
are in operation, the
Electronic Filing - Received, Clerk's Office, November 25, 2008
steam demand is high. However,
when only one blast furnace is in operation, the steam
demand is relatively low.
There are other parts of the process that require steam,
which
cause the boiler load to swing. When the load changes,
the flue gas temperature also
changes. As such, the location of
the optimum temperature window for the SNCR
reactions changes.
Since the ammonia/urea injection grid
is fixed, the flue gas
temperature at the injection point
may not be ideal. On large utility-scale boilers,
multiple injection
locations may be used to overcome this problem,
but it is not practical
on smaller units, such as GCW's Boilers
11
and
12.
The COG contains bound
nitrogen, in the form of HCN, which is of particular
concern when the
H2S scrubber is out of service for maintenance
purposes. The presence
of bound-nitrogen compounds in the COG
means that changes in the COG firing rate will
also produce dramatic changes
in the uncontrolled NOx concentration.
Variations in the
NOx cause an improper molar ratio of ammonia/urea
to NOx, resulting in either
higher
NOx emissions or ammonia slip
as the COG component of the fuel
changes.
The
heating value of the three fuels being
fired in Boilers 11 and 12 is quite
different, with the BFG having
a heating value about one tenth that of NG,
and the COG
being somewhere in between.
As the fuel blend being
fired in the boilers varies, the
flame temperature
in the boiler fluctuates.
The fuel blend also affects mass
flow rate
through the boiler, which is much
higher for the BFG than for NG.
The changes in the
flame temperature
and mass flow rate not only cause
the location of the ideal SNCR
injection temperature window
to change, they also cause the NOx
mass emission rate to
fluctuate. Variations
in the NOx cause an improper
molar ratio of ammonia/urea
to NOx,
Electronic Filing - Received, Clerk's Office, November 25, 2008
resulting in either higher NOx emissions or ammonia slip during fuel composition
transitions.
The scrubbed COG contains a significant amount of hydrogen sulfide and other
sulfur-containing compounds. These concentrations are much higher when the boilers
are being operated
while the H2S scrubber is out of service for maintenance purposes. In
either case, some of the sulfur compounds will react with the ammonia/urea that is
injected to form condensable ammonium sulfates.
Ammonium bilsulfate will condense at
the temperatures present in the air heater. As such, it will form deposits on the air heater
surfaces, and will negatively affect the boiler operation, as described
previously.
Ammonium
sulfate production is also an issue that is particularly important in Granite
City since any additional fine particulate that is produced by combustion processes
and
ultimately emitted to the atmosphere
has the potential to exacerbate PM2,5 nonattainment
issues.
VI. CONCLUSION
The NOx control measure that is best applied to the GCW Boilers 11 and 12 is
FGR. This NOx control can result in significant pollutant
reductions while minimizing
potentially adverse effects
on boiler operation. Other control approaches considered for
these boilers included SNCR and low NOx burners. Neither of these
controls offer any
advantages either singularly or in combination
with FGR when compared to application
of FGR alone.
In fact, particularly SNCR has several distinct disadvantages
including the
potential to create additional PM emissions - a result that
would be directly at odds with
the Illinois Environmental
Protection Agency's goal of reducing PM emissions
in
order
to attain the PM2,5 National Ambient Air Quality Standard.
Electronic Filing - Received, Clerk's Office, November 25, 2008
Thank you for allowing me the opportunity to present my testimony. I am
happy
to answer any questions.
U.S. Steel reserves the right to supplement
this testimony.
Respectfully submitted,
By: /s/ Katherine D. Hodge
Katherine D. Hodge
Dated: November
25, 2008
Katherine D. Hodge
Monica T. Rios
HODGE DWYER ZEMAN
3150 Roland Avenue
Post Office Box 5776
Springfield, Illinois 62705-5776
(217) 523-4900
U SS0001/Fil/R0819/Prefiled
Testimony of B. Stapper
Electronic Filing - Received, Clerk's Office, November 25, 2008
Blake E. Rapper, PE
Principal Engineer
A reas
of
Expertise
N Ox, Combustion, Air Pollution
Control, Regulatory Compliance,
Compliance Strategy, Emissions
Monitoring and Prediction
Years of Experience
With URS: 16 Years
With Other
Firms: 4 Years
E ducation
MS / 1989 / Mechanical
Engineering / University of
California, Irvine
B S / 1986 / Mechanical Engineering
/ University of Texas @ San
Antonio
Registration/ Certification
1 993 / Registered Professional
Engineer / TX / 76087
O verview
Mr. Stapper has worked in the
field
of
regulatory compliance and
combustion engineering for
20 years, and currently serves as the manager
of the Air Pollution Control team for URS' Carolinas operation.
During
his career, he has performed and
managed numerous combustion and air
pollution control projects in the refining, chemicals,
utility, metals, forest
products, and aerospace
industries. The primary focus of these projects
has been to quantify and reduce the NO. emissions
from a wide variety of
sources. He has managed air
permitting projects for utilities, and
developed and taught training programs
for both air pollution control and
regulatory applicability.
Mr.
Stapper
has performed numerous BACT
analyses for multiple source types,
including boilers, process heaters, IC
engines, turbines, flares, and
painting facilities. He has worked to develop
innovative NOx control technologies, and
has conducted evaluations to
select the most suitable
technology for a particular application. He has
also performed optimization projects to
improve efficiency, both for
individual sources, and
for entire facilities. His responsibilities have
included all aspects of these
projects, including planning, testing, design,
implementation, and
project management.
C hronology
Principal Engineer, URS,
Charlotte, NC, 2007 to present
Unit Leader, URS,
Austin, TX, 2002 to 2006
P roject Manager, URS,
Austin, TX, 2000 to 2002
P roject Manager,
Pegasus Technologies, Austin, TX, 1998-2000
Senior Engineer, Radian
International, Austin, TX, 1990-1998
Research Assistant,
The University of California - Irvine, 1987-1989
Research Engineer, SwRI,
San Antonio, TX, 1986-1987
P roject Specific Experience
S ome specific examples of projects in which Mr. Stapper
has
been
involved are as follows:
"
Project Manager, Emissions Control
Study. Mr. Stapper is
currently working on a project to evaluate
the emission control
equipment that would provide the
best solution for a facility in
Texas that is burning petroleum coke
in horizontal kilns. The
objective of the project
is to identify a combination of particulate,
Electronic Filing - Received, Clerk's Office, November 25, 2008
S02,
and sulfuric acid controls that would allow the facility relief
from the
regulatory requirements that currently constrain their
operational
flexibility. The deliverable for this effort is a
recommendation
and budgetary cost estimate, for the purpose of
securing authorization to develop an Authorization For Design
engineering
package.
"
Project Manager, NOx Control Evaluation for Clean Air
Interstate Rule (CAIR) Compliance. Managed an evaluation
of
a 430 MW tangentially-fired utility boiler, to determine the
applicability
and costs of a range of NOx control technologies.
The
goal
of the project was to recommend how to implement
these technologies
in stages to provide the most cost-effective
solution
for complying with the CAIR Phase I and Phase II NOx
emission allowances.
"
Task Leader, Petcoke Gasifier Permit Application. Mr.
Stapper served
as the task leader for the analysis of the Best
Available Control Technology (BACT) for the emissions sources
at a proposed
petroleum coke gasification facility in Texas. The
sources
that were evaluated included boilers, thermal oxidizers,
material
handling, storage tanks, and IC engines.
"
Project Manager, Low-NOx Burner Retrofits for 12 Process
Heaters. Managed a project to engineer, procure, and provide
construction oversight for the installation of low-NOx burners
and burner
management systems on twelve process heaters. Mr.
Stapper was responsible for coordinating the work of URS staff
from multiple offices with a number of subcontractors, in order
to meet the regulatory compliance date of June 1, 2006. All
twelve
heaters were certified as compliant prior to the deadline.
"
Project Manager, Boiler Induced Flue Gas Recirculation
(IFGR) Retrofit. Managed the design of an IFGR system on a
steam boiler at NASA. The goal of the project was to reduce
NOx emissions to 0.035 lb/MMBtu using the existing forced
draft fan. The boiler control system was also upgraded. The
deliverable was the construction bid package
for the retrofit.
"
Project Manager, NOx Controls for Rule 4306 Compliance.
Managed a project to assess the necessary
modifications to 43
refinery combustion sources for compliance with
the
San
Joaquin
Valley Unified Air Pollution Control
District Rule
4306.
Mr.
Stapper was responsible for the technical evaluation of the
process heaters for retrofit with ultra
low-NO, burners. Two
boilers require the installation of induced flue gas
recirculation
(IFGR) to meet the new compliance
limits. A number of the
Electronic Filing - Received, Clerk's Office, November 25, 2008
larger boilers and
process heaters will require SCR. The scope
of
the project was to determine
what controls should be applied
to
each unit, and
to
provide
a total installed cost estimate.
"
Project Manager, Ultra-low
NOx Burner Retrofit for NOx
SIP Compliance.
Managed the installation of an ultra-low
NOx
RMB burner on two gas-fired
steam boilers to achieve 9 ppm
NOx emissions.
The turn-key EPC project included an
upgrade
of the boiler burner
management system, the replacement of
the
forced-draft
fans, and the installation of variable frequency
drives
to increase the operating
efficiency. The first retrofit is complete,
and installation
on the second boiler is underway.
"
Project Manager,
Low NOx Burner Retrofits. Managed
the
implementation
of ultra-low NOx burner retrofits on
a boiler and
two process
heaters for a chemical manufacturer with two
sites in
the HGA
The first part of this effort was to develop
a SIP
compliance evaluation.
This study determined the lowest
cost
options for
NOx control technologies at each of the
two sites,
and also developed
a plan that demonstrated the potential savings
if the two sites
traded NOx credits as if they were a
single
account. A project
schedule was also developed so that
the
projects could
be spread out over the duration
of the five year
interim compliance
period.
"
Project
Manager, SCR Troubleshooting.
Evaluated
performance
problems with the Selective Catalytic
Reduction
(SCR) systems
on four GE LM6000 simple
cycle gas turbines.
Although
the units had only operated about
1,000 hours since
startup,
the SCRs had not been able to
demonstrate the necessary
performance,
based on outlet NOx emissions.
URS was
contracted
to investigate the extent of
the performance problem,
to identify
the causes of the operating problems,
and to
recommend
corrective actions. The
results showed that the SCR
was not
able to achieve the performance
guarantee for outlet
NOx
and NH3 slip. The data showed
that the ammonia
vaporization
skid was undersized, and
further suggested that the
performance
problem was caused
by premature catalyst
deactivation.
URS provided recommendations
for corrective
action, which were subsequently
implemented.
"
Project Director, Passive
FTIR Phase I Testing of
Simulated and Controlled
Flare Systems. Directed the
technical tasks for an evaluation
of the use of passive Fourier
transform infrared radiometry
for measuring emissions from
process flares. Flare emission
levels are not well understood due
Electronic Filing - Received, Clerk's Office, November 25, 2008
to the difficulty in making traditional emissions measurements.
The project consisted of the development of a Quality Assurance
Project Plan (QAPP), an analytical study of the technology
to
estimate detection limits, along with field testing on a simulated
flare plume and an actual process flare. Mr. Stapper's
responsibilities included the overall management of the technical
aspects of the project, which included serving as the
leader of the
testing, data analysis, and reporting tasks.
"
Project Manager, Boiler Optimization. Testing, modeling
and
installing a neural network control system on a coal-fired, 590
MW tangentially-fired CE boiler with SOFA and CCOFA.
Initial
testing demonstrated a NOx reduction of 20%, with a
simultaneous 50 Btu/kWh improvement in unit
net heat rate.
"
Project Manager, Utility Boiler Optimization . NOx and
heat
rate improvement project on a gas-fired 430 MW tangentially-
fired CE boiler. Testing included an evaluation of reduced air
operation at low loads and an assessment of the optimum
burner
configurations to achieve minimum NOx at low loads. The
recommended changes to the unit's operating
procedures reduced
heat rate by 0.5% and lowered NOx emissions by
15%.
"
Project Manager,
Boiler
Optimization
and Emissions
Prediction. Testing, modeling and
installing a neural network
control system on a coal-fired, 590
MW tangentially-fired CE
boiler. The goal of this project was to reduce
NOx
emissions
as
much as possible with no negative
impact on heat rate. Testing
was conducted to determine the effects of
reduced
excess
oxygen,
mill biasing and air staging.
The system demonstrated an 18%
NOx reduction, with a 1.9 percent
heat rate improvement.
"
Project Manager, Consulting
Services to Evaluate NOx and
S02 Emissions Control
for Municipal Waste Gasifier.
Managed an
evaluation of the performance claims for a municipal
solid waste gasification
facility. Mr. Stapper was responsible for
reviewing the
documentation provided by the gasifier vendor for
the combustion
process to gasify the MSW, along with the post-
combustion
controls for removal of particulate, S02, and NOx.
The results of
the evaluation showed that the gasifier project was
capable of
performing at the specified production rate, while
achieving the
project goals for emission levels.
"
Task Leader, SCR Pilot Demonstration. Pilot study to
demonstrate
the applicability of a selective catalytic reduction
system
(SCR) on a high-dust, coal-fired utility boiler. Responsible
for
planning testing activities, analyzing the results, and reporting.
Electronic Filing - Received, Clerk's Office, November 25, 2008
"
Task Member, SNCR Demonstration. Demonstration of a
selective
non-catalytic reduction system (SNCR) for NOx
reduction on a 185 MW oil-fired boiler. Responsible for
conducting
test program and for collective process and emissions
data. Collected and analyzed ammonia samples to equate SNCR
NOx reduction performance with ammonia slip.
"
Task Member, System-wide NOx Control Evaluation.
Evaluated NOx control technologies for all the sources at a
utility. Specific responsibility was to assess the effectiveness of
the selective non-catalytic NOx reduction technology on
approximately 50 units.
"
Task Leader, Amine Incinerator BACT Analysis.
Recommended the best available control technology (BACT) for
NOx on a new amine incinerator at a Gulf Coast chemical plant.
The project tasks included a review of the waste stream to
estimate
the emissions loading, an evaluation of the available
NOx control technologies, and the identification of the most cost
effective
control equipment.
"
Project Director, Projected Emissions from BIF Boiler.
Analyze the potential emissions from a proposed BIF boiler (for
incinerating hazardous wastes) at a Gulf Coast refinery. The
project required an assessment of the existing BIF units and their
respective waste streams. This was coupled with the operating
characteristics of the proposed unit in an attempt to predict the
emissions once it was installed.
P rofessional Societies
/ Affiliates
Air and Waste Management Association
American Society of Mechanical Engineers
Combustion
Institute
I nstitute for Liquid Atomization Spray Studies
Carolinas
Air Pollution Control Association
S pecialized
Training
MS / 1989 / Mechanical Engineering / University
of California, Irvine
BS / 1986 / Mechanical Engineering / University
of Texas @ San
Antonio
URS Project Manager Certification,
2005
Electronic Filing - Received, Clerk's Office, November 25, 2008
Publications
John
Wester, Blake Stapper and Madhu Ramavajjala, "SCR Operational
Issues at Austin Energy's Sand Hill Energy Center", presented at the
105th Meeting of the Plant Design and Operating Committee, Austin,
TX, July 2002.
T eresa L. Wilson, Blake E. Stapper, G. Dale Roberts and Don Scruggs,
"Application of a Neural Network Based, Closed-Loop Control
Optimization System to a Load-Following Utility Boiler, to be
presented at PowerGen 2000, Orlando, FL, November 2000.
Blake E. Stapper and R.C. Booth, "Advances in the Application of Neural
Network Systems for Controlling NOx and Heat Rate in Utility
Boilers", AWMA 93rd Annual Conference and Exhibition, Salt Lake
City, UT, June 2000.
Brad J. Radl and Blake E. Stapper, "Advanced Control and Operating
Strategies for Power Generation Companies", EPRI-DOE-EPA
Combined Utility Air Pollutant Control Symposium, Atlanta, GA,
1999.
Micheal Lewis, Monte Gottier, and Blake Stapper, "Emission Solutions
Through Optimization", EPRI-DOE-EPA Combined Utility Air
Pollutant Control Symposium, Washington, D.C., 1997
S cott Briggs, Blake Stapper, and Walt Crow, "A Predictive Emissions
Monitoring System (PEMS) for a Paper Mill Power Boiler", TAPPI
Environmental Conference & Exhibit, Minneapolis, MN, 1997
Blake E. Stapper, Gordon C. Page, Robert R. Horton, and Ted S. White,
"Compliance Optimization Modeling Systems for Industrial Boilers",
CIBO Ninth Annual NOx Control Conference,
Hartford,
CT,
1996
Blake E. Stapper, Thomas P. Nelson, Ronald D. Bell, and S. Peter Barone,
"A Low- NOx, High-DRE Burner for Co-firing
Liquid Waste with
Natural Gas", AFRC Fall International Symposium,
Monterrey,
CA,
1995
Huang, C., Hargis, J., Fuller, L., Mallory, R., Stapper, B.,
and
Cichanowicz,
E., "Status of SCR Pilot Plant Tests on
High
Sulfur
Coal at Tennessee
Valley Authority's Shawnee Station," presented at
the 1993
EPRI/EPA Joint Symposium on Stationary
NOx Control, Miami, FL
B. E. Stapper and G. S. Samuelsen, "An Experimental
Study
of the
Breakup of a Two-Dimensional
Liquid Sheet in the Presence of Co-
flow Air Shear", AIAA-90-0461, Gas
Turbine and Aeroengine
Congress and Exposition, Brussels,
Belgium, 1990
Electronic Filing - Received, Clerk's Office, November 25, 2008