TN THE
MATTER
OF:
)
NITROGEN
OXIDES
EMISSIONS
FROM
)
VARIOUS
SOURCE
CATEGORIES:
)
AMENDMENTS
TO
35 ILL. ADM.
CODE
)
PARTS
211
AND 217
NOTICE
OF
FILING
TO:
Mr.
John T. Therriault
Assistant
Clerk
of
the Board
Illincis
Pollution
Control
Board
100 W.
Randolph
Street
Suite
11-500
Chicago,
Illinois
60601
(VIA HAND
DELIVERY)
Timothy
Fox,
Esq.
Hearing
Officer
Illinois
Pollution
Control
Board
100
W. Randolph
Street
Suite
11-500
Chicago,
Illinois 60601
(VIA
U.S.
MAIL)
(SEE
PERSONS
ON
ATTACHED
SERVICE
LIST)
PLEASE
TAKE
NOTICE
that
I
have today
filed
with the
Office of
the Clerk
of the
Illinois
Pollution
Control
Board
PRE-FILED
COMMENTS
FOR
THE ILLINOIS
ENVIRONMENTAL
PROTECTION
AGENCY
SUBMITTED
BY
ARCELORMITTAL
USA,
INC.
a copy of
which
is herewith
served upon
you.
Dated:
Respectfully
submitted,
By:
CLLL
Christina
L. Archer
Christina
L.
Archer
Associate
General
Counsel
ARCELORMITTAL
USA, INC.
1.
South
Dearborn,
19
th
Floor
Chicago,
Illinois
60603
(312)
899-3865
CEV
CLERK’S
OFFICE
BEFORE
THE
ILLINOIS
POLLUTION
CONTROL
BOARD
25
2008
)
R08-l9
(Rulemaking
- Air)
STATE
OF
(LL(NOIs
Potluton
Control
Board
THIS FILING
SUBMITTED
ON RECYCLED
PAPER
CERTIFICATE
OF SERVICE
I, Christina L.
Archer, the
undersigned, hereby
certify
that I have
served
the
attached
PRE-FILED
COMMENTS.
FOR THE ILLINOIS
ENVIRONMENTAL
PROTECTION
AGENCY SUBMITTED
BY
ARCELORMITTAL
USA, INC:
upon:
Mr. John T.
Therriault
Assistant Clerk
of the Board
Illinois
Pollution Control
Board
100 West Randolph
Street,
Suite 11-500
Chicago,
Illinois 60601
via hand
delivery. on
November
25,
2008 (original plus 9
copies);
and upon:
Timothy Fox, Esq.
Hearing
Officer
Illinois Pollution
Control Board
100
WtRandolph,
Suite 11-500
Chicago,
Illinois
60601
Gina
Roccaforte,
Esq.
Ms. Dana
Vetterhoffer
Division of Legal
Counsel
Illinois
Enviromental
Protection
Agency
1021 North
Grand
Avenue East
Post Office
Box
19276
Springfield,
Illinois
62794-9276
Virginia
Yang. Esq.
Deputy
Legal
Counsel
Illinois
Department
of Natural
Resources
One
Natural Resources
Way
Springfield,
Illinois
62701-1271
Mathew
J. Dunn,
Esq.
Chief,
Environmental
Bureau
North
Office of
the
Attorney General
69
West
Washington
Street,
Suite
1800
Chicago,
Illinois
60602
Kathleen
C.
Bassi,
Esq.
Stephen
J.
Bonebrake,
Esq.
SchiffHardin,
LLP
6600
Sears
Tower
233
South
Wacker
Drive
Chicago,
Illinois
60606-6473
Alec M. Davis,
Esq.
General Counsel
Illinois
Environmental
Regulatory Group
215
East Adams
Street
Springfield,
Illinois
62701
by
depositing
said
documents in the
United
States Mail, postage
prepaid,
in
Chicago,
Illinois on
November 25,
2008.
CLL
Christina
L.
Archer
THIS
FILING
SUBMITTED
ON
RECYCLED
PAPER
BEFORE
THE ILLINOIS POLLUTION
CONTROL
BOA1D
•
iN
THE MATTER OF:
)
NOV
25
2OO
NITROGEN
OXIDES EMISSIONS
FROM
)
(Rulemaking-Air)
VARIOUS SOURCE
CATEGORIES:
)
V
AMENDMENTS
TO 35
ILL. ADM CODE
).
•
PARTS
211 AND
217
V
)
V
V
PRE-FILED
COMMENTS
FOR
THE
V
ILLINOIS ENVIRONMENTAL
PROTECTION
AGENCY
•
SUBMITTED
BY
ARCELORMITTAL
USA,
INC.
NOW
COMES
ARCELORMITTAL
USA
INC.
(ArcelorMittal)
and submits the
following
Pre-Filed Comments
for
the
Illinois Environmental
Protection Agency
(Illinois
EPA or
Agency)
for presentation
at the
1
st
round
of hearings
scheduled in the
above-referenced
matter
for
December
9,
2008.
Specifically,
the proposed
regulations at 35 Ill.
Adm. Code
Part
217,
Subpart
H apply to iron
and steel and
aluminum
manufacturing
and
regulate reheat,
annealing
and
galvanizing
furnaces. ArcelorMittal’s
Riverdale,
Illinois facility has
a permitted
roller-
hearth
tunnel
furnace
equipped with ultra-
low NOx
tube burners (ULNBs),
which processes
cast
steel
slabs.
However,
the tunnel furnace
cannot be
considered as a
reheat, annealing,
or
galvanizing
furnace
and the arbitrary
NOx
reduction
proposed is
inappropriate for the
tunnel
V
V
furnace
in
operation
at ArcelorMittal’s
Riverdale
facility.
ArcelorMittal
finds
that based
on the
applicability
provisions
provided in
the proposed
regulation
at 35 JAC
217.150, the
tunnel
furnace
is not subject to this
regulation.
Should the
Agency
deem that
ArcelorMittal’s
tunnel
furnace requires
regulation
under the
proposed rule, it will
be
necessary
for the. Agency
to
include
a
specific
defmition
and emission factor
for the
existing
tunnel furnace
at
ArcelorMittal’s
Riverdale,
Illinois
facility, recognizing
the unique
nature of
the
operation
and the advanced
NOx
/
control
technologies
already
in
use.
V
THIS FILING
SUBMITTED ON
RECYCLED PAPER
1.
For
clarification purposes,
a brief
background
on
these
types
of furnaces
within
the
iron
and
steel
industry
is provided
herein.
Annealing
and
galvanizing
furnaces
are
used
to
further
process
steel
that
has
already
been
hot-rolled
and
exists
as
a
steel
strip,
while
reheat
furnaces are
used
to
process
steel
slabs,
billets
and
blooms,
which
are
typically
considered
intermediate
products.
At
traditional
mills,
liquid
steel
is
cast
into
slabs;
the
slabs
are
then
stored
in
a slab
yard,
transported to
a reheat
furnace,
heated
to
a
temperature
sufficient
for
rolling,
rolled
into
a
strip,
and
fmally
coiled
as a
finished
product.
In 1986,
new
technology
was
developed
that
allowed
continuous
casting
of
thin
slabs.
At
the Riverdale
facility,
a
state
of
the
art
compact
strip
production
(CSP)
facility
was
constructed
and began
operation
in 1996.
The CSP
process
allows
liquid
steel
to
be
cast
into
thin
slabs,
which
then
directly
enter
a
tunnel
furnace,
before
being
rolled
into
a strip
and
coiled.
ArcelorMittal
Riverdale
casts
a
thin
slab
with
a
2-inch
height,
which
is
then cut
to
length
by the
shear,
and
conveyed directly
into
the
tunnel
furnace
which
serves
to
equalize
slab
temperature
prior
to
rolling
at the
hot
strip
mill
(HSM):
The
CSP
design
represents
advanced
energy
efficiency
process
technology
(and
emission
reductions)
compared
to
traditional
methods
of
making
“hot
bands.”
Clearly,
the tunnel
furnace
is
not an
annealing
or galvanizing
furnace.
ArcelorMittal
has
prepared
the
remainder
of
these
comments
to further
illustrate
that
a
tunnel
furnace
cannot
be
coisidered
as a
reheat
furnace.
-
2.
The
Technical
Support
Document
(TSD)
prepared
in
support
of
the
rulemaking
provides
a
general
description
of
reheat
furnaces;
however,
the Illinois
EPA
provides
no
proposed
definition
of
reheat
furnaces
in
35
Iii.
Adm.
Code
Part
211.
Temperature
and
fuel
mixture
are
two
components
used
in
defining
a
reheat
furnace.
As
described
in
Section
6.2.1
of
THIS
FILING
SUBMITTED
ON
RECYCLED
PAPER
the
TSD, the
typical temperature
range for a reheat
furnace is a
continuous 2150
to
2450°F.
A
typical
reheat
furnace must
increase the slab to
this
temperature
from
ambient
levels;
however,
the
tunnel
fuinace
at ArcelorMittal’s
Riverdale
facility
maintains
the
slab
at its cast
temperature
with
only.
a
small
increase
in
temperature from
approximately
1800-1900°F to
2040-2146°F.
The
maximum
temperature of the
tunnel furnace
is 2150°F, well below
a
typical reheat
furnace’s
capacity.
Additionally,
while
traditional reheat
furnaces use fuel-rich
mixtures,
the tunnel
furnace
uses
a leaner fuel mixture.
3.
Design parameters
also
differ in
the tunnel furnace
versus a
traditional
reheat
furnace:
ArcelorMittal’s
predecessor,
Acme Steel
Company,
applied for a construction
permit
for
the CSP facility, including
the tunnel furnace,
on
April 12,
1993. The application
stated that
“The
Tunnel Furnace NOx
control technology
is
planned to
consist of low NOx
burners and
burner
càntrol
equipment.
In the
unlikely
event of burner(s)
or associated burner
control(s)
malfunctiOflor
breakdown,
the tunnel
furnace
must continue
to operate because it
is
in-line
with
the
cOntinuous., caster and
is the only
outlet for cast steel
slabs. The
tunnel furnace
is not
designed
as a conventional
reheat furnace;
therefore, any slabs
that must be
diverted
are not
recoverable
by Acme.” In
review, it
was found that the burners
are equivalent
in design
and
operation
to
ULNB, not
LNBs (See
paragraph #4 below
for more
details).
As
previously
indicated,
the , tunnel furnace
receives
slabs
directly from
the continuous caster.
Unlike a
traditional caster
which produces
a slab that’ is
stored prior
to processing, there is
no place to
store the
slabs
and no way to
“reheat”
a slab
from
ambient temperature.
The
entire CSP process
operates
as one
continuous process
and all sections must
be operating
optimally to produce
a
quality
finished product.
Further,
the tunnel furnace oflen
holds
the
slabs
until
they
can be
‘processed
at the
downstream
HSM.
Slabs
are
only
held
to accommodate maintenance
of HSM
THIS
FILING
SUBMITTED
ON
RECYCLED
PAPER
equipment;
any
lengthy holding
time
is
detrimental
to
the quality
of the
slab and
thus
the final
product.
4.
ArcelorMittal’s
current
NOx
emission
factor
for the
tunnel
furnace
is 0.171
lb/mrnBtu
and
the
tunnel
furnace
already
employs
ULNBs.
Information
from
the manufacturer
of the
ULNBs, Bloom
Engineering,
is
attached hereto
as Exhibit
A.
In addition,
the Agency
has
already
testified
that
it
would
be
surprised
if
sources
were
required
to install
post-combustion
controls
to achieve
the
proposed
emission
limits.
See
R08-19,
Transcrzpt
from
October
14,
2Q08
heariiig,
pp.
27, 116-117,
171.
Notwithstanding,
while
reheat
furnaces generally
combust
fuel
under
higher
oxidizing
conditions
allowing
for
greater
ability
to use
post-combustion
controls,
the
tunnel
furnace
does
not
afford
this ability,
and
because
it is
already
employing
ULNBs,
no
additional
reductions
can
feasibly
be
achieved.
Furthermore,
the CSP
design (which
incorporates
the
continuous
caster,
tunnel furnace
and
HSM)
represents
advanced
energy
efficiency
process
technology
(and
emissions
reductions)
compared
to
traditional
methods
to
making.”hot
bands” using
“Reheat”
furnace
process technology
(e.g.,
casting slabs,
reheating
slabs
and
rolling
slabs
to
hot
bands).
For comparison
purposes, in
a April
1998 evaluation,
the
Riverdale
facility
CSP
process was
65%
more efficient
than
the
previous
production
operations
that
produced
hot
band
coil at
the
facility,
which
translates
into
a significant
reduction
of
baseline
NOx
emissions
in-itself.
The
advance
CSP (including
the
tunnel
furnace) process
technology
should
be considered
in
the
overall
evaluation
to
reduce emissions.
5.
Additional
variations
in
reheat furnaces
detailed
in the
TSD include
the surface
area,
thickness
and
composition
of
the
material
to
be heated.
ArcelorMittal’s
Riverdale
facility
produces
both
high
and
low carbon
grades
and carbon
alloy
grade steel.
Many
of
these
grades
(including
high
carbon
grades with
up to
0.95%
carbon; carbon
alloy
grades
with
specific
THIS
FILING
SUBMITTED
ON RECYCLED
PAPER
additions
of chromium, nickel, molybdenum, and vanadium;
and carbon
grade
steels with boron
additions)
are not typically produced at other facilities. The
continuous caster at Riverdale casts
a very thin
slab of approximately 2 inches in height,
compared
to
a traditional slab
height
of
9
to
13 inches.
These
production
variations also have
an impact
on
temperature and oxygen content.
A
reheat
furnace design affords a lower flame temperature at
the burner under higher oxidizing
conditions, which results in the ability to achieve lower
NOx.emissions. Because of the small
increase in temperature as stated above, the tunnel furnace does
not afford this ability. The
specific ratio of oxygen to gas is also important as the correct
ratio generates a proper scale
on
the slab, which can easily be removed by the descaler, and
prevents the scale from being rolled
into the strip at the HSM. As stated above, the
entire
CSP is a continuous
process and
any
scale
rolled into the strip can
lead
to issues with
product
quality. Unlike other
facilities
that operate
tunnel
furnaces, the Riverdale facility
does not
have
a second tunnel
furnace
or
shuttle furnace
that
can
be used to
divert
product
between
furnaces; nor does the
Riverdale facility
have any
downstream
fmishing operations
(such
as
pickling) to remove, scale.
Therefore, operationally
and functionally,
ArcelorMittal’
s
Riverdale tunnel furnace cannot be
compared
tO, or
considered
to be a reheat
furnace (or
even
compared to other tunnel furnace
facilities
for
that matter).
THIS FILING
SUBMITTED ON
RECYCLED PAPER
For
the above reasons, AtcelorMittal USA, Inc. requests
the
Agency recognize the unique
differences
in the tunnel furnace design and propose a specific definition for the existing tunnel
furnace recognizing
the unique nature of
ArcelorMittal’s
operation
and the advanced
NOx
control technologies
already
in use.
Respectfully submitted,
ARCELORMITTAL
USA,
INC.
By:
)
RL
Christina L. Archer
Dated:
<S
Christina
L. Archer
Associate General Counsel
ARCELORMITTAL USA, INC.
1 South Dârborn,
19
th
Floor
Chicago, Illinois
60603
(312) 899-3865
THIS
FILING SUBMITTED
ON
RECYCLED PAPER
Exhibit
A to
ArcelorMittal’s
Comments
on
R08-19
BIoôiTih
&OBALEIEPWAN
1345VTALSOLUVOS
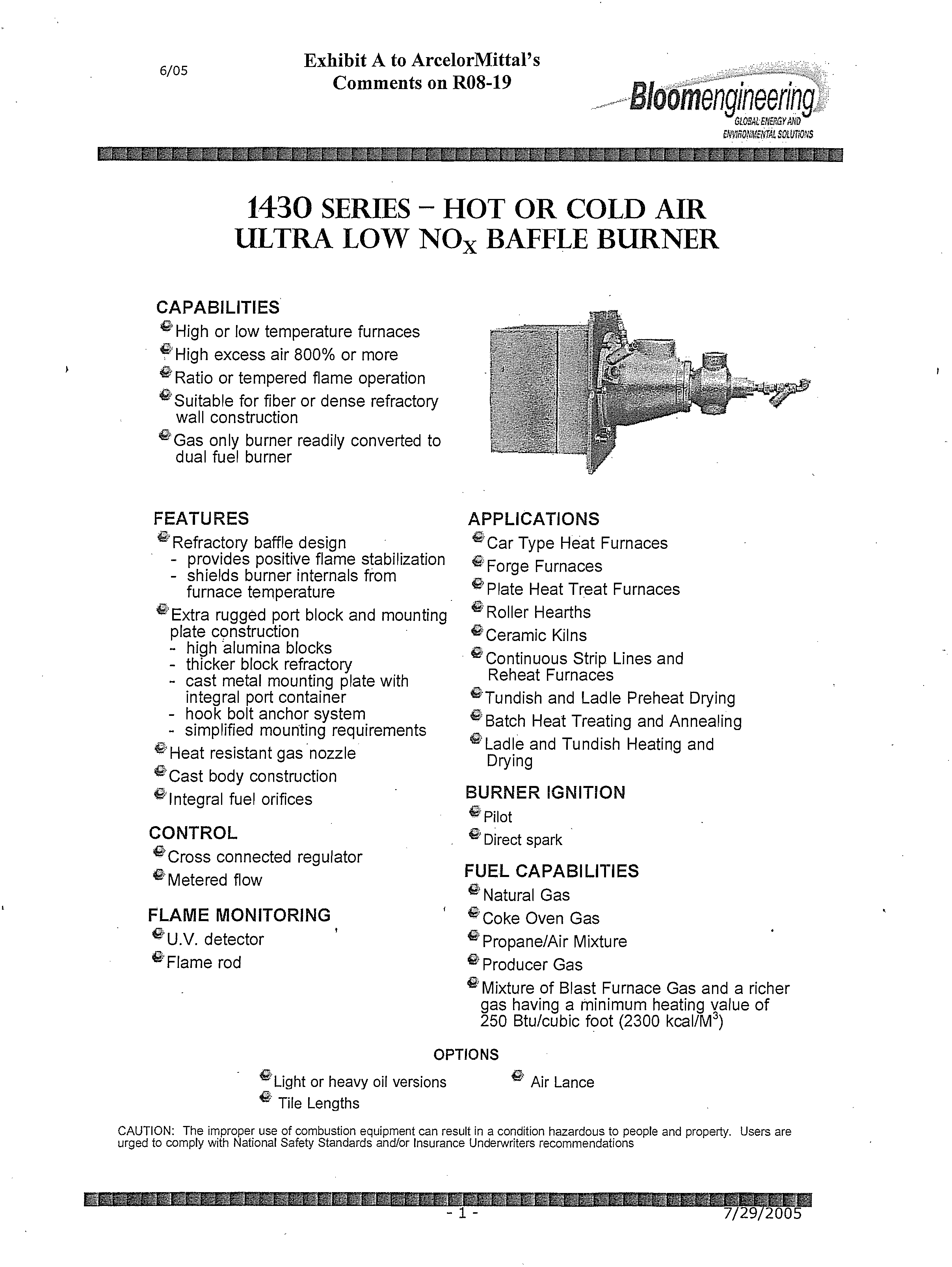
1430
SERIES
- HOT OR COLD
AIR
ULTRA
LOW
NO
BAFFLE
BURNER
CAPABILITIES
High
or low temperature
furnaces
High excess air
800%
or more
Ratio
or tempered
flame operation
Suitable for fiber
or dense refractory
wall
construction
Gas only burner
readily converted
to
dual fuel burner
FEATURES
Refractory baffle
design
- provides
positive flame
stabilization
- shields
burner internals
from
furnace temperature
Extra rugged
port block
and mounting
plate construction
- high alumina blocks
- thicker block
refractory
- cast metal mounting
plate
with
integral port container
-
hook bolt anchor system
- simplified
mounting requirements
CHeat
resistant gas nozzle
Cast
body
construction
lntegral
fuel orifices
CONTROL
Cross
connected
regulator
Metered
flow
FLAME MONITORING
@UV
detector
Flame
rod
Light or
heavy oil
versions
Tile Lengths
6/05
APPLICATIONS
SCar Type
Heat Furnaces
Forge
Furnaces
Plate Heat Treat
Furnaces
Roller Hearths
Ceramic Kilns
Continuous
Strip Lines and
Reheat Furnaces
Tundish
and Ladle Preheat
Drying
Batch
Heat Treating
and
Annealing
Ladle and
Tundish
Heating
and
Drying
BURNER IGNITION
Pilot
Direct spark
FUEL
CAPABILITIES
Natural Gas
Coke
Oven
Gas
Propane/Air Mixture
Producer
Gas
Mixture of
Blast
Furnace
Gas and
a richer
gas
having
a
minimum
heating
value
of
250
Btu/cubic
foot (2300 kcal/M
3
)
OPTIONS
Air Lance
CAUTION:
The improper use of combustion
equipment
can result
in a condition hazardous to
people
and property.
Users are
urged to comply
with National Safety Standards
and/or
Insurance
Underwriters recommendations
.
q•• •
-1
7/05
Bloohiengineering;
GWEAL
ENtOY4’a
1430
SERIES
-
HOT
OR
COLD
AIR
ULTRA
LOW
NO
BAFFLE
BURNER
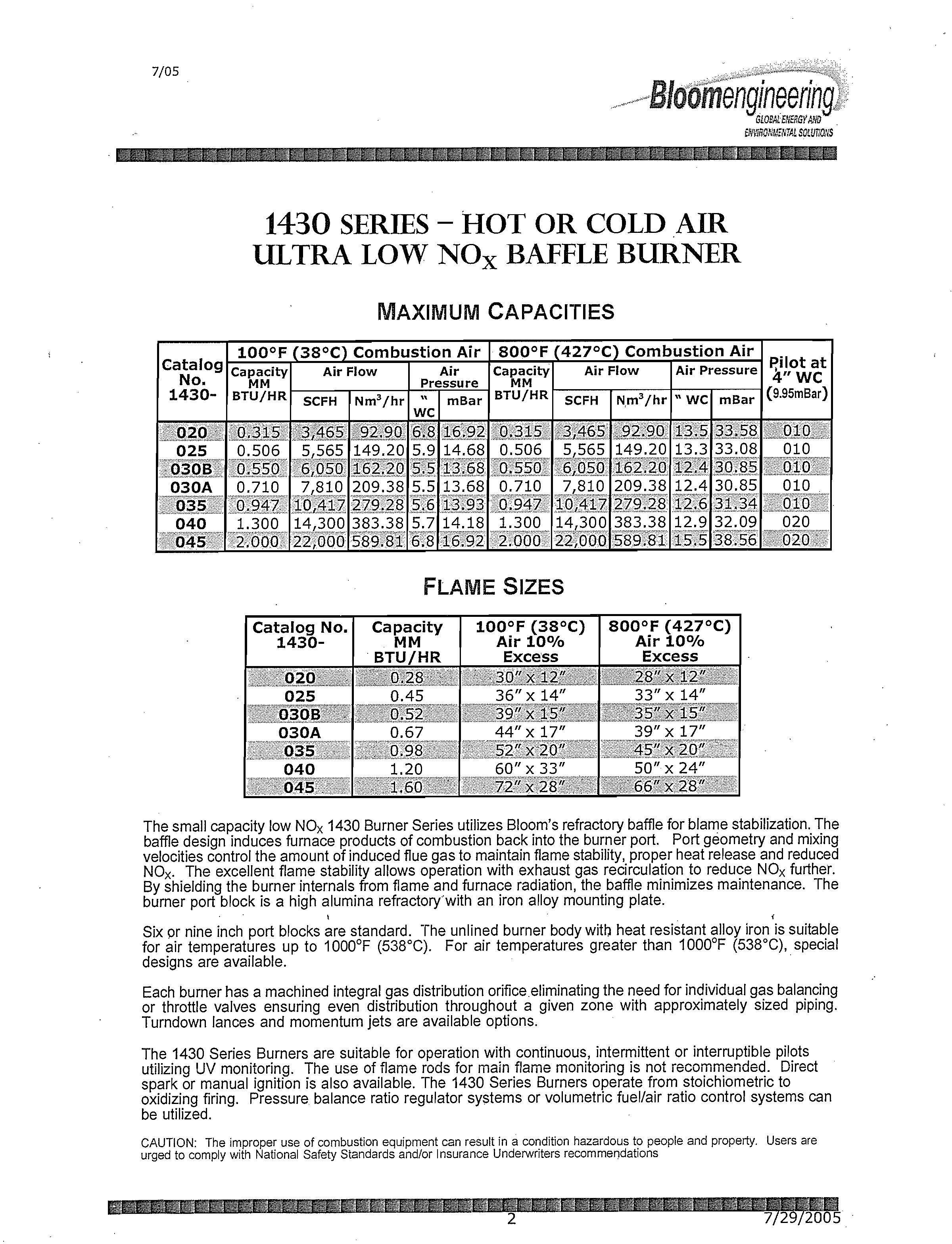
MAXIMUM
CAPACITIES
100°F
(38°C)
Combustion Air
800°F
(427°C)
Combustion
Air
Caalo
Capacity
Air
Flow
Air
Capacity
Air
Flow
Air
Pressure
ILOtt
iO.
MM
Pressure
MM
VV
1430-
BTU/HR
SCFH
Nm
3
/hr
“
mBar
BTU/HR
SCFH
Nm
3
/hr
mBar
(9.95mBar)
wC
,
02O,0.315
3,465
68
15
3,465,
92.90
,13.5
33,5801Q,
025
0.506
5,565
149.20
5.9
0.506
•5
.122p
1
QO
.
000550
6,050,
1,62.20
S.5
05Q
6,Q59
162p,1
,4 3QL.
QQz..
030A
0 710
7,810
209.38
5.5
1168
0.710
7.810
209.38,
12.4
30.85
q
035
0
947 10,417
279
28 5
6
13 93
0
947
10,417
279
28
12
6
31 34
010
040
1.300
14,300
383.38
5.7
14.18
1.300
14,300
383.38
12.9
32.09
020
045
2.000
22,000
589.81
6.8
16.92
2.000
22,000
589.81
15.5
38.56
020
FLAME
SIZES
Catalog
No.
Capacity
100°F
(38°C)
800°F
(427°C)
1430-
MM
Air
10%
Air
10%
BTU/HR
Excess
Excess
020
028’
30”x12”
28”x
12”,
025
0
45
36” x
14”
33”
x
14”
030B
052
39”x15”
35”x15”
030A
067
44”x17”
39”x17”
,
035
.
.
0.98
‘.
52”x20”:
.
45”x20”
040
1.20
60”
x 33”
50”
x 24”
‘
045.
1.60
‘
72”x28”
66”x28”
The
small
capacity
low
NOx
1430
Burner
Series
utilizes
Bloom’s
refractory
baffle
for
blame
stabilization.
The
baffle
design
induces
furnace
products
of combustion
back
into
the burner
port.
Port
geometry
and
mixing
velocities
control
the
amount
of
induced
flue
gas
to
maintain
flame
stability,
proper
heat
release
and reduced
NOx.
The excellent
flame
stability
allows
operation
with
exhaust
gas recirculation
to
reduce
NOx
further.
By
shielding
the
burner
internals
from
flame
and
furnace
radiation,
the baffle
minimizes maintenance.
The
burner
port
block
is
a
high alumina
refractorywith
an
iron
alloy
mounting
plate.
Six or
nine inch
port
blocks
are
standard.
The
unlined
burner
body
with
heat
resistant
alloy
iron is
suitable
for
air
temperatures
up to
1000°F
(538°C).
For
air
temperatures
greater
than
1000°F
(538°C),
special
designs
are
available.
Each
burner
has
a machined
integral
gas distribution
orifice
eliminating the need
for
individual
gas
balancing
or throttle
valves
ensuring
even
distribution
throughout
a
given
zone
with
approximately sized
piping.
Turndown
lances
and
momentum
jets are
available
options.
The 1430
Series
Burners
are
suitable
for operation
with
continuous,
intermittent
or
interruptible
pilots
utilizing
UV monitoring.
The
use
of flame
rods
for
main flame
monitoring
is
not
recommended.
Direct
spark
or
manual
ignition
is
also available.
The
1430
Series
Burners
operate
from
stoichiometric to
oxidizing
firing.
Pressure
balance
ratio regulator
systems
or
volumetric
fuel/air
ratio control
systems
can
be utilized.
CAUTION:
The improper
use of
combustion
equipment
can
result
in
a condition
hazardous
to people
and
property.
Users are
urged
to
comply
with
National
Safety
Standards
and/or
Insurance
Underwriters
recommendations
205
7/05
BIoohhginoering.
&OHALENEAYiN9
MThIAL
SOLUROS
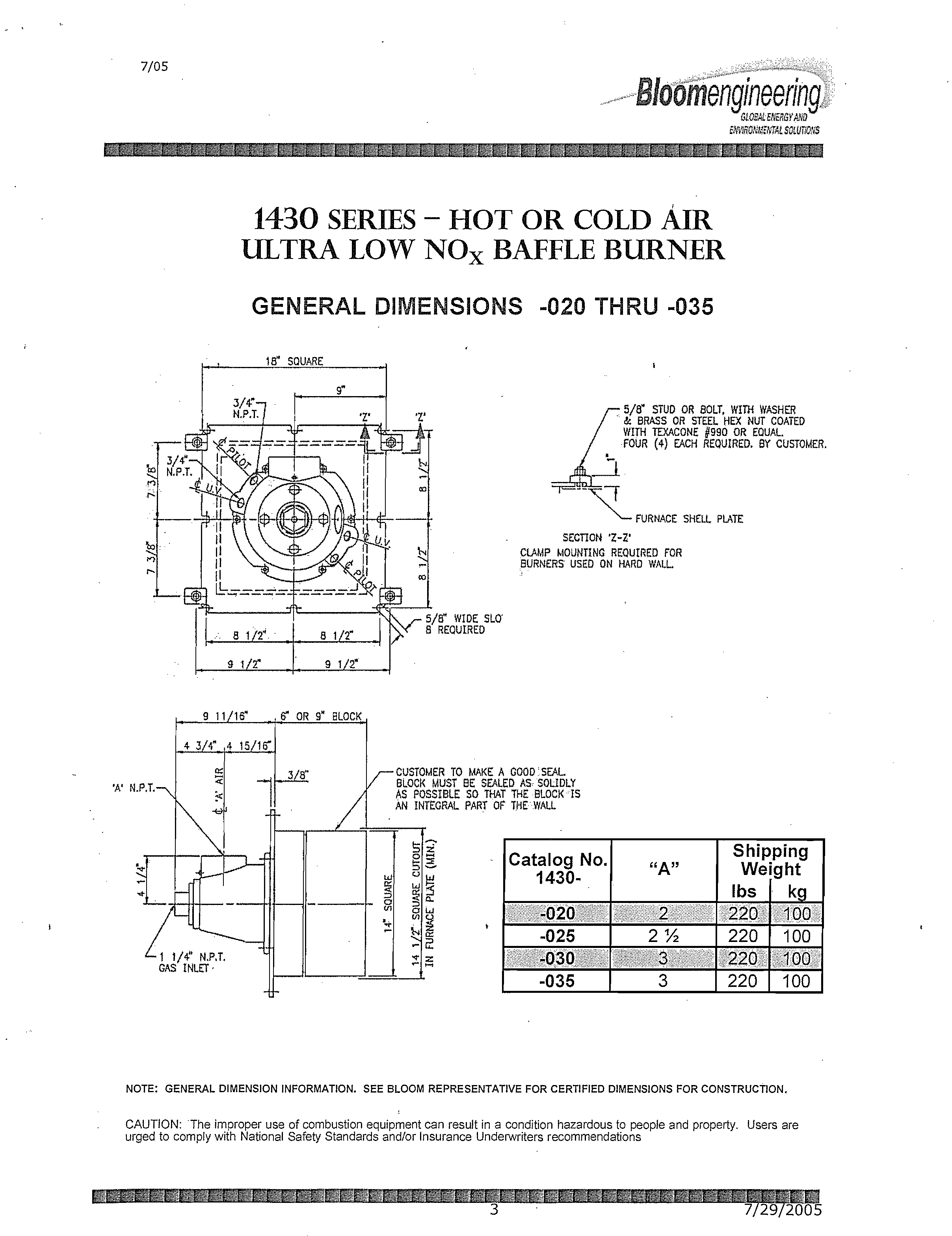
1430
SERIES - HOT OR COLD AIR
ULTRA LOW
NO
BAFFLE BURIR
GENERAL DMENSONS
-020
THRU
-035
5/8W WIDE SL
B
REQUIRED
5/8W
STUD OR BOLT,
WITH WASHER
&
BRASS
OR STEEL HEX NUT COATED
WITH
TEXACONE
#990
OR EQUAL
FOUR
(4)
EACH
REQUIRED. BY
CUSTOMER.
FURNACE
SHELL
PLATE
SECTION
Z-Z
CLAMP MOUNTING
REQUIRED FOR
BURNERS
USED
ON HARD
WALL
Catalog
No.
Shipping
1430-
“A”
Weight
lbs
kg
2
220.
100
2%
220
100
3
220
100
3
220
100
NOTE:
GENERAL
DIMENSION
INFORMATION. SEE BLOOM REPRESENTATIVE
FOR
CERTIFIED DIMENSIONS
FOR
CONSTRUCTION.
CAUTION:
The
improper
use of
combustion equipment can
result in a condition hazardous to people and property. Users
are
urged to comply with National Safety Standards and/or Insurance
Underwriters
recommendations
3
7/29/2005
7/05
-BIoomêngineering.
GLOPALERERfANS
MEATALSOWWWS
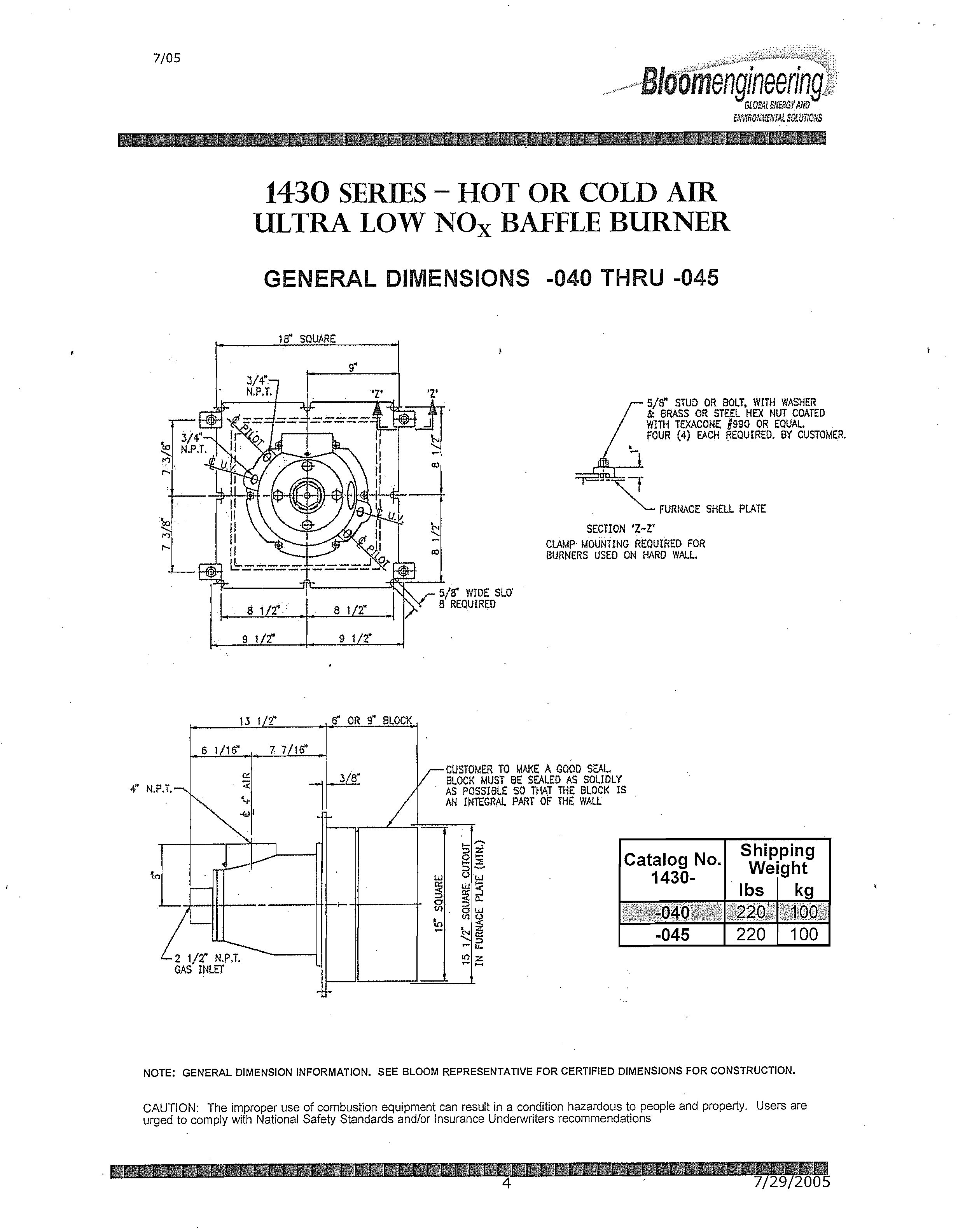
1430
SERIES
-
HOT
OR
COLD
AIR
ULTRA
LOW
NO
BAFFLE
BURNER
GENERAL
DIMENSIONS
-040
THRU
-045
S/8•’
WIDE
SL0
B REQUIRED
,—
5/Sn
STUD
OR
BOLT
WITH
WASHER
I
&
BRASS OR
STEEL
HEX
NUT
COATED
I
WITH
TEXACONE
S9O
OR
EQUAL
/
FOUR
(4)
EACH REQUIRED.
BY
CUSTOMER.
,
FURNACE
SHELL
PLATE
SECTION
1-Z’
CL4MP
MOUNTING
REOUIRED
FOR
BURNERS
USED ON
HARD
WALL
Catalog
No.
Shipping
1430-
Weight
lbs
kg
-040
100
-045
220
I
100
NOTE:
GENERAL
DIMENSION
INFORMATION.
SEE
BLOOM
REPRESENTATIVE
FOR
CERTIFIED
DIMENSIONS
FOR
CONSTRUCTION.
CAUTION:
The
improper
use
of combustion
equipment
can result
in a
condition
hazardous
to
people
and
property.
Users
are
urged to
comply
with National
Safety
Standards
and/or
Insurance
Underwriters
recommendations
N
4
I’LP.T
4
//9/2UU5