• ENVIRONMENT • ENERGY • ENGINEERING
Technical Support Document for the
RCRA Delisting Adjusted Standard Petition for
PDC EAF Dust Stabilized Residue
Peoria Disposal Company
4349 W. Southport Road
Peoria, Illinois
April 2008
o e Peterson
nior Consultant
Laura B. Curtis
Project Manager
RMT, Inc. I Peoria Disposal Company
Final
I: \ WRAAM \RIT\00-07704\01\TSD\TSD000770401-00TDOC
© 2008 RMT, Inc.
All
Rights
Reserved
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
3754 Ranchero Drive • Ann Arbor, MI 48108 • 734.971.7080 • 734.971.9022 FAX • www.rmtinc.com
Table of Contents
Acronyms
?
1. Administrative Information
?
1-1
1.1 Introduction
?
1-1
1.2 Petitioner
?
1-2
1.3 Proposed Delisting Action ?
1-3
1.4 Statement of Need and Justification for the Petition
?
1-4
2.
Waste and Waste Management History
?
2-1
2.1
Basis for Waste Listing
?
2-1
2.2
Description of the Petitioned Wastes
?
2-1
2.3
Waste Generation History
?
2-2
2.4
Waste Volume
?
2-2
2.5
Waste Management History?
2-3
3.
Process and Waste Management Information
?
3-1
3.1 General Operations Information
?
3-1
3.1.1?
Business Areas and Operations ?
3-1
3.1.2
?
Wastes Generated at the Facility
?
3-2
3.1.3?
Waste Treatment Areas and Waste Management Units ?
3-3
3.1.4
?
Regulatory Status of On-site Waste Treatment, Storage, and Disposal
Units
?
3-5
3.2
Waste Treatment Processes
?
3-7
3.2.1
?
Waste Treatment Process Description
?
3-7
3.2.2?
Non-Process Wastes ?
3-8
3.2.3
?
Point of Generation
?
3-9
3.2.4
?
Treatment Process Equipment
?
3-9
3.2.5
?
Operating Cycles
?
3-13
3.2.6?
Variability
?
3-14
3.3 Waste Management Operations ?
3-15
3.4 Process Materials
?
3-16
3.5
Special Information for Upfront and Conditional Exclusions ?
3-17
RMT, Inc. I Peoria Disposal Company
I:\WPAAM\PF\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
4.
Delisting Analytical Plan Development and COC Determination
?
4-1
4.1
Analysis Plan
?
4-1
4.2
Agency Interaction
?
4-1
4.3
Waste Sampling and Analysis Plan Design Overview
?
4-3
4.4
Waste Characterization and COC Selection ?
4-4
4.5 List of PDC Constituents of Concern ?
4-9
5. Delisting Sampling and Analysis Information
?
5-1
5.1 Waste Sampling Information
?
5-1
5.2 Sampling Strategy
?
5-2
5.2.1 Sampling Activities
?
5-2
5.2.2
Sample Collection Procedures and Sample Specific Information
?
5-4
5.3
Waste Analysis Information
?
5-7
5.4
Data Validation
?
5-8
6.
Delisting Assessment and Results
?
6-1
6.1 General
?
6-1
6.2 Analytical Data
?
6-1
6.2.1
TCLP Using Three Extraction Fluids
?
6-2
6.2.2 Multiple Extraction Procedure (MEP) Using Three Extraction Fluids
?
6-3
6.3
Constituents of Concern
?
6-4
6.3.1
List of PDC Constituents of Concern
?
6-4
6.3.2
Delisting Levels
?
6-4
6.3.3
Risk-Based Assessment
?
6-7
6.3.4
Delisting Justification
?
6-9
7.
Groundwater Monitoring Information
?
7-1
8.
Summary and Conclusion
?
8-1
9.
References
?
9-1
List of Tables
Table la
Table lb
Table 2
Table 3a
Comparisons of Untreated EAF Dust Metals TCLP Results
Comparisons of Untreated EAF Dust Metals Total Results
Historical Receipts of K061 Dust at PDC – Peoria, Illinois
Summary of Constituents Detected in EAF Dust Treatment Residue
Composite Samples
RMT, Inc. I Peoria Disposal Company
ii
1:\WPAAM\PIT\00-07704\0 \TSD\TSD000770401-001.DOC
Final April 2008
THIS
FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Summary of VOC Constituents Detected in EAF Dust Treatment Residue
Samples
Summary of SVOC TCLP Results in EAF Dust Treatment Residue
Composite Samples
Analytical Program
PDC K061 Waste Processing Summary
Results of MEP Analyses of EAF Dust Treatment Residue COCs
Results of TCLP Analyses of EAF Dust Treatment Residue COCs
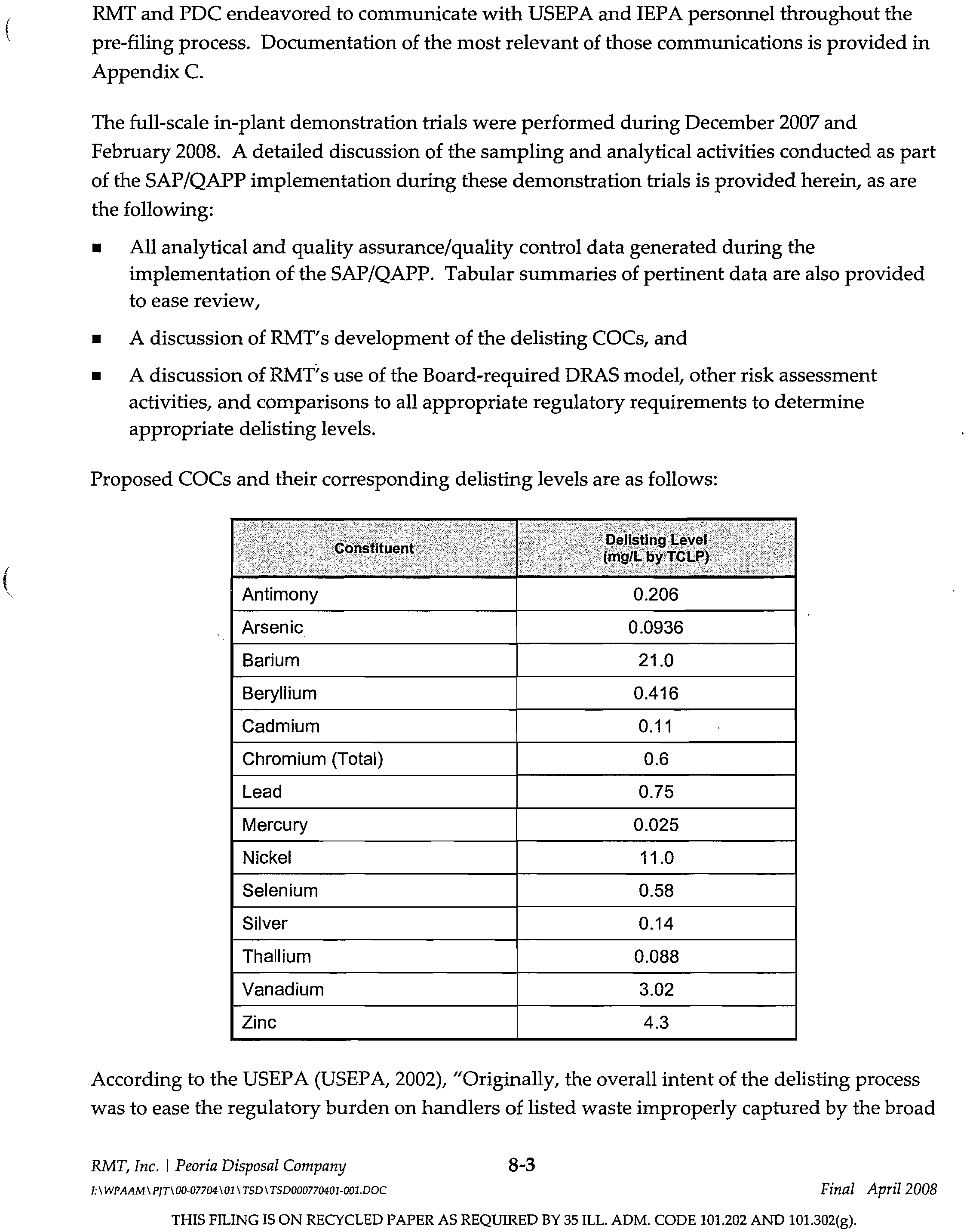
Summary of Proposed Delisting Levels for Constituents of Concern
Site Location Map
Typical Mill Meltshop Baghouse Diagram
Typical Mill Manufacturing Process Flow Diagram
Stabilization Facility Process Flow Diagram
Site Layout
Petition and Technical Support Document Checklists
EAF Mill Data
EAF Mill Data
Regulatory Information and Communications
PDC RCRA Part B Permit Excerpts
Indian Creek Landfill No. 2 Data
Feed System Information and Reagent Information
Feed System Information and Reagent Information
Sampling and Analysis Plan/Quality Assurance Project Plan (SAP/QAPP)
DRAS Reports
Sampling and Testing Personnel Resumes
Sample Collection and Analytical Information
Laboratory SOPs Describing Analytical Methods and Analytical Equipment
Information
Whole Database in Tabular Form
Data Validation Report
Laboratory Raw Data
Table 3b
Table 3c
Table 4
Table 5
Table 6
Table 7
Table 8
List of Figures
Figure 1
Figure 2
Figure 3
Figure 4
Figure 5
List of Appendices
Appendix A
Appendix B
Appendix B
Appendix C
Appendix D
Appendix E
Appendix F
Appendix F
Appendix G
Appendix H
Appendix I
Appendix J
Appendix K
Appendix L
Appendix M
Appendix N
RMT, Inc. I Peoria Disposal Company
iii
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-0191.DOC
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Acronyms
CFM?Cubic Feet per Minute
COC?
Constituents of Concern
CSEAFD
?
Chemically Stabilized Electric Arc Furnace Dust
CSI
?Conversion Systems, Inc.
d/b/a?
Doing Business As
DRAS
?
Delisting Risk Assessment Software
EAF Dust
?
Electric Arc Furnace Dust
EAFDSR
?
PDC Electric Arc Furnace Dust Stabilized Residue
EQL?Estimated Quantitation Limit
HQ
?
Hazard Quotient
GPSD
?Greater Peoria Sanitary District
GROs?
Groundwater Remediation Objectives
IAC
?
Illinois Administrative Code
IEPA
?Illinois Environmental Protection Agency
LDR?Land Disposal Restriction Universal Treatment Standard for Non-
wastewaters
MDL
?Method Detection Limit
MEP
?
Multiple Extraction Procedure
MGP?Manufactured Gas Plant
MWTF
?
Multiple Waste Treatment Facility
mL?
Milliliter
NDI?Non-Disclosable Information
PAH
?
Polycyclic Aromatic Hydrocarbon
PCBs
?Polychlorinated Biphenyls
PDC?
Peoria Disposal Company
QC?
Quality Control
RMT, Inc. I Peoria Disposal Company
1:\WPAAM\PIT\00-07704\01\TSD\TSD000 770
40
1
-001.DOC
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
RCRA?
Resource Conservation and Recovery Act
RL?
Reporting Limit (also referred to as the Estimated Quantitation Limit)
SAP/QAPP
?
Sampling and Analysis Plan/Quality Assurance Project Plan
SIC?
Standard Industrial Classification Code
SROs?
Soil Remediation Objectives
SU?
Standard Unit
SVOC?
Semivolatile Organic Compound
TACO?
Tiered Approach for Corrective Action (Illinois)
TCDD?
Tetrachlorodibenzo-p-dioxin
TCLP
?
Toxicity Characteristic Leaching Procedure
TEQ
?
Toxicity Equivalent
TPY
?
Tons Per Year
USEPA
?
United States Environmental Protection Agency
USEPA-5
?
United States Environmental Protection Agency –Region V
UTS?Universal Treatment Standard
VOA
?
Volatile Organic Analysis
VOC?Volatile Organic Compound
WAP
?
Waste Analysis Plan
WSF?
PDC Waste Stabilization Facility
WWTP
?
PDC Wastewater Treatment Plant
RMT, Inc. I Peoria Disposal Company ?
ii
I:\WPAAM\PIT\00-07704
\O1\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 1
Administrative Information
1.1
?
Introduction
Peoria Disposal Company (PDC) is an environmental services company based in Peoria, Illinois,
providing transportation, treatment, and disposal of hazardous and non-hazardous industrial
and remediation wastes. The PDC waste stabilization facility (WSF) and PDC No. 1 Landfill are
permitted under Subtitle C of the Resource Conservation and Recovery Act (RCRA). These
facilities are located adjacent to each other on an approximately ninety (90) acre property
located in unincorporated Peoria County. The site's coordinates are 43 degrees, 30 minutes
latitude and 89 degrees, 20 minutes longitude in Kickapoo Township (see Figure 1). PDC is
classified as Standard Industrial Classification (SIC) code 4953, refuse systems, and North
American Industry Classification System (NAICS) code 562211, hazardous waste treatment and
disposal.
PDC has gained extensive experience from its research, development, and application of
stabilization technologies for a wide variety of hazardous wastes at its RCRA-permitted
treatment, storage, and disposal facility in Peoria, IL. Based upon this experience, PDC has
developed an effective means of chemically stabilizing the inorganic hazardous constituents
commonly found in electric arc furnace dust (EAF dust) from the steel manufacturing industry.
This chemical treatment process is so effective that the resulting stabilized waste residue no
longer meets the criteria for regulation as a hazardous waste and qualifies for exclusion from
being a hazardous waste as allowed by 35 Illinois Administrative Code (IAC) 720.122 (i.e.,
delisting). In addition to treating EAF dust, PDC generates stabilized residue from its treatment
of F006 waste, for which the Illinois Pollution Control Board (Board) granted an Adjusted
Standard to delist as a hazardous waste on March 11, 1993 (Board Order AS91-3, codified at
35 IAC 721, Appendix I, Table D; see Attachment 1 to the Petition). This delisted residue has
been successfully treated for over fifteen years, some of which has been transported to the
PDC-affiliated Indian Creek Landfill No. 2 in Tazewell County, Illinois, for disposal as a non-
hazardous waste. PDC also receives a wide variety of metals-bearing hazardous wastes that
exhibit the characteristics of toxicity. PDC renders these wastes non-hazardous by treating to
remove the characteristics and meeting applicable RCRA Land Disposal Restriction Universal
Treatment Standards for Non-wastewaters specified by Subpart D of 35 IAC Part 728 (LDRs).
The non-hazardous residues from this treatment process are also disposed at Indian Creek
Landfill No. 2.
RMT, Inc. I Peoria Disposal Company
1-1
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
The EAF dust PDC receives from the steel manufacturing companies is residual from air
pollution control. EAF production technology is a common process for manufacturers of steel
(SIC 331/332). With few exceptions, EAF dust is a listed hazardous waste designated as
hazardous waste code K061 defined by 35 IAC 721.132 as "emission control dust/sludge from
the primary production of steel in electric furnaces." The K061 must be treated prior to land
disposal to meet applicable LDR treatment standards specified for K061 listed hazardous wastes
by Subpart D of 35 IAC Part 728. The United States Environmental Protection Agency (the
USEPA) has established the process of Chemical Stabilization as the Best Demonstrated
Available Technology for treatment of metal bearing wastes such as the K061 EAF dust. PDC
employs this technology at its WSF. The residue resulting from the treatment of K061 to below
LDR treatment standards remains classified as a K061 hazardous waste by virtue of the
"derived-from" rule (35 IAC 721.103(e)) because it is generated from the treatment of a listed
hazardous waste.
For this Adjusted Standard Petition, PDC has developed and demonstrated an improved
proprietary stabilization technology that effectively and consistently chemically stabilizes K061
waste streams to achieve the LDR and risk-based standards, rendering the resultant residue
eligible for the hazardous waste exclusion in 35 IAC 720.122. The verification analytical testing
that is proposed as part of the Adjusted Standard Petition will ensure the process renders
extractable metals to below their LDR and risk-based standards.
PDC is petitioning the Board to exclude the residue that is generated by PDC at its WSF from its
treatment of K061 EAF dust to below LDR and risk-based standards from the list of hazardous
wastes from a specific source contained in 35 IAC 721.132. Upon granting by the Board of the
Adjusted Standard petitioned for herein, the delisted K061 residues will be transported to a
RCRA-permitted Subtitle D landfill facility located in Illinois for disposal as a non-hazardous
waste.
The contents and organization of this Technical Support Document (Document) follow the
EPA
RCRA Delisting Program Guidance Manual for the Petitioner
(USEPA, 2000). The checklist of
required information is provided in Appendix A with references to the information in this
Document.
1.2?
Petitioner
The Adjusted Standard Petition is submitted by:
Peoria Disposal Company
4700 N. Sterling Avenue
Peoria, IL 61615
RMT, Inc. I Peoria Disposal Company
1-2
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
The mailing address for the facility contact is:
Mr. Ron Welk
PDC #1 Facility Director
Peoria Disposal Company
4700 North Sterling Avenue
Peoria, IL 61615
(309) 676-4893, ext. 1551
(309) 672-2726 Fax
rwelk@pdcarea.com
The facility that will generate the petitioned waste and the location of the petitioned waste, once
generated, is:
Peoria Disposal Company
4349 West Southport Road
Peoria, IL 61615
USEPA RCRA ID No. ILD000805812
IEPA RCRA ID No. 1438120003
For technical information related to this Document, the contact information is:
Ms. Laura Curtis
RMT, Inc.
3754 Ranchero Drive
Ann Arbor, MI 48108
(734) 971-7080
(734) 971-9022 Fax
laura.curtis@rmtinc.com
1.3?
Proposed Delisting Action
PDC is proposing an upfront and a conditional RCRA delisting Adjusted Standard exclusion,
based on full-scale test results described in detail in this Document, for residue resulting from
PDC's treatment of EAF dust from the sources listed in Appendix B of this Document. The EAF
dust PDC receives from the sources listed in Appendix B is considered a listed waste from a
specific source, i.e., emission control dust/sludge from the primary production of steel in electric
furnaces. EAF dust from these sources is designated as USEPA hazardous waste code K061.
PDC's requested Adjusted Standard exclusion is based on treating (or stabilizing) K061 EAF dust
using proprietary metals stabilization technology. The Petition further proposes a bench-scale
RMT, Inc. I Peoria Disposal Company
1-3
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.130C ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
treatability demonstration procedure that will qualify residues from PDC's treatment of K061
waste streams from sources other than those listed in Appendix B of this Document for this
delisting Adjusted Standard. PDC is proposing a conditional exclusion that requires analytical
verification that every batch of K061 treatment residue generated at the WSF meets the proposed
delisting levels prior to disposal as non-hazardous waste. For brevity, the K061 treatment
residue that is demonstrated to achieve the delisting levels is termed "EAF Dust Stabilized
Residue" or EAFDSR in this Document. The EAFDSR will possess none of the characteristics of
a hazardous waste as measured by the TCLP and will achieve the delisting levels proposed in
the Petition.
1.4
?
Statement of Need and Justification for the Petition
In June 2002, the USEPA distributed a program evaluation entitled
RCRA Hazardous Waste
Delisting: The First 20 Years
(USEPA, 2002a). In the document, the USEPA concludes waste
delisting is cost-effective and protective of the environment. The document notes that six
facilities have delisted K061 waste streams. Similar to those facilities, PDC is pursuing a
delisting to implement an environmentally sound and cost-effective waste management
practice. The above-referenced document is provided in Appendix C.
The USEPA Guidance Manual (USEPA, 2002) states, "Originally, the overall intent of the
delisting process was to ease the regulatory burden on handlers of listed waste improperly
captured by the broad listing definitions. Delisting has since evolved to also include listed
wastes that are sufficiently treated such that they no longer pose a health threat." The
improved treatment and verification process described herein will demonstrably reduce the
leachability of the hazardous constituents to such a degree that, when properly disposed in a
RCRA Subtitle D landfill, the EAFDSR will not pose a threat to human health or the
environment. Therefore, the EAFDSR should be considered improperly captured in the broad
listing definition of K061 hazardous waste.
Currently, PDC disposes of the residue that it generates from the treatment of K061 at the PDC
No. 1 Landfill, a RCRA Subtitle C landfill. The PDC No. 1 Landfill, however, has limited
remaining capacity. The nearest RCRA Subtitle C facility that could accept PDC's K061
treatment residue is located approximately 220 miles away from the WSF. Transporting K061
treatment residues that distance is costly, and unnecessarily consumes a substantial amount of
diesel fuel contributing to air pollution. The proposed delisting provides PDC a cost-effective
alternative for the safe disposal of EAFDSR at a nearby RCRA Subtitle D landfill. In addition to
conserving fuel and reducing vehicular emissions, the reduced transportation and associated
costs will allow PDC to continue to offer its cost effective services to its steel manufacturing
customers. These steel manufacturers are vital to the economy and strategic in the security of
Illinois and the United States. The domestic steel industry is subject to intense international
RMT, Inc. I Peoria Disposal Company
1-4
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
competition from companies that do not necessarily have the same cost burdens resulting from
the strict environmental and labor regulations present in the United States. Competition from
these foreign producers makes it imperative that U.S. steel companies constantly improve
productivity and efficiency while reducing costs in all aspects of their operations, including
waste management. Granting the requested delisting Adjusted Standard exclusion will help in
this effort. The cost of compliance alternatives, as required by 35 IAC 104.406 (e), is presented
in the Petition.
RMT, Inc. I Peoria Disposal Company
1-5
I:\ WPAAM\ PIT\ 00-07704 \ 01 \ TSD \ TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
\
Section 2
Waste and Waste Management History
This section of the Technical Support Document provides information about the EAFDSR and
the practices and procedures that PDC has developed to properly handle and treat K061 EAF
dust, and PDC's management of K061 treatment residues.
2.1?
Basis for Waste Listing
The WSF is a multiple waste treatment facility (MWTF) as described in the USEPA Guidance
Document (USEPA, 2000). EAF emission control dust from the primary production of steel is
designated as a K061 RCRA-listed hazardous waste by 35 IAC 721.132. K061 EAF dust is listed
in Appendix G of 35 IAC 721 specifically for lead, cadmium, and hexavalent chromium.
35 LAC 721 specifies that a solid waste is a hazardous waste if it is listed in Subpart D and has
not been excluded from the lists under 35 IAC 720.122. 35 IAC 721 also provides that mixtures
of solid and listed wastes (with exceptions, e.g., a wastewater discharge subject to regulation
under the Clean Water Act) are also hazardous wastes. Further, 35 IAC 721 provides that a
residue from treatment of a listed hazardous waste continues to be a listed hazardous waste as a
result of the "derived from" rule. 35 IAC 721 describes hazardous waste number K061 as
"emission control dust/sludge from the primary production of steel in electric furnaces." By
definition, the dust must also be captured by an emission control device in order to be listed.
The hazard code for K061 is (T), meaning the hazard for which the waste is listed is toxicity. In
the absence of delisting, the currently generated residue from the treatment of K061 EAF dust
continues to carry the K061 listing.
2.2?
Description of the Petitioned Wastes
Electric arc furnaces are commonly used to melt scrap metal into newly manufactured steel.
Particulates are removed from the furnace off-gases using either a dry or wet system. The
particulates that are captured using the more common dry system (e.g., baghouse) are
commonly referred to as EAF dust. Schematic process flow diagrams of the steel making
process and EAF dust capture are provided on Figures 2 and 3.
The composition of EAF dust varies depending upon the types of scrap (e.g., galvanized, high
carbon, etc.) and the types/quantities of flux and other additives that are used in the melting
process. However, EAF dust is principally composed of iron and iron oxides, flux (typically
lime and/or fluorspar), zinc, chromium and nickel oxides, and other metals associated with the
RIOT, Inc. I Peoria Disposal Company
2-1
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
scrap (USEPA, 1995). EAF dust is dry, fine-grained, and of moderate bulk density
(approximately 1.0 tons per cubic yard).
PDC receives multiple K061 waste streams for treatment at its WSF in accordance with its
existing RCRA Part B permit. A comparison of the metals content of EAF dust as received by
PDC from the 10 mills treated, sampled, and analyzed for this Petition is provided in Tables la
and lb. The EAFDSR (petitioned waste) exhibits much lower concentrations of extractable
metals than the EAF dust prior to treatment. The EAFDSR is dry to moist, and is of a much
stiffer consistency than EAF dust prior to treatment. The EAFDSR has a bulk density of
approximately 1.5 tons per cubic yard.
2.3 Waste Generation History
The EAFDSR is a new waste stream; however, PDC has extensive experience with handling and
treating K061 EAF dust from multiple sources. With the exception of the use of new treatment
reagents, the procedures that are described in Section 3 of this Document to receive, handle and
treat K061 EAF dust (i.e., the process which generates the treatment residue waste) are the same
procedures that PDC has used since 1989 to safely generate residue from the treatment of K061
EAF dust that meets the applicable LDR standards.
2.4 Waste Volume
PDC expects to continue to receive K061 EAF dust from multiple mills for treatment, delisting,
and disposal. A list of mills from which PDC receives K061 EAF dust and of which
representative sampling was conducted for this demonstration is provided in Appendix B.
A summary of the volumes of K061 EAF dust that PDC received for treatment during the
calendar years 2001 through 2007 is provided in Table 2. The average and maximum monthly
and annual quantities of waste received from each facility are listed in Appendix B.
Approximately 74,000 - 95,000 tons per year of K061 EAF dust is anticipated to be received for
treatment from potential future business and the sources identified in Appendix B. Based on
these estimated receipts, PDC estimates the following volumes of EAFDSR will be generated:
Average Volumes Generated
Monthly:
?
9,300 tons (approximately 6,200 cubic yards)
Annually:?
111,000 tons (approximately 74,000 cubic yards)
Maximum Volumes Generated
Monthly:?
11,900 tons (approximately 7,950 cubic yards)
Annually:
?
142,500 tons (approximately 95,000 cubic yards)
RMT, Inc. I Peoria Disposal Company
2-2
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
PDC has historically measured the weights and estimated the volume of each load of waste
received for treatment. Due to the varying densities of the untreated waste, accurate weight-to-
volume conversion factors are waste stream-specific. As allowed by the USEPA Guidance
Document (2000) and to maximize accuracy, PDC is expressing quantities in units of weight. As
noted earlier in this Document, the addition of treatment chemicals and make-up water, which
facilitates mixing and will eliminate the potential for airborne waste emissions when the
EAFDSR is deposited at the landfill face, will increase the average bulk density of the EAF dust
by approximately 50%. The Petition proposes generation of a maximum of 142,500 tons per
year of EAFDSR.
2.5 Waste Management History
Once delisted, the EAFDSR will be disposed at a RCRA-permitted Subtitle D landfill located in
the State of Illinois and meeting all the Illinois solid waste landfill regulations. Potential
Subtitle D landfills to which delisted EAFDSR may be shipped include, but are not limited to,
the following PDC-affiliated landfills:
■ Tazewell County Landfill, Inc.
d/b/a Indian Creek Landfill No. 2
24501 McMullen Road
Hopedale, IL 61747
■
Clinton Landfill, Inc.
Route 51 South, Box 216L
Clinton, IL 61727
■ Pike County Landfill, Inc.
32246 375th
Street
Baylis, IL 62314
Indian Creek Landfill No. 2 is the most likely facility that will be used to dispose of the
EAFDSR. Pertinent details of the Indian Creek Landfill No. 2 provided in Appendix E
demonstrate that the facility is located, designed, and operated to ensure the safe disposal of
EAFDSR and other non-hazardous wastes.
As previously stated, the petitioned waste (EAFDSR) will be a newly generated waste because
the chemical treatment technology is new. As such, PDC is not currently managing nor has it
ever managed the petitioned waste in a land-based management unit. PDC has, however,
managed K061 EAF dust treatment residue (treated at the WSF to below LDR standards using
the existing PDC chemical treatment regimen) for more than 19 years at the PDC No. 1 Landfill.
Throughout this time, PDC has monitored groundwater quality downgradient of its WSF and
adjacent PDC No. 1 Landfill. Although the delisted EAFDSR will not be disposed at the PDC
RMT, Inc. I Peoria Disposal Company
2-3
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
No. 1 Landfill, a discussion of groundwater quality at the PDC No. 1 facility follows. This
discussion demonstrates that PDC's historical K061 EAF dust handling and treatment
processes, which are similar to those that are proposed as part of the Adjusted Standard
Petition, and the disposal of the treatment residues generated have had no effect on
groundwater quality.
PDC's groundwater quality database, which has been (and continues to be) reported to the
IEPA, contains more than 10,000 analytical results. This includes analytical results for the eight
RCRA Toxicity Characteristic metals at 35 IAC 721.124 and other constituents of concern for
K061. Based upon its staff's review of these data, the IEPA has stated, "Groundwater
parameters monitored in the uppermost aquifer below the facility indicate that, at the present
time, no groundwater impacts have occurred. Therefore, a Groundwater Detection Monitoring
Program meeting the requirements of 35 Ill. Adm. Code 724.198 shall be implemented at the
facility." (IEPA, 2007)1 No hazardous constituents attributable to the PDC No. 1 facility have
ever been detected in groundwater at the facility's compliance point. As a result, PDC has
operated in the "Detection Monitoring Program" since it was first issued its Part B Permit in
1987 and continues in that program. PDC has never been required to implement a "Compliance
Monitoring Program." The trigger for implementing a "Compliance Monitoring Program" is
established at 35 IAC 724.191, and is excerpted below. The fact that PDC has never been
required to implement a "Compliance Monitoring Program" further demonstrates that the
facility has not affected groundwater quality. 35 IAC 724.191 states in pertinent part as follows
regarding groundwater monitoring programs:
"Section 724.191 Required Programs
a) Owners and operators subject to this Subpart F must conduct a monitoring
and response program as follows:
1) Whenever hazardous constituents pursuant to Section 724.193 from a
regulated unit are detected at a compliance point pursuant to Section 724.195,
the owner or operator must institute a compliance monitoring program
pursuant to Section 724.199. "Detected" is defined as statistically significant
evidence of contamination, as described in Section 724.198(f). ..."
Again, the petitioned waste has not yet been managed, but PDC believes this general
groundwater information for the PDC No. 1 Landfill that managed a similar waste adds
support to the risk assessment information provided in this Document.
I
While the Permit containing this quotation is, as of the date of this Document, being appealed to the
Board by a third party, the excerpted quotation is accurate.
RMT, Inc. I Peoria Disposal Company
2-4
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 3
Process and Waste Management Information
This section provides information regarding the processes and raw materials contributing to
the EAFDSR (petitioned waste). Details of the processes that generate and contribute to the
EAFDSR, including how and where in the process the EAFDSR will be formed and how
hazardous constituents may enter the waste, are set forth herein.
Sections 3.1 through 3.4 provide general information regarding processes and materials that
may contribute to the EAFDSR. Section 3.5 includes additional information that is requested for
wastes that are not currently generated and for the exclusion of wastes that are generated by a
MWTF.
3.1?
General Operations Information
3.1.1 Business Areas and Operations
PDC conducts a variety of waste treatment and other waste management activities at the
PDC No. 1 facility. The facility's primary Standard Industrial Classification (SIC) is
4953. A brief summary of the activities that are conducted is provided below:
■ Hazardous waste treatment: PDC treats metals-bearing hazardous wastes inside its
WSF. PDC's treatment process is principally a microencapsulation technology using
proprietary chemical reagents to reduce the leachability of inorganic hazardous
constituents. Hazardous waste codes that are routinely treated include K061 (EAF
dust), F006, and D004-D011. PDC does not accept for treatment wastes that contain
organic constituents at concentrations greater than the LDR standards. Samples of the
treated residues from this process undergo TCLP analysis to demonstrate that they do
not exceed applicable LDR standards prior to disposal. Sampling and analysis
procedures are detailed in PDC's Part B Permit and provided in Appendix D.
Additional details regarding the treatment of K061 EAF dust are provided in the
following sections of this Document.
■ Solidification of hazardous and non-hazardous wastes: PDC solidifies non-
hazardous wastes that do not pass the paint filter test. This is accomplished through
the use of pozzolanic reagents that convert liquids or semi-liquids into more stable
solids. Samples of these residues are subjected to the paint filter and load bearing
capacity tests prior to disposal. Procedures and conditions controlling this treatment
are in PDC's RCRA Part B Permit and provided in Appendix D. This process is
conducted inside the WSF.
RMT, Inc. I Peoria Disposal Company
3-1
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
■
Macroencapsulation of hazardous debris wastes: Hazardous debris that is not
amenable to immobilization by microencapsulation is macroencapsulated prior to
disposal in the PDC No. 1 Landfill. Procedures and conditions controlling
macroencapsulation are in PDC's RCRA Part B Permit and provided in Appendix D.
■
Disposal of hazardous and non-hazardous waste: PDC owns and operates the PDC
No. 1 Landfill, which is permitted as a hazardous waste landfill meeting the
requirements of RCRA Subtitle C. PDC accepts for disposal hazardous wastes
exhibiting constituent concentrations below their applicable LDR standards, and a
wide variety of non-hazardous industrial process wastes.
■
Wastewater treatment: PDC owns and operates a separate wastewater treatment
plant (WWTP) at the subject site. This facility primarily pretreats oily wastewater,
grease trap residues, machinery coolants, washwater from metals finishing, and
leachate from the adjacent PDC No. 1 Landfill prior to discharge to the sanitary sewer
for final treatment by the Greater Peoria Sanitary District (GPSD).
■
Support services: PDC maintains a staff of support personnel at the facility. This
staff includes engineers, gate control technicians, health and safety professionals,
mechanics, equipment operators, welders, supervisors, and administrative
personnel.
3.1.2 Wastes Generated at the Facility
PDC does not manufacture any products, but does generate a number of wastes at the
facility. Residues from the treatment of waste materials at the WSF are the most
significant waste that is generated. Other wastes that are generated at the facility
include:
■
Multi-source leachate from the on-site PDC No. 1 Landfill. The leachate is classified
and managed as EPA hazardous waste code F039 and includes not only liquids
removed from the landfill leachate collection systems, but also any storm water
runoff that may have contacted waste. As described in the previous section, this
waste is treated at the onsite WWTP, which is in a building that is separate from the
WSF.
■
Dewatered flocculent from the vacuum filtering of the F039 liquid at the WWTP. The
dewatered flocculent generated from filtering is analyzed to determine compliance
with the F039 LDR standards. Typically, the flocculent is chemically stabilized at the
WSF to treat metals concentrations to the LDR standards, or if the analysis indicates
LDR compliance without treatment, the flocculent is direct-disposed at the PDC
No. 1 Landfill. Occasionally, due to matrix interference during laboratory analysis,
detection limits cannot be achieved that verify LDR compliance. When this occurs,
RMT, Inc. I Peoria Disposal Company
3-2
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
even though all reported values are less than detectable, PDC manifests and ships
the F039 flocculent off-site for treatment at a RCRA-permitted incinerator.
■ Dewatered flocculent from the vacuum filtering of non-hazardous waste waters at
the WWTP. This dewatered flocculent may be disposed of on-site at the PDC No. 1
Landfill, or shipped off-site to a RCRA-permitted Subtitle D landfill.
■ Used oil resulting from the maintenance of facility equipment. The used oil is non-
hazardous and is purchased by a national, permitted recycling company. Although
manifested as a waste by PDC, the used oil is recycled by PDC's vendor. The used
oil waste stream is generated within the facility's Maintenance Building, which is not
connected to the WSF (see Site Layout, Figure 5).
■
Parts washing solvents are occasionally generated as part of PDC's equipment
maintenance activities. When spent, the solvent is manifested as a hazardous waste
and managed by a national, permitted waste management company. These activities
are conducted at the facility's Maintenance Building, which is not connected to the
WSF.
■ Miscellaneous non-hazardous wastes, such as used personal protective equipment,
lunchroom waste, office waste, etc.
Only the residues from the treatment of wastes and the dewatered flocculent from the
vacuum filtering of the F039 liquid at the WWTP are managed inside the WSF.
Information provided in Section 3.2 of this Document details the procedures that will be
followed to ensure that the EAFDSR is not commingled with any other wastes that are
managed inside the WSF.
3.1.3 Waste Treatment Areas and Waste Management Units
Waste Stabilization Facility
The WSF is located entirely within a Containment Building meeting the requirements
of Subpart DD of 35 IAC 724. The WSF was approved by the IEPA for operation in 1989.
The WSF is currently authorized for storage and treatment of hazardous and non-
hazardous wastes. The WSF Containment Building has a floor area of about
11,000 square feet. The location of the WSF is shown on Figure 5. A drawing illustrating
the Containment Building is provided in Appendix F (marked NDI).
The WSF Containment Building is a fully enclosed pre-engineered steel structure
founded on 5-feet high reinforced poured concrete containment walls. Approximately
20 feet of vertical clearance is provided at the eaves and 30 feet at the peak inside the
building. The building has a 12-inch thick poured concrete floor slab. The WSF is
RMT, Inc. I Peoria Disposal Company
3-3
I:\ WPA AM\ PIT\ 00-07704 \ 01 \ TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
accessed for waste receiving at the north end by one of four overhead doors. Individual
waste receiving bays are positioned just inside each of these doors. The receiving bays
are constructed of reinforced concrete. They are approximately 14 by 12 feet in plan,
and 5 feet deep. In addition, two reinforced concrete mix tanks, designated as Mix
Boxes A and B, are provided inside the WSF. These mix tanks are about 14 by 20 feet in
plan, and 9 feet deep. Underlying the entire facility, including the concrete receiving
apron, receiving bays and mix tanks, is a 100-mils thick high density polyethylene
(HDPE) synthetic liner that serves as secondary containment and as a component of the
liquids collection system. An overhead door at the south end of the WSF building
permits ingress and egress of trucks that transport treated wastes to either the onsite
PDC No. 1 Landfill or designated offsite facility.
The WSF Containment Building has a dust collection system to collect and filter dusts
that are generated inside the building while handling the waste materials and conveying
reagents. The dust collection system is designed to maintain negative pressure
throughout the WSF to safeguard worker health and safety and prevent fugitive
emissions. The primary collector is a Wheelabrator 60,000 cubic feet per minute (cfm)
baghouse unit, equipped with draft hoods located above the mixer, mixer outloading
trough, and receiving bay No. 4 (easternmost); draft manifolds adjacent to the concrete
mix tanks; and a suction pipe under the mixer lid for reagent dust control. The
secondary dust collection device is a Fan 30,000 cfm cartridge-type dust collector
dedicated to the receiving bay No. 4 enclosure. This enclosure provides localized
exhaust for discharging dusty loads into the WSF Containment Building. The
Wheelabrator system has a diverter plate that allows targeted apportioning of its total
air flow in any percentage to the mixer, mix tanks, or receiving bay No. 4. See
Appendix F (marked NDI) for a drawing depicting the location of the dust collection
system.
PDC No. 1 Landfill
The PDC No. 1 Landfill has been PDC-owned throughout its operating life and first
became a RCRA hazardous waste management facility with the effective date of RCRA
in November 1980. Wastes disposed of since that time include a wide variety of
industrial process wastes from almost every manufacturing sector. Most notable in
terms of volume are electroplating sludges, EAF dusts, foundry wastes, lead-
contaminated soils, remediation wastes from gas and electric utilities, and multiple
waste streams from agricultural and construction equipment manufacturers. The PDC
No. 1 Landfill continues to serve customers from a vast array of manufacturing sectors.
RMT, Inc. I Peoria Disposal Company
3-4
1:\WPAAM\ PIT\00-07704\01\
TSD \
TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
The currently permitted facility includes a 90-acre area (see Site Layout provided as
Figure 5), in which all active units referenced in this document are located. The Site
Layout Plan depicts each individual landfill area. Area 1, Section A, and Section B are
inactive and in post-closure care. The remaining active area, designated Area C, is a
42-acre area containing 4 individual landfill cells identified as Trenches C-1 through C-4.
Most of Trenches C-1 and C-2 are closed and in post-closure care. The remaining
portions of Trenches C-1 and C-2, as well as Trench C-3 are nearly filled to capacity and
are currently utilized as a container storage area for treated residues while LDR
verification analyses are pending. Almost all remaining landfill capacity exists in
Trench C-4, an 11.5 acre landfill area. Although the specified units are under post-
closure care, it is important to note that the final 30-year post-closure care period will
not begin until the final unit at the PDC No. 1 Landfill is closed. The active area of the
PDC No. 1 Landfill has limited capacity remaining and is projected to be filled in 2009.
Wastewater Treatment Plant
The WWTP is located north of the WSF. The WWTP employs physical and chemical
separation to pretreat its effluent to the discharge standards established by the GPSD.
The WWTP includes receiving capacity totaling approximately 375,000 gallons.
Miscellaneous Other Waste Management Units
Miscellaneous other waste management units are permitted at the PDC No. 1 facility.
These units are ancillary to the facility operations and are listed below:
■
Leachate Storage Tank T-4,
■ Runoff Retention Basin No. 1, and
■
Rolloff Staging / Container Area.
The locations of these other waste management units are illustrated on Figure 5.
3.1.4 Regulatory Status of On-site Waste Treatment, Storage, and Disposal Units
The safety of PDC's waste treatment, storage, and disposal activities is demonstrated by
its exemplary compliance record. The PDC No. 1 facility is in full compliance with all
environmental regulations and has not received a notice of violation for more than
16 years, during which time it has undergone nearly 400 RCRA inspections conducted
by IEPA personnel. PDC is dedicated to maintaining full compliance with all statutory
and regulatory requirements and, after undergoing countless audits performed by
environmental professionals representing PDC customers, its reputation for quality and
integrity in the hazardous waste management industry is without peer. Of more than
RMT, Inc. I Peoria Disposal Company
3-5
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
400 RCRA-permitted hazardous waste facilities in the nation, the PDC No. 1 facility is
the only RCRA Subtitle C facility to have received the prestigious Environmental
Compliance Award every year since the inception of the award in 1993. That award is
issued annually by Environmental Information, Ltd., only to facilities with an
unblemished compliance record, as verified by the regulatory authorities.
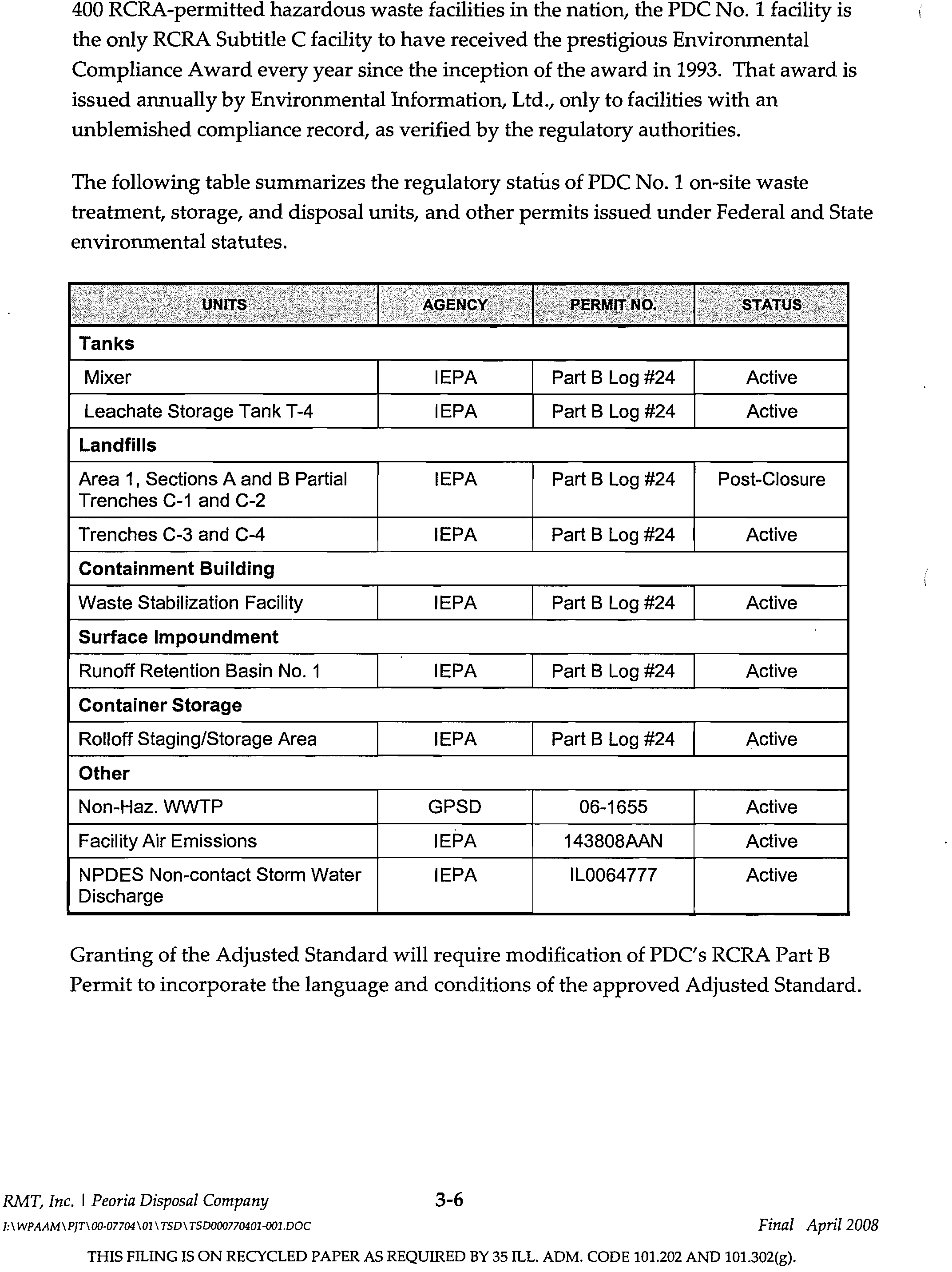
The following table summarizes the regulatory status of PDC No. 1 on-site waste
treatment, storage, and disposal units, and other permits issued under Federal and State
environmental statutes.
UNITS
AGENCY
PERMIT NO.
STATUS
Tanks
Mixer
IEPA
Part B Log #24
Active
Leachate Storage Tank T-4
IEPA
Part B Log #24
Active
Landfills
Area 1, Sections A and B Partial
Trenches C-1 and C-2
IEPA
Part B Log #24
Post-Closure
Trenches C-3 and C-4
IEPA
Part B Log #24
Active
Containment Building
Waste Stabilization Facility
IEPA
Part B Log #24
Active
Surface Impoundment
Runoff Retention Basin No. 1
IEPA
Part B Log #24
Active
Container Storage
Rolloff Staging/Storage Area
IEPA
Part B Log #24
Active
Other
Non-Haz. WWTP
GPSD
06-1655
Active
Facility Air Emissions
IEPA
143808AAN
Active
NPDES Non-contact Storm Water
Discharge
IEPA
IL0064777
Active
Granting of the Adjusted Standard will require modification of PDC's RCRA Part B
Permit to incorporate the language and conditions of the approved Adjusted Standard.
RMT, Inc. I Peoria Disposal Company
3-6
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
3.2 Waste Treatment Processes
This section describes the waste treatment processes that contribute to the EAFDSR (the
petitioned waste).
The EAF dust stabilization process will be performed in batches. A typical K061 batch is a day's
worth of receipts, or 200-300 tons. With the exception of the use of newly developed and
improved chemical treatment reagents, the waste treatment process is essentially the same that
PDC has successfully used for more than 19 years to treat K061 EAF dust and other hazardous
wastes to meet LDR standards. Therefore, the waste and reagent handling and mixing
processes described below are extremely well developed, consistent, and dependable.
3.2.1 Waste Treatment Process Description
A schematic process flow diagram showing each step of the waste treatment process
contributing to the generation of the EAFDSR is provided on Figure 4. The following
paragraphs describe each step of the waste treatment process.
1.
Incoming Waste: Each K061 EAF dust wastestream must be pre-approved for
acceptance prior to being shipped to PDC. The PDC Part B Permit contains the
facility Waste Analysis Plan (WAP), which describes the pre-screening of clients and
wastes, and how the procedures are carried out. The WAP is provided in
Appendix D.
K061 EAF dust is trucked to the PDC facility via public roads. Incoming wastes
enter the facility at the entrance on West Southport Road. The waste hauling trucks
proceed directly to the PDC Gate Control facility.
2.
PDC Gate Control: Wastes are weighed and inspected by trained Gate Control
Inspectors at the PDC Gate Control facility. Fingerprint analyses are conducted,
manifests are reviewed, and wastes are physically observed to confirm that only
K061 EAF dust from approved sources are treated and eventually disposed as
delisted EAFDSR.
3.
Stabilization Facility: Waste approved for acceptance is trucked to the WSF
receiving doors, where it is discharged into the appropriate receiving bay.
4.
Waste Loaded in Mixer: Approximately 5 to 6 tons of EAF dust is transferred from
the receiving bays to the hydraulic mixing unit (mixer) or mix tank, which is also
located within the Containment Building.
5.
Treatment Reagents Added: Treatment reagents (water and chemical reagents) are
added to the mixer or mix tanks. The reagents are weighed as they are added. The
RMT, Inc. I Peoria Disposal Company
3-7
I:\WPAAM\PIT\00-07704\ 01 \TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
order in which the waste, reagents, and water are added does not affect the
treatment process and can vary. The stationary mixer is covered and mixing begins.
6.
Treated Waste Dumped in Trough: Following mixing in the stationary mixer, the
mixer is inverted and discharge into a steel trough installed above the concrete floor
slab. Wastes that are treated in the mix tanks are transferred directly from the mix
tanks to the rolloff containers or trucks (see following step).
7.
Treated Waste Loaded: Treated waste is removed from the trough or mix tanks and
loaded into either rolloff containers or dump trucks.
8. Curing / Storage Pending Analysis: The treated waste is transferred to the storage
area for curing and storage pending receipt of the verification analytical test results.
9.
Analytical Results: A representative sample of treated waste is collected and
analyzed. The analytical results are reviewed upon receipt and compared to the
delisting levels that are approved in the Adjusted Standard. If the results do not
meet the approved delisting levels, the waste is treated through additional curing
time as discussed herein, transported back to the WSF for additional treatment, or
otherwise managed as hazardous waste.
10. Treated Waste Disposed in Active Cell: EAFDSR that meets the delisting levels is
demonstrated to be non-hazardous waste and is transported offsite to a RCRA-
permitted Subtitle D Landfill located in Illinois.
11. Treated Waste Managed as Hazardous Waste: K061 EAF dust treatment residue
that does not meet the delisting levels through treatment using additional cure time
and/or re-treatment at the WSF will be shipped to a properly permitted RCRA
Subtitle C facility for further management as a hazardous waste.
3.2.2 Non-Process Wastes
As previously described, PDC receives other inorganic waste types and waste codes at
the WSF for treatment in accordance with its RCRA Part B Permit. K061 EAF dust is the
only waste entering the process that generates EAFDSR. Other wastes that are managed
at the WSF are segregated from the K061 EAF dust that will be treated pursuant to the
Adjusted Standard. The K061 EAF dust being treated to the delisting levels will not be
commingled with any other waste type or waste code. As required by its RCRA Part B
Permit, PDC follows a thorough cleaning and decontamination procedure of the
treatment equipment between treated batches of different waste types. Documentation of
this cleaning effort is part of the facility operating record. Treatment residuals from
cleaning, such as dust and wash sludge are placed with similar untreated waste. Floor
RMT,
Inc.
I
Peoria Disposal Company?
3-8
1:\WPAAM\ PIT\ 00-07704 \01\ TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
contouring in the Containment Building is used to direct process water used in cleaning
and washing equipment to a containment sump for reuse in the process (see Appendix F,
marked NDI).
3.2.3 Point of Generation
The mills use scrap steel, lime, and metal alloys to produce carbon steel. The point of
generation for a typical steel mill EAF is at the EAF dust silo. A typical steel mill EAF
dust baghouse diagram and mill process flow diagram are provided in Figures 2 and 3.
The point of generation of the delisted EAFDSR will be at the containers in which they
are stored, and will occur upon receipt of the verification analytical test results
demonstrating compliance with the delisting levels approved in the Adjusted Standard.
3.2.4 Treatment Process Equipment
This section describes the equipment that is used in the treatment of K061 EAF dust.
The operating parameters of the Containment Building and its treatment process
equipment provide for a maximum treatment capacity of about 400 tons of EAF-dust
per day.
Waste Loading Equipment
A diesel-powered track-type front-end loader will be used to transfer untreated K061
EAF dust from the receiving bay to the mixer or mix tank. This machine is equipped
with a 3 cubic yard bucket, and can charge up to 7,500 pounds of untreated K061 EAF
dust per transfer cycle.
Reagent Storage and Delivery System
The reagent storage and delivery system is used to store reagents and to deliver the
precise amount of reagents to the mixer or mix tank. The system consists of the
following equipment:
■ A receiving manifold that accepts and directs incoming chemicals into the desired
storage silo.
■ A steel storage silo with a capacity of about 150 tons.
■ A steel split-bin (2 separate compartments) silo with a total capacity of about 100 tons
(50 tons per compartment).
■ Each silo is equipped with a dedicated, top-mounted baghouse dust collection unit to
prevent fugitive reagent emissions.
RMT, Inc. I Peoria Disposal Company
3-9
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
■
Each silo is equipped with either a vane-type or flap-type feeder to permit and
control reagent flow from the silo inverts.
■
A 75 HP electric blower that is used to pneumatically convey and circulate reagents
between the split-bin silo and the larger storage silo for the purpose of blending
individual chemicals into a uniform composite chemical.
■
A 75 HP electric blower that pneumatically conveys reagent from the silos into a
5-inch diameter transfer pipe. The transfer pipe system is ASHCOLITE
®
Pipe. This
pipe is made of a chrome-iron alloy that is specially designed to withstand the
abrasive wear characteristics of many types of dusts and powders.
■
A slide-gate diverter that allows direction of the reagents to either the mix tanks or
the mixer.
■
The mixer and mix tanks are each equipped with a reagent receiving bin equipped
with a butterfly valve that permits and controls reagent flow into the mixing units.
■
The mixer receiving bin is equipped with a dedicated baghouse dust collection unit
that prevents dust emissions into the mixing area.
Make-up Water System
The make-up (or slurrying) water system consists of the following equipment:
■
2-inch "city" water service line with air break to prevent backflow
■ Main shut-off valve
■ 20,000 gallon storage tank
■ Water tank transfer pump
■
2-inch PVC transfer pipe to the mix tanks and mixer
■
Heat tape and insulation to prevent freezing
■
Diverter valve that permits direction to either the mix tanks or the mixer
Compressed Air System
The compressed air system operates the reagent and make-up water transfer system
valves, and baghouse pulse jets. The compressed air system consists of the following:
■ Air compressor
■ Air dryer to prevent line freezing
■
A combination of steel and flexible rubber transfer lines
■
Control for the baghouse pulse jet manifolds
RMT, Inc. I Peoria Disposal Company
3-10
I: \WPAAM\PJT\00-07704\01 \TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
■
Control for the large storage silo solenoids for slide gate and back vent
■
Control for butterfly valve actuators
Stationary Stabilization Mixer
The stationary stabilization mixer, permitted as a RCRA tank, is a hydraulic-driven, dual
rotating shaft paddle mixer. The approximate internal dimensions of the mixing tub are
a length of 12 ft, a width of 6 ft, a depth of 4.5 ft, and an approximate total capacity of
194 cubic feet. The mixer tub is lined with 78-inch thick steel AR plate for wear
resistance. Equipped with seventeen steel paddles (
3
/4 inch by 12 inch by 6 inch) and
arms on each shaft, the mixer is designed to mix the waste, reagent and water in a
counterclockwise direction in the mixing (forward) mode and clockwise in the emptying
(reverse) mode.
Load cells are located beneath the mixer and accurately weigh each ingredient. The load
cells are hard-wired to an electronic wall display unit that is visible by the end-loader
operator and the mixer operator.
Shaft torque and speed are powered by two electric-over-hydraulic radial piston motors.
The shafts are variable speed operating in a range of 0 to 43 rpm. The mixer
homogenizes the waste, reagent, and water for approximately 2 to 5 minutes.
The mixer is emptied by being hydraulically elevated and inverted (see drawings in
Appendix F; marked NDI). The mixer lid system is controlled by cylinders powered by
hydraulic pressure. The EAFDSR is emptied into a steel trough installed above the
concrete floor slab.
Approximately 5 tons of untreated K061 is treated during each mixing cycle. Each
mixing cycle, including transferring the waste, reagents, and water into the mixer,
homogenizing the mix and emptying the mixer takes about 7 to 12 minutes.
Track-Type Excavator Mixing Equipment
As a backup while the stationary stabilization mixer is not operable due to maintenance
or repair, PDC places reagents, water, and K061 EAF dust into one of its mix tanks and
homogenizes the mix using a track-type excavator. The mix tanks will not be used to
generate EAFDSR.
RMT, Inc. I Peoria Disposal Company
3-11
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Waste Load-Out Equipment
A diesel-powered track-type excavator transfers the treatment residue from the
stationary mixer or mix tanks into a rolloff container or dump truck. This excavator is
equipped with a 1.5 cubic yard bucket and can load up to 5,000 pounds per cycle.
Treated Residue Transportation Equipment
Rolloff boxes containing treated residue are picked up, transported, and set off by a
straight truck and rolloff trailer combination equipped with a 75,000 lb. capacity winch.
When using gondola-type storage containers, the treated residue is transferred from the
WSF by either the straight truck and rolloff box method, or by an articulated-steer
off-road truck.
Treated Residue Storage
The treated residue is stored within the footprint of the PDC No. 1 Landfill or other
permitted storage unit in either 25-cubic yard steel rolloff boxes, or 168-cubic yard
gondola-type rail boxes. Both storage container types are manufactured with 1/4-inch
steel liners, and structural steel supports to maintain the integrity of the container. The
rolloff boxes are covered using a weather-proof tarpaulin until authorized for disposal,
unless temporarily uncovered to collect re-samples. The gondola-type containers are
equipped with removable steel lids that are placed and removed by a track-type
excavator. These lids remain in place except when temporarily removed during periods
of additional filling, re-sampling, or removal for disposal.
Treated Residue Load-Out and Transportation for Re-treatment
Treated residue that is not verified as achieving the delisting levels following adequate
curing is either transported back to the WSF for additional treatment, or shipped to a
RCRA Subtitle C facility for appropriate management as a hazardous waste. Waste
stored in gondola-type rail boxes is removed from the boxes and transferred into either a
dump truck or rolloff box using an excavator.
EAFDSR Load-Out for Disposal
EAFDSR that is verified as achieving the delisting levels will be removed from the
gondola-type boxes using a track-type excavator and loaded into tractor-dump trailer
combinations. The EAFDSR will then be transferred to the Gate Control area, where
PDC personnel will weigh the load to ensure compliance with legal load limits,
complete any required manifest administration, and inspect the EAFDSR to verify that
RMT, Inc. I Peoria Disposal Company
3-12
1:
\ WPAAM\
P1 T\00-07704 \ 01
\ TSD\TSD000770401 -
001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
no free-standing liquids are present. The EAFDSR will then be shipped to the
designated RCRA Subtitle D landfill for disposal.
3.2.5 Operating Cycles
Periodic preventive maintenance or repair of treatment equipment is performed on a
routine basis or when operating equipment requires repair. PDC employs full time
maintenance personnel who perform their duties on a non-production shift dedicated to
cleaning and maintenance.
Process equipment start-up typically begins at the start of a treatment shift and shuts
down only for employee break and lunch periods during the shift. A normal mixer
operating cycle ranges from 7 to 12 minutes, which includes 2 to 5 minutes of final
mixing time with all ingredients added. The exact time required to charge the mixer,
add chemicals, thoroughly blend the ingredients, empty the mixer and return it to the
charge position depends largely on the physical characteristics of the waste, as well as
the quantity of each chemical reagent required. These cycles continue until a different
waste code or combination of codes is to be treated, which may require the start of a new
batch. The transition between batches requires a thorough emptying and cleaning of the
mixer, which is documented as part of the operating record.
PDC currently operates the treatment process on first and third shifts. Second shift is
dedicated to facility cleaning and equipment maintenance. Treatment typically occurs
on planned Monday through Friday shifts, occasionally on Saturdays and seldom on
Sundays. The facility operates throughout the year, with the annual waste receipts
distributed relatively evenly.
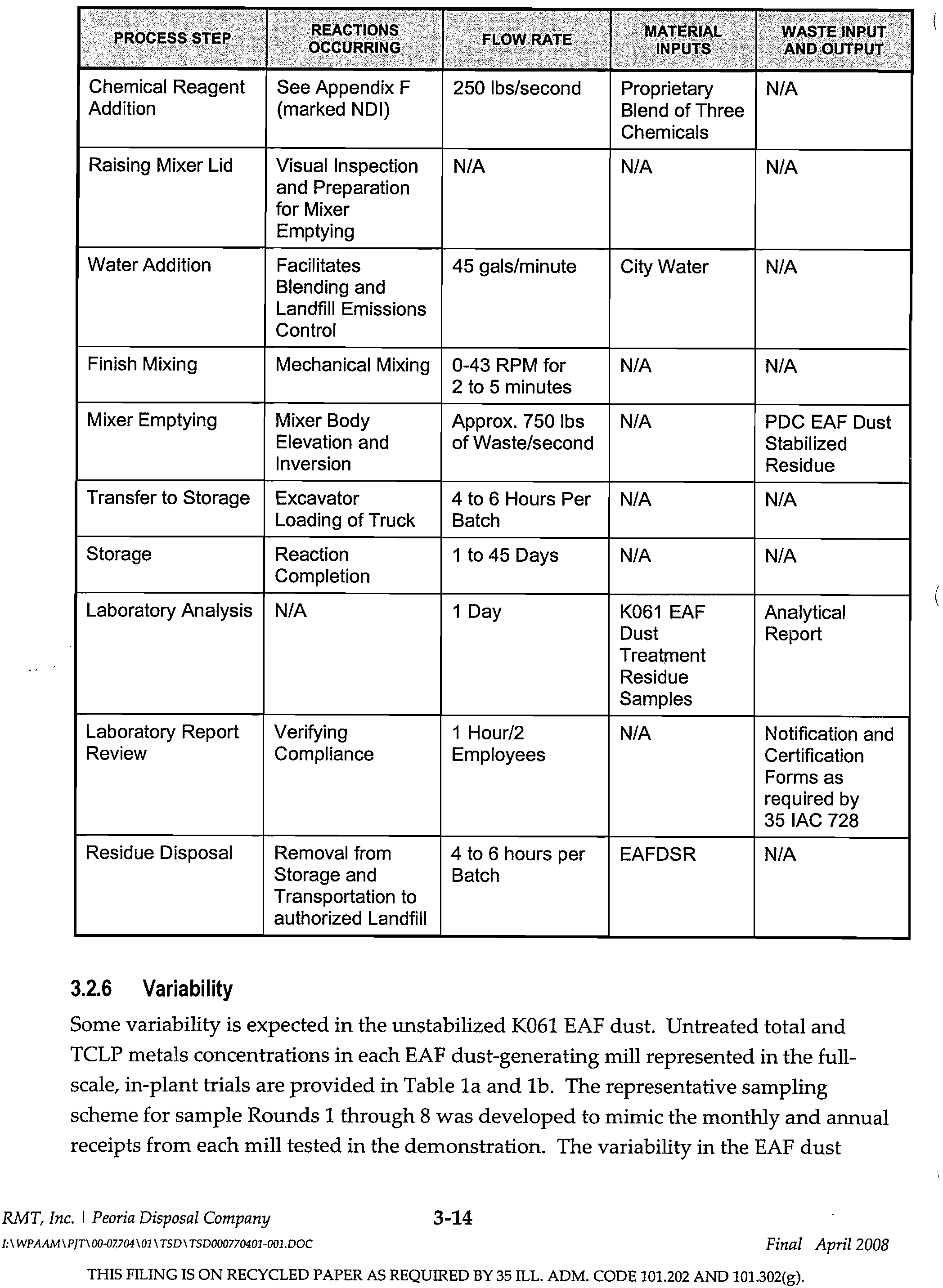
The following table summarizes the process steps, reactions occurring, flow rates,
material inputs, and waste inputs and outputs related to the proposed treatment for
delisting of K061 EAF dust.
PROCESS STEP
REACTIONS
OCCURRING
FLOW RATE
MATERIAL
INPUTS
WASTE INPUT
AND OUTPUT
Waste Receiving
N/A
200-300 tons/day
Untreated
K061 Waste
N/A
Mixer Charging
N/A
5,000 lbs/minute
Untreated
K061 Waste
N/A
Mixer Shaft
Rotation
Mechanical Mixing
0-43 RPM
N/A
N/A
Lowering Mixer Lid
Dust Control
N/A
N/A
N/A
RMT, Inc. I Peoria Disposal Company
3-13
I:\ WPAAM\ PIT\ 00-07704 \01 \ TSD \ TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
PROCESS STEP
REACTIONS
OCCURRING
FLOW RATE
MATERIAL
INPUTS
WASTE INPUT
AND OUTPUT
Chemical Reagent
See Appendix F
250 lbs/second
Proprietary
N/A
Addition
(marked NDI)
Blend of Three
Chemicals
Raising Mixer Lid
Visual Inspection
and Preparation
for Mixer
N/A
N/A
N/A
Emptying
Water Addition
Facilitates
45 gals/minute
City Water
N/A
Blending and
Landfill Emissions
Control
Finish Mixing
Mechanical Mixing
0-43 RPM for
N/A
N/A
2 to 5 minutes
Mixer Emptying
Mixer Body
Approx. 750 lbs
N/A
PDC EAF Dust
Elevation and
of Waste/second
Stabilized
Inversion
Residue
Transfer to Storage
Excavator
4 to 6 Hours Per
N/A
N/A
Loading of Truck
Batch
Storage
Reaction
1 to 45 Days
N/A
N/A
Completion
Laboratory Analysis N/A
1 Day
K061 EAF
Analytical
Dust
Report
Treatment
Residue
Samples
Laboratory Report
Verifying
1 Hour/2
N/A
Notification and
Review
Compliance
Employees
Certification
Forms as
required by
35 IAC 728
Residue Disposal
Removal from
4 to 6 hours per
EAFDSR
N/A
Storage and
Batch
Transportation to
authorized Landfill
3.2.6?
Variability
Some variability is expected in the unstabilized K061 EAF dust. Untreated total and
TCLP metals concentrations in each EAF dust-generating mill represented in the full-
scale, in-plant trials are provided in Table la and lb. The representative sampling
scheme for sample Rounds 1 through 8 was developed to mimic the monthly and annual
receipts from each mill tested in the demonstration. The variability in the EAF dust
RMT, Inc. I Peoria Disposal Company
3-14
I:\ WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
primarily results from variations in the characteristics of the scrap steel and the grade of
carbon steel that is produced at each of the ten mills contributing EAF dust to PDC. EAF
dust shipments may be stored and processed without commingling with other K061
wastes, or may be commingled homogeneously prior to treatment as is allowed by the
facility RCRA Part B Permit. PDC's chemical treatment regimen is robust enough that
all K061 wastes currently received are readily treated to meet the LDR standards using
the same reagent "recipe." The wastes are then chemically stabilized using the process
described above. The chemical reagent/waste recipe to be used in the full-scale
operation is first demonstrated to be effective in a bench-scale treatability study that is
required by the facility RCRA Part B Permit as one component of the pre-acceptance
profile analysis conducted for each new waste stream. As part of this Adjusted
Standard petition, PDC is proposing a similar pre-acceptance treatability demonstration
to pre-qualify any new K061 waste streams for delisting. The proposed language
allowing the addition of new generators, particularly with the proposed pre-
qualification procedure, will not result in a significant change in the waste composition
or waste volume.
In response to this variability, whether attributed to differing compositions in the waste
from the mills or to operating conditions, such as variations in chemical reaction time,
PDC is proposing to sample every batch of treated EAF dust to verify that delisting
levels are met prior to disposal as delisted EAFDSR.
3.3 Waste Management Operations
Currently, the K061 waste accepted by PDC is treated and disposed of on-site in the PDC No. 1
Landfill. The EAF dust is treated at the WSF to meet the LDR standards specified in 35 IAC 728
before on-site landfill disposal. The specific treatment process is detailed above. Because the
chemical treatment technology is new, PDC is not currently managing nor has it ever managed
the specific petitioned waste in a land-based management unit. PDC has, however, successfully
managed a similar chemically stabilized K061 waste (treated using the existing PDC chemical
treatment regimen) for more than 19 years at the PDC No. 1 Landfill.
The petitioned waste, EAFDSR, will be transported to and disposed in a RCRA-permitted
Subtitle D landfill located in the State of Illinois. As discussed above and in more detail
provided in Appendix E, one such facility is the PDC-affiliated Indian Creek Landfill No. 2
located in Tazewell County, Illinois, a RCRA-permitted Subtitle D landfill facility that began
operation in 2004. IEPA Permit No. 2001-391-LFM, was issued to the Indian Creek Landfill
No. 2 on November 26, 2003 (see Appendix E). The facility is designed, constructed, and
operated in accordance with state and federal regulations for Subtitle D landfills. The Indian
Creek Landfill No. 2 receives only municipal solid waste and non-hazardous industrial waste
RMT, Inc. I Peoria Disposal Company
3-15
I:\WPAAM\PJT\00-07704\01\TSD\TSD000770401
.
001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
from various industries and activities. The industrial process wastes currently managed by the
facility include:
■
Manufactured gas plant (MGP) wastes,
■
TSCA-regulated PCB wastes,
■
Wastes that were hazardous at the point of generation but subsequently delisted or
decharacterized by the PDC WSF,
■
Wastes generated from asbestos removal activities,
■
Various foundry wastes,
■
Various wastes from chemical, construction equipment, and steel manufacturers, and
■
Various wastes from remediation projects.
Appendix E contains the resolution from the Tazewell County Board approving for disposal of
PDC's delisted and decharacterized residues generated by the WSF. No such local approval is
necessary for the PDC-affiliated Clinton Landfill or Pike County Landfill.
3.4?
Process Materials
Two process materials are used to treat the K061 EAF dust. These are water and proprietary
chemical treatment reagents.
PDC primarily uses water directly from the Pleasant Valley Water District, the local potable
water supply utility. Water is added to the mix to improve the mixability of the waste and
reagents, and to provide an effective carrier to the reagents. The exact amount of water added
per mixer load is part of PDC's proprietary regimen, but is only that amount necessary to
facilitate mixing and eliminate the potential for fugitive dust emissions when offloaded at the
active landfill face.
PDC will use new proprietary chemical treatment reagents for treating K061 EAF dust to the
proposed delisting levels. This newly licensed technology was developed by a consultant
expressly for PDC's delisting effort and has proven effective in bench-scale and full-scale
treatment studies as reported in this Document. Non-Disclosable Information (NDI) associated
with the composition of PDC's proprietary metals treatment reagents, including a description of
the chemical reagents, is included in Appendix F. The Petition proposes a bench-scale
treatability study procedure to be used prior to any significant change (defined in the Petition)
in the chemical reagents used for K061 treatment. While the proposed language allows some
necessary flexibility in the chemical treatment regimen used, because of the proposed pre-
qualification procedure, no significant change in the waste composition or waste volume will
Occur.
RMT, Inc. I Peoria Disposal Company
3-16
1:\WPAAM\PIT\00-07704\01\TSD\TSIX100770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
The feed materials used, processes, and operation of the K061 EAF dust treatment process are
not expected to produce waste other than EAFDSR. This is because of the consistency of the
EAF dust accepted by the WSF and known composition of the chemical reagents used.
Further, PDC's mixing and chemical addition methods are very consistent and accurate
ensuring consistent results. Appendix F (marked NDI) contains a detailed schematic and
additional information for the proposed stabilization process, as well as NDI associated with
the composition of PDC's proprietary metals treatment reagents.
The treatment process utilizes hydraulic and other mechanical equipment. These machines are
well maintained and any hydraulic fluids, grease, oil, etc. that may incidentally contact the
waste are insignificant and will not affect the treatment process or resulting EAFDSR.
3.5
?
Special Information for Upfront and Conditional Exclusions
An upfront and conditional exclusion from the regulation of normal applicability is being
proposed based on full-scale testing results. The proposed Adjusted Standard language
provided in the Petition requires representative sampling and analysis of each treated batch.
Only when an individual treated batch meets the delisting criteria would PDC be authorized to
manage that batch as non-hazardous waste.
In the event that the initial sample of K061 EAF dust treatment residue does not meet the
delisting criteria, the proposed adjusted standard language would permit additional treatment
through increased curing time, followed by verification sampling and analysis to demonstrate
conformance. While it is anticipated that samples of most EAF dust treatment residue will meet
the proposed delisting levels with the initial analysis, when a sample does not, further
treatment through increased curing time is necessary and appropriate because of these factors:
1. variations in waste/chemical reaction times, and
2. PDC's approach to determining chemical reagent proportions.
Regarding reaction times, PDC's chemical treatment involves complex chemical interactions
between all introduced components. PDC has developed a solid understanding of the
chemistry of the stabilized waste. When using lime-based or cementitious chemical reagents,
the stabilized residues continue to "cure" (in this case referring to the chemical reaction
working to completion), which is itself additional treatment. Curing time can be affected by a
variety of factors, especially ambient air temperature. Similar to the curing of Portland cement
concrete, colder temperatures can retard reaction time. Specifications for Portland cement
concrete mix designs typically require maximum compressive strength to be achieved at 28, 56,
or even 90 days after mixing in recognition of the ongoing reaction occurring during that time
period after the initial hydration and mixing. As such, to disallow additional curing time of the
RMT, Inc. I Peoria Disposal Company
3-17
I:\VVPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
treated waste would be to short-circuit the reaction process prematurely and unnecessarily
require the re-treatment of a batch that simply had not cured to the extent necessary to achieve
the proposed delisting levels.
PDC's RCRA Part B Permit already recognizes additional curing time as treatment. Specifically,
Special Condition H (E)(15)(e)(iii)(1) (provided herewith in Appendix D) requires that "Treated
waste which fails to meet the requirements shall receive additional treatment (this may consist
of additional curing time and/or reintroduction into the treatment facility for further
stabilization). Wastes which receive additional treatment may only be disposed in the landfill
after it has been demonstrated that the residue meets the proper treatment standards"
(emphasis in original). The Part B Permit establishes a limit on the amount of time treated
waste may be stored prior to re-treatment. In recognition of this chemical reaction vs. time
factor, that storage limit was increased by the IEPA from 15 to 60 days in the recent Permit
renewal, at which time the treated waste must be reprocessed with additional chemical
reagents. Depending on weather conditions, particularly ambient air temperature during the
curing process, and the trend of the analytical results reported, re-treatment would typically be
completed well before the end of the permitted storage time.
The proposed provision for additional treatment through curing time is also appropriate when
considering the approach that PDC must take when developing effective treatment regimens
through bench-scale treatability testing. Specifically, PDC begins bench-scale treatment with
reagent proportions that are known through experience to be at the lower end of the effective
range for a specific waste type. This approach assures attainment of these primary objectives of
treatability testing:
■
The recipe must not result in over-treatment, as explained further below.
■
The treatability testing results must indicate that the recipe is robust enough to readily meet
the concentration-based treatment standards.
■ The recipe must minimize the volume and weight increase attributable to the chemicals
and make-up water added.
While these criteria are largely self-explanatory, the concept of over-treatment deserves further
explanation when evaluating the propriety of providing additional curing time as a form of
treatment. In general, chemical stabilization technologies involve chemicals that
microencapsulate waste partides, as well as provide pH buffering. The PDC technology
stabilizes metals through a series of complex chemical reactions while providing buffers to
resist changes in pH upon exposure to extraction fluids of varying pHs. This technology feature
is particularly important when both acidic and alkaline extraction fluids are to be used as they
were for the treatment demonstration completed for this Petition.
RMT, Inc. I Peoria Disposal Company
3-18
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
The minimum solubility of most metals treated by PDC occurs within the pH range of 8.5 to
11.0. Many metals that are regulated by LDR standards and the proposed delisting levels are
amphoteric, i.e., they exhibit increased solubility at both high and low pHs (EPA, 1986).
Examples of amphoteric metals that would be regulated by the proposed delisting levels for the
EAFDSR are chromium, lead, and zinc. Because the solubility of these metals will increase both
below and above a known pH range, over-treatment, or "overkill" (EPA, 1993) is possible.
Treatment complexity is also increased as the number of regulated metals increases. The
proposed delisting levels for the EAFDSR would regulate 14 different metals, not all of which
have overlapping solubility minima. As such, simply adding an extra quantity of chemicals, or
even selecting an average target pH, will not consistently meet the proposed delisting levels
and may even cause over-treatment. Therefore, a designed and sophisticated approach is
required for the necessary balance to be achieved.
Due to the above chemistry factors and variables, it becomes necessary to prevent over-
treatment by using reagent proportions known to be at the lower end of the effective range and
allowing the reaction to work toward completion. Put simply, it is always possible to add
additional chemicals when necessary, but it is not possible to remove treatment chemicals once
over-treatment has occurred. Therefore, the treatment that occurs through additional curing
time is a critical component of the PDC treatment technology, one that can only be represented
and verified through re-samples during the period required for curing to approach completion,
and as limited by the IEPA-regulated storage time limit in the facility RCRA Part B Permit.
The proposed Adjusted Standard language requires that any re-samples would be collected in
the same manner as the initial sample, i.e., individual grab samples would be collected and
blended to form a composite sample that would effectively represent the entire batch.
Although the EAF dust treatment residue consolidation that occurs when it is placed in storage
containers or piles eliminates the identity of individual mixer loads, PDC would collect a
representative number of grab samples. Further, the grab sample locations would be selected in
a manner designed to ensure representation of the entire cross-section of the batch in the
composite sample to be analyzed. PDC believes it may be appropriate to modify the sampling
and analytical verification process in the future via a Part B Permit modification approved by
the IEPA. Any such modification request would be based on USEPA, IEPA, or other recognized
guidance, such as that included in the USEPA document "Test Methods for Evaluating Solid
Waste, Physical/Chemical Methods" (SW-846). The Adjusted Standard would thus
appropriately recognize that constituent concentrations typically continue to decrease with
additional reaction time, while also ensuring that the entire batch is effectively represented in
each sampling event.
RMT, Inc. I Peoria Disposal Company
3-19
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
When analysis of samples following additional chemical reaction time does not indicate
compliance with the delisting levels prior to the storage time limit, or the trend in re-sample
analytical results makes evident to PDC that reduced concentrations with additional curing
time are unlikely, PDC would re-process the "failed" EAF dust treatment residue in the same
manner as is described above for untreated EAF dust. The re-treatment recipe would be
determined based on the metals concentrations and final extraction pH of the most recent re-
sample. Sample collection of re-treated EAF dust treatment residue would be identical to that
proposed above for samples collected after additional curing time. Consistent with the existing
IEPA sampling and analysis requirements for WSF treatment residues, re-treated EAFDSR
would be analyzed for only those constituents that did not meet the delisting levels prior to
re-treatment.
RMT, Inc. I Peoria Disposal Company
3-20
1: \ W
PAAM\PI
T\00-
07704\01\TSD\TSD000770401
-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 4
Delisting Analytical Plan Development and
COC Determination
4.1?
Analysis Plan
As part of pre-petition work under contract with PDC, RMT developed and implemented a
detailed Sampling and Analysis Plan/Quality Assurance Project Plan (SAP/QAPP) (RMT, 2007).
The SAP/QAPP was prepared in accordance with Sections 6 and 7 of the USEPA Delisting
Guidance Manual (USEPA, 2000). A copy of the SAP/QAPP is provided in Appendix G of this
Document. This Section describes the development and implementation of the SAP/QAPP,
including meetings and other conversations with IEPA personnel related to developing and
implementing the SAP/QAPP. This Section also compares the analytical data collected during
SAP/QAPP implementation to risk-based screening levels to establish the delisting constituents
of concern (COCs).
4.2?
Agency Interaction
PDC maintained open communications with both USEPA Region V (USEPA-5) and IEPA
personnel throughout the pre-petition process. Generally, questions or concerns regarding the
SAP/QAPP and other pre-petition issues were directed to and resolved with IEPA personnel.
At the IEPA's direction, technical questions regarding the Delisting Risk Assessment Software
(DRAS) modeling were directed to and resolved with USEPA-5 personnel as further described
in Section 6 of this Document.
Throughout the pre-petition process, PDC met with and involved the IEPA with specific
milestones in the project process. PDC had numerous conversations with IEPA personnel
regarding the Adjusted Standard Petition. Key project communication records are provided in
Appendix C.
A draft SAP/QAPP was submitted to the IEPA for review on November 1, 2007. PDC and RMT
then met with IEPA representatives in Springfield, Illinois, on November 8, 2007, to discuss the
SAP/QAPP, the selection of the potential COCs to be analyzed, and the pre-petition process.
IEPA representatives reviewed the submitted SAP/QAPP and advised PDC and RMT that it
was satisfactory on November 16, 2007.
RMT and PDC continued to provide status updates to the IEPA regarding the development and
implementation of the SAP/QAPP. For instance, after initial results were assessed, PDC
RMT, Inc. I Peoria Disposal Company
4-1
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
engaged in further efforts to fully demonstrate the complete analytical procedure under its
RCRA Part B Permit, i.e., to re-sample the treated residue in the event one or more constituents
exceeded the LDR treatment standard (or, in this case, the expected delisting level). Some initial
sample results showed exceedences of the anticipated delisting levels. As discussed above in
Section 3, a variety of factors can affect the timing of treatment efficacy. Although none of the
analytical results from the demonstration sampling events exceeded their toxicity characteristic
(hazardous) levels specified in 35 IAC 721.124, the initial sampling program did not fully
demonstrate PDC's procedure to verify that the anticipated delisting levels would be achieved
through additional curing time and/or re-treatment prior to disposal. On February 5, 2008,
RMT communicated to IEPA personnel PDC's intent to perform an additional in-plant trial and
sampling event. This trial was designed to analyze for cadmium and zinc using the toxicity
characteristics leaching procedure (TCLP) and to more fully demonstrate PDC's procedure
when the initial sample does not meet the proposed delisting levels. The IEPA agreed that
continuation of the trials and additional sampling and analysis would be appropriate to
demonstrate the additional curing and/or re-treatment procedure. The IEPA also agreed these
additional data could replace previous data for cadmium and zinc exceeding the LDR treatment
levels in the risk analyses since the earlier sample rounds did not take into account the
established procedures under PDC's Part B Permit to provide additional curing and/or re-treat
the treatment residues. A February 5, 2008, communication record regarding this is found in
Appendix C.
When data results were reported and validated, RMT was aware of existing calculation errors
within the DRAS v.2 model and that USEPA-5 was transitioning to version 3 of DRAS in the
future, which at the time was not available to any State agency or Petitioner. RMT conducted
conference call meetings on January 24, 2008, and January 28, 2008, with IEPA and USEPA-5
personnel to address the use of the DRAS model and to obtain the technical information from
the USEPA-5 on database values to update the DRAS v.2 model. Although a beta version of
DRAS v.3 is currently being used by the USEPA-5, the USEPA-5 verified that DRAS v.3 with all
remaining contractor modifications would not be not available to PDC before its Adjusted
Standard Petition submittal. Of particular relevance to this Petition, Todd Ramaly of the
USEPA-5 stated that the DRAS v.2 model incorrectly calculates the risk to human health for
constituents with a tendency to bioaccumulate via the surface/fish ingestion pathway. This is a
critical surface exposure pathway for mercury and dioxin/furans. According to Mr. Ramaly,
this model function could not be repaired in DRAS v.2 with user input/updates; rather, he
recommended provisional DRAS v.3 outputs to more correctly evaluate the risk posed by
mercury from the disposal of the EAFDSR. Mr. Ramaly stated that the DRAS v.3 model basis
incorporates current regulatory and scientific positions regarding mercury uptake into
biological tissues. To assist in the evaluation, Mr. Ramaly provided provisional DRAS v.3
generated screening levels for all database constituents (including mercury), based on the
RMT, Inc. I Peoria Disposal Company
4-2
W PAAM
P
17100-07704
\ \?
\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
maximum annual generation volume of 95,000 cubic yards of EAFDSR (see Appendix C). That
analysis, provided in Appendix H, indicates that 9.35 milligrams per kilogram (mg/kg) is an
appropriate safe screening level for total mercury. As such, the modeled hazard attributable to
total mercury in the DRAS v.2 model must be ignored and a 9.35 mg/kg comparison value
should be used instead. As a comparison value 9.35 mg/kg mercury translates in the DRAS
model to a hazard quotient of 1.0. Mr. Ramaly also provided an alternative risk assessment
spreadsheet to calculate the dioxin/furan risk and a delisting screening level (see Appendix C).
On February 5, 2008, RMT discussed these DRAS modeling issues with IEPA personnel to
determine the best path forward. Pursuant to that discussion, RMT proceeded as follows:
■ The DRAS v.2 model was used, modified as necessary based on database updates provided
by the USEPA;
■ Total mercury concentrations were compared to the DRAS v.3 screening level for that
constituent; and
■ Dioxin/furans concentrations were evaluated based on screening level concentrations
provided by USEPA-5.
In addition to the above, at the IEPA's request, PDC submitted a draft copy of its Petition,
including this Document, to the IEPA for a pre-filing review. The IEPA's comments were fully
addressed in the final Petition and this Document prior to filing with the Board.
4.3 Waste Sampling and Analysis Plan Design Overview
The objective of this project is to meet the requirements of 35 IAC 720.122 by demonstrating to
the Board, through testing and comparison to various criteria, that K061 EAF dust from the steel
mills listed in Appendix B, when treated using PDC's new chemical treatment technology, does
not meet the criteria to be listed as a hazardous waste. To attain this objective, RMT designed
the SAP/QAPP to collect representative samples of K061 EAF dust treatment residues to
establish the COCs, and to demonstrate that the COCs are: 1) below their toxicity characteristic
criteria and do not exhibit any other toxicity characteristic (35 IAC 721.124); 2) below the LDR
standards; and 3) protective of human health and the environment when disposed in a RCRA
Subtitle D landfill. Based on published delisting guidance (USEPA, 2000), discussions with
USEPA and IEPA personnel and an understanding of RCRA, PDC and RMT anticipated that the
delisting levels proposed in the Petition would be established on the basis of the lower of the
LDR standards or the risk-based concentration limits developed using the DRAS model and
other generally accepted techniques approved by USEPA-5 personnel.
The SAP/QAPP originally included eight rounds of demonstration sampling and analysis. As
described in the previous section, an additional phase of field-scale trials was conducted to
RMT, Inc. I Peoria Disposal Company
4-3
I:\WPAA
M\
PIT\00-07704\ 01 \TSD\T
SD0019770401
-001.D
OC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
demonstrate that PDC could effectively meet the proposed delisting levels by implementing its
additional curing time and re-treatment procedures when necessary. The second phase of trials
was conducted between February 11, 2008 (date of the in-plant treatment trial), and February 27,
2008 (date that the final analytical result was reported by TriMatrix Laboratories). Samples in
Round Nine from this second phase of trials were analyzed for the COCs (14 metals analyzed for
totals and TCLP), which were established on the basis of the previous sampling events. Since the
subsequent re-sampling (Round Ten) and eventual re-treatment (Round Eleven) were a
continuation of the trials initiated in Round Nine, it was not necessary to analyze for all COCs
during these last two rounds, just those that exceeded proposed delisting concentrations.
Samples collected on February 11 were analyzed for three additional parameters (total silver,
total cyanide, and total sulfide) since the data validation process indicated these tests had failed
laboratory quality control standards during the initial phase of analyses.
4.4 Waste Characterization and COC Selection
One objective of the SAP/QAPP was to establish the COCs for delisting. Based on PDC's and
RMT's knowledge of the waste stream, USEPA background documents on the waste listing, and
the findings of other K061 delisting petitions, 14 specific metals are considered to be the
primary COCs. In order to confirm this, and in compliance with the USEPA Delisting Guidance
Manual (USEPA, 2000), the SAP/QAPP included testing representative samples for the
following wide range of constituents:
■
40 CFR Part 264 Appendix IX parameters, less herbicides and pesticides,
■
oil and grease, pH, total cyanide, total sulfide, and
■
the RCRA Toxicity Characteristic constituents at 35 IAC 721.124. The RCRA hazardous
waste characteristics of ignitability, corrosivity, and reactivity were not analyzed, as
explained further below and in the Petition.
RMT established screening levels for all constituents that were detected at least once during the
demonstration. These screening levels were established as the lower of the following:
■ Toxicity Characteristic level, as specified at 35 IAC 721.124;
■
LDRs for K061 EAF dust, as specified at 35 IAC 728 Subpart D; and
■
Risk-based concentration, as established using the DRAS v.2 model, and/or other values
established in consultation with personnel from USEPA-5.
The DRAS v.2 model provides calculated risk-based screening levels based on conservative
migration and exposure assumptions. Model-generated screening levels are sufficiently
conservative so that constituents that are neither a basis of listing for K061 nor have an LDR
established for K061 can be eliminated from further consideration as a COC, provided their
RMT, Inc. I Peoria Disposal Company
4-4
I:\WPAAM\PJT\00-07704\01\TSD\T5D000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
concentrations do not exceed the screening levels. All of these parameters are discussed in this
section. Where applicable, Tables 3a and 3b present parameters analyzed to document the
presence or absence of constituents other than metals. Only those chemicals that were detected
in at least one 40 CFR Part 264 Appendix IX analysis are included in the tables. Concentrations
that were reported as being between the Laboratory Reporting Limit or Estimated Quantitation
Limit (EQL) and the instrument Method Detection Limit (MDL) are considered estimated and
were designated with a "J" qualifier. Such data are given the same weight in the summary as
concentrations above the EQLs. In agreement with USEPA-5 and IEPA representatives, all
parameters were analyzed using analytical methods that achieved low detection limits to
determine the absence or presence of the constituents. Constituents reported as not detected
above the MDL were determined as not present. Blank entries in the table indicate that a
chemical was not analyzed. When a mean was calculated for a group of samples, the results
reported as below the MDL were included as one half of the reported detection limit in the
computation.
The following paragraphs discuss the compositional analyses and other specific information
that provide the justification for selecting analytes as COCs. Analytical results are first
evaluated for the presence or absence of the analyte. With the low instrument MDLs achieved,
the IEPA has agreed that constituents not detected at or above the MDL can be omitted from
consideration. Next, TCLP concentrations for detected constituents only analyzed for total
concentrations are conservatively estimated by dividing the detected total concentration value
by 20 (referred to as the 20x rule, which recognizes the minimum twenty-fold dilution that
occurs with the TCLP methodology) for comparison to the risk-based screening levels.
Volatile organic compounds (VOCs).
Three VOCs, acetone, benzene, and toluene, were
sporadically detected in one of three discrete VOC samples collected during the SAP/QAPP
implementation (Table 3b). However, the concentrations were very low and all but one was
below the laboratory's reporting limit and qualified with a "J" as estimated concentrations. The
detections were well below DRAS v.2 criteria values and when one considers that the EAF dust
is generated in a high-temperature setting (1,520 to 1,800°C), these sporadic and low detections
support the exclusion of VOCs as COCs for the delisting process. Only one VOC, acetone in
sample R2-01, was detected at 0.025 mg/kg, slightly above its EQL of 0.02 mg/kg, but
significantly below the DRAS v.2-generated screening level of 116,000,000 mg/kg. For the
detected VOCs, a TCLP value was calculated (using the 20 x rule) to correspond to each total
concentration and was evaluated against the risk-based screening levels. None of these
estimated TCLP values were above any DRAS v.2-generated screening level. Therefore, VOCs
were appropriately excluded as COCs.
RMT, Inc. I Peoria Disposal Company
4-5
I: \ WPAAM\ T\ 00-07704 \ 01 \ TSD\ TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Semivolatile organic
compounds (SVOCs).
Thirty-five SVOCs were detected in the composite
waste samples (Table 3a). As with the VOCs, the SVOCs were sporadically detected at only
very low concentrations. For the detected SVOCs, a TCLP value was calculated (using the 20 x
rule) to correspond to each total concentration and was evaluated against the risk-based
screening levels. The total concentrations for all polycyclic aromatic hydrocarbons (PAHs) and
calculated TCLP concentrations for all but four PAHs were below risk-based screening levels.
Treated samples were analyzed using the TCLP for these four PAHs (benzo(b)fluoranthene,
benzo(a)pyrene, indeno(1,2,3-cd)pyrene, and dibenz(a,h)anthracene). The four PAHs were not
detected at the MDL in TCLP leachates. Despite low method detection limits, the MDL for
benzo(b)fluoranthene and benzo(a)pyrene were above the DRAS-generated TCLP screening
level. An evaluation of the raw data showed no evidence of these four PAHs in any of the
samples (laboratory raw data is included in Appendix N). As a means of demonstrating that
these four PAH constituents are appropriately excluded as constituents of concern,
notwithstanding the MDL being higher than the exceedingly low screening levels, a comparison
of the MDLs to the Illinois Tiered Approach for Corrective Action (TACO) soil remediation
objectives for industrial/commercial properties (35 IAC 742 Appendix B, Table B) was made and
indicated that these detection limits are well below those TACO screening criteria. Low levels
of PAHs are widely distributed in environmental media in industrial nations. PAHs have low
potential to bioaccumulate in terrestrial organisms. Wildlife can readily metabolize PAHs by a
mixed-function oxidase system and eliminate their by-products. Accordingly, the potential for
food chain transfer and biomagnification is low. Therefore, no SVOCs, including PAHs, were
designated as COCs.
Chlorinated pesticides and herbicides.
Through process knowledge, the materials managed
by the steel mills to produce their steel products do not include chlorinated pesticides and
herbicides. Management of the EAF dust occurs in ductwork to air pollution control baghouses
and, in some cases, into storage silos. Since none of this EAF dust, nor any of the treatment
chemicals, are managed on the ground where chlorinated pesticides and herbicides can be
introduced, both IEPA and the USEPA-5 representatives agreed that these parameters are not
present. Therefore, no chlorinated pesticides or herbicides were designated as COCs.
Polychlorinated biphenyls
(PCBs).
PCBs were not suspected as constituents of concern but are
part of the 40 CFR Part 261 Appendix IX list. PCBs were analyzed in two composite samples
and were not detected at the MDL. Therefore, no PCB aroclors were designated as COCs.
Dioxins and furans.
All 17 polychlorinated dibenzodioxin and dibenzofuran congeners that
include chlorine at the 2-, 3-, 7-, and 8- positions were detected in the K061 EAF dust treatment
residue at very low concentrations. Each individual congener, as well as their 2,3,7,8-
tetrachlorodibenzo-p-dioxin (TCDD) toxicity equivalent (TEQ) concentrations using the toxicity
RMT, Inc. I Peoria Disposal Company
4-6
I:\WPAAM\ P17100-07704\01\ TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
equivalence factors established by the USEPA (USEPA, 1989), are reported on Table 3a.
Table 3a shows the 2,3,7,8-TCDD TEQs, with a maximum concentration being 160 mg/kg, are
significantly below the reported risk-based screening level of 7,580 mg/kg.
As noted in Section 4.2 of this Document, the DRAS v.2 model has calculation errors that impact
the calculation of delisting levels associated with the surface pathway through fish ingestion for
dioxin/furans. Mr. Todd Ramaly of USEPA-5 provided an alternative risk assessment
spreadsheet to evaluate potential risks associated with dioxin/furans. The spreadsheet was used
to perform risk evaluation of the observed low level dioxin TEQ concentrations. Please see
Appendix H for the discussion of the dioxin/furan risk evaluation. The risk evaluation concludes
that observed dioxin TEQ concentrations result in a conservative modeled risk of 2.1 x 10-6.
Although this individual risk is slightly greater than the conservative 1 x 10- 6
target risk, the
modeled TEQ concentration in fish tissue, upon which the risk is derived, is consistent with
nationwide background fish tissue concentrations. Dioxin/furan concentrations are not expected
to pose an unacceptable risk over background and are, as a result, not designated as COCs.
Metals.
The basis for listing EAF dust as a hazardous waste (35 IAC 721 Appendix G) is the
presence of cadmium, hexavalent chromium, and lead in the waste. Since the LDRs for K061
EAF dust are based on total (not hexavalent) chromium, and because the DRAS model reports
concentration values for total chromium, PDC did not analyze separately for a hexavalent
chromium component. Note that Tables la and lb show that chromium in the untreated EAF
dust is below both the LDR treatment standard and the risk-based levels set by DRAS v.2.
A review of the analytical results in Table 3a demonstrates that all of the metal total
concentrations are well below their corresponding risk-based screening levels. A review of the
total concentrations is shown in Table lb. Furthermore, a review of the TCLP data for untreated
K061 EAF dust (Table la) indicates that cadmium, lead, mercury, thallium, and zinc were the
only metals that exceeded either their Characteristics of Toxicity threshold (cadmium and lead
only), LDRs, or risk-based screening levels.
Cobalt, copper, tin, and vanadium were analyzed since they are included on the list of analytes
at 40 CFR 264 Appendix IX. However, K061 LDRs have not been established for these metals,
nor are they included in the list of constituents at 35 IAC 721.124 that define RCRA
Characteristics of Toxicity. A comparison of the screening criteria found these four metals well
below the risk-based screening levels. Also, other metals identified as being in the treatment
reagents were determined not to be COCs since they are either unregulated metals of very low
concern, or the reagent contribution is well below the risk-based screening level. PDC's
chemical treatment technology is proprietary in nature. A further discussion regarding the
evaluation of these analytes is provided in Appendix F (marked NDI).
RMT, Inc. I Peoria Disposal Company
4-7
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Although only five metals exceed the risk-based screening levels, these five metals and the
other eight metals for which K061 LDRs have been promulgated cannot be excluded as COCs.
General
indicators. Two composite samples of the treated waste were tested for pH, oil and
grease, total cyanide and total sulfide. The results for pH were approximately 10 standard
units (SUs).
Neither K061 LDRs, nor RCRA Toxicity Characteristic levels have been established for oil and
grease. Considering that all detected organic constituents were well below their risk-based
screening levels, and no significant source for oil and grease exists in the process, oil and grease
is excluded as a COC.
According to 35 IAC 721.123, a waste is hazardous if it is a cyanide- or sulfide-bearing waste
which, when exposed to pH conditions between 2 and 12.5, can generate toxic gases, vapors, or
fumes in a quantity sufficient to present a danger to human health or the environment. In
July 1985, the USEPA issued interim guidance describing certain threshold levels for cyanide-
and sulfide-bearing wastes and laboratory methods for evaluating such wastes. In April 1998,
the USEPA withdrew the July 1985 guidance. Therefore, the USEPA does not recommend use
of the interim threshold levels or methods to determine if a waste is hazardous based on the
characteristic of reactivity. To demonstrate that the EAFDSR is not reactive for sulfide and
cyanide, it was tested for total sulfide and cyanide. Data-validated results showed that total
cyanide was reported below the MDL. Total sulfide was reported at 700 mg/kg on a qualified
sample and non-detect (< 94 mg/kg) on another qualified sample. Although the sulfide
detection showed a low recovery, and previous samples were rejected due to poor recoveries,
the cumulative data of poor spike recoveries indicate the chemically stabilized matrix is tying
up the sulfide even at a great dilution. It is certainly an indication that no sulfide release will
occur and was used to complete the assessment in the absence of a reactive component. RMT
has, therefore, determined that the amount of total sulfide is below a level that would exhibit
any gas evolution or characteristic of reactivity. Further, PDC routinely analyzes a sample
collected from each load of EAF dust received at the WSF for reactivity, and the characteristic of
reactivity has never been observed. Additionally, the MSDS for the chemical reagents provided
in Appendix F (marked NDI) support this determination that the reagents do not meet the
characteristic of reactivity. Therefore, neither cyanide nor sulfide had a concentration in the
EAFDSR requiring further investigation as to reactivity, so these constituents were determined
not to be COCs.
The EAFDSR was not tested in the lab for ignitability, corrosivity or reactivity (defined at 35 IAC
721.121, 721.122, and 721.123, respectively), but based on generator (PDC) knowledge and
analytical data, including reactive cyanide and sulfide, developed as part of the pre-acceptance
waste stream profiling process, and knowledge of the process generating the EAF dust, as well
RMT, Inc. I Peoria Disposal Company
4-8
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
as PDC's knowledge of the chemicals used to treat the EAF dust (see Appendix F, marked NDI),
the waste was determined not to exhibit the hazardous characteristics of ignitability, corrosivity,
or reactivity. Specifically, the EAFDSR is not a liquid so it is excluded from the definition for
ignitable and corrosive wastes. Regarding the characteristic of reactivity, PDC presently
analyzes a sample collected from each load of EAF dust received at the WSF for reactivity, and
the characteristic of reactivity has never been observed. Further, the treatment reagents have no
reactive components, and so cannot react violently with water or spontaneously ignite.
Therefore the characteristics of ignitability, corrosivity, and reactivity are not COCs for the
EAFDSR.
4.5 List of PDC Constituents of Concern
As a result of the COC analysis described above, the proposed COCs for the EAFDSR are the
13 metals for which K061 LDR UTS have been established, plus vanadium. Specifically, the
proposed delisting constituents of concern are:
■ TCLP Antimony
■
TCLP Mercury
■
TCLP Arsenic
■
TCLP Nickel
■
TCLP Barium
■
TCLP Selenium
■
TCLP Beryllium
■
TCLP Silver
■
TCLP Cadmium
■
TCLP Thallium
■
TCLP Chromium
■
TCLP Vanadium
■
TCLP Lead
■
TCLP Zinc
This list of fourteen metal COCs is consistent with similar K061 adjusted standards granted by
the USEPA. Two such petitions granted by USEPA are:
■
EAF dust that has been generated by Nucor Steel at its Crawfordsville, Indiana facility and
treated on site by Heritage Environmental Services, LLC (Heritage), at a maximum annual
rate of 30,000 cubic yards per year, and disposed of in a Subtitle D landfill that has
groundwater monitoring, after January 15, 2002. This Adjusted Standard was subsequently
amended by the Indiana Solid Waste Management Board to allow delisting of up to
60,000 cubic yards per year (see Appendix C).
■
Chemically Stabilized Electric Arc Furnace Dust (CSEAFD) that is generated by Conversion
Systems, Inc. (CSI) (using the Super Detox
TM treatment process as modified by CSI to treat
EAFD (EPA Hazardous Waste No. K061)) at the following sites and that is disposed of in
Subtitle D landfills: Northwestern Steel, Sterling, Illinois, after June 13, 1995. This
Adjusted Standard was subsequently adopted as an identical-in-substance rule by the
Illinois Pollution Control Board (see Appendix C).
RMT, Inc. I Peoria Disposal Company
4-9
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 5
Delisting Sampling and Analysis Information
This section summarizes the SAP/QAPP, its implementation, and the data validation on the
analytical work performed. Results from the analysis of the petitioned waste are discussed in
Section 6.
5.1
?
Waste Sampling Information
The SAP/QAPP and the waste sampling at the PDC WSF were developed and executed by PDC
in conjunction with:
RMT, Inc. – Laura Curtis, Project Manager
3754 Ranchero Drive
Ann Arbor, MI 48108
(734) 971-7080
(734) 971-9022 Fax
laura.curtis@rmtinc.com
The RMT representatives who performed these field waste sampling activities were:
Kevin Kyrias-Gann
?
Brad Drake
RMT – Environmental Scientist
?
RMT – Environmental Scientist
Resumes of the relevant RMT personnel are provided in Appendix I. Laura Curtis, RMT Inc.,
designed the SAP/QAPP and Joyce Peterson (licensed Professional Engineer in South Carolina),
RMT Inc., provided quality control.
Samples were collected on the following dates:
■
December 7, 2007
■
December 18, 2007
■
December 10, 2007
■
December 19, 2007
■
December 11, 2007
■
February 11, 2008
■
December 12, 2007
■
February 14, 2008 (re-sample)
■
December 13, 2007
■
February 21, 2008 (re-treatment)
■
December 17, 2007
The analytes for each of these sampling events are summarized on Table 4.
RMT, Inc. I Peoria Disposal Company
5-1
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
5.2
?
Sampling Strategy
This Section provides the sampling strategy followed during the demonstration to ensure the
samples obtained were representative.
5.2.1 Sampling Activities
This Section provides detailed observations of the waste treatment process and sampling
methods during the sampling events. The intent of this sampling design was to provide
fully representative samples of the K061 EAF dust treatment residues.
PDC stabilized an average of 71 tons of K061 EAF dust per day during the first eight
days of this demonstration period. Shipments of EAF dust from the individual source
mills identified in Appendix B were segregated from all other waste streams entering
the WSF in order to ensure that the amount of waste processed from each mill during
the trials was proportional to the quantity PDC normally processes from each mill on an
overall basis. PDC selectively designated the K061 waste loads that would be processed
each day to maintain this proportional representation objective. This procedure was
modified for Round Eight of the trial by commingling the EAF dust from multiple mills
prior to treatment using a front-end loader. This was done so the volatile organic
compound (VOC) sample, which must be a grab sample, would contain stabilized waste
from multiple mills.
The loads chosen for processing during the trial were unloaded and processed
individually, while other loads were stockpiled and processed after the trials using
PDC's currently permitted treatment process. Once in the receiving bay, a front-end
loader transferred approximately 3.5 tons of the pre-selected EAF dust into the mixer.
This is less than the 5 to 6 tons of K061 EAF dust that is normally processed in each
mixer load due to the physical characteristics of the new chemical treatment regimen.
Specifically, the new chemical reagents became very stiff and somewhat hydrophobic
(relative to PDC's typical treatment reagents) when water was added. To adapt to this,
PDC personnel quickly learned it was best to treat smaller than normal loads, and to
first blend the waste and all chemical reagents prior to adding water. Water was then
added and mixed with the pre-blended waste and chemical reagents. PDC personnel
contacted the consultant who developed the new treatment regimen, who assured PDC
that no particular addition sequence or quantity of water was needed for the treatment
to be effective. Ultimately, all treated waste was thoroughly blended and properly
representative of the chosen "mix design."
After treatment, the mixer was emptied and the treated waste was transferred into a
25-cubic yard rolloff box while the mixer was re-charged with waste and reagents for the
RMT, Inc. I Peoria Disposal Company
5-2
1:\WPAAM\PIT\00-07704\01\TSD\TS13000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
next mixer load. Two mixer loads were placed in each rolloff box before the box was
moved to a dedicated sampling rack at the Gate Control load inspection area for
sampling. The number of mixer loads treated each day ranged from 12 to 22. On
average, nine rolloff boxes of K061 EAF dust treatment residues were generated and
available for sampling during each sample round.
PDC segregated the mixer loads that were placed in an individual rolloff box so the
mixer loads could be separately identified and sampled. RMT collected the waste
samples from each mixer load, sampling both loads placed in the rolloff boxes. Table 5
provides a summary of the mills from which the treated EAF dust originated for each
trial, and a depiction of representative sampling on the basis of each mill's generation
volumes.
A few of the samples collected during the first eight sampling events exhibited TCLP
cadmium and zinc concentrations above their anticipated delisting levels, and although
PDC's routine LDR verification grab sampling procedures demonstrated that these
batches met LDR treatment standards when permitted adequate reaction time, the
original SAP/QAPP regimen did not provide for such additional treatment through
curing time for the delisting demonstration. Following approval by the IEPA (see
Section 4.2 of this Document), an additional sampling event, Rounds Nine through
Eleven, was conducted to demonstrate PDC's proposed procedure to re-sample the
waste batch when necessary and, if necessary re-treat the waste batch, in the event the
initial (or subsequent) verification sample exceeds the proposed delisting levels. This in-
plant treatment trial was set up to treat EAF dust from the four mills (mills 2, 4, 7, and
10) with the highest pre-treatment TCLP cadmium concentrations as shown in Table la.
The pre-treatment analytical results summarized in Table la were produced from
samples collected from each individual waste shipment included in the first eight in-
plant trials. This was done to ensure that Round Nine represented a worst-case scenario
in terms of pre-treatment cadmium concentrations. The K061 EAF dust treatment
residues analyzed in Round Nine were from a smaller batch of 35 tons, which size
allowed the rolloff boxes containing the sampled K061 EAF dust treatment residues to
be managed and stored on-site for a period of time without impacting operations of the
WSF. The untreated EAF dust from the four mills was received and homogenized prior
to treatment together for this operation, rather than segregated. This ensured that waste
shipments from all four mills were represented in the trial. Sampling occurred as it had
in the previous eight rounds.
In addition to the cadmium concentrations, other factors made Round Nine a worst-
case treatment and sampling event and constrained its size, most notably weather
RMT, Inc. I Peoria Disposal Company
5-3
I:\ WPAAM\ T\ 00-07704 \ \ TSD \ TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
conditions. The ambient air temperature at the scheduled trial start time was just 2°F
and the trial was delayed for approximately three hours while a frozen water line was
repaired. Temperatures remained bitterly cold between the initial treatment, Round
Nine, on February 11, 2008, and the re-sampling performed the morning of February 14,
2008, Round Ten, with daily highs reaching a maximum of 26°F and daily lows as low as
3°F. As discussed in Section 3.5, low ambient air temperatures can retard chemical
reaction time.
5.2.2 Sample Collection Procedures and Sample Specific Information
Table 4 provides the analytical plan for this Petition, identifying sample identification
numbers that correspond to the field notes and logbook, the date that the sample was
taken, and an indication as to what type of sample it is (waste versus quality control
sample and whether or not it is a composite sample). To account for any potential
variation in the treatment process or in the EAF dust, at least 2 grab samples of the K061
EAF dust treatment residues were collected from each mixer load. The grab samples
were collected directly from each rolloff box soon (typically within one hour) after the
K061 EAF dust treatment residues were first placed in the rolloff box. Grab samples
were collected at approximately evenly spaced intervals along the approximate
centerline of the rolloff boxes.
Samples were collected using a dedicated sample cup on a pole, while avoiding the
bottom and sides of the rolloff box. Each grab sample was of approximately uniform
volume of six ounces. Prior to initiating sampling for the day, all sampling
equipment that would contact waste was decontaminated by RMT personnel pursuant
to the SAP/QAPP. RMT monitored the number of loads processed during the
demonstration and, if needed, adjusted the number of grab samples collected per mixer
load (minimum of 2 grab samples per mixer load) to provide sufficient composite
sample collection volume for the laboratory analyses and for a back-up sample. Each
grab sample to be composited was transferred to one of two small stainless steel
containers, with approximately half of each grab sample being placed in each
container. The samples in each container were homogenized using a stainless steel
spoon and then composited with other grab samples collected during the day in a
larger, 4-gallon stainless steel bucket. Upon completion of collecting grab samples, the
composite of the grab samples was thoroughly homogenized by mixing with a stainless
steel trowel. A sufficient quantity of the homogenized composite sample was then
placed into two, 1-gallon laboratory-supplied clear glass sample jars with Teflon®-
lined lids. The sample jars were immediately sealed and placed on ice. One sample jar
was sent for laboratory analysis while the other was stored on-site as back up in case
additional sample was required by the laboratory. A total of nine composite samples
RMT, Inc. I Peoria Disposal Company
5-4
I:\WPAAM\PJT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
were collected for Rounds One through Eight, with an extra jar for a field duplicate of
Round Two, identified as FD-1. For Sample Round Nine, the same sampling
procedures were followed, but since this was an extension of the previous sampling
events (Rounds One through Eight) and the number of analyses performed was lower,
the homogenized samples were collected in smaller, one-liter plastic sample jars with
Teflon®-lined lids. A total of five composite samples were collected for Round Nine,
four distinct composite samples, R9-01 through R9-04, and one for a field duplicate.
Sample R9-05 was a field duplicate of Sample R9-03. Sample Round Ten and Sample
Round Eleven followed the same sampling procedures as Round Nine.
It is not appropriate to analyze composite samples for VOCs. Therefore, three separate
grab sample sets were collected for VOC analysis to obtain a representative sampling
from multiple mills. Samples were collected according to the SAP/QAPP. Originally,
two samples of commingled EAF dust were planned, but since the full-scale
demonstration required "selective processing" during the first two weeks to ensure all
mills were proportionately included in the demonstration, a grab sample of K061 EAF
dust treatment residues generated from a single randomly selected mill was collected
during sample Rounds One and Two. A third grab sample for VOC analysis was
collected during the December 19, 2007, sampling event. This grab sample was of
residues from the treatment of EAF dust from three mills, which were commingled prior
to treatment. The grab samples for VOC testing were collected using a Terra CoreTM
sampler and placed into an unpreserved 40 milliliter (mL) volatile organic analysis
(VOA) vial placed on ice. Since the VOA vials were unpreserved, the samples were sent
to TriMatrix Laboratory by next morning delivery so that the preservative chemicals
could be added by the lab within the 48-hour holding period. Although never needed,
an additional grab sample was collected and placed in 2-oz glass jars, in the event a
TCLP analysis would be required for a VOC analyte.
Representative Samples and Sample Bias
Table 5 shows the amount of K061 EAF dust that was treated from each of the 10 mills
during the in-plant trials, and the total volumes treated during the demonstration.
Because the amount of waste that was treated in each mixer load was uniform, and
because each mixer load was sampled, the number of mixer loads that were sampled is
directly proportional to the volumes of treated K061 EAF dust from each mill. As
stated in the previous Section, at least two grab samples were collected from each
mixer load. Generally, two grab samples per mixer load were included in each sample
round composite. However, prior to final compositing during each sampling event,
RMT reviewed the waste treatment volumes for each mill and added additional
(previously collected) grab samples as needed to ensure that the composite sample was
RMT, Inc. I Peoria Disposal Company
5-5
1:\WPAAM\PIT\00-07704\01\ TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
representative of the percentage of treatment residues from each mill. Additional
details are provided in Appendix J.
Considering that the treatment process thoroughly mixes the waste, the sample
collection and compositing method described above adequately addresses any spatial
variability in the treatment residues that were generated during each sampling event.
In addition, the demonstration occurred over a period of more than two months, which
accounts for potential temporal variability.
Other General Information
Sample collection, compositing, handling and chain-of custody administration were
performed in accordance with the approved SAP/QAPP plan. Chain-of-Custody
Records providing information associated with the collection of samples are provided in
Appendix J.
All samples of K061 EAF dust treatment residues were fine-grained and brown in color,
with a slight metallic/rusty odor. Sample consistency ranged from low to high plasticity
with most samples being moderately plastic. The physical characteristics of the treated
residue samples were distinctly different from those of the untreated K061 EAF dust due
to the addition of water and the proprietary reagents. It was also noted that the K061
EAF dust treatment residues were warm to the touch during sampling.
Access to the treated waste for sampling was accomplished using a dedicated sampling
platform separated from the routine WSF truck traffic. Weather conditions are recorded
on the field notes provided in Appendix J. In general, weather conditions and other
WSF activities did not impact the sampling activities being performed, although
extremely cold weather is likely to have caused an increase in the total treatment time by
retarding the cure time. Detailed notes recorded by the sampler for the sampling events
are provided in Appendix J. The notes contain details regarding weather conditions,
facility activity information, grab sample times and dates, composite sample times and
dates, and sample descriptions. All sampling was performed in the WSF's Gate Control
load inspection area. Sample compositing and mixing were conducted inside the Gate
Control building, out of the weather and isolated from other wastes. No other facility
activities were identified separate from sampling that would have affected sample
representativeness.
The following field quality control (QC) samples were collected in accordance with the
approved SAP/QAPP:
RMT,
Inc. I Peoria Disposal Company?
5-6
I:\ WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
-
Temperature blanks were included with each sample shipment to ensure proper
sample preservation.
-
Trip blanks (40-mil VOA vials) were included during the first, second, and eighth
rounds of sampling (i.e., to accompany samples to be analyzed for VOCs) to assess
the potential for VOC cross-contamination.
-
A field duplicate sample was collected for total concentrations of metals and
dioxin/furan samples to evaluate sample and analytical reproducibility.
-
A field equipment blank was included on the first day of the December sampling
events (Rounds One through Eight) and on the first day of the February sampling
events (Rounds Nine through Eleven) to assess the equipment decontamination
methods. The equipment blank consisted of deionized water that was poured
across decontaminated sampling equipment.
5.3?
Waste Analysis Information
All waste analyses except for dioxins and furans were performed by:
TriMatrix Laboratories, Inc.
5560 Corporate Exchange Court
Grand Rapids, MI 49512
(616) 975-4500
Project Manager – Walter Roudebush
Dioxin and furan analyses were performed by:
Pace Analytical Services, Inc.
1700 Elm Street
Minneapolis, MN 55414
(612) 607-1700
Project Manager – Scott Unze
The individuals who performed sample preparation, sample analysis, and data review at the
laboratory are identified on the Quality Assurance/Quality Control Report for each sample
collected. Appendix I contains resumes of the personnel. A list of the names and model
numbers of the equipment used to analyze the samples is included in Appendix K.
Signed Chain-of-Custody Records are included with this delisting document in Appendix J.
The following information is included on the Chain-of-Custody Records:
■
Field sample identification number
■
Type of sample
RMT, Inc. I Peoria Disposal Company
5-7
I:\WPAAM\PJT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
■ Date of sample collection
■
Date and time of sample receipt by the laboratory
■
Personnel signatures corresponding with sample transfers
Each sample was analyzed according to the approved SAP/QAPP plan. The analytical data
reports are contained in Appendix J, and include the following required information:
■ Analytical method number
■
Batch number
■ Date of sample analysis
■ Name of the analyst
■
Parameter tested
■ Result and units of measure
■ Report limit
■
Quantitation limit
■ Dilution factor
■
Surrogates and surrogate recoveries
■
MS/MSD results
Appendix J provides quality control information provided by the laboratory. This information
includes the name of the spike analyte added, the concentration of the spike analyte in the
unspiked sample, the amount of the spike analyte added, the measured amount of the spike in
both spiked samples, the calculated percent recovery of the spike and method of calculation, the
acceptance criterion for recovery of each matrix spike, and the relative percent difference
between the duplicate results.
5.4?
Data Validation
The data quality objectives for the project were met, and the data are usable for the purposes of
the delisting petition as described in the SAP. The procedures specified in the methods were
implemented. Instrument performance, calibrations, and results of QC samples were
acceptable, except as noted in the final laboratory reports and summarized in the data
validation report provided in Appendix M. The data packages were found to contain all of the
deliverables specified in the SAP/QAPP.
During Rounds One through Eight, total concentrations data for silver were not used due to
poor matrix spike recoveries. Total concentrations ranged from 5 to 7 mg/kg. Silver TCLP
RMT, Inc. I Peoria Disposal Company
5-8
I:\WPAAM\PJT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
analytical data was found acceptable, which is the determining analysis for delisting levels. The
matrix spike process added 20 mg/kg, with none of the spiked amount recovered. It is not
unusual for silver to result in low spike recovery using a normal 3050B digestion method. To
achieve better recovery, the 3050B digestion method has optional procedures to modify the
digestion. RMT requested that TriMatrix use the modified 3050B digestion method for Sample
Round Nine, which resulted in acceptable matrix spike recoveries. The four composite samples
and one field duplicate sample were analyzed for total silver concentrations. Matrix spike
recoveries for these samples were all within range, and the total silver concentration was
determined to be acceptable at 25 mg/kg. The DRAS v.2-generated screening level for total
silver is 49,300 mg/kg.
During. Rounds. One and Two, all total cyanide and total sulfide data were also considered not
usable due to poor (0%) matrix spike recoveries. Neither cyanide nor sulfide was detected in
the samples nor in the matrix QC spike samples after spiking samples. During Sample Round
Nine, RMT ordered two of the four samples to be tested for total cyanide and total sulfide.
Results from this Round showed cyanide was not detected and the batch QC was acceptable.
The data was then deemed acceptable and was not qualified. However, reporting limits did
increase from 0.02 to 50 mg/kg. Sulfide was detected in one of two samples at 700 mg/kg. That
sample was spiked at 3,000 mg/kg. Only 33% was recovered and TriMatrix's acceptable
recovery limits are 50-150%. The sulfide data were qualified as estimated low. Reporting limits
for sulfide increased from 10 to 94 mg/kg. Although the sulfide detection showed a low
recovery, and the demonstration yielded cumulative data of poor spike recoveries, the results
indicate the chemically stabilized matrix is tying up the sulfide even at a great dilution. It is
certainly an indication that no sulfide release will occur and was used to complete the
assessment verifying the absence of a reactive component.
Most of the metals TCLP and MEP data have been qualified with "B" qualifiers because of low
level blank results indicative of the low detection limit capability of the ICP/MS systems used.
The laboratory's QC policy only requires data to be qualified with a "B" qualifier when the
blank results are greater than the reporting limit. However, most TCLP and MEP samples had
target metals at concentrations below or near the reporting limit and similar to concentrations
found in associated blanks.
RMT, Inc. I Peoria Disposal Company
5-9
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 6
Delisting Assessment and Results
6.1
?
General
This section summarizes the analytical data and describes the process through which the COCs
were evaluated. Also included are the proposed delisting levels and justification for their
establishment.
6.2?
Analytical Data
The results of the waste compositional and extraction analyses of full-scale demonstration of
PDC's treatment of K061 EAF dust have been assessed and the validation found the data were
acceptable for use in the delisting evaluation. Where appropriate, data qualifiers identified
during the validation process are included with the concentration data. None of the analytical
data was corrected or modified, based on quality control results. Data was qualified with flags
when reported.
An extensive volume of analytical data was generated during this demonstration. More than
one thousand analytical results were obtained and validated. The analytical program is
summarized in Table 4. The laboratory analytical data are provided in Appendix J of this
Document. In order to ease review, RMT has also prepared summary tables of the pertinent
analytical results in Appendix L.
Tables 3a, 3b, and 3c list all 40 CFR Part 264 Appendix IX parameters that were detected in at
least one sample of EAFDSR. Total and TCLP results for untreated K061 EAF dust are
summarized in Tables la and lb. Tables 6 and 7 summarize the multiple extraction procedure
(MEP) and TCLP results, respectively, for the EAFDSR.
Concentrations that were reported as being between the Laboratory Reporting Limit or
Estimated Quantitation Limit (EQL) and the instrument MDL were considered estimated and
designated with a "J" qualifier. Such data are given the same weight in the summary as
concentrations above the EQLs. In agreement with USEPA-5 and IEPA representatives, all
parameters were analyzed using analytical methods that achieved low detection limits to
determine the absence or presence of parameters. Constituents reported as not detected above
the MDL are considered not to be present. Blank entries in the table indicate that the
constituent was not analyzed in the specific sample. When a mean was calculated for a group
of samples, the results reported as below the MDL were conservatively included as one half of
the reported detection limit in the computation.
RMT, Inc. I Peoria Disposal Company
6-1
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
6.2.1 TCLP Using Three Extraction Fluids
All COCs were analyzed during each of the first eight demonstration sampling events
using the TCLP with three extraction fluids: acidic, neutral, and alkaline. This is
described in the SAP/QAPP attached herewith as Appendix G and the laboratory
standard operating procedures provided in Appendix K.
The purpose of this leaching procedure is to evaluate the efficacy of the stabilization
chemistry when exposed to potentially aggressive pH conditions in a landfill. Table 7
presents the TCLP results compared to proposed delisting levels.
Analytical results for the COCs in the neutral and alkaline tests show all concentrations
below the proposed Delisting Levels. A few COCs in the acidic extractions, however,
exhibited concentrations greater than the proposed delisting levels. As shown on
Table 7, the TCLP concentrations greater than screening levels include cadmium during
sample Rounds Two, Three, Four, Five, and Nine; mercury during sample Round Nine;
and zinc during sample Rounds Two, Four, Five, and Eight.
Waste was not re-sampled after additional curing time during the first eight sample
rounds. During full-scale delisting, a batch of treated residue will typically be re-
sampled following additional treatment by additional curing time in the event the first
round of sampling indicates exceedences of the delisting levels (see discussion in
Section 3 above). The efficacy of additional curing time and re-treatment when
necessary is demonstrated by PDC's experience and knowledge of the waste-reagent
chemical reactions, and verified by the additional trials designed to demonstrate this
additional treatment.
In the event that re-sampling following additional treatment by curing time still
indicates exceedences of the delisting levels, PDC will either conduct re-treatment on the
waste batch, or manage the batch as a hazardous waste. Verification sampling will then
be conducted on the re-treated sample batch to demonstrate that all EAFDSR disposed
at a Subtitle D landfill meets the delisting levels and is properly classified as a non-
hazardous waste.
PDC conducted Round Nine of demonstration sampling on February 11, 2008, in order
to demonstrate the re-sampling process. Wastes from the four mills exhibiting the
highest mean concentrations of TCLP cadmium in untreated K061 EAF dust, based on
the data reported in Table la of this Document, were treated for this demonstration
round. Verification analysis of the treated residues indicated slight exceedences of the
cadmium (0.14 mg/L vs. 0.11 mg/L proposed delisting level) and mercury (0.026 mg/L
vs. 0.025 mg/L proposed delisting level) delisting levels. The waste batch was
RMT, Inc. I Peoria Disposal Company
6-2
I:\WPAAM\PJT\00-07704\01\TSD\TSD000770401-001.DOC?
Final April 20D8
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
re-sampled for cadmium and mercury three days later on February 14. The mercury
concentration dropped below the proposed delisting level while, although it decreased,
the cadmium concentration remained 0.01 mg/L above its proposed delisting level. It is
believed that unseasonably cold weather limited the effect of the few extra days of cure
time. Rather than providing additional cure time, PDC elected to conduct additional
treatment on the waste batch, partly in order to fully demonstrate the conditional
verification process that it is proposing as part of its Petition, and partly because time is
of the essence in its delisting effort.
Therefore, PDC transported the rolloff containing the treatment residues that were
generated on February 11
th
back to its WSF for additional treatment on February 21,
2008. Prior to this, PDC conferred with the consultant who developed the treatment
technology to establish the appropriate reagent recipe for re-treatment that would
provide sufficient additional treatment without over-treatment (see discussion above in
Section 3). The re-treated treatment residues were again sampled in accordance with the
SAP/QAPP. This cadmium result of 0.019 mg/L, shown summarized in Table 7,
demonstrates that the load of EAFDSR, corresponding to the initial sample of the
treatment residues, achieved the proposed delisting levels.
Besides comparing individual test results to the delisting levels, RMT also calculated
the carcinogenic risks and non-carcinogenic hazard quotients (see Section 6.3) using the
COC concentrations detected during the demonstration trials. For this analysis,
cadmium results from Rounds Two through Five, and zinc results from Rounds Two,
Four, and Five were eliminated from the data set because, as discussed above, the
waste generated from those rounds would not have been land-disposed without
analytical verification that the proposed delisting levels were achieved after either
additional treatment using reaction time, or through additional treatment with
additional reagents. Therefore, the Round Nine re-sample result, R10-01, was used for
mercury and the final treatment verification sample result, R11-03, was used for
cadmium to ensure that RMT's calculations properly represented the EAFDSR that
would be delisted and managed as a non-hazardous waste.
6.2.2 Multiple Extraction Procedure (MEP) Using Three Extraction Fluids
In addition to analyzing the COCs by the TCLP method with three different extraction
fluid pHs, PDC also analyzed the COCs using the Multiple Extraction Procedure,
SW-846 Method 1320, substituting TCLP (Method 1311) for the EP Tox (Method 1310)
(the MEP). The MEP is a sequence of ten TCLP extractions, which, according to the
Method language, "is designed to simulate the leaching that a waste will undergo from
repetitive precipitation of acid rain on an improperly designed sanitary landfill. The
RMT,
Inc. I Peoria Disposal Company
?
6
-
3
I:\WP
AAM\ PI
T\
DO
-07704 \
\ TSD\TS
D00
0770401 -001.DO
C?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
repetitive extractions reveal the highest concentration of each constituent that is likely
to leach in a natural environment." Again, the USEPA requires that this method is
performed with each of the three extraction fluids. The standard operating procedure
used by the analytical laboratory (TriMatrix) to perform this test is found in
Appendix K.
PDC analyzed two sets of K061 EAF dust treatment residue samples using the MEP.
Results are summarized in Table 6. We note that the first MEP extraction (i.e., "Day 1")
results shown on Table 6 are also the TCLP results for each specific sample, as reported
on Table 7.
The MEP analyses showed little effect on the K061 EAF dust treatment residue COCs. In
almost all cases, the leachable COC concentrations decreased with additional
extractions. All COC concentrations were well below their risk-based levels throughout
all ten extraction steps.
6.3?
Constituents of Concern
The objective of this project is to meet the requirements of 35 IAC 720.122 by demonstrating to
the IEPA and the Board, through testing and comparison to various criteria, that PDC's
stabilization process, applied to EAF dust from the steel mills listed in Appendix B, results in
EAFDSR that does not meet the criteria to be listed as a hazardous waste. To meet this
objective, RMT collected representative samples of EAFDSR to demonstrate that the COCs are
1) below their toxicity characteristic criteria and not exhibiting any other toxicity characteristic;
2) below the LDRs; 3) below the concentrations generated by the DRAS model for acceptable
levels of risk and levels that will not pose a danger to human health and the environment; and
4) protective of human health and the environment when disposed of in a Subtitle D landfill.
6.3.1 List of PDC Constituents of Concern
As a result of the COC analysis described in Section 4.4, the proposed delisting
constituents of concern for the EAFDSR are the 13 metals, antimony, arsenic, barium,
cadmium, chromium, lead, mercury, nickel, selenium, silver, thallium, and zinc, for
which K061 LDRs have been established; plus vanadium..
6.3.2 Delisting Levels
RMT established proposed delisting levels for all the constituents of concern and these
levels were established as the lower of the following:
–
Toxicity Characteristic level, as specified at 35 IAC 721.124;
–
LDRs for K061 EAF dust, as specified at 35 IAC 728 Subpart D; or
RMT, Inc. I Peoria Disposal Company
6-4
1:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-007.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
–
Risk-based concentration, as established using the DRAS v.2 model, and/or other
values established in consultation with personnel from USEPA-5.
The DRAS v.2 model provides calculated risk-based screening levels based on
conservative migration and exposure assumptions. Model-generated screening levels
are sufficiently conservative that, below those levels, constituents that are neither a basis
of listing for K061 nor have an LDR established for K061 can be eliminated from further
consideration as a delisting COC. The following paragraphs include additional
information regarding this risk-based tool, and how it was applied.
Model Input
The DRAS analysis was completed using a landfill management unit with the following
settings:
-
Annual waste acceptance rate of 95,000 cubic yards of delisted EAFDSR,
A 20-year lifetime (a default and recommended value for the DRAS model), and
–
Multiple-year batch.
The screening levels are based on these risk targets set by USEPA-5 and confirmed by
IEPA:
-
Individual cancer risk of 1 x 10
4 for arsenic and 1 x 10-
6 for all other constituents,
-
An aggregate carcinogenic risk of 1 x 10-
5
(not including the contribution from
arsenic), and
-
A hazard quotient of 1.0 for non-carcinogenic compounds.
Arsenic is a constituent that typically requires additional consideration of compound-
specific toxicological characteristics. It is important to note that the USEPA's risk
management policy for arsenic (USEPA, 2004) recognizes that arsenic-related cancer
risks of up to 1 x 10-
3 are acceptable. The IEPA also accepts a higher risk factor for
arsenic. The IEPA risk-based Tier 1 Class I Groundwater Remediation Objectives
(Class I GROs), upon which the Tier 1 Soil Component of the Groundwater Ingestion
Route for Class I Groundwater Soil Remediation Objectives (SROs) are based, are
established at 35 IAC 742. The GROs for most constituents are established to ensure a
carcinogenic risk factor no greater than 1 x 10-6 . Exceptions provided at 35 IAC
742.APPENDIX A, TABLE H shows that the IEPA accepts a higher risk factor for
28 constituents, one of which is arsenic. The arsenic GRO is almost three orders of
magnitude (877 times) greater than the concentration corresponding to a carcinogenic
risk of 1 x 10-
6 . In the development of a risk-based screening level, discussed in the
RMT, Inc. I Peoria Disposal Company
6-5
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
following section, it is appropriate to consider a conservative and protective target
cancer risk of 1 x 10
4 for arsenic while conservatively maintaining that for other
constituents at 1 x 10-
6
. Precedence for an alternative target risk for arsenic is noted in
the Federal K061 delisting for Heritage Environmental/Nucor Steel in Crawfordsville,
Indiana (see Appendix C).
Modeled Exposure Pathways
The DRAS v.2 model is a conservative tool that allows for risk evaluations of disposal of
petitioned wastes. The model is, however, based on theoretical data and by design does
not consider controls at the disposal location or relevance of the data. Since the DRAS
model is a conservative theoretical evaluation, a discussion of program outputs relative
to actual data and pathway scenarios is essential.
The three general pathways considered by the DRAS are as follows:
1. Releases to groundwater of constituents leached from the waste with assumed
human exposures to groundwater through ingestion, dermal absorption, and
inhalation of vapors released during showering;
2.
Releases of waste constituents to air in dust or as volatile gases with assumed
human exposures through inhalation of vapors and particles; and
3.
Releases of wastes through surface erosion and discharge to a surface water body
with assumed human exposure through ingestion of surface water and through
ingestion of fish from the water body.
The USEPA's delisting guidance (EPA, 2000) suggests that reasonable worst-case
management scenarios and plausible exposure routes be considered in delisting
petitions. Potential human exposure pathways evaluated quantitatively using the
DRAS model include the following:
Inhalation of airborne constituents by a resident adult:
The modeled scenarios
assume constituents in the waste material are being transferred to air as vapors or
particles. The DRAS model assumes a receptor distance of 1,000 feet in the
downwind direction from the landfill waste boundary.
Ingestion of surface soil by
a
resident from childhood through adulthood:
The
modeled scenarios assume constituents in the waste material may be transferred to
air and settle onto surface soil. Similar to the above for airborne constituents, the
DRAS model assumes a receptor distance of 1,000 feet in the downwind direction
from the landfill waste boundary.
RMT, Inc. I Peoria Disposal Company
6-6
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Ingestion of fish by an adult:
The modeled scenarios assume waste materials are
released through surface erosion into a nearby water body of sufficient size to
support fishing.
Surface water ingestion by a resident adult:
The modeled scenarios assume waste
materials leach into groundwater and migrate to nearby surface water bodies that
are used as residential drinking water sources.
One ecological exposure pathway was evaluated quantitatively using the DRAS
model:
contact with surface water by aquatic organisms.
A comparison of the model assumptions to the actual conditions at the Subtitle D
landfill that will most likely receive the delisted EAFDSR (Indian Creek Landfill No. 2)
indicates that the model assumptions for each evaluated pathway can be conservatively
applied at Indian Creek Landfill No. 2.
Model Updates and Alternative Risk Factors
As described in Section 4.2 of this Document, the DRAS v. 2 results for mercury are in
error and should be ignored. To assist in the evaluation of EAFDSR, Mr. Ramaly ran
DRAS v.3 for the EAFDSR using the input indicated above to establish an appropriate
screening level for total mercury. That analysis, provided in Appendix H, indicates that
9.35 milligrams per kilogram (mg/kg) and corresponds to a hazardous quotient of 1.0 for
total mercury. The maximum observed totalmercury concentration in the EAFDSR,
1.5 mg/kg would, therefore, correspond to a modeled hazard quotient substantially less
than 1.0.
6.3.3 Risk-Based Assessment
This section discusses the specific outputs of the DRAS v.2 model with the data set
entered for the fourteen COCs. Risk modeling was conducted using the maximum
concentrations of each COC data value in the final data set (see Section 6.2.1). The
results of this risk modeling in comparison to risk targets are summarized and
explained below:
RMT, Inc. I Peoria Disposal Company
6-7
I:\ WPA AM\ PIT\ 00-07704 \ 01 \ TSD \ TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
HEALTH EFFECT
RISK
TARGET(a)
DRAS RESULTS
DERIVED
FROM
MAXIMUM CONCENTRATIONS
Carcinogenic Risk(b)
Arsenic
1 x 10
-4
4.02 x 10-6
Aggregate
1 x 10-5
1.1 x 10
-7 (w/o Arsenic)
4.1 x 10-6 (w/Arsenic)
Non-carcinogenic Hazard Quotient(b)
Aggregate
1.0
0.52(c)
Individual cancer risk of 1 x 10
4 for arsenic and 1 x 10
-6
for all other constituents; an aggregate carcinogenic risk
of 1 x le (excluding contribution from arsenic), and a hazard quotient of 1 for non-carcinogenic compounds.
Aggregate risk and hazard reflect the sum of surface and groundwater pathway risks and hazards.
Reflects replacement of mercury HQ with DRAS v.3 derived HQ in consideration of known error in DRAS v.2
model.
(DRAS v.2 Total HQ – DRAS v.2 HQ for mercury) + DRAS v.3 HQ for mercury = Corrected Total HQ
(4.42 – 4.06) + 0.16= 0.52
As indicated above, the estimated carcinogenic risk and non-carcinogenic hazard
quotients are all within commonly acceptable levels.
Modeled Risk and Hazard Findings
A modeling evaluation of the maximum observed concentrations of the 14 metal COCs
was completed through the updated DRAS v.2 model. The DRAS model evaluates risk
for two pathways: the surface pathway and the groundwater pathway.
Surface Pathway
The aggregate risk for the surface pathway, which relies on total COC
concentrations as the input, was below the carcinogenic target risk threshold of
1 x 10-
6
. Although the DRAS v.2- calculated non-carcinogenic aggregate hazard
for the surface pathway was greater than the 1.0 threshold, as previously stated,
this calculation is in error. Mercury, at its maximum concentration, is the
primary contributor to the calculated aggregate noncarcinogenic hazard. As
noted in Section 4.2, USEPA-5 provided information that the DRAS v.2 model
had calculation errors and recommended relying on provisional DRAS v.3
outputs (provided by USEPA-5 and found in Appendix H) to evaluate mercury.
A comparison of observed total mercury concentrations to provisional values is
discussed in the following section on delisting levels. The DRAS v.3 model
basis incorporates current regulatory and scientific positions regarding mercury
uptake into biological tissues. As such, modeled hazard attributable to
mercury in the DRAS v.2 model should be discounted. Replacing the DRAS v.2
hazard quotient (HQ) with a DRAS v. 3- derived mercury HQ in the aggregate
surface pathway hazard results in an aggregate hazard of well below 1.0.
RMT, Inc. I Peoria Disposal Company
?
6-8
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
(a)
(b)
(c)
Groundwater Pathway
The aggregate HQ for the surface pathway, which relies on TCLP concentrations
of COCs as the input, was below the 1.0 threshold indicating limited potential
for noncarcinogenic effects. The aggregate carcinogenic risk for the
groundwater pathway is below the target risk threshold of 1 x 10- 6
excluding
arsenic, and slightly above the target risk threshold when arsenic is included.
As previously stated, the USEPA has a special risk management policy for
arsenic (USEPA, 2004) which recognizes that arsenic-related cancer risks of up
to 1 x 10-5
are acceptable. The IEPA also accepts a higher risk factor for arsenic.
The Illinois risk-based Tier 1 Class I Groundwater Remediation Objectives
(Class I GROs), upon which the Tier 1 Soil Component of the Groundwater
Ingestion Route for Class I Groundwater Soil Remediation Objectives (SROs)
are based, are established at 35 IAC 742. The GROs for most constituents are
established to ensure a carcinogenic risk factor no greater than 1 x 10-6.
Exceptions provided at 35 IAC 742.APPENDIX A, TABLE H indicate that the
State of Illinois accepts a higher risk factor for 28 constituents, one of which is
arsenic. The arsenic GRO is almost three orders of magnitude (877 times)
greater than the concentration corresponding to a carcinogenic risk of 1 x 10-6.
RMT chose a conservative and protective target cancer risk of 1 x 10-4 for
arsenic. Modifying the DRAS output for arsenic to reflect a 1 x 10
4 individual
cancer risk translates into a limiting TCLP concentration of 0.0936 mg/L.
Aggregate Risk and Hazard
Adjusting the mercury contribution to the aggregate hazard to correct for
the DRAS v.2 model error in accordance with USEPA guidance results in an
aggregate hazard quotient of 0.52, well below the aggregate hazard target of 1.0.
The aggregate risk for the COCs, not including arsenic, is below 1 x 10-
6
. The
aggregate risk for the COCs, inclusive of arsenic, falls below the 1 x 10-5
aggregate risk threshold. Use of a risk factor greater than 1 x 10-
6 for arsenic
is consistent with IEPA regulations at 35 IAC 742.
6.3.4?
Delisting Justification
Table 8 provides a summary of the proposed Delisting Levels for the 14 COCs and
compares them with the Toxicity Characteristic levels (the basis for which K061 EAF
dust was listed as a hazardous waste), the LDRs (concentrations at which K061 can be
legally land-disposed), and the risk-based levels (limiting concentrations based on an
RMT, Inc. I Peoria Disposal Company
6-9
I:\ WPA AM\ PJ T\
00-07704 \
01\
TSD \
TSD000770401-001.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
acceptable level of risk). 35 IAC 104.406(h) requires a statement of justification for the
proposed adjusted standard. The EAFDSR:
-
Does not meet any of the criteria for which the waste was listed, does not exhibit a
Toxicity Characteristic, does not exceed LDRs for all K061 constituents listed in
35 IAC 728, and risk modeling indicates that COC concentrations in the EAFDSR
pose no unacceptable risk [35 IAC 720.122(a)(1)];
-
Exhibits no properties that provide reasonable basis to determine that factors other
than those for which it was listed will cause the waste to be hazardous [35 LAC
720.122(a)(2)];
-
Was evaluated for all potential COCs, including additional constituents to verify the
waste is not hazardous [35 IAC 720.122(b)]. The demonstration to justify an upfront
and conditional exclusion was performed using representative sampling of all ten
steel mills for which PDC processes EAF dust;
-
Does not exhibit ignitable, corrosive, reactive or toxicity characteristics [35 IAC
720.122(c)];
-
Does not meet the toxic waste criterion of 35 IAC 721.111(a)(3) when considering the
factors used in 35 IAC 721.111(a)(3)(A) through (a)(3)(K) under which the waste was
listed as hazardous, although the EAFDSR contains one or more of the hazardous
constituents (as defined in Appendix G of 35 IAC 721) that caused the USEPA to list
the waste [35 IAC 720.122(d)(1)(B)]. Specifically, the risk modeling performed and
provided herein addresses this entire criterion and concludes that the
concentrations of the COCs in the EAFDSR do not pose a substantial present or
potential hazard to human health or the environment and, when managed in
accordance with the proposed Adjusted Standard, the EAFDSR will not be
improperly treated, stored, transported, or disposed of, or otherwise managed;
-
Is not an acute hazardous waste so demonstration to indicate conformance with
35 IAC 720.122(e) is not applicable; and
-
Is not required to meet 35 IAC 720.122(f & g) as these subsections are indicated as
"reserved."
Demonstration samples were representative for each sampling event and the number of
samples are more than double the USEPA-suggested minimum of four samples taken
over a period of time sufficient to represent PDC's ability to address variability or waste
uniformity [35 IAC 720.122(h)].
RMT, Inc. I Peoria Disposal Company
6-10
I:\ WPAAM\ PIT\ 00-07704 \ 01 \TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 7
Groundwater Monitoring Information
Because the EAFDSR (petitioned waste) is treated using a new chemical treatment technology,
it is essentially a newly generated waste. PDC is not currently managing nor has it ever
managed the EAFDSR in any land-based management unit, including a landfill (except for the
limited quantities generated during the demonstration trials described herein and managed as
K061 at the PDC No. 1 Landfill). PDC has, however, managed a similar chemically stabilized
K061 waste (treated using the existing PDC chemical treatment regimen) for more than 19 years
at the PDC No. 1 Landfill. The existing groundwater monitoring data for this similar waste
may serve as an indicator of the potential impact of the EAFDSR. The groundwater monitoring
summary for the PDC No. 1 Landfill is provided in Section 2.5.
PDC intends to dispose of the EAFDSR in one of its affiliated Subtitle D landfills located in
Illinois, which landfill will have an IEPA-mandated groundwater monitoring program. The
most likely location for disposal is the Indian Creek Landfill No. 2 in Tazewell County, Illinois.
A summary of the groundwater monitoring program and data for Indian Creek Landfill No. 2
are provided in Appendix E.
RMT,
Inc. I Peoria Disposal Company?
7-1
1:\WPAAM\PF\00-07704\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 8
Summary and Conclusion
PDC is an environmental services company based in Peoria, Illinois. PDC owns and operates
the PDC No. 1 facility, which includes the WSF and RCRA Subtitle C PDC No. 1 Landfill, both
of which operate in accordance with IEPA authorization granted by its RCRA Part B Permit.
The WSF is located within an IEPA-permitted containment building, wherein PDC chemically
microencapsulates metals-bearing hazardous wastes to meet applicable LDR standards prior to
land disposal of the treated residues. PDC has successfully engaged in this particular form of
waste treatment for more than 19 years. PDC is in full compliance with all applicable
regulatory requirements and Part B Permit conditions.
This Document provides detailed support for the content of the document entitled "RCRA
WASTE DELISTING ADJUSTED STANDARD PETITION." Specifically, this Document
provides all necessary information required by the Illinois Environmental Protection Act (Act)
to support a Board Order granting the proposed delisting Adjusted Standard for the EAFDSR,
which, upon meeting the proposed conditions and delisting concentration levels herein, would
permit disposal of the EAFDSR in a RCRA-permitted Subtitle D landfill located in Illinois. This
Section summarizes the information developed by RMT and PDC that is presented in this
Document.
PDC has extensive experience and success in the research, development, and effective
application of technologies designed to chemically treat metals-bearing hazardous waste to
meet the prescriptive concentration-based LDR standards. In recognition of the even more
demanding analytical requirements of a delisting petition, PDC contracted a highly qualified
consultant specializing in chemical waste treatment technologies to develop a new chemical
treatment regimen specifically designed to effectively treat K061 EAF dust to the delisting levels
proposed herein.
PDC currently disposes of its treated K061 as a hazardous waste in its on-site RCRA Subtitle C
landfill. The PDC No. 1 Landfill has limited remaining capacity and is expected to reach
capacity in 2009. Without the proposed Adjusted Standard, the most economically feasible
alternative would be to ship the K061 treatment residues as a hazardous waste to a Subtitle C
facility located approximately 220 miles from the PDC No. 1 facility. The concomitant
additional cost burden to do so would create an unbearable economic hardship on PDC and
most of its K061-generating customers, which are some of the largest steel mills in the Midwest
and comprise most of the WSF customer base and waste receipts. The clear result would be
PDC's loss of most of its WSF business and an unnecessary and perhaps unbearable additional
RMT, Inc.
I
Peoria Disposal Company
8-1
I:\WPAAM\PIT\00-07704\01\TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
cost burden on its customers. In addition to the economic hardship, the shipment of the treated
waste over such a great and unnecessary distance would have an adverse and wholly avoidable
environmental impact. Therefore, PDC's need for the proposed Adjusted Standard is clear,
present, and necessary to retain most of the WSF waste receipts.
The proposed Adjusted Standard will authorize the delisting of up to 95,000 tons of K061 EAF
dust per year. The EAFDSR is a new waste that is not currently, nor has it ever been managed
in any land-based management unit, including a landfill (except for the limited quantities
generated during the demonstration trials described herein and managed as K061 at the PDC
No. 1 Landfill). Nonetheless, PDC provided herein a summary of the PDC No. 1 Landfill's
groundwater monitoring program and status. This information may serve as an aid to the
Board in its evaluation of this Petition to the extent that the PDC No. 1 Landfill has managed a
similar chemically stabilized K061 residue for more than 19 years with no adverse impact to the
groundwater. The EAFDSR will be transported to and disposed at an IEPA-permitted
Subtitle D landfill, most likely the Indian Creek Landfill No. 2 or other PDC-affiliated Subtitle D
landfills identified herein. Although the Indian Creek Landfill No. 2 and other PDC-affiliated
Subtitle D landfills have never managed the EAFDSR, they have managed a vast array of
industrial process wastes, many with much higher constituent concentrations than the EAFDSR.
Considering that the Indian Creek Landfill No. 2 is the most likely facility to receive EAFDSR
for disposal, information regarding that facility's permit, design, construction, groundwater
monitoring, and authorization to accept the petitioned waste is provided in Appendix E.
A description of the WSF Containment Building design and construction, treatment process,
treatment system equipment, and methods of storage is provided herein. The PDC process is
modern, accurate, consistent, efficient, and well-maintained. The WSF is equipped with two
IEPA-permitted pollution control devices that are part of a system designed to maintain a
negative building pressure, thereby providing a safe atmosphere for PDC personnel and
preventing fugitive emissions. The WSF operates by authority of the facility RCRA Part B
Permit. Excerpts of that Permit pertinent to the WSF are provided in Appendix D.
RMT developed a SAP/QAPP to be used for this delisting effort. Prior to its implementation,
the SAP/QAPP was reviewed and approved by IEPA personnel. The SAP/QAPP was
implemented by RMT, which personnel performed field treatment observations and sample
collection activities during the full-scale trials. Independent, third-party environmental
laboratories performed the analyses of samples collected from the full-scale trials under contract
with RMT. These measures were designed to ensure that the credibility of the sampling and
analytical data was beyond reproach by any reasonable Petition reviewer.
RMT, Inc. I Peoria Disposal Company
8-2
1:\WPAAM\PIT\00-07704\01\TSMTSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
RMT and PDC endeavored to communicate with USEPA and IEPA personnel throughout the
pre-filing process. Documentation of the most relevant of those communications is provided in
Appendix C.
The full-scale in-plant demonstration trials were performed during December 2007 and
February 2008. A detailed discussion of the sampling and analytical activities conducted as part
of the SAP/QAPP implementation during these demonstration trials is provided herein, as are
the following:
■
All analytical and quality assurance/quality control data generated during the
implementation of the SAP/QAPP. Tabular summaries of pertinent data are also provided
to ease review,
■ A discussion of RMT's development of the delisting COCs, and
■ A discussion of RMT's use of the Board-required DRAS model, other risk assessment
activities, and comparisons to all appropriate regulatory requirements to determine
appropriate delisting levels.
Proposed COCs and their corresponding delisting levels are as follows:
Constituent
Delisting
Level
(mg/L
by
TCLP)
Antimony
0.206
Arsenic
0.0936
Barium
21.0
Beryllium
0.416
Cadmium
0.11
Chromium (Total)
0.6
Lead
0.75
Mercury
0.025
Nickel
11.0
Selenium
0.58
Silver
0.14
Thallium
0.088
Vanadium
3.02
Zinc
4.3
According to the USEPA (USEPA, 2002), "Originally, the overall intent of the delisting process
was to ease the regulatory burden on handlers of listed waste improperly captured by the broad
RMT, Inc. I Peoria Disposal Company
8-3
1:\WPAAM\P
I
T\00-07704
\01\TSD\TSD000770401-001.DOC
?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
listing definitions. Delisting has since evolved to also include listed wastes that are sufficiently
treated such that they no longer pose a health threat." The Petition and this Document verify
that the EAFDSR, absent the proposed Adjusted Standard, would be improperly captured by a
broad listing definition. The data provided herein further verify that the EAFDSR, when
treated as described herein to meet the proposed delisting levels, no longer poses a health
threat. The proposed Adjusted Standard will include all necessary sampling and analysis
requirements to create a fail-safe system, which ensures that only EAFDSR that meets the
delisting levels is managed as a non-hazardous waste. Specifically, the EAFDSR will satisfy the
criteria for delisting found in 35 Ill. Adm. Code 720.122 (40 CFR 260.22), namely:
1.
The EAFDSR does not meet any of the criteria under which it was listed as a hazardous
waste;
2.
No other factors exist (including additional constituents) that warrant retaining the
EAFDSR as a hazardous waste; and
3.
The EAFDSR does not exhibit any of the hazardous waste characteristics defined in
35 IAC 721.
PDC is proposing an "upfront" (USEPA, 2000) Adjusted Standard exclusion for EAFDSR
generated at the MWTF. That is, PDC has conducted full-scale, in-plant trials to demonstrate
the efficacy of its treatment technology and verification process in treating EAF dust from
10 different steel manufacturers. PDC proposes in the Petition procedures for qualifying new
(relative to the 10 mills represented in the in-plant trials) K061 waste streams for delisting.
Similarly, the Petition proposes a procedure necessary to qualify any significant change in
treatment chemicals as effective in achieving the proposed delisting levels prior to full-scale use
of the proposed chemicals. Data generated from the full-scale in-plant trials demonstrating
effective treatment to the proposed delisting levels are provided with this Document.
PDC is also proposing a "conditional" (USEPA, 2000) exclusion that requires that every batch of
the petitioned waste be representatively sampled and analyzed to demonstrate compliance with
the proposed delisting levels. If the initial demonstration indicates incomplete treatment, the
Adjusted Standard will allow additional treatment in the form of increased reaction (or curing)
time, followed by verification analysis to demonstrate that each batch of waste has been treated
to the proposed delisting levels. If additional curing time does not result in treatment to the
proposed delisting levels, PDC will either re-treat the residues using additional chemical
reagents, or ship the waste to a RCRA-permitted facility for further management as a hazardous
waste. A detailed justification for the proposed treatment and verification process is provided
herein. The proposed conditional exclusion, when applied using the methods and procedures
discussed herein, creates a fail-safe system that ensures that only EAFDSR meeting the
proposed delisting levels will be disposed as a non-hazardous waste.
RMT, Inc. I Peoria Disposal Company
8-4
1:\WPA AM\ PIT\ 00-07704 \01 \ TS D \ TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Therefore, RMT concludes that PDC convincingly meets all applicable delisting criteria and has
met its burden of proof to justify the proposed Adjusted Standard consistent with the Act,
including without limitation Section 27(a) thereof, and all applicable Illinois regulations.
RMT, Inc. I Peoria Disposal Company
8-5
I:\ WPAAM\PJT\00-07704 \01\TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).
Section 9
References
Illinois Environmental Protection Agency (IEPA). November 27, 2007. Hazardous waste
management RCRA Part B permit, IEPA #1438120003 – Peoria County, USEPA ILD
#00805812, Permit #B-24R.
RMT, Inc. March 2008. Sampling and Analysis /Quality Assurance Project Plan, Stabilized
K061 Delisting Petition. Prepared for Peoria Disposal Company, Peoria, Illinois.
United States Environmental Protection Agency (USEPA). June 1986. Handbook for
Stabilization/Solidification of Hazardous Wastes.
USEPA. March 1989. Interim procedures for estimating risks associated with exposures to
mixtures of chlorinated dibenzo-p-dioxins and dibenzofuran (CDDs and CDFs) and 1989
update. USEPA Risk Assessment Forum. EPA/625/3-89/016.
USEPA. September 1992. National Study of Chemical Residues in Fish, Volume I and
Volume II. EPA 823/ R-92/ 008a and EPA 823/ R-92/ 008b. USEPA Office of Science and
Technology.
USEPA. June 1993. Solidification/Stabilization and its Application to Waste Materials.
USEPA. June 1994. Estimating exposure to dioxin-like compounds. Volume
II:
properties,
sources, occurrence, and background exposures. EPA/600/6-88/005Cb.
USEPA. August 1997. Exposure Factors Handbook. EPA/600/P-95/002Fa.
USEPA. March 2000. EPA RCRA delisting program guidance manual for the petitioner.
USEPA. April 2002. RCRA Delisting Technical Support Document; Appendix B.
EPA/906/D-98/001. Interim Final.
USEPA. June 2002a. RCRA hazardous waste delisting: the first 20 years. Program evaluation.
USEPA. April 2002c. USEPA Region 6 delisting risk assessment software, Version 2.0.
USEPA. April 2002d. User's guide for the USEPA Region 6 delisting risk assessment software
(DRAS) and RCRA delisting technical support document. Multimedia Planning and
Permitting Division, USEPA Region 6, EPA 906-D-98-001.
RMT, Inc. I Peoria Disposal Company
9-1
I:\WPAAM\PJT\OO-07704\01\TSD\TSD000770401-OO1.DOC?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101202 AND 101302(g).
USEPA. February 5, 2004. United States Environmental Protection Agency Region 4.
Memorandum: Assessing the Risk of Arsenic in Soil: Considering Bioavailability and
Subchronic Toxicity and the Protective Risk Range.
Wischmeier, W.H. and D.D. Smith. 1978. Predicting Rainfall-Erosion Losses from Cropland
East of the Rocky Mountains. USDA Handbook, No. 282. Agricultural Research Service.
RMT, Inc. I Peoria Disposal Company
9-2
1:\WPAAM\PF\00-07704\01\TSD\TSD000770401-001.DOC ?
Final April 2008
THIS FILING IS ON RECYCLED PAPER AS REQUIRED BY 35 ILL. ADM. CODE 101.202 AND 101.302(g).