BEFORE THE POLLUTION CONTROL BOARD
OF THE STATE OF ILLINOIS
IN THE MATTER OF:
PROPOSED ADJUSTED STANDARD FOR
AMMONIA NITROGEN DISCHARGE LEVELS
APPLICABLE TO CITGO PETROLEUM
CORPORATION AND PDV MIDWEST
REFINING, L.L.C., PETITIONERS
)
)
)
) AS 08-
_
) (Adjusted Standard - Water)
)
)
NOTICE OF FILING
To:
Dorothy Gunn
Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street - Suite 11-500
Chicago, IL 60601
Illinois EPA
1021 N. Grand Ave. East
P.O. Box 19276
Springfield, IL 62794
Illinois Department
ofNatural Resources
100 West Randolph
Suite 4-300
Chicago,
IL 60601
Illinois Attorney General
188 West Randolph
Suite 2001
Chicago, IL 60601
Connie Tonsor/Sanjay Sofat
Illinois EPA
1021 N. Grand Ave. East
Springfield, IL 62794
Please take notice that on March 18,2008, we filed electronically with the Office
of the
Clerk
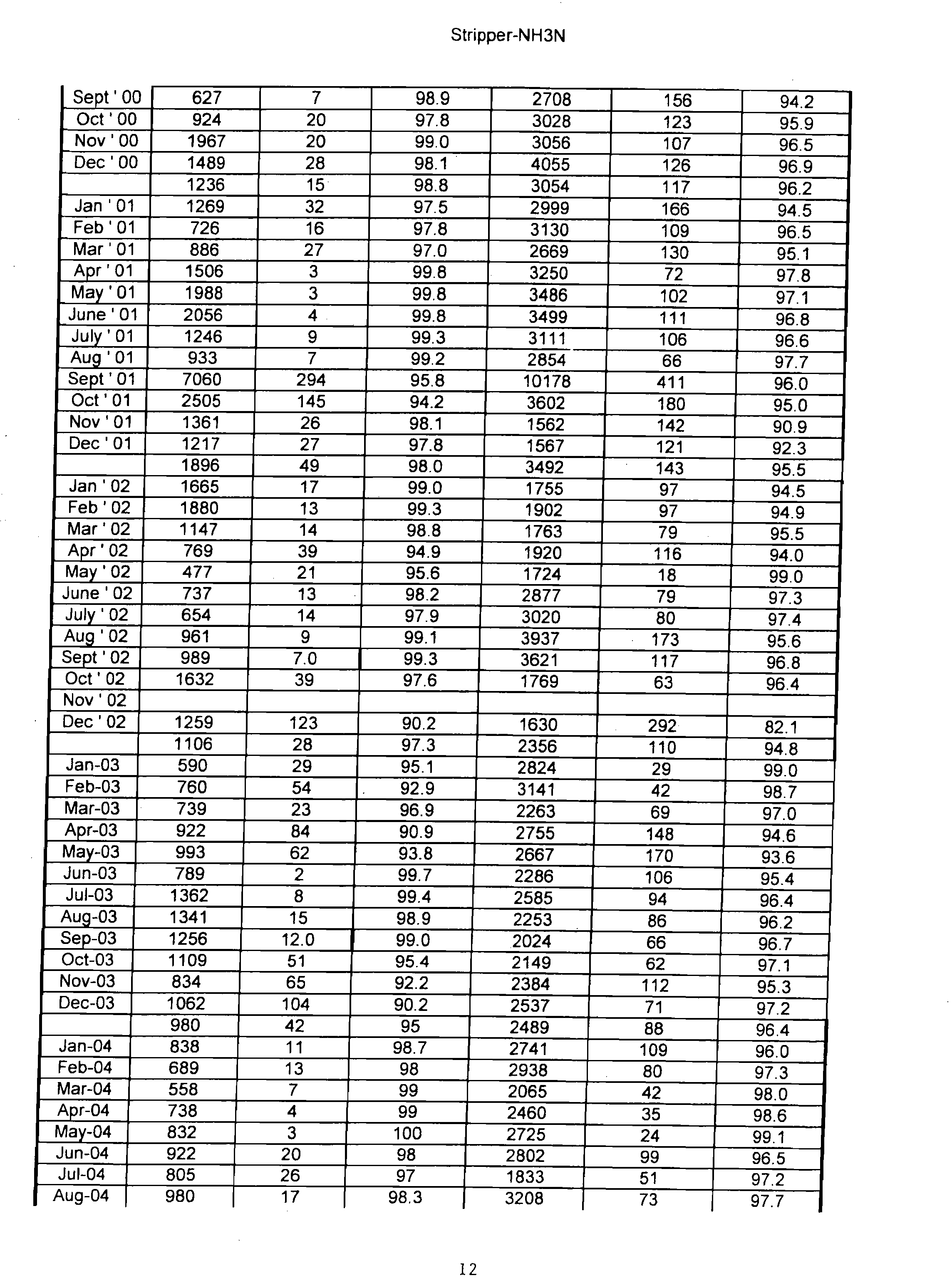
of the Illinois Pollution Control Board the attached Petition for an Adjusted Standard, a
copy
of which is served upon you.
By:
---->.,--'1'-1't=1'--Jhhr-----7"-~
CITGO PETROLEUM CORPORATION, and
PDV MIDW
,LL, Petitioners
(
Jeffrey C. Fort
Ariel J. Tesher
Sonnenschein Nath
&
Rosenthal LLP
7800 Sears Tower
233
S. Wacker Drive
Chicago, IL 60606-6404
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
BEFORE THE POLLUTION CONTROL BOARD
OF THE STATE OF ILLINOIS
IN THE MATTER OF:
PROPOSED ADJUSTED STANDARD FOR
AMMONIA NITROGEN DISCHARGE LEVELS
APPLICABLE TO CITGO PETROLEUM
CORPORATION AND PDV MIDWEST
REFINING, L.L.C., PETITIONERS
)
)
)
) AS 08-
_
) (Adjusted Standard - Water)
)
)
PETITION FOR AN ADJUSTED STANDARD
CITGO Petroleum Corporation and PDV Midwest Refining, LLC ("CITGO" or
"Petitioner") petition the Illinois Pollution Control Board ("Board") for an Adjusted Standard
applicable to its Lemont Refinery. This rule change would reduce the allowable levels
of
ammonia nitrogen in the wastewater discharges from a refinery located in Lemont, Will County,
Illinois. ("Refinery") CITGO is the operator
of the Refinery and PDV Midwest Refining, LLC is
the owner
of the Refinery. For the reasons stated below, Petitioner requests an Adjusted
Standard from Section 304. 122(b)
of Subpart B of Part 304 of Title 35 ofthe Illinois
Administrative Code. Petitioner's existing site-specific regulation pertaining to ammonia
nitrogen, 35 Ill. Admin. Code § 304.213, will expire on December 31, 2008. This Petition for an
Adjusted Standard ("Petition") is brought pursuant to Section 28.1
of the Act, 415 ILCS 5/28.1,
and Part 104
of Chapter 35 of the Illinois Administrative Code, 35 Ill. Admin. Code § 104.400 et
seq. In support of this Petition, CITGO states as follows:
STATEMENT OF REASONS
1.
PDV Midwest Refining, L.L.C. ("The Refinery") owns a petroleum refinery
located on an 860-acre tract in Will County near Lemont, Illinois. The Refinery was formerly
owned and operated by the Union Oil Company
of California ("Union") and then operated by the
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
UNO-VEN Company. On May 1,1997, PDV became the owner of the Refinery and CITGO
was contracted to operate the Refinery.
2.
Despite extensive improvements and other efforts, the Refinery is not able to
consistently meet the ammonia nitrogen effluent limits contained in Section 304. 122(b) of
Subpart B of Part 304 of Title 35 of the Illinois Administrative Code (ammonia nitrogen rule).
The general ammonia nitrogen discharge rule would apply to the Refinery, but for site specific
rule changes granted in 1987, 1993 and 1998. Despite steady improvements during the last
twenty years, Petitioner and its predecessors have been unable to consistently achieve the
effluent limits of the ammonia nitrogen rule. The Refinery has been successful in lowering the
ammonia nitrogen concentration in its effluent and has achieved this success even though the
plant throughput has increased and wastewater usage has decreased. The Refinery is prepared to
continue efforts to reduce its ammonia nitrogen discharge, but it cannot commit to meet the
general effluent limit in
35 Ill. Admin. Code 304.122(b).
3.
The Refinery currently discharges to the Chicago Sanitary and Ship Canal
("Canal") which is a tributary of the Illinois River. The discharge is quickly dispersed in the
Canal and assimilated by the receiving stream. The dilution pattern of the effluent is rapid and
immediate under the criteria of 35 Ill. Admin. Code Subtitle C, Chapter I, Section 302.102.
4.
Petitioner proposes the following adjusted standard be adopted by the Board:
a)
This standard applies to discharges from PDV Midwest Refining, L.L.C.
Refinery ("The Refinery"), located in Lemont into the Chicago Sanitary and Ship
Canal;
b)
The requirements
of Section 304. 122(b) shall not apply to the discharge.
The Refinery shall meet applicable Best Available Technology Economically
Achievable (BAT) limitations pursuant to 40 CFR 419.23 (2003), incorporated by
reference in subsection (d);
2
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
c)
The Refinery shall also meet a monthly average limitation for ammonia
nitrogen of 6.93 mg/1 whenever the monthly average discharge exceeds 100 lbs
per day and 10.61 mg/1 whenever the daily discharge exceeds 200 pounds
of
ammoma;
d)
The Board incorporates by reference 40 CFR 419.23 (2003) only as it
relates to ammonia nitrogen as N. This incorporation includes no subsequent
amendments or editions;
e)
The Refinery shall continue its efforts to reduce the concentration
of
ammonia nitrogen in its wastewaters;
f)
The Refinery shall monitor the nitrogen concentration of its oil feedstocks
and report on an annual basis such concentrations to the Agency;
g)
The Refinery shall continue its efforts to control and manage solids from
its crude oil supply with respect to its wastewater treatment system;
h)
The Refinery shall submit the reports described in subsection
"f'
no later
than 60 days after the end of a calendar year; and
i)
The provisions
of this Section with respect to Ammonia Nitrogen shall
terminate on December 31, 2013.
5.
The limits for ammonia nitrogen proposed here are based on a statistical analysis
using the 95th percentile
ofthe standard deviation over historical and representative time periods
to calculate the effluent limits. The daily and monthly limit is based on the 95th percentile based
on the last five years
of effluent data. The limits proposed demonstrate the commitment to
improvement in nitrification, a reduction in the daily limit
of 59 percent and in the monthly limit
of27 percent.
6.
Over the last several years, Lemont Refinery has been processing an increased
percentage
of heavy crudes and can expect the trend in feedstocks over the course of this petition
to continue. The uncertainty associated with this issue justifies the Board choosing to set daily
and monthly limits that take into account this uncertainty. Moreover, this analysis indicates that
the proposed limits represent a continued emphasis
on improvement in wastewater controls and
achieving nitrification in the wastewater treatment plant even with more difficult wastewater
3
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
streams to be treated. Over the last 5 years, on a net basis, the Refinery has exceeded 100
pounds on a monthly daily average for ammonia only
33 percent of the time, and exceeded 200
pounds per day for ammonia only
17 percent of the time.
GENERAL INFORMATION
7.
The water quality conditions in the receiving stream do not require further
treatment
of the Refinery discharge to meet applicable water quality standards. The un-ionized
ammonia levels in the receiving streams currently meet the applicable water quality standard
(0.1 mg/l). Further reductions in the ammonia discharged are expected during the course of this
proposed adjusted standard
8.
At this point, Petitioner and its predecessors have expended significant resources
in improving the wastewater treatment system at the Refinery. Petitioner and its predecessors
have spent nearly $75,000,000 to upgrade and improve the wastewater treatment facilities at the
Refinery; approximately $45,000,000
of that was spent just in the last 10 years.
9.
While there has been success in reducing the effluent ammonia nitrogen
concentration, the Refinery is unaware of proven means to comply with the ammonia nitrogen
rule on a continuous basis. The options available to Lemont are two orders of magnitude more
expensive, on a unit cost basis, than other available alternatives for ammonia removal.
Therefore, it is possible to spend millions
of dollars in an attempt to implement unproven
strategies for potential ammonia nitrogen reduction even though: (a) the present level
of
wastewater treatment at the Refinery is better than the United States Environmental Protection
Agency's ("U.S. EPA") effluent guideline
of best available technology ("BAT") economically
4
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
achievable; and (b) the ammonia nitrogen discharge for the Refinery has no discemable water
quality impact on the receiving stream.
10.
The requested amendment will allow Lemont Refinery to continue to operate
without spending millions
of dollars on unproven technology in an attempt to accomplish further
ammonia nitrogen reductions with little or no environmental benefit. The Refinery will continue
to optimize its treatment facilities, regardless
of the outcome of this Petition. Indeed, the daily
limit requested here represents a 59 percent reduction, substantially below the level authorized in
1998.
11.
The following paragraphs and exhibits address the remaining requirements of
35 Ill. Admin. Code § 104.406 with respect to adjusted standards. With respect to ammonia
nitrogen, the other major sources are the same
as in the previous proceedings: the three major
plants
of the Metropolitan Water Reclamation District of Greater Chicago (MWRDGC).
12.
Petitioner has consulted with the Agency regarding this petition for an adjusted
standard; the Agency, however, has not yet determined its position on this request.
REFINERY INFORMATION
13.
The Refinery was constructed during the period 1967 through 1970.
It
became
operational in late fall
of 1969. Currently, the maximum daily production is approximately
168,000 barrels per day. The Refinery employs approximately 530 people.
14.
Approximately twenty-five different products are produced at the Refinery,
including gasolines, turbine fuels, diesel fuels, furnace oils, petroleum coke and various specialty
naphthas which can be manufactured into many intermediate products, including antifreeze,
5
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
dacron, detergent, industrial alcohols, plastics and synthetic rubber. Ninety percent of the
Refinery's output goes into making gasolines, diesel fuels, home heating oils and turbine fuels
for use in Illinois and throughout the Midwest.
15.
The Refinery draws from and discharges to the Canal. The Refinery takes
approximately 5.0 million gallons
of water daily from the Canal, and discharges approximately
4.5 million gallons to the Canal, the difference being cooling tower evaporation and steam
losses. The wastewater effluent contains ammonia as nitrogen derived from compounds present
in crude oil that are removed from the crude by various Refinery operations, as well as the
ammonia already present in the intake water from the Canal.
16.
The Refinery operates under a National Pollutant Discharge Elimination System
("NPDES") permit (No. IL 0001589), issued by the Illinois Environmental Protection Agency
("IEPA," or "the Agency"). The most recent NPDES permit was issued as modified June 22,
2007 and expires July 31, 2011. The NPDES permit includes outfall 001 at the Refinery at river
mile 296.5 on the Canal (Latitude 41 °38'58", Longitude 88°03 '31"). The current NPDES permit
includes ammonia nitrogen limits in the existing
35 lAC 304.213.
EXISTING
WATER QUALITY
17.
The requested adjusted standard will not result in environmental or health effects
substantially and significantly more adverse than the effects considered by the Board in adopting
the rules of general applicability for ammonia nitrogen. No adverse environmental impact,
including harm to aquatic life, will result from the granting of the requested adjusted standard.
At 3 mg/l, the allowable discharge of ammonia nitrogen from the Refinery is 145 pounds at the
design average flow. The annual average discharge loading to the Canal over the last 5 years
6
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
has been an average of 102.4 pounds per day, with a net ammonia discharge of 76.2 pounds per
day; 26.2 pounds per day are estimated to be in the intake water from the Canal, on an average
day. Thus, about 25 percent
of the ammonia nitrogen currently discharged is due to background
conditions in the Canal.
18.
The Refinery discharges into the Canal, upstream
of the Lockport Lock
&
Dam.
Below the dam, the Canal merges with the Des Plaines River, passes through Joliet and
11 miles
downstream
of Joliet passes beneath the I-55 Bridge. Until the I-55 Bridge, the receiving waters
are designated as Secondary Contact waters; below the I-55 Bridge, the Des Plaines River is
designated as General Use Water. The General Use Waters begin 18.5 miles below the
Refinery's outfall.
AMMONIA NITROGEN WATER QUALITY
19.
In 1992, UNO-VEN engaged Huff
&
Huff, Inc. to investigate and report on the
environmental effects
of its ammonia nitrogen discharge on the Canal. The consequent report,
entitled "Environmental Assessment of Ammonia Concentration in the Wastewater Discharge of
the UNO-VEN Refinery, Lemont, Illinois" (the 1992 Huff
&
Huff report), contained a detailed
assessment
of the discharge on the receiving waters. The 1992 Huff
&
Huff report was included
in UNO-VEN's 1993 Petition for a site specific rule change.
20.
The 1992
Huff & Huff report concluded that the Refinery's discharge results in a
10: 1 dilution plume in an area 15 feet long by 8 feet wide. The effluent is dispersed to a 10: 1
dilution in approximately 7 seconds which is considered "rapid" and "immediate" under Board
regulations. Effluent conditions and low flow conditions in the Ship Canal have not changed
materially,
so this Zone ofInitial Dilution analysis remains valid today. The overall mixing zone
7
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
was determined to provide a dilution ratio of 40: 1 during this same 1992 study. Again,
conditions are similar today, except that the 7-day 10-year low flow in the Ship Canal has been
reduced from 1,100 MOD to 850 MOD due to the loss
of discretionary diversion of Lake
Michigan water. The result is a current mixing zone dilution ratio
of 36.1: 1 at the design average
flow for the Lemont Refinery.
21.
In order to further evaluate the water quality and the effect
of the Refinery's
discharge,
Huff
&
Huff conducted benthic macroinvertebrate sampling of the Canal. The
sampling retrieved 1,967 specimens representing
14 different species. A comparison of samples
taken upstream and downstream of the Refinery outfall showed no significant variation in the
type and number
of species retrieved. No measurable impact from the Refinery's discharge on
the benthic organisms in the Canal was discerned. Furthermore, the 1992
Huff
&
Huff study
showed a dramatic improvement in the benthic community between 1983 and 1992. These
results were corroborated by a June
1991 study conducted by the MWRDOC.
22.
In 1997, the Refinery contracted
Huff
&
Huff for another assessment of the
environmental impact of the ammonia in the Refinery'swastewater effluent on the receiving
stream.
Huff
&
Huff produced another report, entitled "Environmental Assessment
&
Effluent
Limit Derivation Report
of The Lemont Refinery Wastewater Discharge" (the 1997 Huff
&
Huff
report).
23.
The 1997
Huff
&
Huffreport reviews the water quality data for the Canal. For
each year from 1992 to 1997 (except 1993), the total ammonia levels downstream
of the
Refinery were less than the upstream values. This reduction in ammonia suggests that active
nitrification is being achieved in this portion
of the Canal. The 1997 Huff
&
Huff report notes a
8
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
5 percent reduction in total ammonia in the 5.3 miles of Canal upstream of the Refinery and a
56 percent reduction in the 5.5 miles downstream
of the Refinery. This ammonia reduction
downstream indicates that the Refinery effluent does not have a negative impact
on nitrification
in the Canal.
24.
The Refinery has again requested
Huff and Huff to summarize more recent water
quality information. That report, entitled "Environmental Assessment
&
Effluent Limit
Derivation Report for the Ammonia Discharge from the CITGO Lemont Refinery" ("2007
Huff
&
Huff Report,") is attached as Exhibit
A.
This report analyzes the existing water quality data in
the Ship Canal and projects the impact
ofthe proposed monthly limitation: among the
conclusions are that the ammonia levels in the Ship Canal, at the edge
of the mixing zone, would
be 0.805 mg/l. Since the Refinery usually is able to nitrify the typical levels in the Canal after
mixing would be lower. Moreover, the maximum unionized ammonia level recently collected in
the Canal [downstream at Lockport] was 0.079 mg!l - which includes the discharge
of the
Refinery. Thus, the ammonia levels in the Canal today are well within established water quality
standards.
THERE ARE NO REGULATORY CONSTRAINTS THAT PROHIBIT THIS
RELIEF
25.
Section 303(d) of the Clean Water Act requires states to identify impaired
waterways and the causes
of impairment and then develop what is essentially a waste load
allocation for addressing the impairment. Illinois prepared its list
of impaired waterways in
1998; 738 segments were identified. Illinois also developed a priority list for addressing these
738 segments. According to the Agency's
Illinois Water Quality Report 2006,
the Chicago
9
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Sanitary and Ship Canal is listed as an impaired waterway, for a variety of reasons. However,
none
of the reasons listed are for Ammonia Nitrogen.
26.
Effluent Limits - With respect to Ammonia Nitrogen, the applicable effluent
limits for the Refinery have been those set in the site specific rules for the Refinery, as adjusted
over time.
27.
Mixing Zone - Under Illinois regulations, the maximum allowable mixing zone is
25 percent of the stream flow. Water quality standards must be achieved at the edge of the
mixing zone. Using the requested monthly average concentration
of6.9 mg/l as the projected
discharge and only
25 percent of the Canal's low flow yields an incremental change of 0.17 mg/l
at the edge
of the mixing zone.
28.
Categorical Limits - U.S. EPA has promulgated categorical limits on various
industries, including the petroleum refining industry. While these regulations, found in 40 CFR
419, do specify limits for ammonia nitrogen, these are less stringent than the limits in the
existing site-specific rule. The Board has previously found that the wastewater treatment system
goes beyond Best Available Technology ("BAT") requirements.
29.
The U.S. EPA has established effluent guidelines for wastewater discharges by
industry category. The petroleum refining industry is divided into five subcategories based on
the processes utilized and the products produced. The Refinery is classified as a Subcategory-B
cracking refinery under the federal regulations. Effluent limits under the federal regulations are
based on production, and are computed on a pounds per day basis.
30.
The Board has adopted Title 35, Section 304.122
to control ammonia discharges
to the Illinois River System, originally Rule 406, adopted Jan 6,1972. Rule 304. 122(b) limits
10
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
larger industrial discharges (greater than 100 lbs!day ammonia) to an effluent discharge
concentration
of 3.0 mg!l NH
3
-N. Historically, the refinery has achieved compliance with the
federal effluent regulations; however, the 3.0 mg!l effluent limit has not been attainable on a
consistent basis.
31.
From 1977 through 1984, Union operated the Refinery under several variances
from the Board for the ammonia nitrogen discharge. In 1982, the Board granted Union a
variance, contingent that by
May of 1984, Union would submit a program to ensure compliance
with Rule 304.122 or prepare a proposal for a site specific rule change.
In December of 1984,
Union petitioned the Board for a site specific rule change. The Board granted Union site specific
effluent limits set at the U.S.
EPA's best available technology (BAT) pursuant to 40 CFR 419.23
(1985). This site specific rule change terminated
on December 31, 1993. In 1993, UNO-VEN
petitioned the Board for a site specific rule change. The Board granted
UNO-VEN's request and
set effluent limits for ammonia nitrogen
of9.4 mg!l monthly average and 26.0 mg!l daily
maximum.
By final order dated December 17, 1998, the Board made only two changes to the
rule as adopted in 1993: a change
of the name to reflect the sale to PDV Midwest Refining,
LLC, and an extension
of the termination date by 9 years to December 31,2008.
32.
Based on the foregoing, the Lemont Refinery submits that the relief here
requested is not inconsistent with the effluent standards and area-wide planning criteria under the
Clean Water Act.
OTHER FACTORS JUSTIFYING THE SITE-SPECIFIC STANDARD
33.
The Refinery utilizes a physical/chemical and biological wastewater treatment
plant. The treatment plant performs primary, secondary and tertiary treatment on the generated
11
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
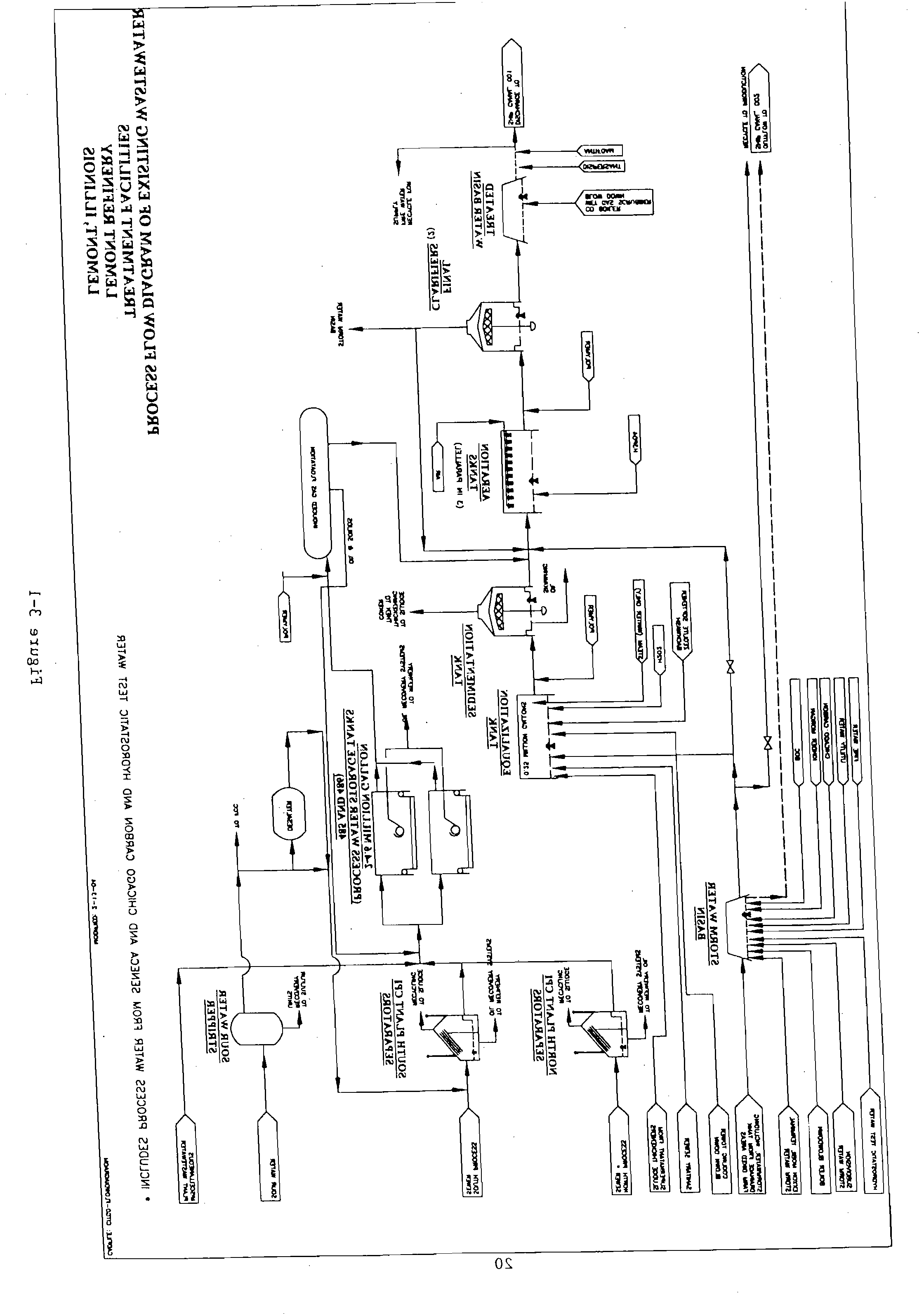
wastewater before it is discharged into the Canal. The original wastewater treatment plant,
which began operation in 1969, included two oil/water separators, a flow equalization tank, a
primary clarifier, an activated sludge system and a polishing pond. Several wastewater treatment
plant modifications have been made since the original installation. Major changes to the system
include new oil/water separators, process water storage tanks, a new aeration basin, a high
efficiency aeration system, a second final clarifier, an induced gas flotation system, additional
strippers in the sour water system, upgrades to the diffused aerators, and addition
of a purge
treatment unit, associated with operating the WGS.
34.
The primary treatment portion
ofthe current plant consists of four sour water
strippers for ammonia and sulfide removal, oil/water separators for free oil removal, stormwater
impoundment, equalization, and emulsified oil removal using organic polymers.
35.
The effluent from the primary clarifier flows to the Induced Gas Flotation ("IGF")
vessel and then to the secondary treatment portion
of the wastewater plant which consists of a
single stage activated sludge treatment system. The system includes three aeration basins
operated in parallel with a total aeration basin volume
of a 1.92 million gallons. Aeration is
provided by a fine-bubble diffused aeration system. Activated sludge is settled in two 1
DO-ft.
diameter secondary clarifiers. Within the aeration basin, phosphorous is added as a nutrient for
biological organisms. During the winter, steam is injected to the equalization tank to maintain
operating temperatures at a minimum
of 70°F in the aeration basin effluent.
36.
The tertiary system consists
of a 16 million gallon polishing lagoon. The purpose
of the lagoon is to remove any carryover solids from the secondary clarifier. The lagoon also
serves as a water supply for fire protection.
12
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
37.
Under the site specific rule change granted in 1987, the Refinery was required to
continue its efforts to reduce the concentration
of ammonia nitrogen in its wastewaters. The
Refinery met this requirement through continuous upgrades to the wastewater treatment plant.
After petitioning for the 1987 site specific rule change, the Refinery:
•
Added a third aeration basin, increasing the total aeration volume from 1.38
million gallons to 1.92 million gallons;
•
Upgraded the aeration system by replacing the existing mechanical surface
aerators with a fine-bubble diffused aeration system; and
•
Added the second 1
DO-ft. diameter secondary clarifier, doubling the secondary
clarifier capacity.
These improvements were designed to increase ammonia oxidation, increase available dissolved
oxygen and increase hydraulic throughput.
38.
While the site specific rule change was granted
in 1993, the Refinery continued its
efforts to reduce the concentration
of ammonia nitrogen in its wastewaters. From 1992 until
1998, the Refinery:
•
Installed a new chemical feed facility at the WWTP;
•
Eliminated discharge
of process wastewater to the stormwater basin and provided
tankage for equalization/oil separation
of process wastewater;
•
Converted the WWTP control system to new DCS control;
•
Modified the sour water stripper charge tanks inlet line for better oil/water
separation;
•
Performed a clean closure
of the stormwater basin; and
•
Utilized Nalco dried bacteria and conducted nitrifier inhibition testing.
39.
Since 1998, the Refinery has continued to make improvements to its wastewater
treatment system. Those measures have included:
13
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
•
In 2000, installed induced gas flotation system with polymer addition;
•
In 2003, added additional strippers in the sour water system for ammonia
removal;
•
Also in 2003, upgraded diffused aerators to improve oxygen transfer;
•
In 2006, upgraded phosphoric acid feed system and the aerators to improve
oxygen transfer;
•
In 2007, installed purge treatment unit to treat the discharge from the FCC
scrubber; and
•
Also in 2007, upgraded diffused aerators to improve oxygen transfer.
The total cost
of these improvements was approximately $45,000,000.
40.
Despite the improvements in its treatment plant, the Refinery has been unable to
continuously meet the Illinois standard for ammonia concentration in treated wastewater effluent.
As a result, the Refinery contracted with AWARE Environmental, Inc. ("AWARE") to evaluate
current conditions at the Refinery. AWARE was also asked to evaluate the treatment system
operations and to evaluate alternative ammonia removal technologies. AWARE reported its
findings in "Technical Review
of Ammonia Treatment At The Wastewater Treatment Plant-
CITGO Petroleum Corporation, Lemont Refinery" (the 2007 AWARE report). The 2007
AWARE report is attached hereto as Exhibit
B.
41.
The 2007 AWARE report concludes that the Refinery is a BAT plant that
employs the best available treatment technology currently required of refineries in the U.S. The
report also concludes that the current plant is unable to continuously attain the limits set by the
State
of Illinois for effluent ammonia nitrogen. While the Refinery and its predecessors have
made progress toward meeting the Illinois limits, the Refinery is still unable to meet these limits
on a continuous basis.
14
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
42.
The Refinery has improved its performance of ammonia removal despite higher
crude throughput and a decrease in wastewater volume. Wastewater volumes have decreased
since 1984 through the exercise
of sound water management practices. Despite these factors that
would tend to increase ammonia concentration, the Refinery has maintained/improved its
performance in ammonia removal.
43.
At this point in time, the total ammonia discharge from the Refinery, on an
average basis over the last 5 years, is less than the allowable discharge
of 3 mg/l, even when
about
25 percent of that discharge is due to the ammonia nitrogen levels already in the Canal.
[See paragraph
17 above.] Nevertheless, the Refinery will continue to look to improve its
treatment for ammonia nitrogen.
44.
The 2007 AWARE report reviewed the continued improvements made by the
Refinery in its wastewater treatment. Since 1997, the average removal
of ammonia from the
strippers has increased to 96.8 percent. The report also demonstrates that the Refinery has
excellent control over the key parameters which control nitrification: the food-to-microorganism
[F/M] ratio show lower BOD levels than in prior years; sludge age indicates good wastewater
treatment plant operation and does not appear to be a limiting factor; the aeration system is
operated to provide adequate D.O. levels; the alkalinity pH is maintained in an adequate range;
and the system is operated at an appropriate temperature to provide for nitrification. Yet the
Refinery cannot continuously meet the 3 mg/llimitation.
45.
The 2007 AWARE report evaluated several alternatives
to the current treatment
process. AWARE qualifies its analysis
of these alternatives with the assumptions that each
alternative will be effective and reliable. The report stated that the choices are design
15
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
alternatives and that there are no data to show that even with these alternatives the Refinery can
continuously comply with the 3.0 mg/l ammonia nitrogen limit. The report concluded that of the
technologies available, the following have the greatest potential for meeting the Illinois standard:
•
Activated sludge with powdered activated carbon treatment,
•
Activated sludge with a fixed media system;
•
Membrane bioreactor activated sludge; and
•
Activated sludge with breakpoint chlorination and dechlorination.
Even with the uncertainty associated with these technologies, the costs
of implementing the
alternatives ranged from a low capital cost
of $1 ,400,000 for activated sludge with breakpoint
chlorination/dechlorination to a high
of $54,700,000 for the membrane bioreactor activated
sludge process. Operation and Maintenance (O&M) costs ranged from a low of $220,000 per
year for activated sludge with a fixed media system to a high of $3,280,000 per year for activated
sludge with membrane bioreactor. The lowest equivalent annual cost ($3,220,000) was for the
activated sludge plant with a fixed media system.
46.
The 2007 AWARE report does not recommend that the Refinery pursue any
of
these alternatives and concludes that implementing the alternative technologies is not justified.
None
of these technologies have been demonstrated as technically feasible or as able to provide
better control
of the ammonia nitrogen discharge than currently achieved by the Refinery.
Continued optimization
of the treatment system and continued efforts to improve handling of the
solids from the heavy crude oil supply is the most appropriate approach to the Refinery's
ongoing efforts to control the ammonia nitrogen in its wastewater.
16
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
47.
The least expensive option available to the Refinery which might meet the
ammonia nitrogen rule is activated sludge with the fixed media system. This option, and the
others studied by AWARE, should not be considered only in terms
of overall cost. Rather, with
respect to cost, they should be evaluated in terms of a unit cost of dollars-per-pound of ammonia
removed from the Canal. The results of that analysis should be compared with other measures
available to improve the water quality in the Canal.
48.
The fixed media option costs $13.5 million in capital and $1.2 million in annual
O&M. These figures translate into a total annual cost
of $3.2 million.) Using effluent data
available from June 2002 through July 2007, and assuming the fixed media system would yield
an effluent
of 0.5 mg/l, an additional 28,250 pounds of ammonia would be removed from the
Canal per year. The unit cost for this removal would be $113.30 per pound of ammonia
removed. By comparison, a 1983 analysis showed that the Calumet Water Reclamation Plant
removes ammonia at a cost of $1.40 per pound. See "Environmental Assessment of Ammonia
Concentrations in the Wastewater Discharge of Union Oil Company, Chicago Refinery" (by
L.L.
Huff and J.E. Huff, 1983). Allowing for inflation, the latter figure is currently closer to $3.00
per pound. But even when adjusted for inflation, the Calumet Water Reclamation Plant unit cost
is 37 times smaller than the cost facing the Refinery to meet the ammonia nitrogen rule.
49.
The costs
of reducing ammonia in the Refinery effluent are similarly prohibitive
when compared with other programs for addressing water quality in the Canal. The MWRDGC
has installed five side-stream aeration facilities on the Chicago Waterway. These facilities
address the same problem as limits on ammonia concentration in effluent -- they increase the
I
Capital cost annualized over 10 years at 9% interest.
17
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
dissolved oxygen ("DO") concentration in the Chicago Waterway. The MWRDGC spent
$39 million for these side-stream aerations which have the potential for adding enough DO to
compensate for 720,000 pounds of ammonia per year. These figures translate into a unit cost of
$6.94 per pound of ammonia oxidized. Again, this unit cost is nearly twenty fold smaller than
the least expensive alternative available to the Refinery.
50.
The Lemont Refinery has investigated the available information on the
performance
of other refineries in Illinois to provide nitrification. The conclusions of that
investigation are in the 2007 Aware report, but can be summarized as follows: (a) the other
refineries were using similar technological approaches as used by the Lemont refinery design,
and none
of them were using the technologies investigated by Aware as possible additions to the
Lemont Refinery; (b) there are site specific variations in how the wastewater treatment systems
are designed and operated, as well as some differences in the crude supply; and (c) there are
some differences in these design specifics which may be worth exploring for potential use and
modifications at the Lemont Refinery to further enhance its nitrification capabilities.
51.
Based on evaluations and reports that accompany this Petition, the Refinery will
continue to investigate improvements to its existing wastewater treatment system.
It
is believed
that focusing on better solids handling from the desalter holds the greatest promise for achieving
improved wastewater treatment performance on a consistent basis. The options that will be
investigated include: an in situ solid removal system, increased tankage to allow brine
segregation; amine management; and adjusting chemical usage to reduce emulsification in the
primary treatment units.
18
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
DIFFERENT FACTORS EXIST HERE THAN THOSE CONSIDERED BY THE
BOARD IN ADOPTING THE EXISTING AMMONIA NITROGEN EFFLUENT
LIMITATION
52.
Several factors relating to this matter are substantially and significantly different
from the factors relied on by the Board in adopting the water quality standards cited here.
a) The Board has already found the situation for ammonia nitrogen
treatment at the Refinery to be unique and site specific relief
justified.
See e.g., In the Matter
ofPetition ofPD V Midwest
Refining,
L.L.c.,
R98-14
,
Opinion
and Order ofthe Board
(December
17,1998);
In the Matter ofPetition ofUno-ven, R93-8,
Opinion
and Order ofthe Board (December
16, 1993)
b) In 1972, the Lemont Refinery was just coming on line and was
clearly not known as a source of discharge into the Des Plaines
River of ammonia. The Board did not then consider the costs of
treatment for ammonia in a refinery wastewater discharge and
certainly did not anticipate that treatment would require the kind of
massive investment that would be required to meet the ammonia
nitrogen rule.
c) The discharge from the Refinery that will occur does not pose
any threat to human health
or the environment and is not
significantly greater than the environmental impact that the Board
was trying to control when it adopted the ammonia nitrogen rule.
Indeed, the recent discharge, in terms
of mass, is less than the
"allowable" discharge were the Refinery discharging at its design
flow.
d)
It
appears that there are no treatment technology differences
between the Refinery and other refineries in Illinois, but there are
differences in specific design details. While CITOO is able to
achieve nitrification, it cannot do so
on a consistent basis.
However, the Refinery continues to undertake investigations and
studies to determine how to be able to consistently provide
nitrification.
For each and all
of the preceding reasons, the situation relating to the Lemont Refinery is
fundamentally different than those considered by the Board in adopting the ammonia nitrogen
rule.
19
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
CONCLUSION
This Petition satisfies the requirements
of the Act and of the Board'sProcedural Rules for
Adjusted Standards as shown in the Appendix. The situation here represents conditions which
are substantially and significantly different from the factors relied on by the Board in adopting
the ammonia nitrogen effluent rule. Those factors necessitate the relief here sought. The
requested standard will not result in environmental and health effects more adverse than the
effects considered by the Board (see
~~
17-24); and the requested standard is consistent with
applicable federal law (see
~~
7,25,28-29). The regulation of general applicability from which
Petitioners seek an adjusted standard does not specify a level
ofjustification or other
requirements. As such, 415 ILCS 5/28.1 (c) applies. For proof satisfying that section, please see
~~9,
17-30, 32, and 52.
53.
Pursuant to 35 Ill. Admin. Code
§104.4060), Petitioners request a hearing on this
Petition. The Petitioner has discussed this request with the Agency; the Agency has stated that it
does not have a position on the Petition at this time.
WHEREFORE, Petitioner requests that the Board grant this adjusted standard.
CITGO PETROLEUM CORPORATION, and
PDV MIDWEST REFINING,
L.L.c.,
Petitioners
One
of Its Attorneys
Jeffrey
C.
Fort
Ariel 1. Tesher
Sonnenschein Nath
&
Rosenthal LLP
7800 Sears Tower
233 South Wacker Drive
Chicago, IL 60606-6404
12369067
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
CERTIFICATE OF SERVICE
The undersigned, an attorney, certifies that I have served upon the individuals named on
the attached Notice
of Filing true and correct copies of the Petition for an Adjusted Standard by
First Class Mail, postage prepaid, on March 18, 2008
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
APPENDIX
The table below sets out those paragraphs that correspond to the subsections of 35
Ill.
Admin. Code §l04.406:
a) A statement describing the standard from which an Preamble paragraph and
~2.
adjusted standard is sought. This must include the
I1Iinois Administrative Code citation to the regulation of
general applicability imposing the standard as well as
the effective date
of that regulation;
b) A statement that indicates whether the regulation
of
~~25,
28-30, and 32
general applicability was promulgated to implement,
in
whole or in part, the requirements of the CWA
0,
Safe
Drinking Water Act ((f) et seq.), Comprehensive
Environmental Response, Compensation and Liability
Act (42 USC 9601 et seq.),
CAA
(42 USC 7401 et seq.),
or the State programs concerning RCRA, UIC, or
NPDES [415 ILCS 5/28.1];
c) The level of justification as well as other information
~~9,
17-30,32, and 52
or requirements necessary for
an adjusted standard as
specified by the regulation
of general applicability or a
statement that the regulation
of general applicability
does not specify a level
of justification or other
requirements [415 ILCS 5/28.1] (See Section 104.426);
d) A description
of the nature of the petitioner's activity
~~7
-10, 13-16, 18-24, and 33-45
that
is the subject of the proposed adjusted standard. The
description must include the location of, and area
affected by, the petitioner's activity. This description
must also include the number
of persons employed by
the petitioner's facility at issue, age
of that facility,
relevant pollution control equipment already
in use, and
the qualitative and quantitative description
of the nature
of emissions, discharges or releases currently generated
by the petitioner's activity;
e) A description
of the efforts that would be necessary if
~~45-50
the petitioner was to comply with the regulation of
general applicability. All compliance alternatives, with
the corresponding costs for each alternative, must be
discussed. The discussion of costs must include the
overall capital costs
as well as the annualized capital and
operating costs;
f) A narrative description of the proposed adjusted
~~4-6
standard as well as proposed language for a Board order
that would impose the standard. Efforts necessary to
achieve this proposed standard and the corresponding
costs must also be presented;
g) The quantitative and qualitative description
of the
~~17-24,
30
impact
of the petitioner's activity on the environment if
the petitioner were to comply with the regulation
of
general applicability as compared to the quantitative and
qualitative impact on the environment
if the petitioner
were to comply only with the proposed adjusted
standard. To the extent applicable, cross-media impacts
must be discussed. Also, the petitioner must compare the
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
qualitative and quantitative nature
of
emissions,
discharges or releases that would be expected from
compliance with the regulation
of general applicability
as opposed to that which would be expected from
compliance with the proposed adjusted standard;
h) A statement which explains how the petitioner seeks
~~9,
17-30, 32, and 52
to justify,
pursuant
to the applicable
level
of
justification, the proposed adiusted standard;
i) A statement with supporting reasons that the Board
~~25,
28-30, and 32
may grant the proposed adjusted standard consistent
with federal law. The petitioner must also infonn the
Board
of all procedural requirements applicable to the
Board's decision
on the petition that are imposed by
federal law and not required by this Subpart. Relevant
regulatory and statutory authorities must be cited;
j) A statement requesting or waiving a hearing on the
~~53
petition (pursuant to Section 104.422(a)(4) of this Part a
hearing will be
held
on all petitions
for adjusted
standards filed pursuant to 35
III.
Adm. Code 212.126
(CAA»;
k) The petition must cite to supporting documents or The Petition cites
to such support throughout its text.
legal authorities whenever they are used
as a basis for See, e.g.,
~~2,
3, 19,25,49, and 52.
the
petitioner's proof. Relevant portions
of the
documents
and legal authorities
other
than Board
decisions, State regulations, statutes, and reported cases
must be appended to the petition;
I) Any additional infonnation which may be required in Nothing required.
the regulation
of general applicability.
2
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
TECHNICAL REVIEW OF AMMONIA
TREATMENT AT THE WASTEWATER
TREATMENT PLANT – CITGO PETROLEUM
CORPORATION, LEMONT REFINERY
Prepared for:
CITGO Petroleum Corporation
Lemont Refinery
Lemont, Illinois
Prepared by:
AWARE Environmental Inc.
9305-J Monroe Road
Charlotte, NC 28270-1490
AEI Job No. N356-06
AEI Document No. 35606r004
February 2008
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
i
EXECUTIVE SUMMARY
CITGO Petroleum Corporation operates a petroleum refinery (Lemont Refinery) in Lemont, Illinois.
The process wastewater and stormwater from the refinery are treated in the refinery’s wastewater
treatment facility and are discharged into the Chicago Sanitary and Ship Canal under a National
Pollutant Discharge Elimination System (NPDES) permit issued by the State of Illinois. The
wastewater treatment facility utilized by Lemont Refinery surpasses the criteria for Best Available
Technology Economically Achievable (BAT) for treatment of refinery wastewaters as define by the
U.S. EPA. Specifically, the refinery treatment system includes sour water strippers which provide
greater than 95 percent ammonia removal, oil and solids removal, flow equalization, clarification,
single-stage activated sludge treatment and final polishing.
The U.S. EPA effluent limitations guidelines provide mass based limits for ammonia nitrogen (and
other parameters) based on refinery production, with the use of BAT treatment technology. The
Illinois regulations contain ammonia discharge standards which are much more stringent than the U.S.
EPA limitations. The Illinois standards would require Lemont Refinery to meet a
3.0 mg/l ammonia nitrogen discharge standard. Lemont Refinery has been unable to consistently
comply with the 3.0 mg/l limit. The Illinois Pollution Control Board granted the refinery a site
specific rule change effective through December 31, 2008. The refinery has consistently achieved
compliance with these regulations and typically provides an effluent quality significantly better than
the regulatory criteria.
Lemont Refinery is in the process of preparing a request for an adjusted standard for its discharge of
ammonia. AWARE Environmental Inc. (AEI) was retained to conduct a technical review of the
ammonia removal capacities of the wastewater treatment system. The primary objectives of this
review are to:
1. Determine if the present wastewater treatment system is consistent with the U.S. EPA BAT
criteria;
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
ii
2. Determine if the wastewater treatment system operating conditions are conducive to biological
nitrification; and
3. Evaluate alternative ammonia removal technologies and the cost of those technologies to
determine if changes in the present wastewater treatment system are warranted as part of a
program to achieve compliance with the 3 mg/l ammonia nitrogen criteria.
The results of this evaluation indicate that Lemont Refinery has a wastewater treatment system which
exceeds BAT criteria and which allows the facility to comply with U.S. EPA refinery discharge
regulations. The long term performance data has demonstrated that the refinery wastewater treatment
facility has achieved compliance with the current mass based limitations for ammonia nitrogen
contained in the NPDES permit, but that the refinery has not been able to consistently meet a 3.0 mg/l
ammonia nitrogen limit as per the Illinois regulations.
A review of the wastewater treatment technologies employed at the other Illinois Refineries was
conducted. These refineries were Conoco-Phillips, Roxana, IL; Exxon-Mobil, Joliet, IL; and
Marathon, Robinson, IL. The wastewater treatment processes employed by these Refineries are very
similar to those utilized at the Lemont Refinery.
A review of the activated sludge treatment plant was performed with regard to factors which control
the ability of a biological treatment facility to achieve nitrification. These factors include food to
microorganism ratio (F/M), sludge age, dissolved oxygen concentration, temperature, pH, and
alkalinity. The review indicates that these parameters have been maintained in the ranges favorable
to nitrification. However, in spite of this, the refinery treatment facility has been unable to meet the
3.0 mg/l ammonia nitrogen standard on a consistent basis.
Lemont Refinery has maintained an ongoing optimization program which has resulted in improved
ammonia nitrogen removal. The program has been expanded to address changes in the petroleum
refinery industry. The refinery has spent over $45,000,000 over the last ten years on capital projects
related to ammonia control and reduction.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
iii
As a result of changes in crude quality, Lemont refinery has experienced a five-fold increase in
wastewater treatment chemical addition costs over the last 4 years. Lemont refinery has and is
continuing to conduct research which addresses the environmental impacts caused by crude quality
fluctuations. Crude quality fluctuations confirm AEI’s previous analysis which indicated that the
capability of the wastewater treatment system is limited, in large part, due to the inherent variability
of refinery wastewater.
Potential alternative technologies were evaluated for upgrading the wastewater treatment facility with
additional nitrogen removal technologies which would increase the likelihood of consistently meeting
the 3.0 mg/l ammonia nitrogen standard. Several alternatives were screened and preliminary process
designs and budget cost estimates were developed for the four most viable alternatives. These four
alternatives include powdered activated carbon addition (PACT), fixed media biological treatment,
membrane bioreactors, and breakpoint chlorination. Addition of a fixed media biological reactor
would be the most cost-effective alternative. The fixed media system would utilize a rotating
biological contractor (RBC) and would have an estimated capital cost of $13,500,000 and an
estimated annual operating cost of $1,220,000. The estimated total annualized cost for the addition of
the fixed media reactor system over a ten (10) year period at 8 percent interest is $3,220,000/year.
Even with the ammonia removal upgrades, the ability of the treatment system to consistently meet the
3.0 mg/l ammonia nitrogen standard is uncertain. Based on the significant cost of upgrading the
system, and the uncertainty that the upgraded system would achieve consistent compliance with the
3.0 mg/l ammonia nitrogen standard, upgrading the treatment system with additional treatment
technologies for ammonia removal is not justified.
We recommend that Lemont Refinery continue its ongoing research studies and projects designed to
optimize the existing wastewater treatment system. These efforts should be directed toward obtaining
the maximum possible ammonia removal on a consistent basis. Continued development of
operational data under the varying conditions inherent with refinery wastes will help to improve the
performance of the system, and will allow the maximum ammonia removal capability of the system to
be achieved.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
iv
TABLE OF CONTENTS
Section No.
Description
Page No.
EXECUTIVE SUMMARY ......................................................................... i
TABLE OF CONTENTS........................................................................... iv
LIST OF TABLES.......................................................................................v
LIST OF FIGURES ................................................................................... vi
LIST OF APPENDICES............................................................................ vi
1.0
INTRODUCTION .......................................................................................1
2.0
REGULATORY REVIEW..........................................................................3
2.1
U.S. EPA Effluent Limitations Guidelines ............................................3
2.2
Illinois Water Pollution Regulations......................................................5
3.0
ANALYSIS OF EXISTING FACILITY
WITH RESPECT TO BAT AND
NITRIFICATION ........................................................................................7
3.1
Analysis of Refinery Wasteloads.........................................................10
3.2
Current Wastewater Collection and Treatment System.......................19
3.3
Comparison of Lemont Refinery’s Wastewater Treatment ...................
Performance with BAT ........................................................................24
3.4
Review of Long Term Ammonia Removal Performance ....................30
3.5
Parameters Which Control Nitrification ..............................................35
3.6
Summary ..............................................................................................38
4.0
ANALYSIS OF ALTERNATIVES...........................................................40
4.1
Selected Technologies for Evaluation .................................................40
4.2
Activated Sludge with Powdered Activated Carbon Addition ............43
4.3
Activated Sludge with A Fixed Media System....................................46
4.4
Activated Sludge with Membrane Bioreactor......................................47
4.5
Activated Sludge with Breakpoint Chlorination/ Dechlorination........53
4.6
Analysis of Technologies Utilized at Illinois Refineries .....................57
4.7
Conclusions..........................................................................................57
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
v
LIST OF TABLES
Table No.
Description
Page No.
2-1
U.S. EPA Refinery Subcategories
4
3-1
Observed Maximum Monthly Production Rates
8
3-2
Sour Water Stripper – Ammonia Removal
11
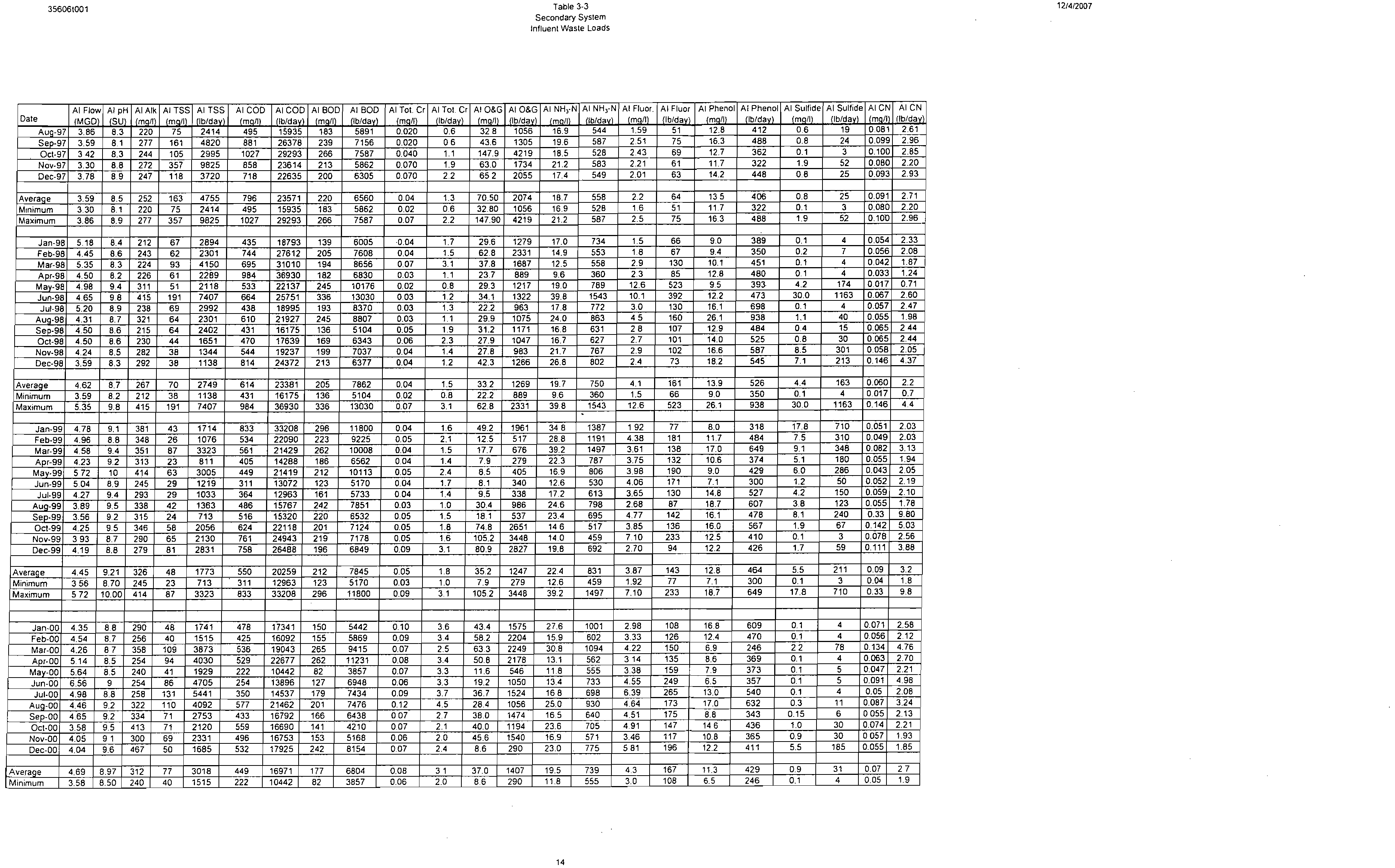
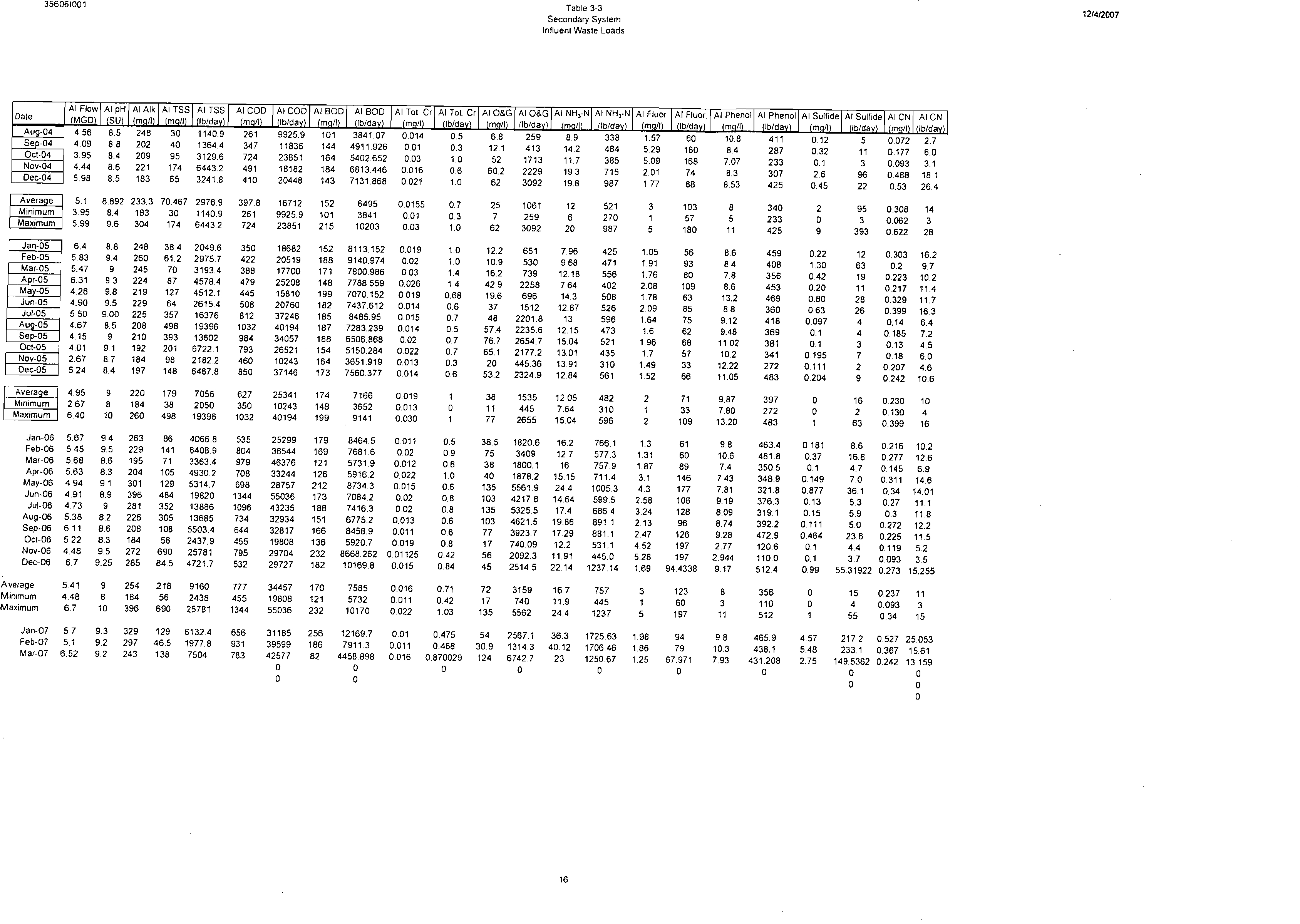
3-3
Secondary System Influent Waste Loads
14
3-4
Summary of Design Wastewater Loadings
18
3-5
Process Design Summary Existing Wastewater
Treatment Plant
21
3-6
Comparison of BAT Guidelines with Lemont Refinery’s
Wastewater Treatment System
25
3-7
Summary of Waste Treatment Modifications/Upgrades
26
3-8
Secondary System Operating History
27
3-9
BPT & BAT Limitations and IEPA/NPDES Limitations
31
3-10
Typical Operating Ranges for Nitrification
32
3-11
Typical Operating Ranges For Nitrification
36
4-1
Summary of Potential Technologies
42
4-2
Process Design Summary for Activated Sludge with PAC 44
4-3
Process Design Summary for Activated Sludge with a
Fixed Media System
48
4-4
Process Design for Membrane Bioreactor Activated Sludge 51
4-5
Process Design Summary for Activated Sludge with
Breakpoint Chlorination and Dechlorination
54
4-6
Summary of Project Cost Estimate
58
4-7
Comparison Of Wastewater Treatment at
Illinois Refineries
60
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
vi
LIST OF FIGURES
Figure No.
Description
Page No.
3-1
Process Flow Diagram of Existing Wastewater
Treatment Facilities
20
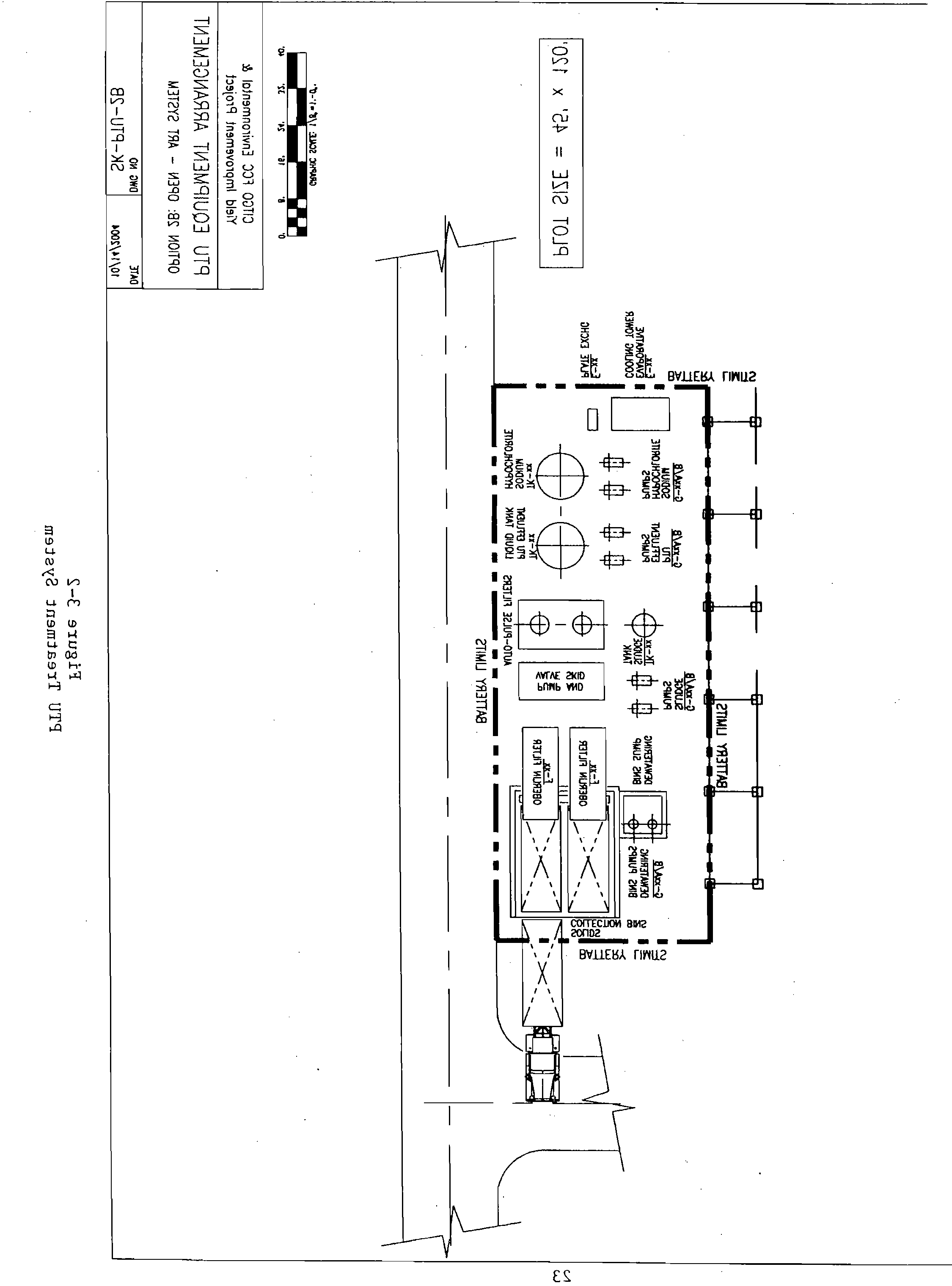
3-2
PTU Equipment Arrangement
23
3-3
Variability of Effluent Ammonia Nitrogen as Compared
to Proposed 3.0 mg/l Limitation
34
4-1
Activated Sludge with PAC Addition
45
4-2
Activated Sludge with a Fixed Media System
49
4-3
Membrane Bioreactor Activated Sludge
52
4-4
Activated Sludge with Breakpoint
Chlorination-Dechlorination
55
LIST OF APPENDICES
A
Calculation of Effluent Criteria
B
Statistical Data Analysis
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
1
SECTION 1.0
INTRODUCTION
CITGO Petroleum Corporation (CITGO) operates a petroleum refinery (Lemont Refinery) in
Lemont, Illinois. The refinery produces gasoline, a variety of other fuels, coke, and solvents
from crude oil. Lemont Refinery was formerly owned and operated by the UNO-VEN
Company, and had previously been operated as the Union Oil Refinery. On May 1, 1997 PDV
Midwest Refining, L.L.C. purchased the Lemont Refinery and contracted with CITGO to operate
the refinery.
The process wastewater generated by the refinery and the contaminated stormwater runoff from
the facility are treated in a single stage activated sludge wastewater treatment plant. The treated
wastewater is discharged to the Chicago Sanitary and Ship Canal under a National Pollutant
Discharge Elimination System (NPDES) permit. The current permit (No. IL0001589) was
issued by the Illinois Environmental Protection Agency (IEPA) on July 28, 2006, became
effective August 1, 2006 and was modified on June 22, 2007. The permit expires on July 31,
2011.
The State of Illinois has ammonia nitrogen discharge standards for sources which discharge
greater than 100 lb/day of ammonia nitrogen, such as the Lemont Refinery. These criteria are
contained in the State of Illinois Rules and Regulations under Title 35: Environmental
Protection, Subtitle C: Water Pollution, Chapter I: Pollution Control Board. Section 304.122
(b) of this regulation sets monthly average discharge standards at 3.0 mg/l of ammonia nitrogen.
Lemont Refinery has been unable to consistently meet the 3.0 mg/l ammonia concentration
standard. As a result, the Illinois Pollution Control Board (IPCB) granted the refinery a site
specific rule change for ammonia under Section 304.213 of the Illinois regulations. The current
site specific rule was adopted in 1998, as an extension of a previous rule change, and is effective
through December 31, 2008. This site specific rule change exempts the facility from the
ammonia limits under Section 304.122(b) of the Illinois regulations and requires that the facility
meet the U.S. EPA Best Available Technology Economically Achievable (BAT) limitations for
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
2
ammonia pursuant to 40 CFR 419.23 (1992). Under the site specific rule, the facility is required
to meet a monthly average ammonia limit of 9.4 mg/l, a daily maximum ammonia limit of 26.0
mg/l, to continue its efforts to reduce ammonia discharges and to monitor and report nitrogen
concentrations of its oil feedstocks.
Lemont Refinery has retained AWARE Environmental Inc. (AEI) of Charlotte, North Carolina to
evaluate current conditions, to evaluate potential alternatives for upgrading the treatment system
to meet a 3.0 mg/l limit, and to evaluate the need to re-apply for a site specific rule change. AEI
conducted a conceptual evaluation of Lemont Refinery wastewater treatment system, and the
available alternatives to achieve ammonia removal from a refinery wastewater. The primary
objectives of this program were to:
1. Determine if the present wastewater treatment system is consistent with the U.S. EPA
BAT criteria;
2. Determine if the wastewater treatment system operating conditions are conducive to
biological nitrification; and
3. Evaluate alternative ammonia removal technologies, and the cost of those technologies to
determine if changes in the present wastewater treatment system are warranted as part of
a program to achieve compliance with the 3.0 mg/l ammonia nitrogen criteria.
This report presents the AEI findings.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
3
SECTION 2.0
REGULATORY REVIEW
There are a wide range of regulations which control the wastewater discharges from petroleum
refineries. The primary regulatory drivers for determining the ammonia discharge limitations
from Lemont Refinery are the U.S. EPA effluent limitations guidelines and the State of Illinois
water pollution regulations. As a part of the development of this report, current regulations and
potential pending changes in regulations which may impact Lemont Refinery wastewater
treatment operations and/or ammonia discharge were reviewed.
2.1
U.S. EPA EFFLUENT LIMITATIONS GUIDELINES
The U.S. EPA has developed effluent limitations guidelines for the petroleum refining industry
which are included in 40 CFR 419. The basis for these guidelines are included in the 1982
Development Document for Effluent Limitations Guidelines, New Source Performance Standards
and Pretreatment Standards for the Petroleum Refining Industry
(EPA 440/1-82/014). These
guidelines provide effluent load-based limitations for conventional pollutants based on the Best
Practicable Control Technology Currently Available (BPT) (40 CFR 419.22) and for non-
conventional pollutants based on Best Available Technology Economically Achievable (BAT)
(40 CFR 419.23). Conventional pollutants include BOD
5
, TSS, oil and grease, and pH. Non-
conventional pollutants include COD, ammonia nitrogen, sulfide, phenolic compounds, total
chromium, and hexavalent chromium. The effluent limitations guidelines are based on actual
effluent flows and pollutant concentrations obtained by refineries employing BAT and BPT
treatment technologies.
EPA guidelines define five (5) general subcategories of refineries based on the production
processes employed. These categories are summarized in Table 2-1. Lemont Refinery is
classified as Subcategory B – Cracking Refinery. Under the guidelines, effluent limitations are
calculated for each individual facility based on the refining subcategory, the maximum feedstock
processing rate and the process configuration.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
4
TABLE 2-1
U.S. EPA REFINERY SUBCATEGORIES
Subcategory
Basic Refinery Operations Included
A - Topping
Topping and catalytic reforming whether or not the
facility includes any other process in addition to topping
and catalytic reforming.
This subcategory is not applicable to facilities which
include thermal processes (coking, visbreaking, etc.) or
catalytic cracking.
B – Cracking
Topping and cracking, whether or not the facility
includes any processes in addition to topping and
cracking, unless specified in one of the subcategories
listed below.
C – Petrochemical
Topping, cracking and petrochemical operations
whether or not the facility includes any process in
addition to topping, cracking and petrochemical
operations’, except lube oil manufacturing operations.
D – Lube
Topping, cracking and lube oil manufacturing processes,
whether or not the facility include any process in
addition to topping, cracking and lube oil manufacturing
processes, except petrochemical operations’.
E – Integrated
Topping, cracking, lube oil manufacturing processes and
petrochemical operations, whether or not the facility
includes any processes in addition to topping, cracking
and lube oil manufacturing processes and petrochemical
operations’.
The term “petrochemical operations” shall mean the production of second generation
petrochemicals (i.e. alcohols, ketones, cumene, styrene, etc.) or first generation petrochemicals
and isomerization products (i.e. BTX, olefins, cyclohexane, etc.) when 15% or more of the
refinery production is as first generation petrochemicals and isomerization products.
Source: Development Document for Effluent Limitations Guidelines and Standards for the
Petroleum Refining Point Source Category, EPA 440/1-82-014, October 1982, 64-65.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
5
The U.S. EPA BAT guidelines are based on the implementation of in-plant water
reuse/conservation measures to minimize the volume of wastewater discharge, and the use of
sour water strippers to reduce ammonia and sulfide loads in the process wastewater. These in-
refinery controls should be followed by end-of-pipe treatment technologies. The U.S. EPA BAT
model, as found in the 1982 “Development Document”, is based on a wastewater treatment plant
(WWTP) that includes the following treatment processes:
1. Flow equalization;
2. Initial oil and solids removal (API separator or baffle plate separator);
3. Additional oil/solids removal (clarifiers or dissolved air flotation);
4. Biological treatment; and
5. Filtration or other final polishing steps.
As a part of this report preparation, contacts were made with the U.S. EPA personnel responsible
for developing guidelines for the Petroleum Refinery subcategory to determine if modifications
to the effluent guidelines for petroleum refinery are anticipated. According to U.S. EPA
personnel, U.S. EPA has no immediate plans to revise the effluent guidelines. The 304 (m)
process involves substantial public input and generally, leads to lengthy studies before any type
of rule making is identified. Presently, petroleum refineries are not being considered for updated
guidelines.
2.2
ILLINOIS WATER POLLUTION REGULATIONS
Under the current Illinois water pollution regulations, as amended through November 21, 2005,
the State of Illinois has established ammonia nitrogen limitations for discharges into the Illinois
River system. Under Section 304.122 (b) of the regulations, ammonia nitrogen discharges of
greater than 100 lb/day are required to meet a 3.0 mg/l monthly average effluent ammonia
nitrogen limit. This limitation is significantly more stringent than the ammonia nitrogen
standards in the U.S. EPA effluent limitations guidelines.
Lemont Refinery discharges treated wastewater into the Chicago Sanitary and Ship Canal, a
secondary contact waterway, and periodically discharges more than 100 lb/day of ammonia
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
6
nitrogen. Therefore, Lemont Refinery discharge is regulated by the 3.0 mg/l ammonia nitrogen
discharge rule.
The refinery has not been able to consistently meet the 3.0 mg/l ammonia limit under the Illinois
regulations. Based on the results of previous evaluations performed in conjunction with the
petitions for the site specific rule changes, no economically feasible treatment methods were
identified which could ensure consistent compliance with a 3.0 mg/l ammonia nitrogen limit. As
discussed above, site specific rule changes were granted by the IPCB to the refinery under
Section 304.213 of the Illinois water pollution regulations. The site specific rule change exempts
the refinery from the ammonia limits under Section 304.122 of the Illinois regulations and
requires the refinery to meet the U.S. EPA BAT limitations for ammonia nitrogen pursuant to 40
CFR 419.23 (1992). The facility is also required to comply with a monthly average ammonia
nitrogen limit of 9.4 mg/l and a daily maximum ammonia nitrogen limit of 26.0 mg/l. In
addition, as part of the site specific rule change, the refinery is required to continue its efforts to
reduce ammonia discharge and to monitor and report nitrogen concentrations of its oil
feedstocks.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
7
SECTION 3.0
ANALYSIS OF EXISTING FACILITY
WITH RESPECT TO BAT AND NITRIFICATION
A detailed analysis of the wastewater treatment program was conducted in order to determine if
the refinery continues to be a BAT facility. Included in this analysis were evaluations of the
refinery wasteloads and the current wastewater treatment program. These were conducted with
regard to the ability of the system to provide consistent biological nitrification. The objects of
this analysis were to:
1. Determine if the waste loadings, and the hydraulic and ammonia loads in particular, are
consistent with BAT criteria;
2. Determine if the BAT effluent limitations guidelines and discharge permit criteria are
being met;
3. Determine if the physical facility is consistent with the EPA BAT technology model; and
4. Evaluate the present treatment program to determine if it is consistent with the refinery’s
objective of improving ammonia removal, and if additional changes in the program are
warranted.
The results of this analysis are presented in this section.
Currently, the refinery does not have long term crude supply agreements or super tanker
unloading facilities which could provide a fairly consistent grade of crude to the refinery.
Therefore, crude quality will vary significantly. In addition, the refinery is processing heavier
crudes. These factors affect the feed stock. There are frequent feed stock fluctuations which
result in chemical and operating changes throughout the day. These fluctuations affect the water
quality discharged to the wastewater treatment plant.
The maximum monthly production rate for Lemont refinery observed during the period of 1997
to present was 170,341 barrels per day which occurred in September 2005. The maximum
production of each individual process is presented in Table 3-1. The United States
Environmental Protection Agency uses these process capacities as the basis for defining effluent
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
8
TABLE 3-1
OBSERVED MAXIMUM MONTHLY PRODUCTION RATES
(1)
Process
Max Production
Rate
(bbl/day)
Crude Processes
Desalting
Atmospheric Distillation
Vacuum Distillation
168,626
168,626
82,807
Cracking Processes
Fluid Catalytic Cracking
Delay Coking
Needle Coking
69,098
40,326
6,413
Asphalt Production
Asphalt Production
Asphalt Oxidation
4,329
10,935
(1)
This is based on the monthly average production rates for the period used
to develop the current NPDES permit. Note that the maximum monthly
production rate reached 170,341 in September 2005. (This was after the
time period utilized for NPDES development).
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
9
criteria. The specific calculations to define the present design criteria are presented in Appendix
A.
The waste load to the refinery treatment system has become more variable. Several of the
factors which affect the waste loads are:
1. Operate consistently at design thru put rates;
2. Changes in the quality of crude; and
3. Feedstocks with a higher percentage of heavy crude.
Specifically, these problems are as follows:
1. Because of increased gasoline demand, refineries are operating at design capacities and
there is very little production variability on a month to month basis. This provides less
time for turnarounds and the potentials for malfunctions or upsets to occur is increased at
higher production levels.
2. Crude oil is delivered by pipelines and the nature of the pipeline sources means that there
can be significant variability on a batch to batch basis. Lemont has to continually review
the quality of the crude and make adjustments in chemicals and processing factors
especially in the crude desalting units. This variability can result in increased wasteloads
to the wastewater treatment plant.
3. Heavy crude is of a poorer quality than sweet crude. Heavy crude is most readily
available in the Midwest US because it is directly piped to this area. Heavy crude results
in more solid materials and asphaltenes. Therefore, the wasteloads in terms of COD, oil
and grease and TSS are greater than with other types of crude processed at the refinery.
This places a much greater emphasis on the wastewater treatment program to maintain
compliance with effluent criteria.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
10
3.1
ANALYSIS OF REFINERY WASTELOADS
The U.S. EPA effluent guidelines for the petroleum refinery category are based on the use of
sour water strippers. Sour water generally results from water brought into direct contact with a
hydrocarbon stream, such as when steam is used for stripping or mixing, or when water is used
as a washing medium, as in desalting. The U.S. EPA development document reported maximum
sour water stripper ammonia removal efficiencies of 95 percent or greater. In an analysis of
Lemont Refinery which was conducted in conjunction with the 1992 site specific rule change,
the combined average ammonia removal observed in the sour water strippers was 95 percent.
Lemont Refinery has maintained an ongoing program to optimize the performance of the sour
water strippers. This can be seen based on the data from the last fifteen years. During this time
period, the sour water stripper operation has been very effective. The data presented in the 1997
rule change request showed that ammonia removal efficiencies averaged in excess of 96.4
percent, and monthly average efficiencies have been observed in excess of 99 percent. The data
for the past ten years is presented in Table 3-2 and shows an average removal of 96.8 percent
with a number of monthly average removal efficiencies exceeding 99 percent. This type of
performance is indicative of the facility’s diligent program of improving performance. This
represents performance well exceeding the U.S. EPA model refinery objective and continues to
show improved removals since our analysis of the data as part of previous site specific rule
change applications.
A review of the characteristics of the primary effluent was performed in order to evaluate the
influent conditions to the activated sludge system. Design parameters were also evaluated for
potential additional treatment technologies to improve ammonia removal. The monthly average
secondary influent characteristics for the period August 1997 to March 2007 are presented in
Table 3-3.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
17
This data was analyzed statistically to determine the occurrence probability for flow and
pollutants based on the crude production rate of the refinery. The statistical analysis utilized the
data from August 1997 to March 2007. However, the data for the period August 2001 through
December 2002 were not included in this analysis because the crude unit was out of service.
Therefore, the waste loads were not typical during this period.
The statistically determined 90 percentile occurrences were utilized to estimate average monthly
conditions, and the 95 percentile occurrences were utilized to develop maximum daily
conditions. The production based flow values (in gal/bbl) and pollutant loads (in lb/1000 bbl)
were multiplied by 170,341 bbl/day, the maximum monthly crude charge observed during this
period, to determine design conditions for the refinery WWTP. The statistical analysis of this
data is included in Appendix B. A summary of the data is presented in Table 3-4.
Based on our analyses of the production based flow data, the refinery had reduced water usage
and even with the changes in production and crude quality, the refinery has maintained the
reduced water usage.
These data show that TSS, oil and grease and COD wasteloads have increased by greater than
60% as compared to historical data. These results are consistent with the increased usage of
heavy crudes. The increased COD and TSS loads place an increased stress on the wastewater
treatment plant and require more extensive operation in order to maintain effluent quality and
comply with the effluent regulations. The BOD is lower; however, the higher COD is expected
to result in a much slower to degrade organic component and requirements for tighter wastewater
treatment plant operation in order to achieve effluent quality criteria is needed.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
18
TABLE 3-4
SUMMARY OF DESIGN WASTEWATER LOADINGS
Design Monthly Average Loading
Design Monthly Average Loading
Parameter
lb/1,000 bbl
(1)
lb/day
lb/1,000 bbl
(2)
lb/day
Flow
BOD
5
TSS
O&G
COD
NH
3
Phenol
Sulfide
Fluoride
39
(3)
59
41
19
232
6.25
3.45
0.6
1.2
6.64
(4)
10,050
6,984
3,236
39,519
1,065
588
102
204
42
(3)
63
46
22
255
7
3.7
0.71
1.34
7.15
(4)
10,731
7,835
3,748
43,437
1,192
630
121
228
NOTE: Crude Charge = 170,341 bbl/day
(1)
90 percentile occurrence
(2)
95 percentile occurrence
(3)
gal/bbl
(4)
MGD
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
19
3.2
CURRENT WASTEWATER COLLECTION AND TREATMENT SYSTEM
The refinery has an extensive wastewater collection and treatment system. This system has
continued to be upgraded and improved. Figure 3-1 shows the Process Flow Diagram for
Lemont Refinery wastewater treatment system. A process design summary of the system is
presented in Table 3-5. This section presents a review of the specific components of the facility.
Separate collection systems for the process and non-process wastewaters have been developed.
The process wastewaters from the north plant and south plant areas of the refinery are collected
separately and can be pretreated in separate corrugated plate interceptors (CPI) for removal of
free oils and settleable solids. Cyanide and non-cyanide sour waters are stripped separately and
then combined with the south plant area process wastewaters upstream of the south plant CPI
separators. Stormwater and non-process wastewater from the refinery are collected and directed
into a 52 million gallon (MG) stormwater basin. This stormwater basin provides in excess of 14
days equalization capacity.
The discharge from the north plant and the south plant areas is pumped to two (2) 4.6 MG
process wastewater storage tanks (TK485 and TK486). These tanks, which replaced a single 2
MG tank (Tank 114), were put in service in early 1993. These tanks provide approximately five
(5) days of equalization capacity. The tanks are equipped with floating roofs with oil skimmers
and provide removal of free oils and settleable solids. The tanks are operated in parallel and
provide adequate capacity to allow shutdown and servicing of either of the tanks without
disruption of the treatment process. In 2000, the refinery installed an induced gas floatation
(IGF) system to treat the discharge from tanks 485 and 486. The induced gas floatation system
induces gas bubbles into the chemically treated process stream. This allows floatation and
skimming of the oil and suspended solids. The objective of the IGF is to remove insoluble
oil/organics and suspended solids. This allows this stream to go directly to the activated sludge
system.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
21
TABLE 3-5
PROCESS DESIGN SUMMARY EXISTING WASTEWATER TREATMENT PLANT
Unit
Plant Configuration
Stormwater Basin
Capacity, MG
52.0
Process Wastewater Storage Tank (TK485 & TK486)
No. Units
Capacity (each), MG
Total Detention Time, days
2
4.6
4.2
Induced Gas Flotation
Vessels
Outside Diameter (ft)
Length (ft)
Operating Pressure (psig)
Temperature (°F)
1
10
30
12
85-130
Equalization Tank
Capacity, gal
Depth, ft
Detention Time, @ 6.0 MGD, hrs
250,000
16
1.0
Sedimentation Tank
Diameters, ft
Side Water Depth, ft
Surface Area, sq ft
Overflow Rate, @ 6.0 MGD, gpd/sq ft
100
16
7,850
764
Aeration Tanks
No. of Tanks
Total Volume, MG
Depth, ft
Detention Time, @ 6.0 MGD, hrs
3
1.92
12
7.7
Aeration
Number of Blowers (2 on-line, 1 spare)
Horsepower, each
Total Horsepower Applied
Air Flow Rate, each, scfm
Discharge Pressure, psig
Total Operating Capacity, scfm
3
300
600
5,500
7.0
10,000
Final Clarifier(s)
Total Number
Diameter, ft
Side Water Depth, ft
Surface Area, sq ft (each unit)
Overflow Rate, @ 6.0 MGD, gpd/sq ft
2
100
14
7,854
382
Treated Water Basin
Capacity, MG
16
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
22
This modification has reduced the wasteload to the equalization basin and the sedimentation
tank. The 0.25 MG equalization tank still receives the cooling tower blow down, sanitary sewer
discharge, supernatant from sludge thickeners and the Zeolite softener backwash.
Stormwater is pumped from the stormwater basin into the equalization tank where it is mixed
with these streams, or it can be by-passed around the equalization tank and added directly to the
aeration basins. The combined equalization provided by the 9.2 MG in process wastewater
storage tanks, the 52 MG stormwater basin and the 0.25 MG equalization tank allows the process
wastewater and stormwater additions to the treatment plant to be controlled and regulated to
obtain the best performance through the WWTP.
To provide optimum conditions for ammonia nitrogen removal in the winter, stream is injected
into the equalization tank. The stream addition is provided to maintain aeration basin operating
temperatures of greater than 70°F. Since 1997, the minimum monthly average aeration basin
temperature has been over 73°F.
The combined wastewaters flow to a single stage activated sludge treatment system which
includes three (3) aeration basins operated in parallel with a total aeration basin volume of 1.92
MG. Aeration is provided by a fine-bubble diffused aeration system. Phosphorus is added to the
aeration basins as a nutrient for the biological organisms. The activated sludge is settled in one
of the two 100 ft diameter secondary clarifiers.
Because of air pollution regulations, the refinery has installed a scrubber on the carbon monoxide
boiler associated with the Fluid Catalytic Cracker (FCC) unit. This unit began operation in
October 2007. The purge stream from this unit is treated in a new physical-chemical treatment
system as shown in Figure 3-2. This purge treatment unit (PTU) is designed to handle 300 gpm
and this stream can contain an elevated ammonia nitrogen discharge. Therefore, a breakpoint
chlorination-dechlorination system has been
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
24
installed to treat the ammonia nitrogen in this discharge. As shown in Figure 3-1, this stream
discharges to the treated water basin where it is combined with the discharge from the activated
sludge system. The purge stream is inorganic and high in total dissolved solids and is not
compatible with a biological treatment system.
The tertiary treatment system consists of a 16 million gallon polishing lagoon known as the
Treated Water Basin (TWB). The purpose of the TWB is to provide additional settling of any
carryover solids from the secondary clarifier and provide further BOD
5
reduction. The TWB
serves as a holding/polishing pond. This water can be recycled to the refinery for fire protection.
The treated effluent from the TWB is discharged to the Chicago Sanitary and Ship Canal.
Our analysis of Lemont Refinery’s wastewater treatment system indicates that it exceeds the
BAT technology for wastewater treatment as presented in the 1982 U.S. EPA “Development
Document”. The BAT criteria used as the basis for the U.S. EPA effluent limitations guidelines
are compared with the refinery wastewater treatment system in Table 3-6. As shown in Table 3-
6 the refinery treatment system contains all of the BAT components outlined by U.S. EPA. In
addition to complying with the U.S. EPA model technology, the facility has continually made
improvements and upgrades to its wastewater management program to reduce effluent ammonia
and improve the overall performance of the treatment system. A summary of the improvements
and upgrades from 1997 to present is presented in Table 3-7. This program represents a total
expenditure in excess of $45,000,000. Based on the continued compliance with the effluent
criteria and improvements in effluent quality, it appears that these improvements and upgrades
have been successful.
3.3
COMPARISON OF LEMONT REFINERY’S WASTEWATER TREATMENT
PERFORMANCE WITH BAT
To determine if the performance of the treatment system is consistent with BAT, an analysis of
the treatment plant data was conducted. A detailed review of the WWTP performance data for
the period August 1997 to March 2007 was conducted. The secondary system operations data
and final effluent data are presented in Table 3-8.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
25
TABLE 3-6
COMPARISON OF BAT GUIDELINES WITH LEMONT REFINERY’S
WASTEWATER TREATMENT SYSTEM
BAT Guidelines
Lemont Refinery System
•
Sour water strippers
•
Sour water strippers provide in excess
96.5% average ammonia removal
efficiency
•
Flow equalization
•
Two (2) 4.6 MG process wastewater
storage tanks providing approximately
4.2 day equalization capacity in addition
to a 52 MG stormwater capacity which
provide 14 days equalization and a 0.25
MG equalization tank
•
Initial oil and solids removal
•
CPI separators
•
Additional oil and solids removal in the
two 4.6 MG process wastewater storage
tanks
•
Additional oil and solids removal
•
100 ft diameter primary clarifier with
polymer addition
•
Induced gas flotation
•
Biological treatment
•
Single-stage activated sludge system
•
Filtration or other final polishing
•
16 MG final polishing pond
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
26
TABLE 3-7
SUMMARY OF WASTE TREATMENT MODIFICATIONS/UPGRADES
1997-2007(1)
Year
Project
2000
Installed induced gas flotation system with
polymer addition to remove insoluble oil/organics
and suspended solids from the process water
storage tank discharge.
2003
Added additional strippers in the sour water
system for ammonia removal.
2003
Upgrade of Sanitare diffused aerators to improve
oxygen transfer – Cell B.
2006
Upgrade phosphoric acid feed system to optimize
the performance of nitrifying organisms.
2006
Upgrade of Sanitare diffused aerators to improve
oxygen transfer – Cell A.
2007
Installing purge treatment unit (PTU) to treat the
discharge from the FCC wet gas scrubber air
pollution control project. The treatment unit
includes wastewater filtration, solids dewatering,
breakpoint chlorination/dechlorination, heat
exchanger, and evaporative cooling tower.
2007
Upgrade of Sanitare diffused aerators to improve
oxygen transfer – Cell C.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
30
As a first step in evaluating the performance of the treatment plant, the secondary treatment plant
data was compared to the discharge criteria. Table 3-9 summarizes the calculated BPT and BAT
limits, the IEPA general effluent standards (contained in Section 304 of the Illinois regulations)
and the current NPDES limits for the refinery. These calculated BPT/BAT limits were used in
the recent July 2006 renewal of the NPDES permit.
A comparison of the regulatory limits (Table 3-10) with the treatment plant performance and
final effluent quality indicates that the treatment system has consistently achieved an effluent
quality which is significantly better than the applicable limits. The system has performed
excellently in terms of effluent quality and pollutant removal. The final effluent has consistently
complied with the mass based final effluent ammonia limitations contained in the NPDES permit
and is achieving significantly better performance than that required by the BAT/BPT guidelines.
3.4
REVIEW OF LONG TERM AMMONIA REMOVAL PERFORMANCE
The Refinery has continued to maintain an excellent long term ammonia nitrogen removal
program. This has been achieved in spite of an increasingly more difficult environment for
operating a petroleum refinery.
Changes in environmental regulations have required CITGO to undergo a major expenditure to
add a FCCU wet gas scrubber/selective catalytic reduction unit which has resulted in an
additional ammonia source. The refinery has added a new physical-chemical wastewater
treatment system to process this waste stream.
The demand for refined material has resulted in production near design capacities and use of
heavier crudes. These factors have resulted in increased loadings to the wastewater treatment
plant. The data shows that the refinery has made exceptional strides under difficult
circumstances. The annual average ammonia discharge to the Canal over the last 5 years has
averaged 102.4 pounds per day, with a net ammonia discharge of 76.2 pounds per day.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
31
TABLE 3-9
BPT & BAT LIMITATIONS AND IEPA/NPDES LIMITATIONS
BPT/BAT Limits
(1)
Illinois Regs
(2)
NPDES Permit Limits
Parameter
Monthly Avg.
lb/day
Daily Max
lb/day
Monthly Avg.
lb/day
Daily Max
lb/day
Monthly Avg.
lb/day
Daily Max
lb/day
Monthly Avg.
mg/l
Daily Max
mg/l
BPT (40CFR419.22)
BOD
CBOD
TSS
O&G
1,843.8
1,475.1
536.4
3,318.9
2,313.2
1,005.7
1,189
1,489
891.7
4,996
6,247
3,747
1,008.8
1,475.10
536.40
2,472.32
2,313.23
1,005.75
20
25
15
40
50
20
BAT (40CFR4192.23)
COD
NH3-N
Sulfide
12,873.4
1,005.7
9.72
24,808.2
2,212.6
21.79
559.8
3,247
12,873.6
1,005.75
9.72
24,808.50
2,212.65
21.79
9.4
26.0
BAT Settlement
Agreement
(40CFR419.23)
Phenol
Chromium, Tot.
Chromium, Hex.
Fluoride
Cyanide
12.07
29.5
1.88
24.81
50.29
4.02
17.8
59.5
5.94
2,288.7
5.94
74.9
249.8
37.47
3,747
25
10.28
11.99
.99
756.6
5.04
42.37
34.51
2.2
2,161.7
14.41
0.3
--
0.1
15
0.1
0.4
1.0
0.3
28.6
0.2
(1)
Calculated based on July 2006 renewal of NPDES permit.
(2)
Calculated from concentration based effluent standards and an average flow of 7.13 MGD and a daily maximum flow of 14.98
MGD.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
32
TABLE 3-10
SUMMARY OF MONTHLY AVERAGE EFFLUENT BOD, TSS AND AMMONIA
JANUARY 2006 – OCTOBER 2007
Month
Effluent BOD
(lb/day)
Effluent TSS
(lb/day)
Effluent Ammonia
(lbs/day
January 2006
162
329
250
February
220
378
403
March
131
310
287
April
141
400
284
May
147
423
241
June
194
357
26
July
141
219
75
August
122
245
15
September
161
356
26
October
217
309
16
November
197
109
18
December
114
259
21
January 2007
172
319
61
February
126
478
68
March
169
468
76
April
429
723
148
May
466
645
95
June
359
335
138
July
558
578
140
August
463
620
202
September
200
466
57
October
212
384
43
NPDES Permit
(lbs/day)
Monthly Average
1008.8
1475.1
1005.75
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
33
Approximately, 25 percent of the ammonia nitrogen discharge is due to background conditions in
the Canal.
The refinery has continued to maintain an excellent long term ammonia nitrogen removal
program. This has been achieved in spite of an increasingly more difficult environment for
operating a petroleum refinery.
The Lemont refinery has processed heavier crudes over the last 3 to 4 years. The use of heavier
crudes has resulted in higher solids and COD loading to the wastewater treatment plant. This has
made it exceedingly more difficult to maintain biological nitrification and nitrogen removal.
Since the year 2002, the chemical cost for pretreatment (TSS and oil and grease removal) has
risen by 500% and has become a significant expenditure of the treatment plant operating budget.
Also, because of the changes in the crude quality, a daily regiment to optimize chemical addition
to maintain the optimum performance of the treatment plant is required.
The higher solids loadings to the biological treatment plants have compounded and complicated
the maintenance of an adequate sludge age for biological nitrification. In spite of considerable
difficulties, the refinery treatment program has maintained consistent compliance with effluent
criteria and has maintained a very high quality effluent. A review of the data shows that changes
in crude quality have resulted in an increase in the effluent nitrogen discharge. A summary of
these data is presented in Figure 3-3. In spite of these difficulties, the refinery wastewater
treatment plant operating program has maintained compliance with the effluent criteria and has
consistently produced a BAT quality effluent.
The refinery has expanded its optimization program to handle problems related to changes in
production. This has included projects to optimize the induced gas floatation system, to further
improve solids removal, and to conduct pilot studies to evaluate alternatives for additional solids
removal.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
35
In addition, the refinery is a sponsor of a research effort being conducted by the Petroleum
Environmental Research Forum. Lemont in combination with BP, Conoco Phillips, Marathon
Ashland, ExxonMobil, Shell Global, Repsol and Total are conducting research studies to access
the performance of solid removal systems when processing heavy crude oils. This technology
evaluation is designed to analyze treatment options which could be used to pretreat or handle
crude solids. Revealing a viable solid removal technology would benefit the ammonia removal
optimization program as it would reduce the COD, oil and grease and TSS loads which have
increased with processing heavier crudes.
In light of the problem created because of changes in crude supply and processing heavier
crudes, the wastewater treatment program has been diligent and has continued to provide
excellent wastewater treatment plant operations. However, consistently meeting the 3.0 mg/l
ammonia nitrogen standard has not been achieved. This inconsistency is attributed in large part
to the inherent variability in refinery wastes. To determine other potential causes of the higher
effluent ammonia concentrations, the factors which affect ammonia removal were reviewed and
are discussed in the following section.
3.5
PARAMETERS WHICH CONTROL NITRIFICATION
In order to review the ability of the wastewater treatment system to provide biological
nitrification it is necessary to evaluate the plant operation with regard to those parameters which
control biological nitrification. The primary factors which affect nitrification in a biological
treatment system include F/M (food-to-microorganism ratio), sludge age, aeration basin pH,
aeration basin temperature, availability of alkalinity, and the aeration basin dissolved oxygen
(D.O.) concentration. The facility operating data for these parameters are included in Table 3-8.
The operating ranges for these parameters which have generally been found to provide optimum
nitrification performance in activated sludge systems are summarized in Table 3-11. This table
includes a comparison with the operation of Lemont Refinery treatment system. This shows that
the facility has operated the system under the conditions which are conducive to biological
nitrification. The specific parameters are discussed below.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
36
TABLE 3-11
TYPICAL OPERATING RANGES FOR NITRIFICATION
Parameter
Optimum Range
Lemont Refinery
Operation
(2)
F/M, lb BOD
5
/lb MLVSS-day
Sludge Age, days
D.O., mg/l
pH
Temperature, ºF
Less than 0.3
> 10
2.0
(1)
7.2 – 9.0
68 – 100
0.034 – 0.159
10 - >100
2.1 – 7.8
(3)
7.1 – 8.0
73 – 98
NOTES:
(1)
Average D.O. should be > 2.0 mg/l.
Minimum D.O. should be > 1.5 mg/l.
(2)
Based on monthly average data.
(3)
In May 2003, the D.O. averaged 1 mg/l; however, the effluent ammonia
averaged 5.15 mg/l. This is thought to have been a probe problem with
actual D.O. levels being higher.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
37
The F/M level, expressed as lb of BOD applied per day per lb mixed liquor volatile suspended
solids (MLVSS), is an important indicator of conditions suitable for nitrification to occur. The
lower F/M ratios normally provide an improved environment for nitrification to occur. The F/M
has been maintained at less than 0.16 lb BOD
5
/lb MLVSS-day over the last ten years. The BOD
loading over the last ten years has been lower than in previous years and provides an improved
condition to achieve biological nitrification.
These F/M ratios should provide an excellent opportunity for the system to achieve nitrification.
However, there still is periodic variability of the effluent ammonia concentrations. This data
indicates that F/M ratios do not appear to be a factor limiting nitrification.
Sludge age represents the average length of time the biomass remains in the treatment system.
The greater the sludge age the better the chance for nitrifying organisms to grow and for
biological nitrification to occur. Sludge ages of 10 days or more are generally adequate for
nitrification. During this period of operation, the increase in influent TSS levels due to heavier
crudes has made the control of sludge age difficult. However, the sludge age has consistently
been maintained at greater than 10 days and has typically been maintained at 20 to 100 days.
This is an indication of good wastewater treatment plant operation. The data indicates the
occurrence of elevated effluent ammonia concentrations, even at long sludge ages. Therefore,
sludge age does not appear to be a factor which limits nitrification.
The desired minimum dissolved oxygen concentration for biological nitrification is an average
D.O. of 2 mg/l with a minimum D.O. of 1.5 mg/l. Nitrifying bacteria are extremely sensitive to
D.O. concentrations. Adequate aeration is extremely important to ensure that D.O. levels are
adequate at all times throughout the aeration basins. The average aeration basin dissolved
oxygen concentration has been excellent over the 1997 through 2007 time period. The D.O. has
averaged in excess of 4.5 mg/l over the last three (3) years. The aeration system includes
ceramic fine bubble diffusers which are distributed uniformly over the entire aeration basin floor.
The aeration system provides consistently adequately D.O. levels throughout the basins and
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
38
provides a very uniform mixing pattern. Based on this, D.O. does not appear to be a factor
limiting nitrification.
Optimal nitrification performance occurs in the pH range between 7.2 and 9.0 and in the
temperature range between 68 and 100ºF. Aeration basin pH and temperature have remained
within acceptable ranges throughout the period under review. The refinery has provisions to add
steam to maintain the aeration basin temperature above 70ºF. This is a very desirable feature for
maintaining optimum treatment and nitrification performance. The lowest monthly average
temperature over the period evaluated was 73ºF in November 2002 and over the last two (2)
winters the average aeration basin temperatures has been 80ºF or above. This data indicates that
the pH and temperature have been maintained well within the optimum range for nitrification.
The nitrification reaction consumes 7.1 mg/l of alkalinity (as calcium carbonate) per 1 mg/l of
ammonia nitrogen removed. Inadequate alkalinity can result in sharp decreases in pH which can
upset the treatment system. The system has had adequate alkalinity available based upon
residual alkalinities and pH in the effluent. Alkalinity has consistently been available in the
influent, and supplementary alkalinity is added when needed to maintain an effluent residual.
Therefore, alkalinity is not a factor limiting nitrification.
In summary, the Lemont Refinery wastewater treatment system has consistently operated at F/M,
sludge age, DO, alkalinity, pH and temperature levels normally found to be satisfactory for
single-stage biological nitrification.
3.6
SUMMARY
An analysis of the Lemont Refinery wastewater collection and treatment system was conducted
to determine if the system continues to be a BAT facility. The results of this analysis indicate
that the refinery has a state-of-the art wastewater treatment system which exceeds BAT criteria
and allows compliance with all U.S. EPA refinery discharge regulations and with the current
NPDES permit for the facility. The wastewater treatment system has been operated under
conditions which are optimum to achieve biological nitrification. However, the system has been
unable to consistently achieve biological nitrification. The data has demonstrated that the
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
39
wastewater treatment system is not able to consistently provide biological nitrification to meet
the 3.0 mg/l ammonia nitrogen standard as required in the Illinois regulations.
Lemont Refinery has an ongoing program to optimize the wastewater treatment system and to
address problems caused by use of heavier crudes. This appears to be the proper direction for
improving wastewater treatment plant performance.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
40
SECTION 4.0
ANALYSIS OF ALTERNATIVES
An alternative procedure for Lemont Refinery to assure sufficient ammonia removal is the
utilization of additional treatment technologies. The additional treatment technologies would
have to comply with an effluent ammonia nitrogen level of 3 mg/l or less on a consistent basis.
AEI conducted an analysis of these treatment technologies for application at the refinery based
on technical and economic feasibility. AEI also reviewed the treatment technologies employed
at the other Illinois refineries to determine if they were employing treatment approaches which
differed from the Lemont system.
4.1
SELECTED TECHNOLOGIES FOR EVALUATION
There are a number of technologies which have been reported to be applicable for providing
ammonia removal. A large number of technologies were considered and the following
technologies and variations were deemed appropriate for evaluation at Lemont Refinery:
1. Biological Treatment Technologies/Adaptations
a. Single-stage activated sludge.
b. Single-stage activated sludge with the supplement of specialized bacteria.
c. Single-stage activated sludge with a powdered activated carbon supplement.
d. Single-stage activated sludge membrane bioreactor.
e. Two-stage activated sludge.
f. Two-stage biological treatment using activated sludge for the first stage and a
fixed media system for the second stage.
2. Land Treatment
3. Wetlands Polishing
4. Physical – Chemical Technologies
a. Ion exchange.
b. Air stripping.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
41
c. Steam stripping.
d. Breakpoint chlorination.
Based on a review of available literature, previous studies on Lemont Refinery wastewater, and
our personal experience with similar wastewaters, this list of technologies was reduced to the
four with the greatest potential for achieving the Illinois 3.0 mg/l ammonia nitrogen standard on
a consistent basis. The four technologies selected for consideration at Lemont Refinery are:
1. Activated sludge with powdered activated carbon addition (PACT);
2. Activated sludge with a fixed media system;
3. Activated sludge with membrane bioreactor; and
4. Activated sludge with breakpoint chlorination and dechlorination.
Process designs were developed for each of the four selected ammonia nitrogen removal
technologies. The process designs presented in this chapter were developed to treat the design
waste loadings presented in Table 3-4. The advantages and disadvantages for each alternative
are summarized in Table 4-1.
This section will focus primarily on a presentation of the actual design parameters, the required
modifications to the treatment system to implement these technologies, and a comparative cost
estimate for each design alternative. The assumption in this discussion is that the selected
alternatives will work and be reliable. However, it is not certain that the refinery can
consistently comply with the 3.0 mg/l ammonia nitrogen standard even with implementation of
one of these technologies.
The alternatives presented in this report utilize end-of-pipe processes. Each design has been
developed as a complement to the existing WWTP. Each addition to the existing WWTP is
designed to improve the existing WWTP’s nitrification capabilities, and add reliability and
dependability to the system.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
42
TABLE 4-1
SUMMARY OF POTENTIAL TECHNOLOGIES
Method
Advantages
Disadvantages
Powdered Activated Carbon
System
Removes toxic compounds;
Enhances nitrification; Aids
solids settling; Removes color.
Increased quantity of sludge
produced; High operating
cost; Abrasion to mechanical
equipment; May require
expensive sludge disposal and
carbon regeneration facilities;
No proven process reliability
for this type of application.
Fixed Media System
Media provides a good growth
mechanism for nitrifying
organisms; Easier and less
costly to operate than PAC or
membrane bioreactor; Low
heat loss.
Chemical incompatibility with
the refinery wastewater may
limit media life; No proven
process reliability for this type
of application; Based on a
biological process.
Membrane Bioreactor
Allows operation at longer
sludge ages; Potential for
water reuse.
Relatively new technology
application; Fouling of
membrane; Potentially short
membrane life; Increased
extracellular polymeric
substance generation; No long
term experience of this
application (fouling and
foam).
Breakpoint Chlorination and
Dechlorination
Low capital cost; Easy process
control.
High operating cost; Potential
for formation of toxic
chlorinated hydrocarbons;
Handling large quantities of
chlorine; Requires
dechlorination; State of
Illinois (IEPA) is against use
of chlorination for organic
wastewaters; creates by-
products in the treated water
which have greater water
quality concern than the
ammonia being treated.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
43
4.2
ACTIVATED SLUDGE WITH POWDERED ACTIVATED CARBON ADDITION
The activated sludge process with the addition of powdered activated carbon provides an
enhancement of the treatment system by providing removal of biologically resistant organics.
The mechanism for powdered activated carbon to enhance biological nitrification appears to be
through removal of inhibitory compounds rather than enhanced nitrifier growth on the surface of
suspended solids. In this process, powdered activated carbon is added to the aeration basin
mixed liquor. The system includes a wet air oxidation process which allows for recovery of the
powdered activated carbon (PAC).
Design information for the single-stage activated sludge system incorporating powdered
activated carbon addition is shown in Table 4-2. A simplified process flow diagram is presented
in Figure 4-1, utilizing the existing WWTP. The system will require the construction of a third
secondary clarifier to handle both the additional solids loading from the powdered carbon and the
slower settling nitrifying bacteria, and addition of a wet air regeneration system.
An average F/M ratio of 0.1 lb BOD
5
applied/lb MLVSS-day is assumed for this design, with an
average MLVSS concentration of 6,750 mg/l. The design sludge age is 12 days based on the
average flow rate of 6.64 MGD. PAC will be added at a rate of 100 mg/l. These conditions
should enable the system to nitrify, and the PAC could provide adsorption of any inhibitory
substances to the biological nitrification process which may be present.
The carbon will be mixed in slurry form and pumped into the WWTP. The PAC would be
regenerated on-site in a wet air regeneration system. This will provide a ninety (90) percent
PAC recovery. The remaining portions of the system would remain intact, with the addition of a
third secondary clarifier and a gravity thickener for thickening spent PAC prior to wet air
regeneration. Some upgrading of the existing system may be necessary to handle the increased
abrasion due to the presence of the PAC, but no costs are included in our estimate for this
upgrade.
The cost estimate for this option includes facilities for carbon regeneration and sludge disposal.
It is assumed that continuation of the present sludge disposal practices will not be possible
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
44
TABLE 4-2
PROCESS DESIGN SUMMARY FOR ACTIVATED SLUDGE WITH PAC
Parameter
Units
Design Value
BOD Load
NH3 Load
Flow
lb/day
lb/day
MGD
10,050
1,065
6.64
Aeration Basin
Average F/M (BOD)
Average MLSS
Total Hydraulic Retention Time
Total Required Volume
Number of Aeration Basins
Average Waste Sludge
Oxygen Requirements
Carbon Addition
lb/lb-day
mg/l
days
MG
lb/day
lb/day
mg/l
lb/day
0.1
6,750
0.29
1.92
3
9,000
16,400
100
5,540
Secondary Clarifier
Overflow Rate
Total Clarification Area
Number of Clarifiers
Selected Clarifier Diameter (existing)
(new)
Average Underflow Concentration
Average Recycle Flow
Average Recycle Rate
gpd/sq ft
sq ft
ft
ft
mg/l
MGD
%
300
22,100
3
2@ 100
1 @ 100
10,000
3.32
50
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
46
because of the presence of the PAC in the waste sludge. Construction of the new facilities will
cost approximately $14,800,000, with an annual operating cost of $ 1,424,000. The annualized
cost for this alternative is $3,630,000 per year, assuming a capital recovery factor for 10 years at
8 percent interest.
Although it is anticipated that powdered activated carbon process can improve biological
nitrification, there is no assurance that it will provide compliance with the 3 mg/l ammonia
nitrogen criteria. The powdered activated carbon may not be able to adsorb the compounds
which limit nitrification at Lemont Refinery, and there is the possibility that compounds
adsorbed onto the activated carbon can deadsorb, under certain conditions. This could increase
inhibition of the nitrifying organisms.
Additional concerns include increased sludge production and higher operating costs. The
addition of the carbon can be abrasive to the mechanical components of the treatment plant.
Overall, there is no proven process reliability that the technology will achieve continuous
compliance with the 3.0 mg/l ammonia nitrogen effluent criteria.
4.3
ACTIVATED SLUDGE WITH A FIXED MEDIA SYSTEM
The operation of an activated sludge system with a fixed media system can provide a mechanism
for improving biological nitrification. In this process the activated sludge system provides a
suspended growth biological system for removal of the organic components in the wastewater.
This is then followed by a fixed media rotating biological contactor (RBC). The RBC consists of
large diameter closely spaced circular discs, with corrugated plastic media mounted on a
horizontal shaft placed in a concrete tank. The discs are submerged in the wastewater and slowly
rotate through the wastewater. The surface of the discs provide an ideal mechanism for
nitrifying organisms to grow. Since the activated sludge process provides organic removal, this
limits competition on the disc surface between the organisms which remove carbon and the
nitrifying organisms.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
47
The design parameters and process flow diagram for the fixed media attached-growth rector
system are presented in Table 4-3 and Figure 4-2, respectively. This would be operated as an
aerobic process. A tertiary clarifier would be required following the reactors, since there will be
some sludge sloughing and additional solids discharging into the RBC system.
The current activated sludge system with the addition of a third secondary clarifier would
provide the first stage of the process. The RBCs utilized for the nitrification stage contain a total
of 6.64 million sq ft of media area. This would be split into three or four stages to achieve low
effluent ammonia nitrogen concentrations. Twelve foot diameter, high-density media is
specified to minimize the total number of shafts and cost. The use of this media is possible due
to the low organic removals which will take place in this treatment step. The hydraulic loading
rate used for this design is 1.0 gpd/sq ft. This corresponds to 6235 sq ft/lb of influent ammonia
nitrogen. The design overflow rate of the third clarifier is 600 gpd/ft
2
.
The total capital cost of installing an RBC system following the existing treatment plant is
estimated to be approximately $13,500,000. Operation and maintenance costs were estimated to
be approximately $1,220,000 per annum. The total annual cost is $3,220,000/year.
There are potential problems associated with a fixed film nitrification process. The nitrifiers are
sensitive to a number of compounds and this can inhibit biological nitrification. There is a
potential of chemical incompatibility with the refinery wastewater. This can result in premature
failure of the RBC media. RBC units have been plagued with shaft failure problems caused by
structural design problems, metal fatigue and excessive biomass accumulation. Because of these
problems there is no assurance that this technology can consistently comply with the 3.0 mg/l
ammonia nitrogen criteria.
4.4
ACTIVATED SLUDGE WITH MEMBRANE BIOREACTOR
A membrane bioreactor (MBR) is a system which couples the activated sludge process with
membrane separation of the treated effluent from the mixed liquor. This separator eliminates the
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
48
TABLE 4-3
PROCESS DESIGN SUMMARY FOR ACTIVATED SLUDGE WITH
A FIXED MEDIA SYSTEM
Parameter
Units
Design Values
Fixed Media System
Type
Diameter
Hydraulic Loading Rate
Area Requirement
Total Media Surface Area
Media Type
No. of Stages
ft
gpd/sq ft
sq ft/lb NH
3
-N
10
6
sq ft
Rotating biological contractor (RBC)
12
1
6235
6.64
High Density
3-4
Additional Secondary Clarifier
Type
Number
Diameter
Side Water Depth
ft
ft
Circular
1
100
16
Tertiary Clarifier
Type
Number
Diameter
Side Water Depth
ft
ft
Circular
1
120
16
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
50
need of a separate secondary clarifier since the membrane section can be added directly to the
aeration basins. The advantage of the MBR process is mainly due to the fact that high MLVSS
levels and sludge ages can be maintained in the aeration basin. This is a relatively new
technology and there is limited experience in applying this technology to the petroleum refining
industry for nitrogen removal.
There are several advantages associated with the MBR which makes this an alternative for
consideration. The MBR process allows retention of suspended matter and most soluble
compounds within the bioreactor thus leading to a good quality effluent and provides very good
control with regard to sludge age since the system can be operated with a higher biomass
concentration.
The design of the system is based on a minimum sludge age of 20 days with a minimum MLSS
of 5,800 mg/l. In this alternative, the existing secondary clarifiers would be converted to sludge
thickeners. Each basin would be equipped with 320 membrane modules of Siemens (or
equivalent) B2OR, poly vinylidinedifluoride (PVDF). These modules would incorporate filtrate
and air supply header integrally.
Table 4-4 presents the design information for the membrane bioreactor system. Figure 4-3
presents the process flow diagram for the membrane bioreactor activated sludge system.
The total capital cost including aeration tank equipment, membrane modules, air scouring and
filtrate water distribution equipment is estimated to be $54,700,000. The annual operating cost
for this system is $3,280,000. The total annualized cost for the membrane bioreactor alternative
is $11,400,000.
There is limited data on the utilization of MBR systems for biological nitrification applications in
the refining industry. The membrane process allows operation at high MLVSS levels; however,
since the membrane retains low molecular weigh compounds it may be possible to build up a
concentration of inhibitory compounds. Full scale MBR systems have experienced problems
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
51
TABLE 4-4
PROCESS DESIGN FOR MEMBRANE BIOREACTOR ACTIVATED SLUDGE
Parameter
Design Value
Aeration Basins
Number
Volume (MG per basin)
MLSS (mg/l)
Membrane Units
Number of Modules per unit
Module Type
Related Equipment
Membrane Cleaning
3
1.92
5800
One per basin
320 per basin
Siemens or equivalent - B3OR poly vinylidinediflouride
Filtrate and air supply header
Air souring
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
53
with foaming and fouling of membranes. This necessitates expensive cleaning and replacement
operations. This process has a very high capital cost and if the membranes need to be replaced,
the operating costs would increase significantly. In addition, the process may not be able to
provide consistent compliance with the 3.0 mg/l ammonia nitrogen criteria.
4.5
ACTIVATED SLUDGE WITH BREAKPOINT CHLORINATION/
DECHLORINATION
Activated sludge with breakpoint chlorination/dechlorination utilizes a physical chemical process
for nitrogen removal following the activated sludge system. Specifically, the wastewater with
nitrogenous compounds is chlorinated with a sufficient dosages of chlorine to produce a free
chlorine residual. The hypothetical breakpoint curve is based on a 9:1 Cl:NH
3
ratio. The end
products of the breakpoint reaction are primarily nitrogen gas (N
2
) and secondarily, nitrate-
nitrogen (NO
3
-
). Any residual chlorine is removed using a dechlorination agent (usually a
reduced sulfur compound).
Breakpoint chlorination provides chemical destruction of the ammonia nitrogen. This alternative
is the simplest of the proposed alternatives in terms of operation and equipment requirements.
Table 4-5 and Figure 4-4 present the design parameters and the flow diagram for this process
alternative.
A chlorine contact chamber with a 20 minute detention time, and facilities to add a maximum of
10,710 lb/day of chlorine are included. Chlorine is fed at a 8:1 to 10:1 chlorine-ammonia
nitrogen ratio. Caustic is added to offset the pH reduction which occurs when the reaction
converts ammonia to hydrochloric acid and nitrogen gas. The caustic requirement is estimated at
10,850 lb/day.
Dechlorination is accomplished by adding sulfur dioxide after the chlorine reaction is completed.
A reaction tank volume of approximately 9,700 gallons would be required to provide the 2
minute retention time necessary to complete this second
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
54
TABLE 4-5
PROCESS DESIGN SUMMARY FOR ACTIVATED SLUDGE WITH
BREAKPOINT CHLORINATION AND DECHLORINATION
Parameter
Units
Design Values
Breakpoint Chlorination
Max Influent Ammonia Load
C1
2
/NH
3
-N Ratio
Max Chlorine Requirements
Caustic Requirements
Detention Time
Reactor Volume
Dechlorination
C1
2
Residual
SO
2
/C1
2
Ratio
SO
2
Requirement
Dechlorination Time
Reactor Volume
lb/day
lb/lb
lb/day
mg/l
lb/day
min
gal
mg/l
lb/day
lb/lb
lb/day
min
gal
1,190
9
10,710
196
10,850
20
92,000
5
277
1
277
2
9,700
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
56
reaction. This reaction is fast enough that in-line dechlorination can be considered, but for
estimating purposes, a reaction tank is included. Assuming a 5 mg/l chlorine residual,
approximately 280 lb/day of sulfur dioxide will be required.
Capital construction costs for the feed equipment, the reaction tanks, and the third secondary
clarifier are estimated at $1,400,000. The annul operating cost is estimated to be $3,332,000.
The estimated total annualized cost is $3,640,000 for the chlorination/dechlorination system.
The chlorination/dechlorination process can remove ammonia. However, there are potential
downside risks of this option. Chlorine as well as chlorinated organic by-products are generally
toxic to fish as well as harmful to aquatic biota even at low concentrations. The use of
dechlorination removes residual chlorine but does not remove chlorinated organics which are
byproducts of the chlorination process.
The use of chlorine for water and wastewater disinfection is of concern for regulatory authorities
in the treatment of organic wastewaters. In the wastewater treatment field, chlorine is known to
react with organic matter to form disinfection byproducts such as trihalomethanes. These are
carcinogens and can be toxic to aquatic species. Due to the higher organic content of
wastewaters as compared to drinking water, wastewater chlorination can result in the production
of a much greater quantity and a much wider range of organic compounds. These chlorinated
organic compounds exhibit acute toxicity, bioaccumulation and/or sublethal affects and have
come under increasing scrutiny and regulation around the world.
Numerous organizations have proposed the prohibition of the use of chlorine and chlorine
containing compounds for treatment of organic wastewaters because of the toxicity of
chlorinated organic by-products. The Illinois Pollution Control Board has eliminated
chlorination as a requirement for disinfection in many municipal wastewater treatment plant
discharges, where it had previously been required. The trend is away from the use of chlorine
for treatment of organic wastewaters. Because of these concerns, the use of breakpoint
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
57
chlorination/dechlorination is not a justifiable treatment technology on organic containing
wastestreams for Lemont Refinery.
Breakpoint chlorination/dechlorination is being used to remove ammonia in the PTU. However,
this is an inorganic wastewater and will not produce chlorinated organic by-products. The
dechlorination process will remove the residual chlorine.
4.6
ANALYSIS OF TECHNOLOGIES UTILIZED AT ILLINOIS REFINERIES
In conjunction with the review of alternative technologies to upgrade the Lemont Refinery, a
review of the treatment technologies in place at other Illinois refineries was conducted. The
refineries included:
Conoco-Phillips
Roxana, IL
Exxon-Mobil
Joliet, IL
Marathon
Robinson, IL
A summary of this analysis is presented in Table 4-6.
This analysis indicated that the treatment technologies at all the Illinois refineries are very
similar. All have preliminary oil separation followed by an additional oil-water separator using a
gas flotation process. The biological treatment process is activated sludge. The overflow rates
on the secondary clarifiers are similar. The only difference in the treatment systems appears to
be the activated sludge retention time. The Conoco-Phllips and Marathon refineries have a
longer retention time than the Lemont Refinery. The Exxon-Mobil and Lemont Refinery have
similar activated sludge retention times. The activated sludge is followed by polishing ponds at
all refineries except Marathon which has final filters.
4.7
CONCLUSIONS
The treatment process at the Lemont Refinery is similar to that at the other Illinois refineries. All
of the refineries employ the activated sludge process for nitrogen removal.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
58
TABLE 4-6
COMPARISON OF WASTEWATER TREATMENT AT ILLINOIS REFINERIES
AEI JOB NO. N356-01
Refinery
System
Conoco
Phillips
Exxon
Mobil
Lemont
Marathon
Initial Oil and Solids Removal
Oil/Water Separator
API Separator
Two-4.6 MG Process
Separation Tanks
API Separator
Additional Oil and Solids Removal
Dissolved Nitrogen
Flotation
Air Flotation
Induced Gas Flotation
Dissolved Nitrogen Flotation
Biological Treatment
Activated sludge with 1.31
days detention time and
450 gpd/ft
2
clarifier
overflow
Activated sludge with 10.9
hrs detention time
(upgrading to 19.4 hrs).
Clarifier overflow 392
gpd/ft
2
Activated sludge with 7.7 hrs
detention time and 382
gpd/ft
2
clarifier overflow
Activated sludge with 1.54
days detention time and 227
gpd/ft
2
clarifier overflow
Tertiary Treatment
Polishing ponds 5.4
MMgal
Polishing pond 4.9
MMgal
Polishing in treated water
basin (polishing pond)
16 MMgal
Final filtration
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
59
Estimated costs for the four most viable alternatives to upgrade the Lemont wastewater treatment
system are presented in Table 4-7. The least expensive of these technologies is the fixed media
biological treatment unit. Additional ammonia removal may be achievable by upgrading the
treatment plant with additional treatment steps such as a fixed media biological treatment unit.
However, this would be at significant cost, and it is uncertain that the upgraded system would
achieve consistent compliance with the 3.0 mg/l ammonia nitrogen standard. Therefore,
upgrading the treatment system with additional treatment technologies for ammonia removal is
not justified.
The ongoing optimization program at Lemont Refinery has resulted in improved ammonia
nitrogen removal. The Refinery has participated in pilot studies and research programs to
address problems because of higher solid loadings. It is anticipated that the refinery will be able
to improve treatment plant performance based on research through the Petroleum Environmental
Research Forum. In addition, improved performance is anticipated in conjunction with
continued optimization. However, the capability of any system is limited in large part due to the
inherent variability in refinery wastes.
We recommend that Lemont Refinery continue its ongoing wastewater treatment improvement
programs. These efforts should be directed toward obtaining the maximum possible ammonia
removal on a consistent basis. Continued development of operational data under the varying
conditions inherent with refinery wastes will help to improve the performance of the system, and
will allow the maximum ammonia removal capability of the system to be achieved.
35606r003
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
60
TABLE 4-7
SUMMARY OF PROJECT COST ESTIMATE
AEI JOB NO. N356-01
CASE
CASE 1
CASE 2
CASE 3
CASE 4
CASE DESCRIPTION
ACTIVATED SLUDGE
& POWDERED
ACTIVATED CARBON
ACTIVATED SLUDGE
WITH A FIXED MEDIA
SYSTEM
MEMBRANE
BIOREACTOR
ACTIVATED SLUDGE
ACTIVATED SLUDGE,
BREAKPOINT
CHLORINATION/
DECHLORINATION
Major Processes Cost
Site Work, Pumps and Piping
Electrical
Engineering
Contingency
Total Project Cost
$9,264,600
$592,400
$1,000,000
$1,480,000
$2,463,000
$14,800,000
$8,487,000
$492,000
$945,000
$1,341,000
$2,235,000
$13,500,000
$35,710,000
$492,000
$4,016,000
$5,432,000
$9,050,000
$54,700,000
$468,000
$248,000
$127,000
$209,000
$348,000
$1,400,000
Major O&M Cost (annual)
$1,424,000
$1,220,000
$3,280,000
$3,332,000
Equivalent Annual Cost (a)
$3,630,000
3,220,000
$11,400,000
$3,640,000
(a) Based on a Capital Recovery Factor for 10 years @ 8% interest.
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
APPENDIX A
CALCULATION OF EFFLUENT CRITERIA
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *
Electronic Filing - Received, Clerk's Office, March 18, 2008
* * * * * AS 2008-008 * * * * *