BEFORE THE POLLUTION CONTROL BOARD
OF THE STATE OF ILLINOIS
RECEIVED
CLERK'S OFFICE
JUN 2
31997
STATE OF ILLINOIS
POLLUTION CONTROL BOARD
IN THE MATTER OF :
)
R97-28
SITE SPECIFIC PETITION OF
)
(Water
- Regulatory)
MOBIL OIL CORPORATION FOR
)
RELIEF FROM 35 ILL . ADM
. CODE 304.122,
)
AMMONIA NITROGEN EFFLUENT STANDARDS
)
NOTICE OF FILING
To: Ms
. Dorothy Gunn
Margaret P . Howard, Esq .
Clerk
Illinois Environmental Protection Agency
Pollution Control Board
2200 Churchill Road
100 West Randolph, Suite 11-500
Springfield, Illinois 62794
PLEASE TAKE NOTICE that this day I have filed with the Illinois Pollution
Control Board the
TESTIMONY OF LILLIANA GACHICH, JAMES E . HUFF AND
JOHN H. KOON
on behalf of Mobil Oil Corporation
. Copies are attached and served upon
you .
Respectfully submitted,
Dated: June 23, 1997
ROSS & HARDIES
James T. Harrington, Esq
.
David L. Rieser, Esq
.
David A. Piech, Esq .
150 North Michigan Avenue
Suite 2500
Chicago, Illinois 60601
(312) 558-1000
THIS FILING IS SUBMITTED ON RECYCLED PAPER
1
Refinery
. Specifically, I am responsible for the NPDES Permit administration and all other water
related issues
. My education background consists of a Bachelor's Degree in Chemistry and a
Master's Degree in Organic Chemistry . I have been employed by Mobil Oil for nineteen years,
thirteen years at the Joliet Refinery and six years at the Beaumont Refinery in Texas . Prior to
assuming my current duties as an Environmental Advisor, I held the position of Supervisor of the
Laboratories at both Joliet and Beaumont
. During my employment with Mobil Oil, I have participated
in a number of environmental projects and, most recently, I was the team leader for the Joliet
Refinery Waste Water Treatment Plant Nitrification Optimization Study and Upgrade project . I also
helped prepare the PETITION FOR SITE-SPECIFIC RELIEF FROM 35 ILL . ADM
. CODE 304 .122 and
am hereby stating that the facts contained in the petition and its attachments are all true and
correct .
On March 3, 1994 the Illinois Pollution Control Board (PCB) granted Mobil a four year variance from
Section 304 .122(b) (
PCB 93 -151) with a monthly average effluent ammonia concentration of 13
mg/I and a daily maximum of 26 mg/I . Subsequently, the variance was extended by one year .
During the term of the this variance, Mobil was to perform an extensive investigation to identify
means by which Mobil can come into compliance with Section 304
.122(b), submit six month
progress reports detailing the investigation findings, and ultimately submit a compliance plan with
Section 304 .122(b) or seek a Site Specific relief
.
The purpose of my testimony today is to describe the WWTP historical performance, its current
configuration and Mobil's efforts during last three years to minimize ammonia concentration in its
effluent
. The testimony will describe the findings of the Nitrification Optimization Study, the actual
mechanical upgrades of the WWTP and the current WWTP Performance .
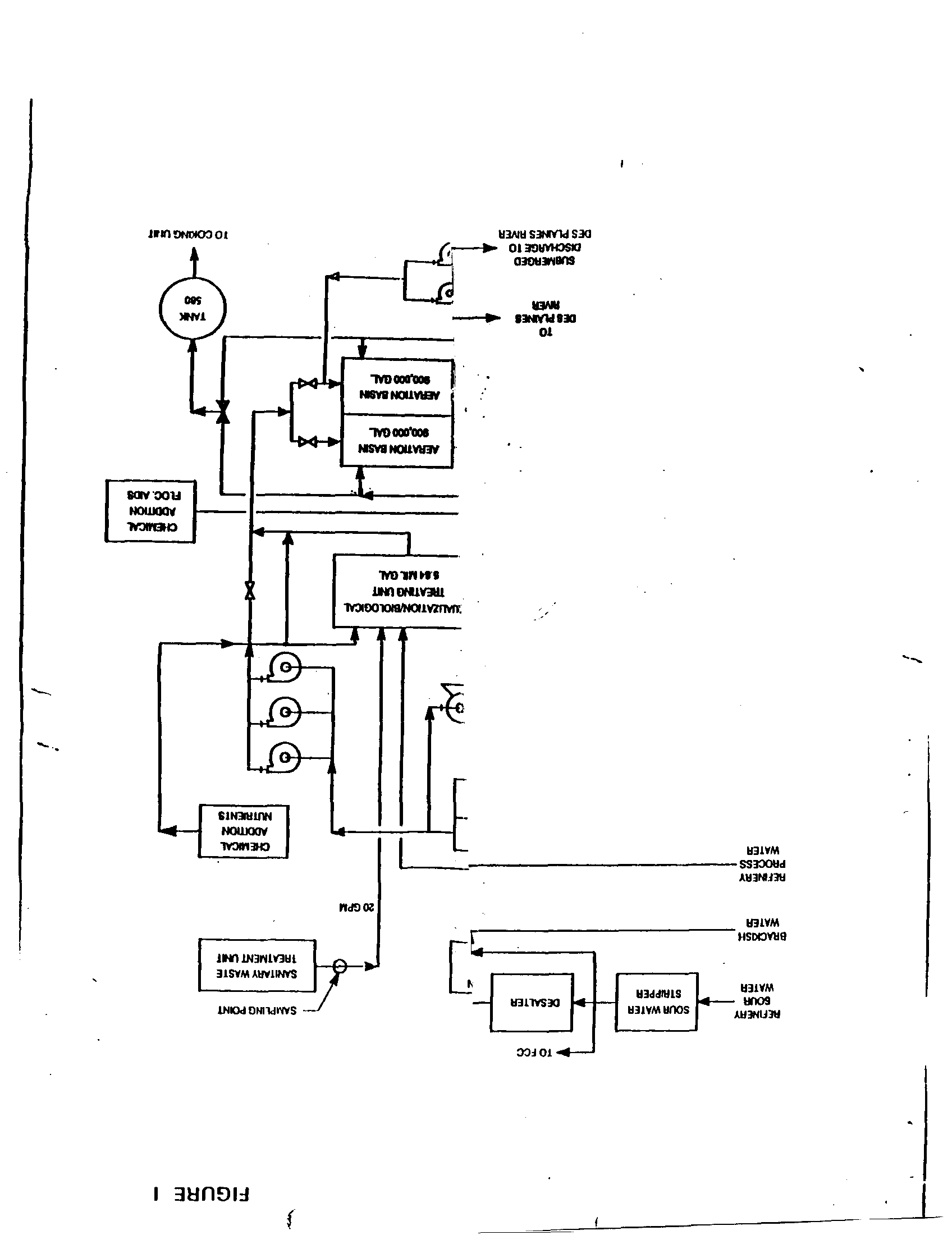
WASTE WATER TREATMENT PLANT CONFIGURATION
An average of about 1900 gallons per minute (gpm) of process wastewater and contaminated
surface run-off is processed through the Refinery WWTP, shown in Figure I
. This is mainly
accomplished by a program to increase cooling tower recycling and in-plant water reuse, thereby
lessening water discharge to the sewer
. The modern design features, such as separation of the
storm water and the process water systems and extensive water reuse enable Mobil to achieve an
effluent discharge rate of only 14 gallons per barrel of crude oil refined .
In comparison, under the BAT guidelines, the discharge rate for a refinery of Joliet's size and
configuration would be about 5200 gpm, which translates to about 38 gallons of effluent per barrel
of crude oil refined . However, the conservation efforts inevitably result in more concentrated
effluent
. In the case of Mobil, the multiple between BAT guideline discharge rate and the actual
rate is 2 .7 (38 gal/bbl : 14 gal/bbl)
. If a similar concentration effect were applied to the existing
NH, -
N effluent standard, it would result in an "equivalent" increase from 3 .0 mg/I to 8.1 mg/I .
Or conversely, because of the additional water available for dilution, Mobil's 1996 annual average
NH3
- N effluent concentration would have been 1 .4 mg/I instead of 3 .9 mg/I .
THIS FILING IS SUBMITTED ON RECYCLED PAPER
RECEIVED
STATE OF ILLINOIS)
CLERK'S OFFICE
COUNTY OF WILL )
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
JUN 2
31997
IN THE MATTER OF :
)
STATE OF ILLINOIS
PETITION OF MOBIL OIL
1
POLLUTION CONTROL BOARD
TO AMEND
)
R 97-28
REGULATIONS
1
PERTAINING TO
1
WATER POLLUTION
1
TESTIMONY OF LILLIANA GACHICH
My name is Lilliana Gachich . I am an Environmental Advisor for Mobil Oil Corporation, Joliet
The Waste Water Treatment process consists of :
•
Sour Water Stripper
•
Desalter
•
TK 103
•
Benzene Air Stripper
•
Diversion Basin
•
Dual Channel Preseparation Flume
•
API Oil Separator
•
Dissolved Air Flotation
•
Equalization Biological Treatment Unit
2
o Primary removal of ammonia and sulfides
•
Partial removal of phenolics and in- plant
water reuse
•
Primary equalization
•
Removal of benzene, sulfides, and volatile
organics
•
Basin used for hydraulic overflow during
wet weather
•
Primary solids removal
•
Primary Oil separator
•
Residual oil and solids removal
o Secondary equalization, aggressive phenolic
removal and partial COD removal
•
Two Aeration Basins
o Conventional activated sludge system for
(with diffused air)
for ammonia, organics, cyanide, and other
pollutant removal
o Two Clarifiers
o Bio solids settling/removal
•
Guard Basin o Final retention basin
•
Aeration Cone o Saturation with oxygen
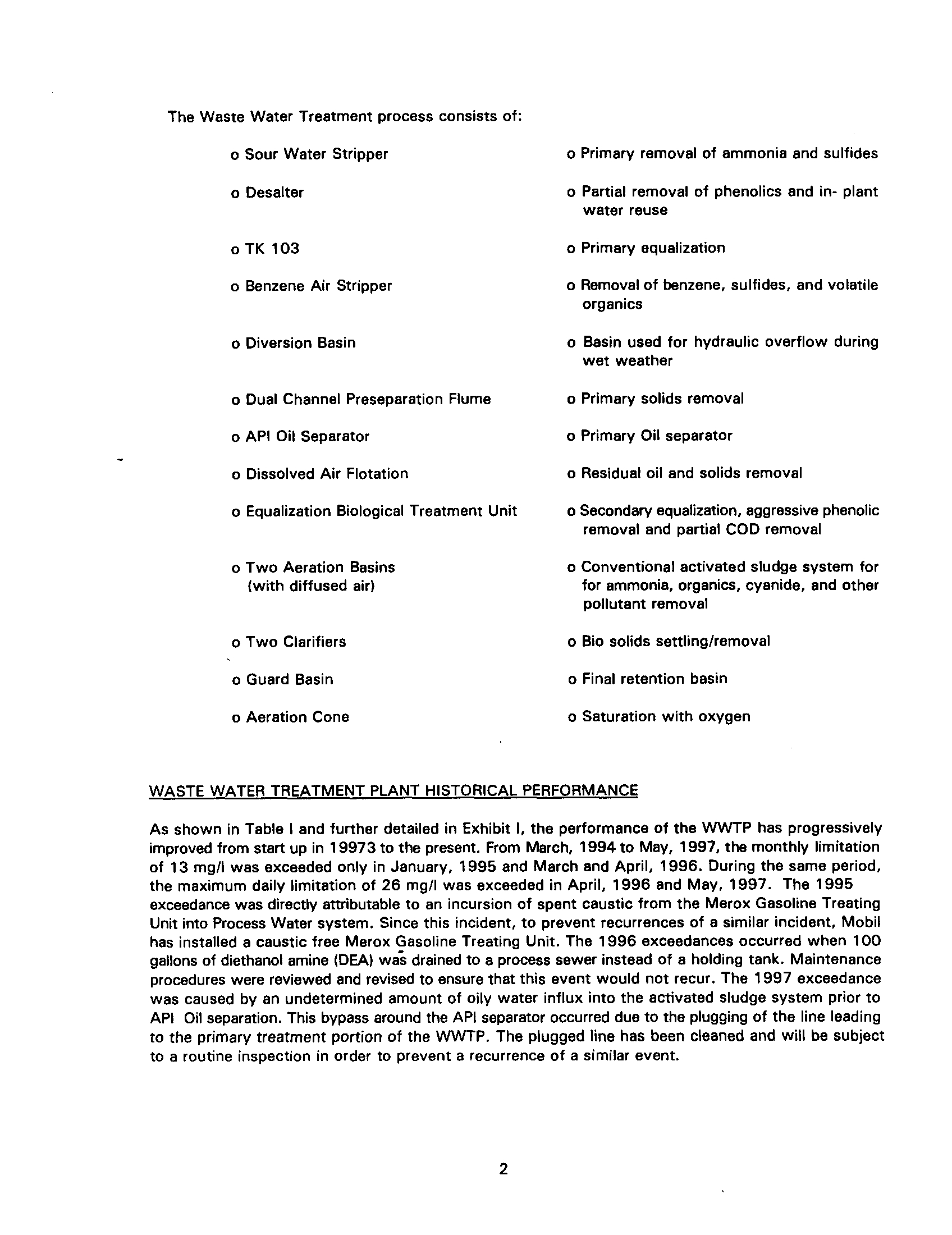
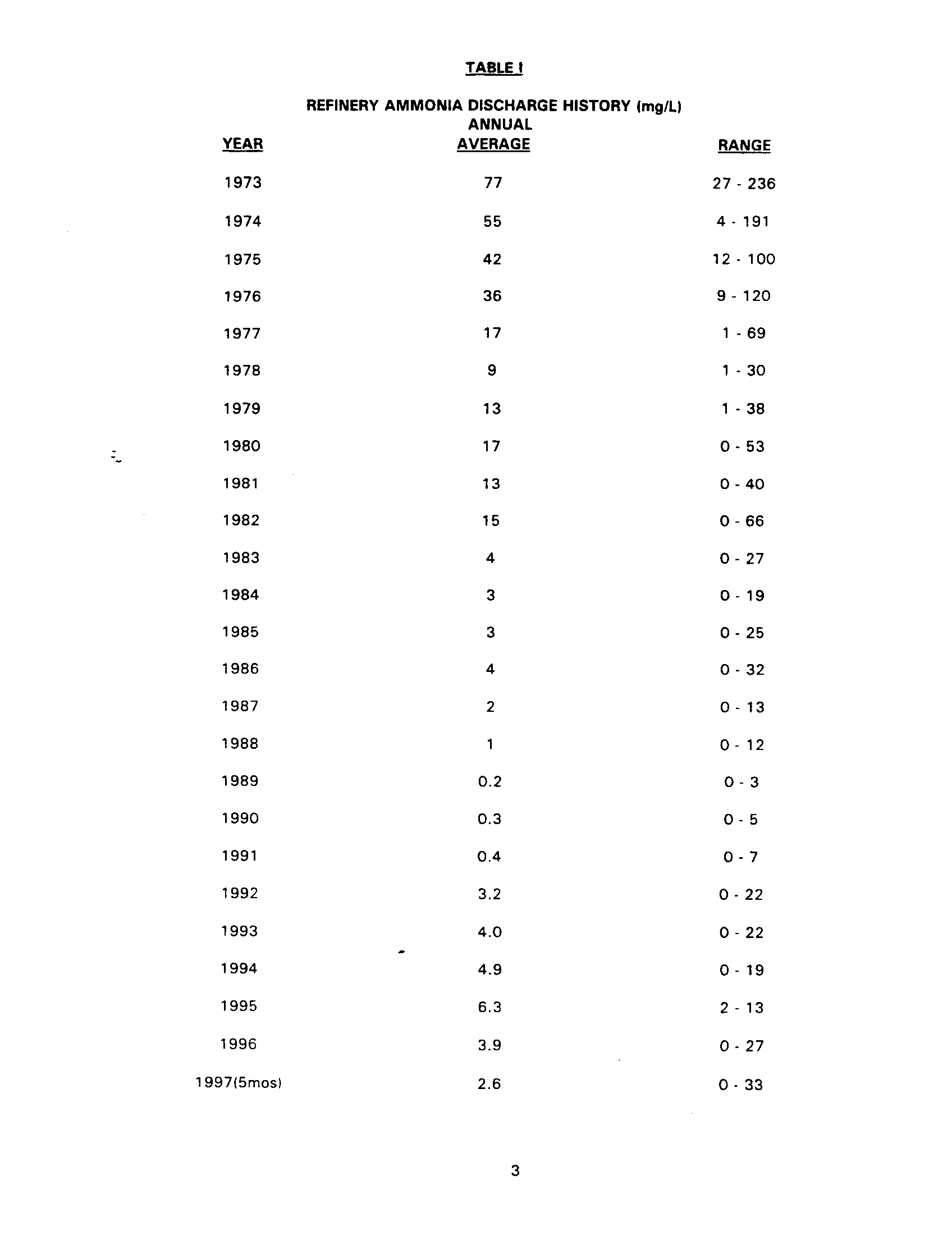
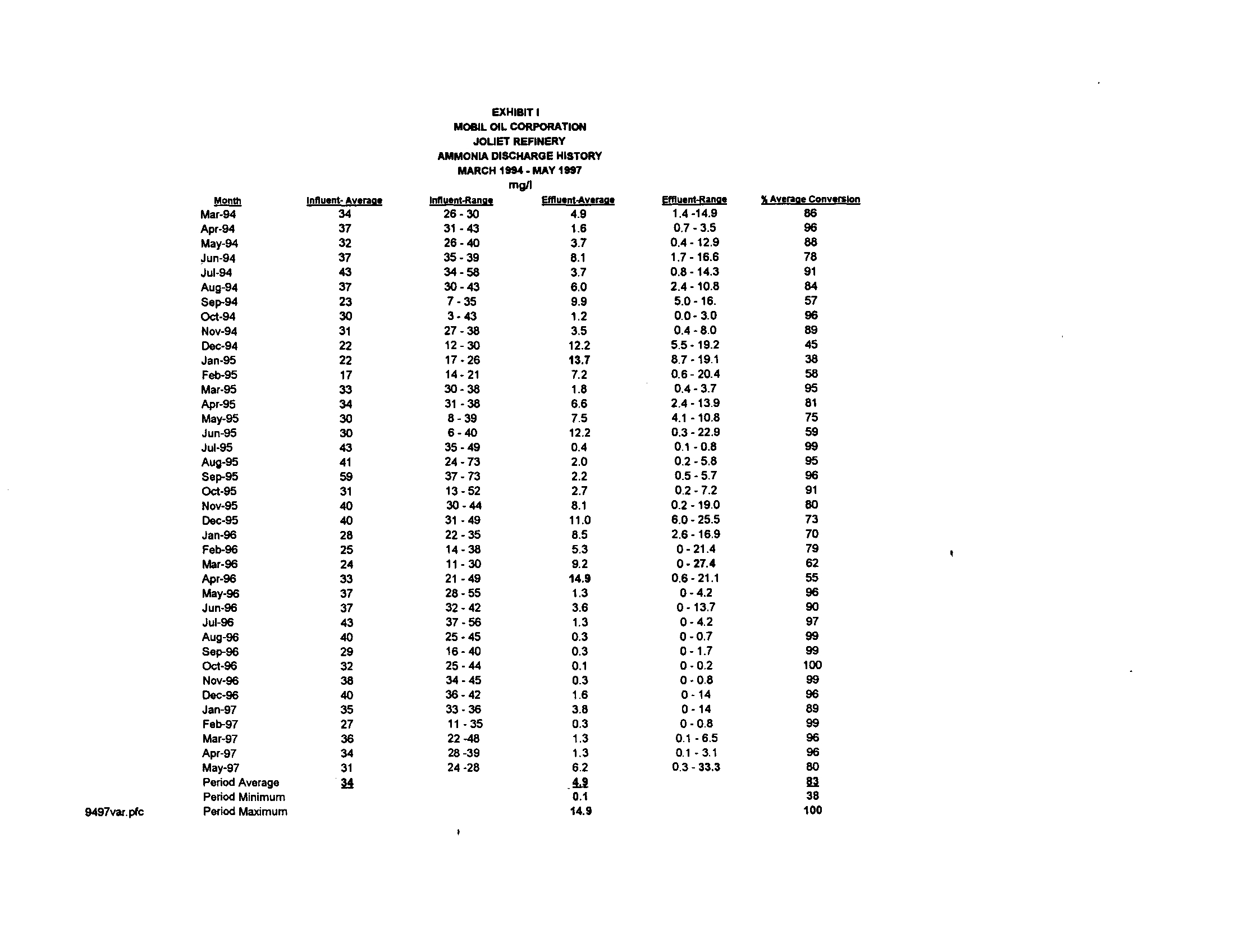
WASTE WATER TREATMENT PLANT HISTORICAL PERFORMANCE
As shown in Table I and further detailed in Exhibit I, the performance of the WWTP has progressively
improved from start up in 19973 to the present . From March, 1994 to May, 1997, the monthly limitation
of 13 mg/I was exceeded only in January, 1995 and March and April, 1996 . During the same period,
the maximum daily limitation of 26 mg/I was exceeded in April, 1996 and May, 1997
. The 1995
exceedance was directly attributable to an incursion of spent caustic from the Merox Gasoline Treating
Unit into Process Water system
. Since this incident, to prevent recurrences of a similar incident, Mobil
has installed a caustic free Merox Gasoline Treating Unit . The 1996 exceedances occurred when 100
gallons of diethanol amine IDEA) was drained to a process sewer instead of a holding tank . Maintenance
procedures were reviewed and revised to ensure that this event would not recur
. The 1997 exceedance
was caused by an undetermined amount of oily water influx into the activated sludge system prior to
API Oil separation . This bypass around the API separator occurred due to the plugging of the line leading
to the primary treatment portion of the WWTP
. The plugged line has been cleaned and will be subject
to a routine inspection in order to prevent a recurrence of a similar event
.
3
YEAR
TABLE I
RANGE
REFINERY AMMONIA DISCHARGE HISTORY (mg/L)
ANNUAL
AVERAGE
1973
77
27- 236
1974
55
4 -
191
1975
42
12 - 100
1976
36
9 - 120
1977
17
1 - 69
1978
9
1 - 30
1979
13
1 - 38
1980
17
0-53
1981
13
0-40
1982
15
0-66
1983
4
0 - 27
1984
3
0 -
19
1985
3
0 - 25
1986
4
0-32
1987
2
0 - 13
1988
1
0- 12
1989
0.2
0 - 3
1990
0.3
0 - 5
1991
0 .4
0-7
1992
3.2
0 - 22
1993
4.0
0-22
1994
4.9
0 - 19
1995
6.3
2 - 13
1996
3.9
0 - 27
1997(5mos)
2 .6
0 - 33
RESULTS OF NITRIFICATION OPTIMIZATION STUDY
Broadly speaking, Mobil's investigative efforts pursuant to 1994 Variance were divided into the following
categories :
•
Pollution Source Survey/Nitrification Inhibition Study
•
Removal of Inhibitors of Biological Nitrification
•
WWTP Respiration Studies
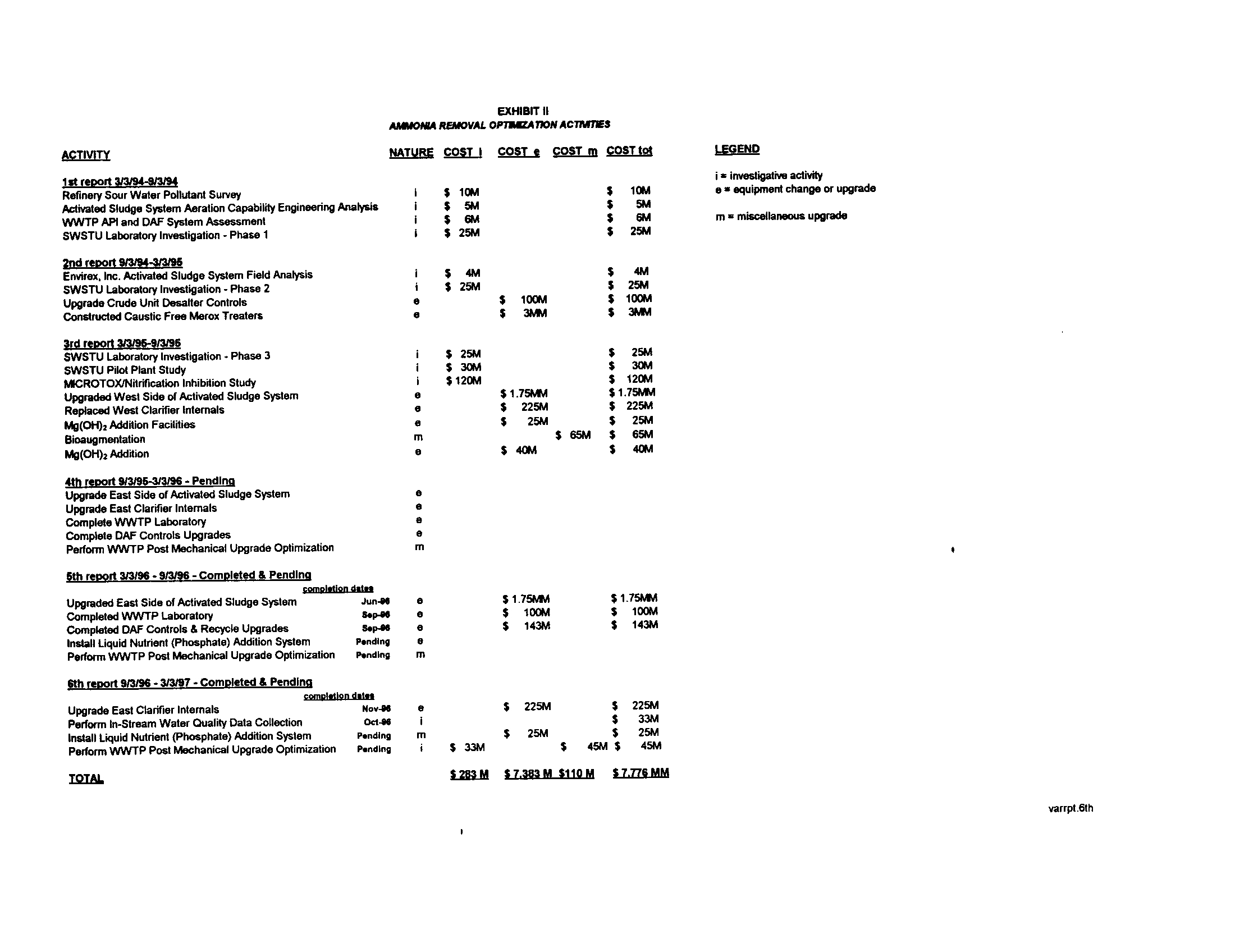
As shown in Exhibit II, Mobil has submitted six progress reports detailing the outcome of the above
activities
. In order to avoid restating the information which already has been submitted
the Agency, I will
summarize the most significant findings :
•
Pollution Source Survey/Nitrification Inhibition Study confirmed Mobil's contention that
the installation of the Benzene Reduction Unit (BRU) increased toxicity of the WWTP
influent resulting in the less efficient ammonia removal
.
The BRU was installed in
September of 1990 as required by RCRA and NESHAPS regulation
.
•
Spent caustic solution containing phenolic and sulfidic compounds generated in the
Refinery Gasoline Caustic Treaters was also found to be highly inhibitory to the WWTP
ammonia removal process .
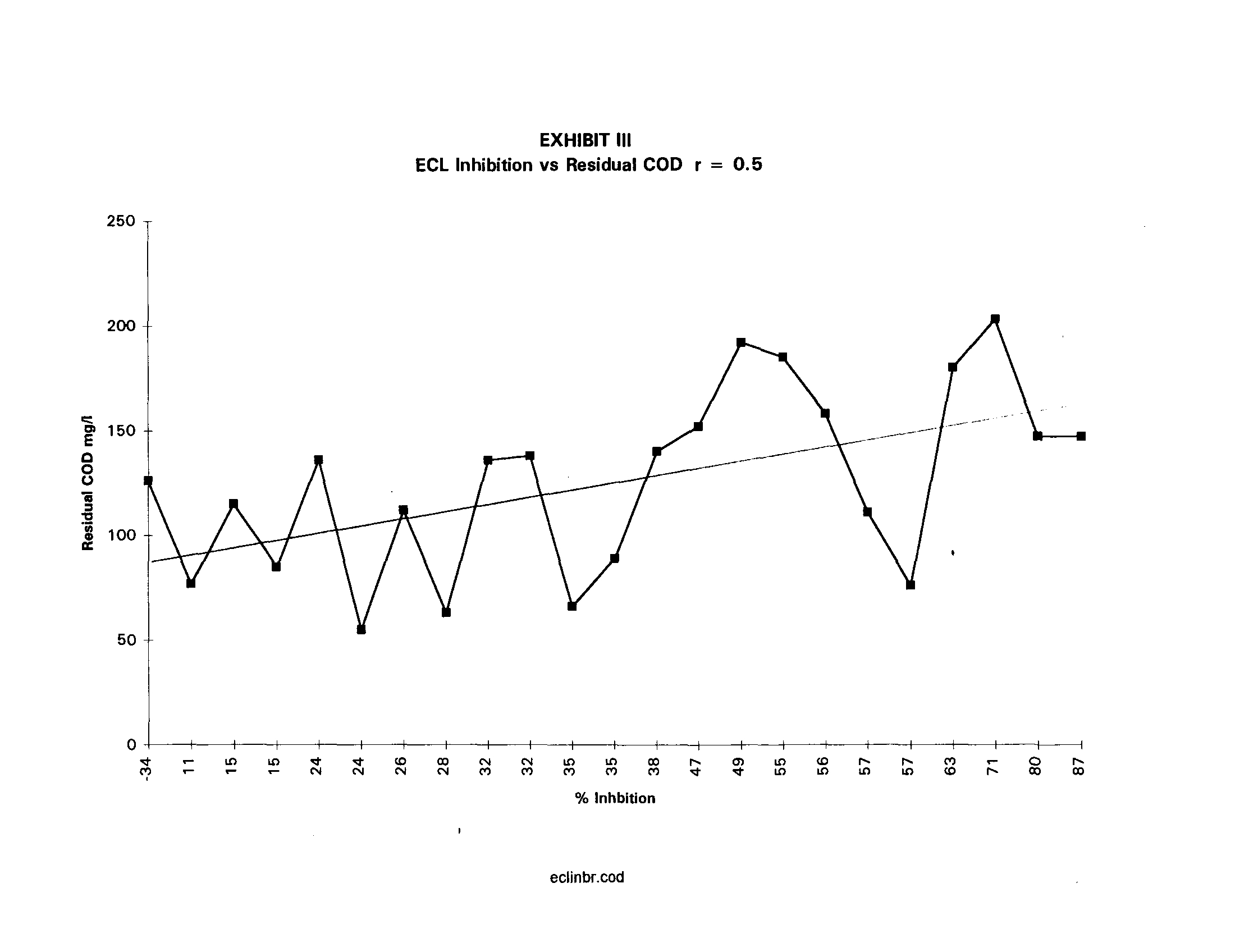
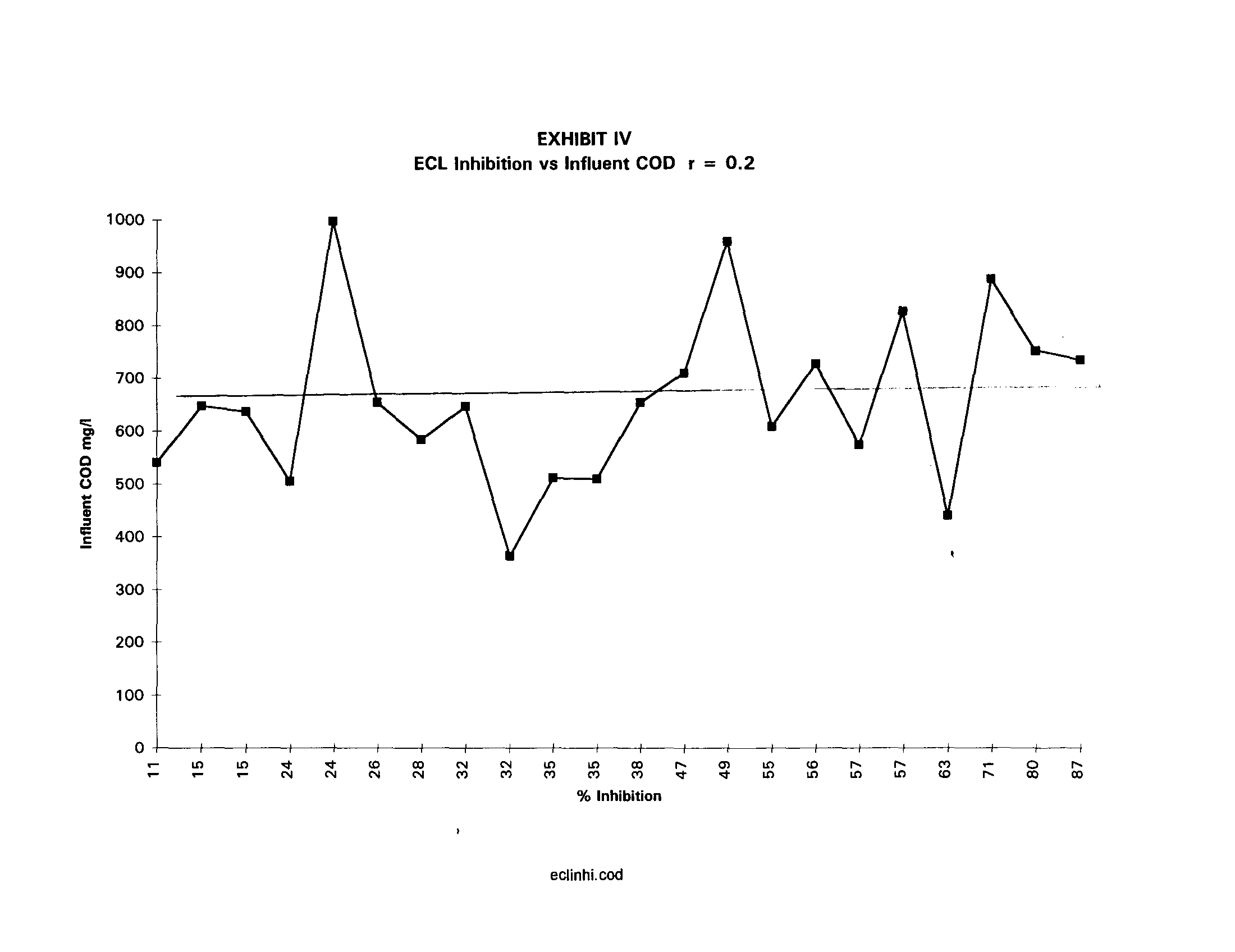
•
A strong correlation between the residual Chemical Oxygen Demand (COD)
concentration and the degree of nitrification inhibition indicated that some biodegradation
products are toxic to the nitrifying bacteria
. By comparison, the correlation between
the
degree of nitrification inhibition and the influent COD concentration is much weaker, thus
further indicating that the biodegradation process itself generates major contributors to
the nitrification inhibition
. Subsequently, it can be concluded that the activated sludge
process is self limiting or autoinhibitive
. Exhibits III
and IV are graphic representation of
these findings .
•
An upstream removal of inhibitory substances may not result in commensurate
decrease in the degree of nitrification inhibition at the WWTP due to the autoinhibitive
nature of the process
.
•
WWTP respiration study indicated that the activated sludge system was air deficient
under peak loadings
. Furthermore, the existing mechanical aerators were not delivering
the air to the system in an uniform fashion
. The combination of these factors
seriously affected the WWTP ammonia removal capability
.
WASTE WATER TREATMENT PLANT MECHANICAL UPGRADES
The intent of the mechanical upgrades was to improve the efficiency of the WWTP by optimizing
both
the upstream, as well as, the downstream processes
.
•
The replacement of the caustic Merox Gasoline Treaters with caustic free treaters was an
upgrade designed to eliminate an entire stream from the refinery byproduct inventory
.
This project was implemented, in spite of the inhibition study finding indicating that
due to the autoinhibition in the activated sludge system, an upstream control may not be
very effective
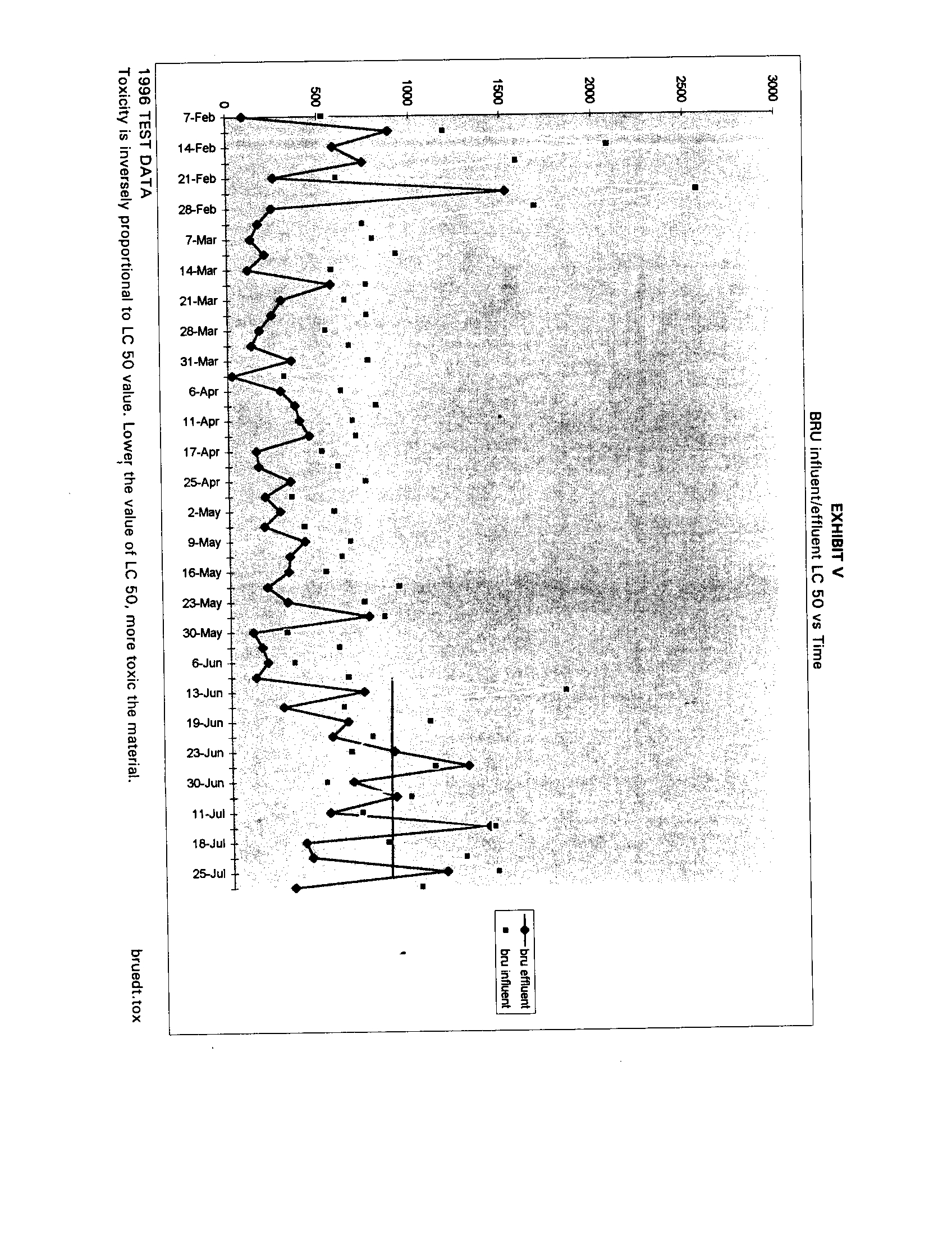
. Fortunately, this upstream process change not only precluded direct
upsets of the WWTP by spent phenolic caustic, it also partially offset the increase in
toxicity resulting from RCRA mandated installation of the BRU unit
. Exhibit V shows the
toxicity increase across the BRU unit and an overall decrease in toxicity subsequent to
the installation of the Caustic Free Merox Gasoline Treaters
.
4
o The installation of the fine bubble diffusers, the replacement of the clarifier internals and
the changes made to the Dissolved Air Flotation (DAF) unit were changes directly
intended to enhance the performance of the WWTP itself
. Of these changes, only the
installation of the air diffusers was found to be required as per the finding indicating
shortage and maldistribution of air in the activated sludge system
. All other changes
were implemented in order to more closely align the WWTP with current technology
.
CURRENT WWTP PERFORMANCE
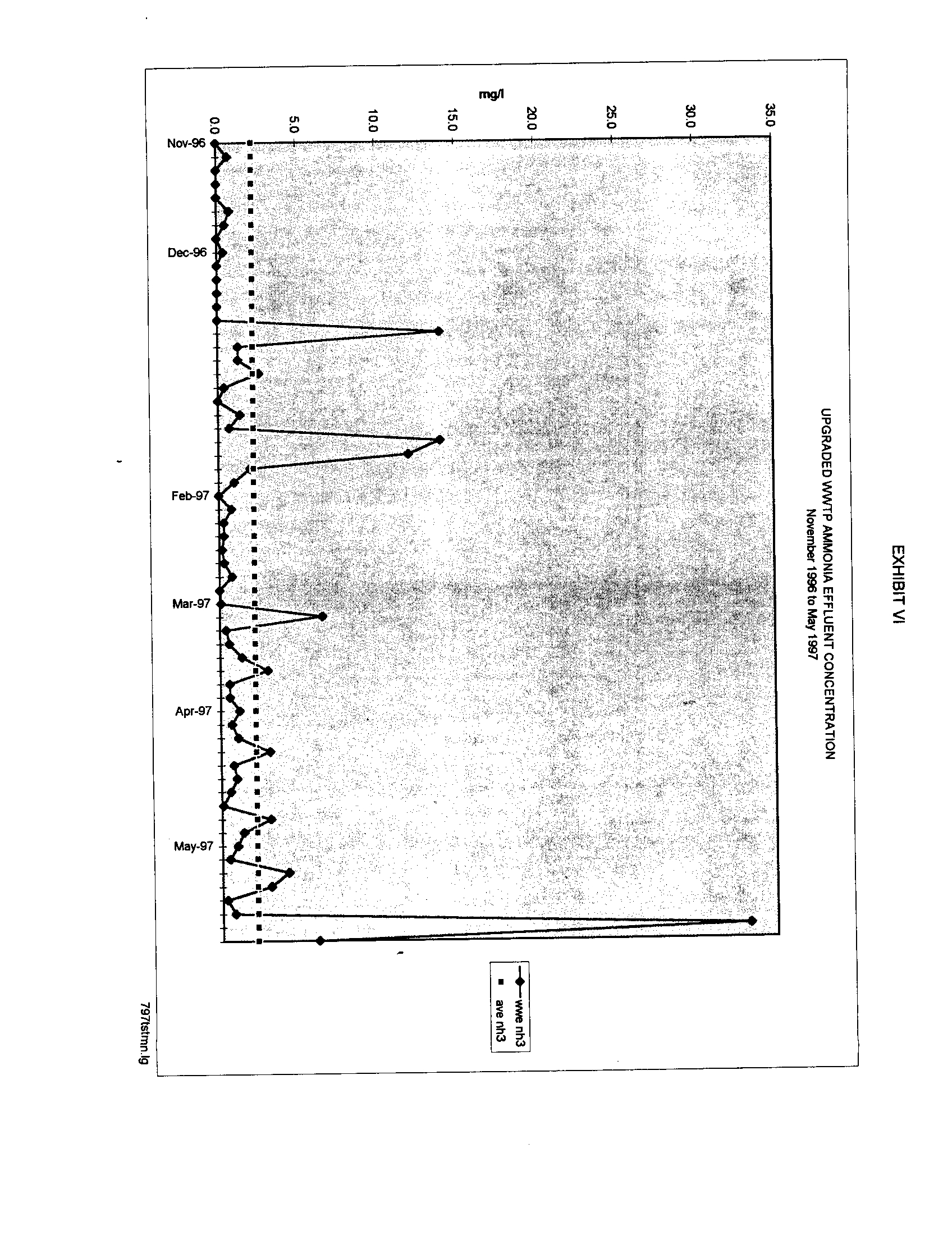
As shown in Exhibit VI, the performance of the upgraded WWTP has been very good
. Between
November, 1996 and May, 1997, the average ammonia effluent concentration was about
2 .2 mg/I
.
However, on several occasions and as explained in the WWTP historical performance review, the
daily maximum ammonia effluent concentration has reached levels
as high as 33 mg/I
. Some upsets
were associated with a known cause and for some no obvious cause
could be found . However,
all have been of short duration
. Such quick recovery of the WWTP
indicates that the recent
upgrades are effective and that the a good prospective performance
can be expected .
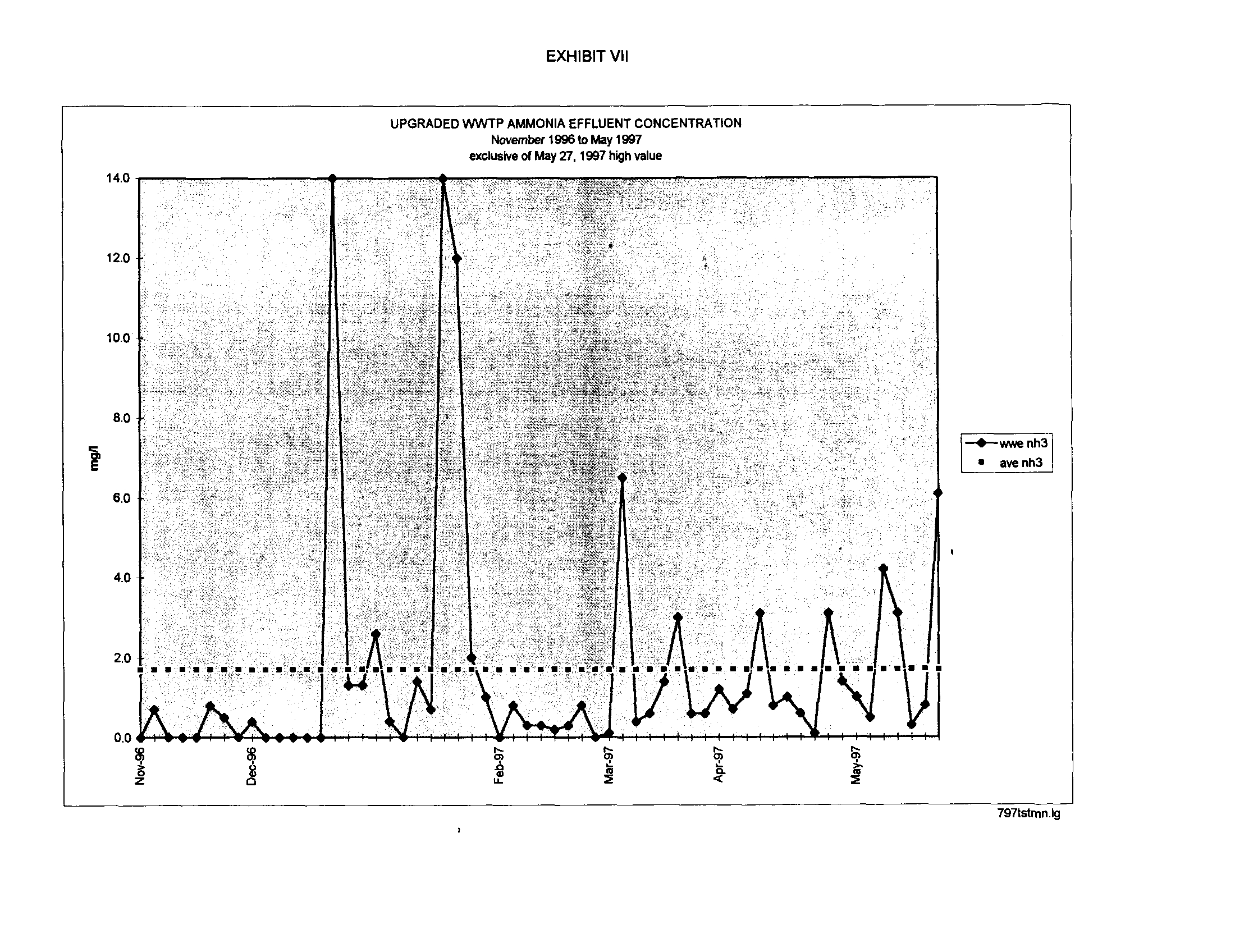
Nevertheless, even when the explainable high concentrations are removed from the upgraded WWTP
performance chart, as shown in Exhibit VII, an 8
.5% of the effluent samples are still not in
compliance with the Sate daily maximum effluent standard of 6 mg/I
. Since the WWTP was
upgraded less than one year ago, at the existing rate of non compliance, the annual
non
compliance rate with the same standard could easily be as high as 15%
.
Not all upsets can be associated with a preventable cause and probably most are directly associated
with the Refinery crude oil mix variability
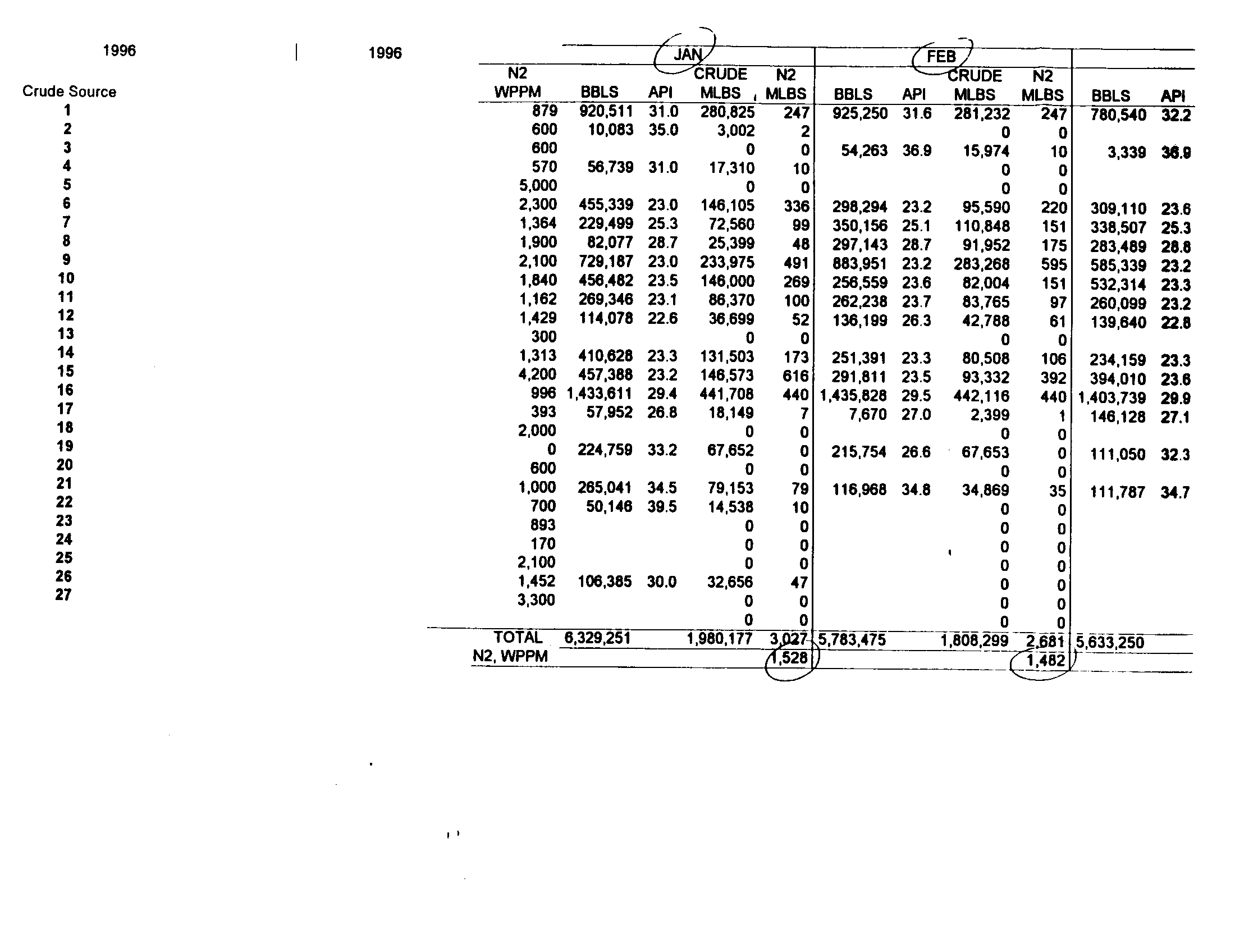
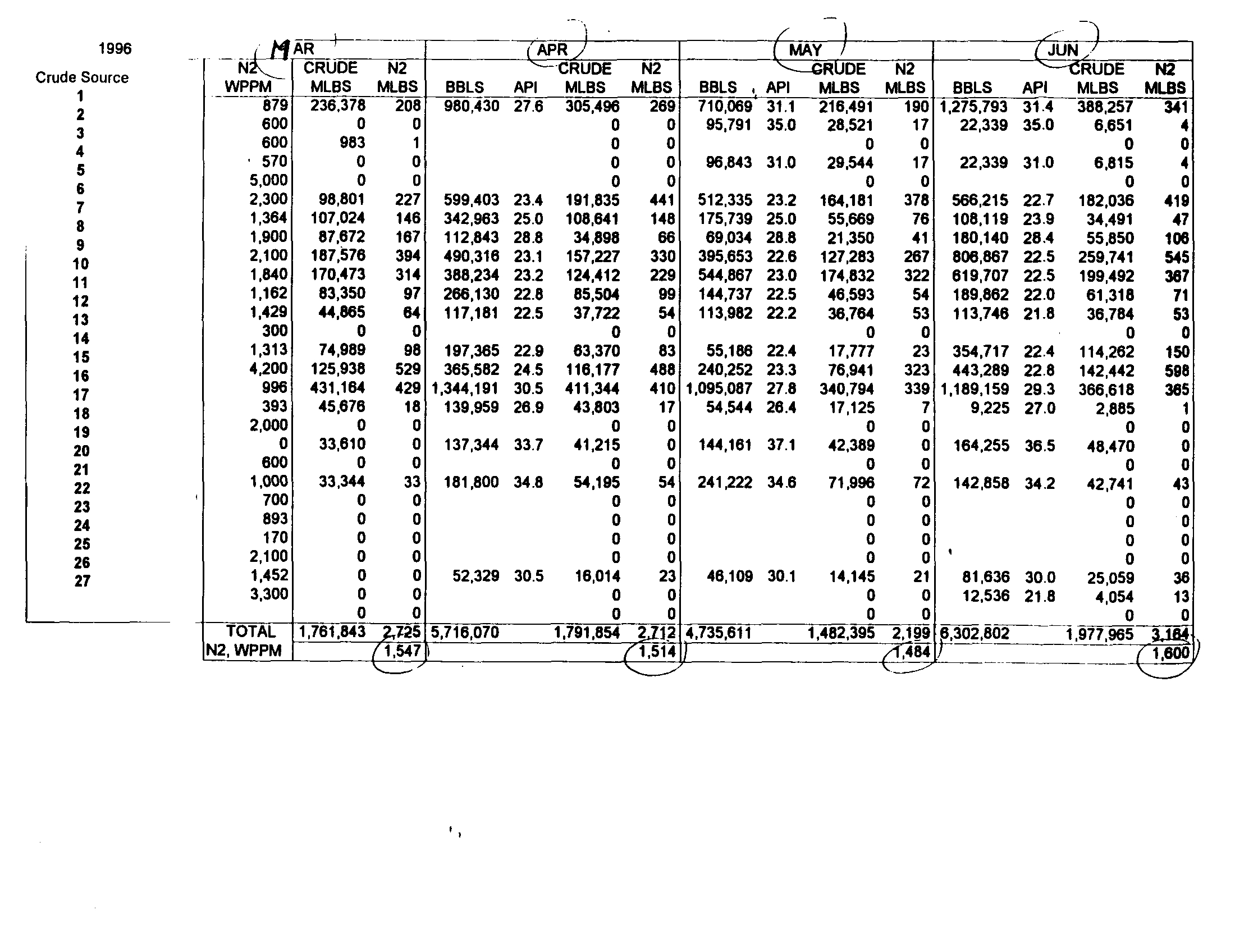
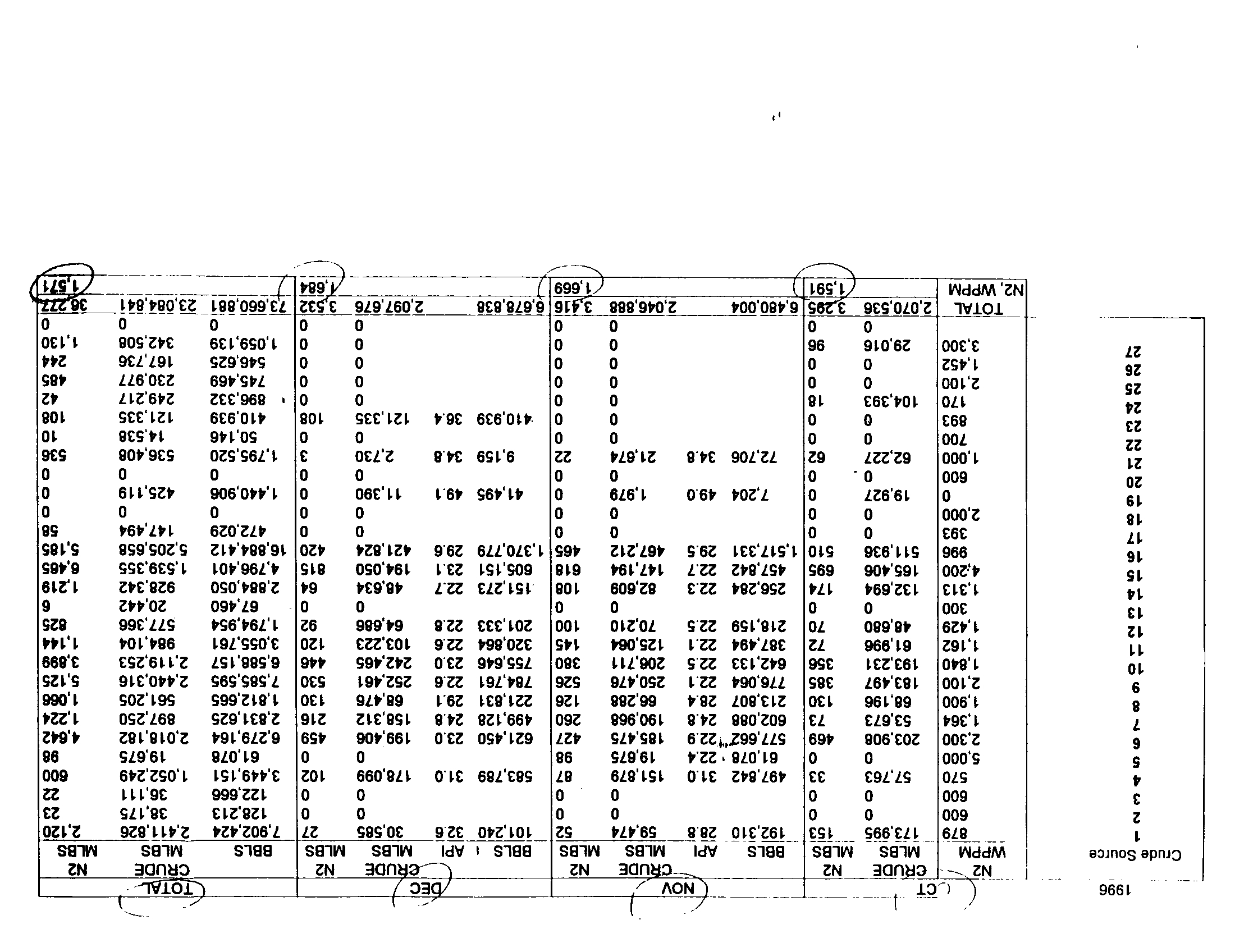
. Exhibit VIII
shows various crudes processed in 1996 and
the substantial changes in both the crude mix and its nitrogen content
. The changes represented
here are based on monthly averages
. In reality, the crude mix changes every several days
. In
addition to the crude mix change, the refinery product mix may be changing due to the market
demands
. As more sulfur and nitrogen are removed from the crude oil
, the composition of the waste
water also changes
. This constant flux in the waste water composition, in spite of Mobil's large
equalization capacity, can easily cause an upset of the WWTP
.
In summary, the improved and the robust operation of the WWTP shows a
strong commitment by
Mobil to comply with Section 304 .122(b)
. Since completing the WWTP upgrades in November,
1996 Mobil has achieved a 40% reduction in ammonia discharge
. However, in spite of having spent
a large amount of money to upgrade its WWTP, a technically feasible and cost effective solution
resulting in consistent compliance with the State effluent standards has not been found
. Further,
Mobil's ammonia discharge has an insignificant effect on the ammonia concentration of the Des
Plaines River
. Requiring compliance now would not result in any measurable lowering of ammonia
concentration in the receiving waters
. For that reason, Mobil is seeking this Site Specific relief from
Section 304
.122(b) or it would otherwise suffer an arbitrary and unreasonable hardship
.
TABLE II
Mobil Oil Joliet Refinery Ammonia Compliance vs Section 304
.122(b)
Annualized Average in mg/I
Average in mg/I Nov 1, 96 to May 31, 97
2 .2
This completes my prepared remarks and I thank you for your attention
. I will be pleased to answer any
questions you may have
.
5
1994
1995
1996
1997
4.9
6 .3
3 .9
2 .6
un on01o0 of
SIN3MIUIN
NOWWV
1Y.AL731q
i
3HnDi3
I
MID ox
lM LN31VLV3N1
31SVM AW103YS
HSW NOIIW3V
1V0000'00!
NW NOUVVW
7V01fl w9
mm
ONsv3111
7 010010NNOLYOW
4
A 1
BINS S3MVId S30
-$ 013omlGsn03LM3WOA9
---w 93MYM930
L
003 01 1144--
01
N31VM
SS3000d
AMM33N
N3LVM
HSD1VNN
HR-MM
F
U3ddMLS
N31VM
U31VMUnOS
4- 1Y109AU3NU3N
EXHIBIT I
MOBIL OIL CORPORATION
JOLIET REFINERY
AMMONIA DISCHARGE HISTORY
MARCH 1994-MAY 1997
mgA
M2nt
Influent-Avenge
Influent-Ranw
Effluent-Average
Effluent-Range
X Average CenvM Ion
Mar-94
34
26-30
4 .9
1 .4-14 .9
86
Apr-94
37
31 -
43
1
.6
0.7-3 .5
96
May-94
32
26-40
3.7
0.4-12 .9
88
Jun-94
37
35-39
8 .1
1 .7-16 .6
78
Jul-94
43
34-58
3.7
0.8-14.3
91
Aug-94
37
30-43
6.0
2.4-10.8
84
Sep-94
23
7-35
9.9
5 .0-16.
57
Oct-94
30
3 .43
1 .2
0 .0 .3.0
96
Nov-94
31
27-38
3.5
0 .4-8.0
89
Dec-94
22
12-30
12.2
5 .5-19.2
45
Jan-95
22
17 .26
13.7
8 .7 .19 .1
38
Feb-95
17
14-21
7.2
0.6-20.4
58
Mar-95
33
30-38
1 .8
0 .4-3.7
95
Apr-95
34
31 - 38
6 .6
2
.4-13 .9
81
May-95
30
8-39
7 .5
4
.1 -10
.8
75
Jun-95
30
6-40
12 .2
0
.3-22 .9
59
Jul-95
43
35-49
0.4
0 .1-0.8
99
Aug-95
41
24-73
2 .0
0 .2-5 .8
95
Sep-95
59
37-73
2 .2
0 .5-5 .7
96
Oct-95
31
13-52
2 .7
0.2-7
.2
91
Nov-95
40
30-44
8 .1
0 .2-19 .0
80
Dec-95
40
31-49
11 .0
6 .0-25 .5
73
Jan-96
28
22-35
8 .5
2 .6-16 .9
70
Feb-96
25
14-38
5 .3
0-21 .4
79
Mar-96
24
11 -
30
9 .2
0-27.4
62
Apr-96
33
21 - 49
14 .9
0 .6-21 .1
55
May-96
37
28-55
1 .3
0-4 .2
96
Jun-96
37
32 - 42
3 .6
0-13 .7
90
Jul-96
43
37-56
1 .3
0-4.2
97
Aug-96
40
25-45
0 .3
0-0 .7
99
Sep-96
29
16-40
0 .3
0-1
.7
99
Oct-96
32
25-44
0 .1
0-0.2
100
Nov-96
38
34-45
0.3
0.0.8
99
Dec96
40
36-42
1 .6
0-14
96
Jan-97
35
33 - 36
3 .8
0-14
89
Feb-97
27
11 - 35
0 .3
0-0.8
99
Mar-97
36
22-48
1 .3
0 .1-6 .5
96
Apr-97
34
28-39
1 .3
0.1-3.1
96
May-97
31
24 -28
6 .2
0.3-33 .3
80
Period Average
,}¢
41
93
Period Minimum
0 .1
38
9497var.plc
Period Maximum
14.9
100
varrpt.6th
EXHIBIT 9
AMMOMA REMOVAL OPIRQATION ACIMIE3
ACTIVITY
NATURE
COST I COST e
COST iR COST tot
I at report 3l3ler-913/94
i a
investigative activity
Refinery Sour Water Pollutant Survey
I
$ 10M
$
10.4
e s equipment change or upgrade
Activated Sludge System Aeration Capability Engineering Analysis
W WTP API and DAF System Assessment
SWSTULaboratory Investigation -Phase 1
I
I
I
$ SM
$
6M
3 25M
$ SM
$
6M
m -
miscellaneous upgrade
$ 25M
Ind report 913194913196
Envirex . Inc
. Activated Sludge System Field Analysis
5
4M
$
4M
SWSTU Laboratory Investigation
- Phase 2
$ 25M
5 25M
Upgrade Crude Unit Desalter Controls
e
$
100M
$ 100M
Constructed Caustic Free Merox Treaters
e
$ 3M.1
$
3h9A
3rd retort 313195-913196
SWSTU Laboratory Investigation- Phase 3
$ 25M
$
25M
SWSTU Pilot Plant Study
$ 30M
$
30M
MCROTOX/Nitrifcation Inhibition Study
$120M
$ 120M
Upgraded West Side of Activated Sludge System
a
$1
.75M.I
$1
.751.9.1
Replaced West Clarifier Internals
e
$ 225M
$ 225M
Mg(Ot02 Addition Facilities
e
$
25M
$
25M
Bioaugmentation
m
S 65M $
65M
Mg(OH)2 Addition
a
$ 40M
$ 40M
4th report 913195313196
- Pendlnq
Upgrade East Side of Activated Sludge System
Upgrade East Clarifier Internals
Complete W WTP Laboratory
Complete DAF Controls Upgrades
Perform W WTP Post Mechanical Upgrade Optimization
6th report 3!3196-913196-Completed S Pendlnq
e
e
e
e
m
cwnoleeon dara
Upgraded East Side of Activated Sludge System
Junae
a
$1.75MA
51.751.9.1
Completed WWTP Laboratory
s
.l•a
s e
$
100M
$ loom
Completed DAF Controls & Recycle Upgrades
s.pf e
$
143M
$
143M
Install Liquid Nutrient (Phosphate) Addition System
Pending
Perform W WTP Post Mechanical Upgrade Optimization
Pending
6th report 913196-313197-Completed & Pending
e
m
, ..Ia,Wn diva
Upgrade East Clarifier Internals
Nov-4 0
$
225M
$
225M
Perform In-Stream Water Quality Data Collection
$ 33M
octae
I
Install Liquid Nutrient (Phosphate) Addition System
P.ndlng m
$ 25M
$ 25M
Perform W WTP Post Mechanical Upgrade Optimization
Pending
$ 33M
$ 45M $ 45M
TOTAL
5 283 M 5
7.363 M 5116M
S 7.776 MM
250 -
0
0)M
EXHIBIT III
ECL Inhibition vs Residual COD r = 0 .5
eclinbr.cod
i
Lo
1o
d'
a
w
00
N
N
In
LO
00
N
a)
Ln
(0
N
IN
C)
0
-N
N
N
N
N
M
C)
C)
C)
M
a
7
LO
LO
1o
LO
0
r
00
00
% Inhbition
300 -
200
-
100
-
0
EXHIBIT IV
ECL Inhibition vs Influent COD r = 0 .2
(n
W
4
11 (O W N N In
Ln W N T
Lc)
(o
N
N M
0
IN
1 N N N N C) M M
%
M
Inhibition
C)
a a W (()
Ln Lo to N W W
eclinhi. cod
0-C
ID
0
0x
h--
25-Apr -
2-May
-` ;
9-May
16-May
23-May -
30-May
6-Jun -
13-Jun
19Jun
-
23-Jun
30-Jun
11Jul
18-Jul -
25-Jul
V
2
a2
f
cm
c
co
m
C
7
C
N
X
c
m ep=
rn
CYI
0
N
3m
-4
0
x_n
co
J
m
0
5j-
rm(n
m
OD1
7-Feb
14-Feb -
21-Feb
-
m
D
v
0
28-Feb
V0
7-Mar
0'CDm
14-Mar21-Mar--
EXHIBIT VII
UPGRADED WWTP AMMONIA EFFLUENT CONCENTRATION
November 1996 to May 1997
exclusive of May 27, 1997 high value
-6 wwe nh3
a ave nh3
797tstmn .lg
Gentlemen :
As required by Special Condition No
. 16 of the above captioned NPDES Permit, the average crude
feedstock nitrogen concentration was 1571 mg/I for the period from January 1, 1996, to December
31, 1996
.
Very truly yours,
EXHIBIT VIII
Mobil Oil Corporation
File : 1006 .15
Joliet Refinery
Facility I
.D . 197800AAA
MOBIL OIL CORPORATION
OIL
FEEDSTOCK NITROGEN
CONCENTRATION REPORT
NPDES PERMIT NO . IL0002861
MFDWEE' AE3 :D, Dr , -E
P C BOX r'
JOLIET I .LJPOISeW 08-1
James M
. Kenna
Refinery Production Manager
LG1mmm
96ntg .rpt
cc -.
Mr .
Adolfo Gonzalez . Jr . - IEPA
. Maywood
Certified Mail
January 24, 1997
Illinois Environmental Protection Agency
Division of Water Pollution Control
Compliance Assurance Section
2200 Churchill Road
P .O . Box 19276
Springfield, Illinois 62794-9276
1996
I
1996
FEB
Crude Source
N2
WPPM BBLS API
CRUDE N2
MLBS , MLBS
BBLS API
RUDE
MLBS
N2
12
600879
92010,083.511 3135.0.0 280,8253,002
2472 925,250 31.6
281,2320
MLBS2470
780,540BBLS
API32.2
43
600570
56,739 31.0 17,3100
100
54,263 36.9
15,9740
100
3,339 36.9
5
5,000
00
00
2527261823242221201912171610151114138769
4,2003,3001,4522,1002,0001,3642,3001,4292,1001,84011,1621,3131.000.9008937003939966001703000
1,433,611265,041224,759114,078229,499106,385457,388410,628269,346729,187456,482455,33950,14682,07757,952
232333233923232234282526302923.5.2.0.5.3.8.0.1.4.2.7.6.0.5.3
441,708146,573131,503233,975146,105146,00032,65667,65279,15314,53825,39986,37072,56036,69918,1490000000
440269491616100173336477952104899000000070
1,435,828291,811256,559215,754251,391262,238297,143116,968136,199350,156298,294883,9517,670
25232726292623232323283423.5.8.2.6.3.1.0.6.3.2.5.7.7
442,116110,848283,26882,00493,33242,78883,76595,59034,86980,50891,95267,6532,399000000000
39222044015117515159510661359700000000001
1,403,739234,159146,128309,110260,099111,050111,787532,314585,339394,010283,489338,507139,640
23232323283222292523342723.3.1.2.8.3.8.9.2.7.3.6.3.6
00
00
N2,
TOTALWPPM
6,329,251
1,980,177 3,027,528
5,783,475
1808,299
1,4822
.681
5,633,250
1996
Crude Source
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
AR
APR
MAY I
(_JUN,/
WPPM
CRUDE
N2
MLBS MLBS BBLS
CRUDE
API MLBS
N2
MLBS BBLS , API
R DE N2
MLBS MLBS BBLS
RUDE
N2
API MLBS
MLBS
879 236,378
208
980,430 276 305,496 269 710,069 31.1 216,491
190 1,275,793 31.4 388,257
341
600
0
0
0 0 95,791 35.0 28,521
17 22,339 35.0 6,651 4
600
983
1
00 0
0 00
570
0
0
0 0 96,843 31.0 29,544
17 22,339 31.0 6,815 4
5,000
0
0 00 0
0 00
2,300 98,801
227 599,403 23.4 191,835 441 512,335 23.2 164,181
378 566,215
22.7 182,036 419
1,364 107,024
146 342,963 25.0 108,641 148 175,739 25.0 55,669
76 108,119 23.9 34,491
47
1,900 87,672
167 112,843 28 .8 34,898
66 69,034 28.8 21,350
41 180,140
28.4 55,850 106
2,100 187,576
394 490,316 23.1 157,227 330 395,653 22.6
127,283
267
806,867 22.5 259,741 545
1,840 170,473
314 388,234 23.2 124,412 229 544,867 23.0 174,832
322 619,707
22 .5 199,492 387
1,162 83,350
97 266,130
22.8 85,504
99 144,737 22.5
46,593
54 189,862 22 .0 61,318
71
1,429 44,865
64 117,181 22.5 37,722
54 113,982 22.2 36,764
53 113,746 21 .8 36,784
53
300
0
0
00
0
0
00
1,313 74,989
98
197,365 22.9 63,370
83 55,188 22.4 17,777
23 354,717 22 .4 114,262
150
4,200 125,938
529 365,582 24.5 116,177 488 240,252 23.3 76,941
323 443,289
22 .8 142,442 598
996 431,164
429
1,344,191 30.5 411,344 410 1,095,087 27.8 340,794
339 1,189,159
29 .3 366,618 385
393 45,676
18 139,959 26.9 43,803
17 54,544 26.4 17,125
7
9,225
27.0
2,885
1
2,000
0
0
00
0
0
00
0 33,610
0
137,344 33.7 41,215
0 144,161 37.1 42,389
0
164,255 36.5 48,470
0
600
0
0
00
0
0
00
1,000 33,344
33 181,800 34 .8 54,195
54 241,222 34 .6 71,996
72 142,858
34 .2 42,741
43
700
0
0
00
0
0
00
893
0
0
00
0
0
00
170
0
0
00
0
0
00
2,100
0
0
00
0
0'
0 0
1,452
0
0 52,329 30.5 16,014
23 46,109 30 .1 14,145
21
81,636 30.0
25,059
38
3,300
0
0
00
0
0 12,536 21 .8
4,054
13
0
0
00
0
0
00
TOTAL 1,761,843
725 5,716,070
1,791,854
?,712
4,735,611
1,482,395 2,199 6,302,802
1,977,965
N2, WPPM
5471
1,514
484~~ _ _
(1,600
1996
TOTAL
N2, WPPM
JUL,-
CRUDE N2
BBLS API
MLBS MLBS_
445,207 31 .0
135,821
119
0
0
54,512 36 .9
16,048
10
548,723 31 .0
167,402
95
0
0
697,993 22 .3
224,985
517
15,988 25
.0
5,065
7
36,752 28
.0 11,423
22
727,724 21
.9 235,180 494
747,623 22
.0 241,454
444
315,475 22
.0 101,886
118
236,366 22
.1
76,288
109
58
.170 32 .1 17,627
5
193,254
21 .8 62,495
82
472,463 22
.3 152,290
640
1,540,975 28
.8 476,565
475
0
0
0
0
74,883 31 .8
22,733
0
0
0
102,578
34 .2
30,690
31
0
0
0
0
30,023 46
.8
8,348
1
0
0
307,017
30.0
94,243
137
0
0
0 0
6,605,726
2,080,541
3 07
.589
(~AUG-
SEP
BBLS
CRUDE
N2
MLBS BBLS
UDE
API
MLBS
N2
API
MLBS
MLBS BBLS
API
643,539 30 .7 196,6910
, 1730 348,074
30:4----106,5820
940 579,461
33.6
10,552 36.9
3,106
2
0
0
785,773 31.0 239,7200 1370
667,764
31.0 203,7180 1160 189,339
31.0
585,00828,520 2133.8.0 189,1828,5950
435160 423,75368,717
2922.9.2
136,6780 3140 632,602169,438
2225.0.3
406,519 23.2
130,272 274 431,786
22.1
21 .107
40
218,312 27.2
529,698 22.0 171,072
315
517,753 22.1
139,360 293
567,428 21 .8
212,460 21 .6
68,796
80 235,597
21 .7
167,106
307 597 .141 21
.7
194,009 21 .9
62,698
90 59,433
22.1
76,238
89
191,459
21 .6
202,6509,290 2132.1.5
65,6622,815
861 166,813
22.1
19,1820
270 150,828 22.1
411,494
22.6 132,379 556
144,299 21 .9
53,839
71 410,330
21 .8
1,484,26850,211
2928.1.5
459,88815,499 4586
1,417,1946,340 3029
.1.2
434,48946,633
433196 1,652,250512,820
2822.2.5
1,957
1
163,313
48 .3 45,0290
00
84,053 49 .1
0
0
61,018
34.6 18,2120
180
282,016 33.8
23,0730
00
72,635 49.2
0
0
84,5790
850
208,367 34.5
636,65250,029 2846.5.8 197,26113,9100
41420
440,822108,817
4628.5.8 122,5660
210
375,458
46.8
6,532,070113,918(46,851)
2130.8.0
2043,249(14,382)36,8390 3.548122(21630
.246,191842,960
21.8
1,943,422272,599?3,71600
3,0569007100
6,617,59389,725
21.8
F-
I
N2
Crude Source
WPPM
1
879
2
600
3
600
4
570
5
5,000
6
2,300
7
1,364
8
1,900
9
2,100
10
1,840
11
1,162
12
1,429
13
300
14
1,313
15
4,200
16
996
17
393
18
2,000
19
0
20
600
21
1,000
22
i
700
23
893
24
170
25
2,100
26
1,452
27
3,300
Lt
9Z
St
*Z
EZ
ZZ
13
OZ
61
81
LL
91
St
*t
E1
Z1
LL
OL
6
9
L
9
S
4
Z
L
aamoS apni3
9661
119`1
~
*89699' .)
16S't
WddM'31
1*9'*90'£3 L99'099'EL
ZED£ 919'160'3
9£9'819'9 916 £ 899'9*O'3
400'094'9 9 £ 9£9'010'3
IViOl
0
0
0
00
00
00
OEL't
909'Z*E 6£1'690'1 0
0
0
0
96
9L0'63
00£'£
got
**3
LL6'0£Z9£L'L91
939'9*S69*'S*L
00
00
00
00
00
00
001'ZZS*'t
3*
LLZ'6*Z Z€€'969 0
0
0
0
9L
£6£'M
011
901
SEE , lZl
6E6'OL* 90L SEE'IZL
*9E 6£6'Ot*• 0
0
0
0
E68
0t
8£9'41
941'09
0
0
0
0
0
0
OOL
9ES
90*'9E5
OZS'96L'1 E
OtL'3
B'*€ 691'6
3Z
*19'13 9'*€ 90L'ZL Z9
LZ3'39
000'1
0
0
0
00
00
00
009
0
61 L'SZ*
9060**' L 0
06E' L t 1'6* 96*' 14 0
6L6' L
0'6* *OZ'L
0
LZ6'61 0
0
0
0
0
0
0
0
0
0
000'3
99
*6*'L*1
6Z0'ZL* 0
0
0
0
0
0
£6t
Sot's
999'SOZ'S ZL*'*89'91 OZ* *39'13* 9'63 611'01€'1 99*
Z13'L9* S'6Z LE£'L1S'l OLS 9E6'LlS 966
99*'9
SS€'6£9'1
LOV961'* 919 OS0'*61 1'E3 191'909 919 *61'1*1 L'ZZ Z*9'LS* 969
90*'S9L OOZ*
61Z'L
3*£'836 090'489'3 *9
4£9'9* LZZ ELZ'191' BOL 609'38
VZZ *8Z'99Z *LL *69'Z£L EL€'l
9
3**'OZ
09*'L9
0
0
0
0
0
0
OOE
SZ9
99E'LLS 496'061'1 Z6 999'*9 9ZZ EEE'LOZ 001 013'01 S'ZZ 691'913
OL 099'9* 6Z*'t
**1'L
*01'496
L9L'SS0'E 031. EZ3'EOl 9'ZZ *98'OZE S*1 *90'931
VZZ *6*'L9£ ZL
966'19 391'1
669'€
£93'611'Z LS 1'885'9 9** 99*'Z*3 0'EZ 9*9'SSL 09€
1IL'903 9'ZZ ££1'Z*9 99€ L£Z'E6t O*8'L
SZt'S
91£'O**'Z 969'999'1 OES t9*'ZSZ 9'33 191'*8L 9ZS 9LVOSZ
VZZ *90'911 SSE L6*'E8L 001'3
990'1
903'199 599'319'1 Ott 914'99 l'6Z L€9'IZZ 931 883'99
*'9Z L08'ElZ OEL 961'99 006'1
*33'1
OSZ'L68 SZ9'1t9'Z 913 Z1E'99L
8'*3 931'66* 09Z 996'061 9'*Z 990'309 £L ELVES *9£'1
Z*9'*
391'910'Z *91'613'9 69* 90*'661 0'EZ OS*'LZ9 LZ* SLVSBL
6ZZ,t,Z99'LLS 69* 906'EOZ 00€'3
96
SL9'61
810' L9
0
0
96
SL9'61 VZZ ' 910' 19 0
0
000'5
009
6*Z'ZSO'1 191'6**'E ZOL 660'811 0'L£ 69L'€99 LB
618'191 0'1£ Z*9'16* EE
E9L'LS OLS
ZZ
111'9£
999'ZZL
0
0
0
0
0
0
009
£3
SLL'9£
£LZ'831 0
0
0
0
0
0
009
031'3
9Z9't1VZ
*34'306'1
LZ S85'OE 9ZE 0*3'101 ZS
*14'69 8'BZ OI£'Z61 ESt 966'ELL 619
S8IW SBIW
S188 SBIW S8IW
IdV I S188 S8IW
S8IW
IdV S188 S8IW S8111
WddM
ZN
30f1N3
ZN 3Of1
ZN
3Of1 3
ZN 30f83 -. ZN
101
33
AON __
13"1 1
BEFORE THE POLLUTION CONTROL BOARD
OF THE STATE OF ILLINOIS
IN THE MATTER OF :
)
SITE SPECIFIC PETITION OF
)
MOBIL OIL CORPORATION FOR
)
(Water - Regulatory)
RELIEF FROM 35 ILL ADM
. CODE 304.122
)
AMMONIA NITROGEN EFFLUENT STANDARDS
)
TESTIMONY OF JAMES E. HT JFF
My name is James E
. Huff, and I am Vice President and part owner of Huff & Huff, Inc
., an
environmental consulting firm founded in 1979
. I received a Bachelor of Science in Chemical
Engineering in 1970 from Purdue University and was awarded a Masters of Science in Engineering
from the Environmental Engineering Department at Purdue University in 1971
. I am a registered
Professional Engineer in Illinois
as well as
in New Jersey
. My work experience includes two years
with Mobil Oil as
an Advanced Environmental Engineer during the construction and start-up of the
Joliet Refinery
. My responsibilities at the Joliet Refinery included the following
:
•
Construction oversite of some of the wastewater treatment facilities
•
Preparation of Operation & Maintenance Manual for the wastewater treatment
facilities
•
Training the wastewater treatment operators
•
Technical support for the wastewater treatment facilities, including sampling
coordination, trouble shooting, and discharge monitoring reports
•
Operations of the wastewater treatment facilities for a 6 week period
•
Oil spill response program development
From the above responsibilities, I am familiar with the refinery, its wastewater treatment
system, as well as the receiving waterway, the Des Plaines River
.
R97-28
CLERICS
RECEIVEDOFFICE
JUN 2 3 1997
STATE OF ILLINOIS
POLLUTION CONTROL BOARD
I
THIS FILING SUBMITTED ON
RECYCLED PAPER
After leaving Mobil in the fall of 1973, I was employed for three years at IIT Research
Institute in the Chemical Engineering Department, working on advanced wastewater treatment
projects including catalytic oxidation of cyanide in petroleum wastewaters
. I then spent four years
with the Armak Company, now called Akzo Nobel Chemicals
. I was the Corporate Manager of
Environmental Affairs responsible for regulatory compliance and engineering design of
environmental systems at nine manufacturing facilities in the United States and Canada
. Three of
these chemical plants were fatty amines manufacturers, where ammonia was utilized as a raw
material and was a major component in the wastewater
. For the last 17 years at Huff & Huff, Inc
.,
I have been involved in over 20 environmental impact studies associated with the impact of
wastewater discharges on receiving streams throughout the United States
. Many of these studies
have involved ammonia nitrogen impacts, including those for the City of Lockport, the Uno-Ven
Refinery and its predecessor Union Oil, the Galesburg Sanitary District, and Modine Manufacturing
.
I was Project Manager on a year long Fox River Ammonia Study on behalf of most of the municipal
discharges on the Fox River below the Chain-of-Lakes
. I was an active participant in the recent
ammonia water quality proceedings (R94-1 b), on behalf of six communities and also Indian Refining
Corporation .
In addition, I have designed nitrification facilities for both industrial and municipal
wastewater treatment plants
. Most recently, after a nine month pilot study on nitrification of
anaerobic digester supernatant, I designed a batch biological system that will take influent ammonia
levels from above 300 mg/e to less than 1 mg/e
. This system is currently under construction
.
I was retained by Mobil to evaluate the environmental impact of Mobil's discharge on the
Des Plaines River and ensure that the effluent standards recommended are protective of stream uses
and consistent with water quality goals and standards
. The report included as Exhibit VIII was
prepared under my supervision and direction
. The purpose of my testimony is to summarize this
report .
2
Background
The Mobil refinery is located in Will County approximately 10 miles southwest of Joliet,
Illinois, on the south side of the Des Plaines River, just upstream of the Interstate 55 bridge . The
Des Plaines River is approximately 600
ft
wide at the location of the outfall . The Des Plaines River
above the 1-55 Bridge is designated as a Secondary Contact Water under 35 Ill Adm . Code 303
.441 .
The ammonia water quality standard for Secondary Contact Waters is 0 .1 mg/P un-ionized ammonia .
Mixing Zone Determination
The available dilution within the mixing zone and Zone of Initial Dilution are important in
establishing the potential impacts of a discharge on water quality . Based upon field measurements
and both U .S
. EPA and IEPA policies, the Zone of Initial Dilution or ZID, and the full mixing zone
were determined . Factoring in the mixing of once through cooling water, which is discharged
through the same effluent channel, as well as the stream mixing, the available dilution within the
ZID is 4 .2 to 1 . The overall available dilution within the mixing zone was determined to be 63 to 1 .
At the 1-55 Bridge, the Des Plaines River is designated as a "General Use" waterway . The
winter un-ionized ammonia standard becomes 0 .025 mg/P below the 1-55 Bridge, or four fold more
restrictive than the 0 .1 mg/P Secondary Contact Water Quality Standard . The extent of mixing
achieved by the 1-55 Bridge was also determined as part of the field work, as one of our tasks was
to ensure that the recommended effluent standards would be protective of the "General Use"
waterway below the 1-55 Bridge . Further dilution from the edge of the mixing zone to the 1-55
Bridge was found to be 4 fold
. Thus, if the edge of the mixing zone achieves 0.1 mg/P un-ionized,
the Des Plaines at the 1-55 Bridge will achieve 0
.025 mg/P, ignoring any ammonia removal processes
such as plant uptake, volatilization, and nitrification
. Thus, effluent limits protective of the
Secondary Contact Water Quality Standard (0
.1 mg/P un-ionized ammonia) will also assure
compliance with the General Use Water Quality winter un-ionized standard (0
.025 mg/P). As the
General Use Water Quality Summer un-ionized standard is 0
.057 mg/P, the summer standards will
also be achieved .
3
Derivation of Effluent Limits
Appropriate effluent limits can be derived based on water quality considerations, existing
effluent quality, as well as existing permit limits under IEPA and U .S
. EPA policies . The most
restrictive of the three approaches is the appropriate methodology
. Using the 0.1 mg/Q un-ionized
ammonia water quality standard, with the 75th percentile stream temperature and pH, the equivalent
total ammonia water quality level can be derived
. Then factoring in the available dilution within the
mixing zone, the water quality based ammonia effluent limits for Mobil are back calculated as
follows
:
Summer
70 mg/Q monthly average
Winter
243 mg/Q monthly average
U.S
. EPA's methodology for statistically deriving effluent limits based upon existing effluent
quality was also utilized, as typically determined by IEPA at permit renewals . With the recent
wastewater treatment upgrades, the representative monthly average database was limited from
November, 1996 to March, 1997 . However; short term upsets can still occur, independent of the
upgrade
. Therefore, for deriving a daily maximum effluent limit, a larger database is appropriate .
The daily values from 1992 through 1996 were utilized for deriving a daily maximum limit
. The
results of this statistical analysis are as follows
:
Monthly Limit
9 mg/9
Daily Maximum
23 mg/Q
The present variance from Section 304
.122 limits Mobil's ammonia effluent to 13 mg/Q
monthly average and 26 mg/p daily maximum
. Unless a discharger can not meet existing effluent
limits derived using best professional judgement, Section 404 of the 1987 Clean Water Act
amendments prohibits less stringent effluent limits in renewal permits
.
4
The appropriate effluent limits then become the most restrictive of the above three described
effluent limits, which are as follows :
Monthly Effluent
Ammonia Limit
9 mg/e
Daily Maximum
Effluent Limit
23 mg/e
These limits reflect a 31 percent reduction from the current monthly average limit and a 12
percent reduction from the current daily maximum limit
. The larger reduction in the monthly limit
reflects the greater improvement the expanded treatment will have on the average ammonia
achieved ; however, shorter term upsets still have the potential to occur .
In summary, the proposed effluent limits are more restrictive than the existing effluent limits,
reflecting the improvements from $7
.8 million in expenditures . The proposed limits will readily
result in maintaining ammonia water quality in the Des Plaines River, both upstream of the 1-55
bridge (Secondary Contact) and downstream of the 1-55 Bridge (General Use) .
5
Education :
1966-1970
Purdue University, West Lafayette, Indiana
B.S. in Chemical Engineering
1970-1971
Purdue University, West Lafayette, Indiana
M.S.E . in Environmental Engineering
1974-1976
University of Chicago
Graduate School of Business . Part time
Honors :
Omega Chi Epsilon (Chem . Engr. Honorary)
President's Academic Award
Graduated with Distinction
Fellowship from the Federal Water Quality Admin .
Thesis :
"Destabilizing Soluble Oil Emulsions Using Polymers with Activated
Carbon," Major Professor, Dr . J . E . Etzel
Experience :
Since 1980, Mr . Huff has been vice president of Huff & Huff, Inc . responsible for projects pertaining
to wastewater treatment, hazardous waste management, ground water and soil remediation, and
compliance assessments
. A significant portion of his time has been devoted to assisting clients on day-
to-day environmental issues ; from permitting and reports to setting up programs for compliance .
Mr. Huff has designed industrial wastewater treatment plants ranging in size from less than one thousand
gallons per day to five million gallons per day . These designs have ranged from foundries, plating,
metal working, and printed circuit boards to the organic chemical industry . Mr. Huff has also directed
ten municipal wastewater treatment design projects and four country club on-site wastewater systems
over the past fifteen years
. Two novel in-stream aeration systems, using high-purity oxygen on a
shallow Illinois stream, were designed and installed . Mr. Huff was retained by a community to direct
(contract O&M) the operations of a new 1
.5 mgd tertiary treatment plant until the system was lined out
and a superintendent hired .
In the area of Water Quality Analysis, Mr. Huff has completed a variety of projects, including both
biological and chemical assessments . Mr
. Huff has directed studies for two of the Quad Cities to assess
the environmental impact of water treatment plant discharges on the Mississippi River
. These studies
have included evaluating various locations along the Mississippi for the presence of mussel beds, the
potential presence of endangered species, primarily the Lampsilis
higginsi, and whether the areas were
important for fish spawning
. The scope-of-work for the mussel surveys developed by Mr . Huff were
reviewed and approved by U .S
. Fish & Wildlife, IDOC, IEPA, and the Illinois Natural History Survey .
Approval for both of the outfalls was secured .
ATTACHMENT I
JAMES E . HUFF, P.E .
J. E. Huff, P .E . - Resume
On the Fox River, Mr
. Huff was project manager for a group of municipal dischargers on a project to
collect and analyze weekly water quality samples along the river, its tributaries, and outfalls at over 30
locations to establish a better database than currently exists . Mr
. Huff has directed fish and benthic
surveys for industrial, storm water, and municipal wastewater discharges located on the following
waterways
: Cedar Creek, Deep Run, Thom Creek, North Kent Creek, Chicago Sanitary & Ship Canal,
and Casey Fork Creek .
In the hazardous waste field, over sixty industrial plants have relied on Mr
. Huffs expertise for
complying with the regulations . Mr
. Huff has provided the required RCRA and DOT training, prepared
inspection plans, contingency plans, training plans, and waste minimization plans
. Mr. Huff directs
H&H's underground storage tank (UST) closure and remediation projects for a variety of clients
. Both
petroleum and solvent tank releases have required regulatory reporting and remediation
. Tank systems
have varied in size from single units to 50 USTs .
Remediation designs, many associated with underground storage tank releases, are a major portion of
Mr. Huff s activities
. He has designed and implemented landfarming, soil vapor extraction, air sparging,
ground water pump and treat systems utilizing batch biological reactors, activated carbon, air strippers,
and in situ enhanced bioremediation. Mr
. Huff has completed treatability studies at a Federal Superfund
site for cyanide and thiocyanate destruction in ground water, including operation of a 4,000 gpd pilot
reactor at the site and was the lead engineer for a feasibility study for a major chlorinated solvent release
at a state superfund site . Mr
. Huff has directed over fifteen hazardous waste closures of TSD facilities,
ranging from drum storage areas to the complete clean-up of a 27-acre abandoned manufacturing
facility
. This abandoned manufacturing site included plating solutions, cyanide bearing sludges, oils,
and over 20,000 gallons of virgin chemicals requiring placement
.
Compliance assessment is a significant part of Mr
. Huff s work
. Over 100 environmental audits of
manufacturing firms have been conducted by Mr
. Huff over the last fifteen years
. These audits have
included potential acquisitions as well as on-going industrial operations
. Mr. Huff has also been
involved in siting and permitting of new industrial facilities, including a mining operation
.
From 1987 through 1990, Mr
. Huff was a part-time faculty member, teaching the senior level
environmental courses in the Civil Engineering Department at IIT-West in Wheaton, Illinois
.
From 1976 to 1980, Mr
. Huff was Manager of Environmental Affairs for the Armak Company (now
Akzo Nobel Chemicals), a diversified industrial chemical manufacturer
. At Armak, Mr . Huff was
responsible for all environmental activities at eight plants located throughout the United States and
Canada
. Technical work included extensive biological and chemical treatability studies as well as
designing new facilities, including two wastewater pretreatment facilities, a land application system, and
an incinerator system .
Previously, Mr
. Huff was an Associate Environmental Engineer in the Chemical Engineering Section
at IIT Research Institute (IITRI)
. The work included extensive testing of wet scrubbers for odor control
in the rendering industry as well as carbon adsorption evaluations
. Also Ozone/UV was tested as a
treatment method for cyanide, PCB's, RDX, HMX, and TNT
. At Mobil Oil's Joliet refinery Mr
. Huff
was employed as an Advanced Environmental Engineer during the construction and start-up of the
grassroots refinery
. Mr
. Huff was responsible for wastewater, water supply, solid waste, and noise
abatement issues at the refinery from 1971 to 1973
.
J . E. Huff, P .E. - Resume
Membership
Water Environment Federation Member
Illinois Water Environment Federation
National Water Well Association
Certified Class 2 and Class K Sewage Treatment Works Operator in Illinois
Licenses
:
Registered Professional Engineer, Illinois and New Jersey
Papers:
"Ozone-U.V . Treatment of TNT Wastewater," E .G. Fochtman and J .E. Huff, International Ozone
Institute Conference, Montreal, May 1975 .
"Characterization of Sensory Properties" Qualitative, Threshold, and Supra-Threshold," J .E. Huff and
A. Dravnieks, American Water Works Assoc . Seminar, Minneapolis, MN, June 1975 .
"Optimizing Wet Scrubber Systems for Odor Control in the Rendering Industry," R .H. Snow, J .E. Huff,
and W
. Boehme, Purdue Air Quality Conference, Lafayette, IN, November 1975
.
"Control of Rendering Plant Odors by Wet Scrubbers
: Results of Plant Tests," R .H. Snow, J .E. Huff,
and W
. Boehme, APCA Conference Boston, MA, June 1975 .
"Asbestos Manufacturing Waste Disposal and Utilization," P . Ase, J.E. Huff, L.L. Huff, C .F. Harwood,
and D. Oestreich, Mineral Waste Utilization Symposium, Chicago, IL, April, 1976 .
"Alternative Cyanide Standards in Illinois, a Cost-Benefit Analysis," L .L. Huff and J .E. Huff, 31st
Annual Purdue Industrial Waste Conference, Lafayette, IN, May 1976 .
"Cyanide Removal from Refinery Wastewaters Using Powdered Activated Carbon," J
.E. Huff, J.M.
Bigger, and E.G
. Fochtman, American Chemical Society Annual Conference, New Orleans, LA, March
1977
. Published in Carbon Adsorption Handbook, P.N. Cheremisinoff and F . Ellerbusch, Eds ., Ann
Arbor Science Publishers, Inc ., 1978.
"Industrial Discharge and/or Pretreatment of Fats, Oils and Grease," J .E. Huff and E .F. Harp, Eighth
Engineering Foundation Conference on Environmental Engineering, Pacific Grove, CA, February, 1978.
"A Review of Cyanide of Refinery Wastewaters," R .G
. Kunz, J .E. Huff, and J .P. Casey, Third Annual
Conference of Treatment and Disposal of Industrial Wastewater and Residues, Houston, TX, April 1978
.
Published as : "Refinery Cyanides
: A Regulatory Dilemma," Hydrocarbon Processing, pp 98-102,
January, 1978
.
"Treatment of High Strength Fatty Amines Wastewater - A Case History," J.E. Huff and C.M.
Muchmore, 52nd Conference
- Water Pollution Control Federation, Houston, TX, October 1979 .
Published JWPCF,
Vol. 54, No . 1, pp 94-102, January, 1982 .
J. E. Huff, P.E. - Resume
"An Overview of Environmental Regulations," E .F. Harp and J.E. Huff, Soap & Detergent Association
Annual Meeting, Boca Raton, FL, January 1980 .
"A Proposal to Repeal the Illinois Pollution Control Board's Construction Permit Water Regulations,"
J.H. Russell and J .E. Huff, Chicago Bar Record, Vol. 62, No. 3, pp 122-136, Nov.-Dec., 1980
.
"Disinfection of Wastewater Effluents in Illinois-A Cost
:Benefit Analysis," L
.L
. Huff and J
.E
. Huff,
Illinois Water Pollution Control Association 2nd Annual Conference, Kankakee, IL, May 20, 1981 .
"Measurement of Water Pollution Benefits - Do We Have the Option?" L .L. Huff, J .E. Huff, and N .B.
Herlevson, IL Water Pollution Control Assn 3rd Annual Conference, Naperville, IL, May 1983
.
"Evaluation of Alternative Methods of Supplementing Oxygen in a Shallow Illinois Stream," J.E. Huff
and J.P. Browning, Illinois Water Pollution Control Assn Sixth Annual Meeting, Naperville, IL, May
7, 1985
.
"Environmental Audit for Wastewater Compliance," J
.E
. Huff, Federation of Environmental
Technologists Environmental '86 Seminar, Milwaukee, WI, March 5, 1986.
"Technical and Economic Feasibility of a Central Recovery Facility for Electroplating Wastes in Cook
County, IL," J .E. Huff and L.L. Huff, 1986 Governor's Conference on Science and Technology in
Illinois, Rosemont, IL, Sept
. 3, 1986 .
"Hazardous Waste Closure Procedure," J .E
. Huff, Federation of Environmental Technologists Seminar,
Rockford, IL, Dec . 17, 1986.
"Training & Contingency Plan Requirements Under the Hazardous Waste/Right-To-Know/OSHA
Regulations," J .E
. Huff, Federation of Environmental Technologists Environment'88, Milwaukee, WI,
March 9, 1988
.
"Biomonitoring/Bioassay," J .E. Huff, Federation of Environmental Technologists Seminar, Harvey, IL,
December 11, 1989 .
"Storm Water Discharges," J.E. Huff, Federation of Environmental Technologists Environment '90
Seminar, Milwaukee, WI, March 7, 1990.
"Cleanup Standards-Past, Present and Future," J .E
. Huff and D.O'Neill, Chicago Bar Association's
Environmental Law Seminar "Underground Tanks
: Down and Dirty," Chicago, IL, June 8, 1993 .
"Engineering Aspects of Individual Wastewater System Design," J
.E . Huff, 22nd Annual Northern
Illinois Onsite Wastewater Contractors Workshop, St
. Charles, IL, February 27, 1995 .
C
:\ I DOC\MOBIL\PETITION\TESTIMONDOC
107715-I
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
)
)
SITE SPECIFIC PETITION OF
)
MOBIL
RELIEF FROM
OIL
35 ILL .
CORPORATION
ADM
. CODE 304.122,
FOR ))
AMMONIA NITROGEN EFFLUENT STANDARDS
)
TESTIMONY OF JOHN H . KOON, Ph.D., P.E.
INTRODUCTION
My name is John H . Koon and I am affiliated with Parsons Engineering Science,
Inc. (Parsons ES)
. I have been working with Mobil Oil Corporation (Mobil) in evaluating
Mobil's Joliet refinery's wastewater treatment plant (WWTP) with regard to achieving the State
of Illinois ammonia discharge limitation
. A copy of our full report is included as Exhibit VII
to Mobil's petition
. This exhibit accurately reflects our analysis and conclusions .
Parsons ES was retained by Mobil to provide a technical evaluation of the
refinery's WWTP and treatment process modifications that have been made or investigated with
specific regard to the removal of ammonia
. Our specific tasks were to :
Evaluate the design, operation, and performance of the existing
wastewater treatment system, paying special attention to any
circumstances that would interfere with biological nitrification
.
Determine if changes in the treatment system operation would
improve ammonia removal .
Determine if the present wastewater treatment system meets the
United States Environmental Protection Agency (USEPA) Best
Available Technology (BAT) economically achievable criteria .
THIS FILING IS SUBMITTED ON RECYCLED PAPER
RECEIVED
CLERICS
OFFICE
JUN 2 3 1997
POLLUTION
STATE
CONTROL
OF
ILLINOISBOARD
R97-28
Determine how recent changes in the Resource Conservation and
Recovery Act (RCRA) regulations have adversely impacted the
ammonia removal performance of the system .
Review the evaluation of alternative ammonia removal technologies
performed by Mobil, evaluate any additional technologies, as
appropriate, and develop current cost estimates for the construction
of applicable technologies .
We began our study in October of 1996
. We conducted a two-day site visit to
inspect the treatment plant and review operating procedures and data . Mobil also provided us
with extensive treatment plant operating data and information on capital improvement projects
and previous investigations . We used this information to form our opinions and conclusions .
I was the lead technical resource for this investigation and the report was prepared
under my supervision and direction
. Christopher Donohoe, a junior engineer, gathered most of
the information and conducted the initial analysis
. Gregory M
. Gibbons, P .E. worked with Mr .
Donohoe in the information analysis and was a primary author of the report .
I have over 27 years experience in the environmental field . My educational
background includes a B .E . in Civil Engineering, a M .S . in Environmental Engineering from
Vanderbilt University, and a Ph .D . in Environmental Engineering from the University of
California, Berkeley .
I have specialized in the area of industrial water pollution control and have
worked with numerous industries with regard to biological nitrification and nitrogen control .
A detailed list of projects is included in the attached biographical information .
WASTEWATER TREATMENT PLANT DESCRIPTION
Mobil owns and operates a 200,000 barrels per day (bbl/day) refinery on the
Des Plaines River in Joliet, Illinois . Process wastewater and contact storm-water runoff are
-2-
treated in the facility's WWTP
. The facility is a conventional activated sludge treatment plant
with solids and oil removal as primary treatment
. Major unit process include :
Sour Water Stripper
- Primary removal of ammonia and sulfide
.
This treatment unit is located in the refinery process area .
Desalter - Partial removal of phenolics and in-plant water reuse
.
This unit is located in the refinery process area
.
TK 103 -
Wastewater flow equalization . This unit is located in the
refinery process area .
Benzene Removal Unit -
An air-stripping process for removal of
benzene, sulfide, and volatile organic compounds
. This unit is
located in the refinery process area
.
Diversion Basin -Basin used for hydraulic overflow during wet
weather. .
API Oil/Water Separator -
Parallel basin process for the oil
removal of gravity separable oil
.
Dissolved Air Flotation - Parallel basin process for the removal of
suspended oil
. The DAF system was modified/upgraded in 1996
with enhanced air injection features .
Equalization Biological Treatment Unit (EBTU)
- Secondary
equalization with surface aerators for phenolic and other chemical
oxygen demand (COD) oxidation
. The EBTU normally receives
treated sanitary wastewater and effluent from the dissolved air
flotation units (DAF) .
Aeration Basins -
Parallel activated sludge basins for ammonia,
organic, cyanide and other pollutant removal
. The aeration basins
were upgraded in 1996 with the installation of a fine bubble air
diffuser system and new aeration blowers .
Clarifiers - Parallel clarifiers for solids removal/sludge settling
.
The settled sludge and surface skimming mechanisms in the
clarifiers were replaced to improve separated solids removal from
the units .
Guard Basin
- Effluent retention prior to discharge
.
-3-
The facility also has a biological-sludge thickening tank, where waste activated
sludge is gravity settled and stabilized . Waste bio-sludge is then hauled to the on-site coker for
recycling .
The nominal design capacity of the treatment plant is 2,500 gallons per minute
(gpm) . Current throughput is 1,900 gpm .
Mobil has implemented a number of capital improvement projects to optimize the
W WTP processes, including enhancement of ammonia removal. Mobil has conducted laboratory
studies to pinpoint inhibition to the nitrification/denitrification process . Mobil has also evaluated
further improvements to the WWTP to improve ammonia removal . These actions were
considered in our evaluation .
WASTEWATER TREATMENT PLANT MODIFICATIONS
Since 1990, Mobil has made the following modifications:
Installed a benzene removal unit (BRU) .
Converted an equalization basin to an aerated biological
pretreatment unit, the equalization biological treatment unit
(EBTU) .
Switched to a caustic-free Merox gasoline treating unit .
Upgraded to diffused aerators in the activated sludge basins
.
Upgraded the WWTP clarifiers .
Made extensive modifications to the DAF system
.
The BRU was installed in September of 1990 to meet the requirements of RCRA
(40 CFR 261) and the National Emission Standards for Hazardous Air Pollutants (NESHAPS-40
CFR 61) regulations at a cost of $2
.1 million. Mobil constructed and operates the unit to
remove benzene, other volatile hydrocarbons, and a substantial amount of sulfide from a major
-4-
portion of their process wastewater . Similarly, in 1991, upon the listing of F037 and F038
sludges, Mobil converted an equalization basin to the EBTU through the addition of surface
aerators
. The EBTU is an aggressive biological treatment unit.
The nitrification performance of the treatment system has deteriorated since 1991
.
This is most likely attributable to increases in some chemical inhibitory substance in the BRU
or the EBTU . A nearly identical conclusion was made at the UNO-VEN refinery in Lemont,
Illinois, in a 1993 petition to the IL PCB (R 93-8) .
In June of 1995, Mobil began operating a newly constructed caustic-free Merox
gasoline treating unit (Merox unit)
. The nature of the new Merox unit is such that its operation
precludes a recurrence of WWTP upsets caused by incursion of the phenolic spent caustic into
the wastewater system thus, at least removing one source of known inhibitory substances
.
Mobil also upgraded the WWTP's activated sludge basins and clarifiers to enhance
nitrification
. To promote more efficient oxygen transfer and to increase the dissolved oxygen
(DO) levels in the aeration basins-creating a more suitable environment for nitrifiers-Mobil
replaced the mechanical aerators of the west and east basins with fine bubble diffusers
(November 1995 and June 1996, respectively)
. Mobil spent $3
.5 million in modifying the
activated sludge basins
. Moreover, Mobil replaced the east and west clarifier internals by
removing the suction-riser-pipe and installing bottom-suction-header equipment in each clarifier
costing . These changes cost $450,000
.
Mobil made upgrades to the DAF recycle system to increase the efficiency of the
air saturation system
. This also improved operability and reliability over the original system
.
This upgrade to the recycle system cost $143,000 .
-5-
LABORATORY STUDIES
Mobil performed the following studies per IPCB order in PCB 93-151 .
SOUR-WATER STRIPPER TAIL UNIT PROCESS
Mobil suspected that the stripped sour water stream was the most likely source
of substances inhibitory to nitrification
. As a result, Mobil conducted investigations to pinpoint
and possibly remove inhibitors, including the installation of a sour water stripper tail unit
(SWSTU) . Mobil's SWSTU evaluation activities consisted of a refinery sour water pollutant
survey, three phases of laboratory investigations, and a pilot-scale study .
The objective of the investigations was to determine the most probable cause of
inhibition and to identify a promising treatment technology
. Mobil researchers suspected phenol
to be a major cause of inhibition and developed a nickel-tungsten catalyst bonded to activated
carbon (Ni/W-AC) to remove phenol by catalytic oxidation
. Laboratory investigations with the
catalyst yielded positive results
. However, pilot-scale testing with the Ni/W-AC process
between March and September 1995 was less successful . Mobil researchers observed that
phenol was removed by adsorption to the activated carbon, not by catalytic oxidation, and
concluded that adsorption was not a commercially viable option for phenol removal from sour
water
. Mobil spent in excess of $100,000 for the multiple phases of the SWSTU investigation
.
MICROTOX STUDY
Using MICROTOX technology, Mobil performed a toxicity identification study
elucidating toxic inputs to the WWTP . This study concluded
:
Toxicity increases across the BRU-supporting Mobil's contention
that the operation and performance of the WWTP has become less
reliable after the BRU installation
.
-6-
Commissioning of the new Merox unit led to an overall decrease
in toxicity .
AMMONIA INHIBITION STUDY SUMMARY
Mobil conducted a nitrification inhibition study from October 1981 through
January 1983
. This study was summarized in Mobil's May 1, 1984, proposal to the Board
(adopted rule PCB R84-16) .
Results from this study indicated that factors inhibitory to
biological nitrification in Mobil's wastewaters were recurring and unpredictable
.
In 1995 Mobil contracted with Nalco Chemical Company (Nalco) to conduct a
second ammonia inhibition study on input streams to the WWTP
. The work involved laboratory
testing and a general review of the wastewater generation and treatment processes
. Nalco
conducted their study to assess the degree of nitrification inhibition of 15 wastewater influent
component streams and the overall contribution of these influent streams to the quality of the
final effluent .
Nalco also attempted to correlate measured nitrification inhibition to such
parameters as pH, ammonia, residual COD following biological treatment, cyanide, sulfide,
phenols, conductivity (dissolved salts), nitrates, and process unit variability
. The principal
finding of the study was that inhibition to the nitrification process was caused by biological
degradation products produced in the activated sludge process
. Thus, by accomplishing its
primary objective, i.e
.,
the oxidation of degradable organics, the biological treatment process
appeared to be creating conditions that prevented it from achieving high levels of nitrification
.
Mobil spent a total of $120,000 for the MICROTOX and the Nalco nitrification
inhibition studies.
-7-
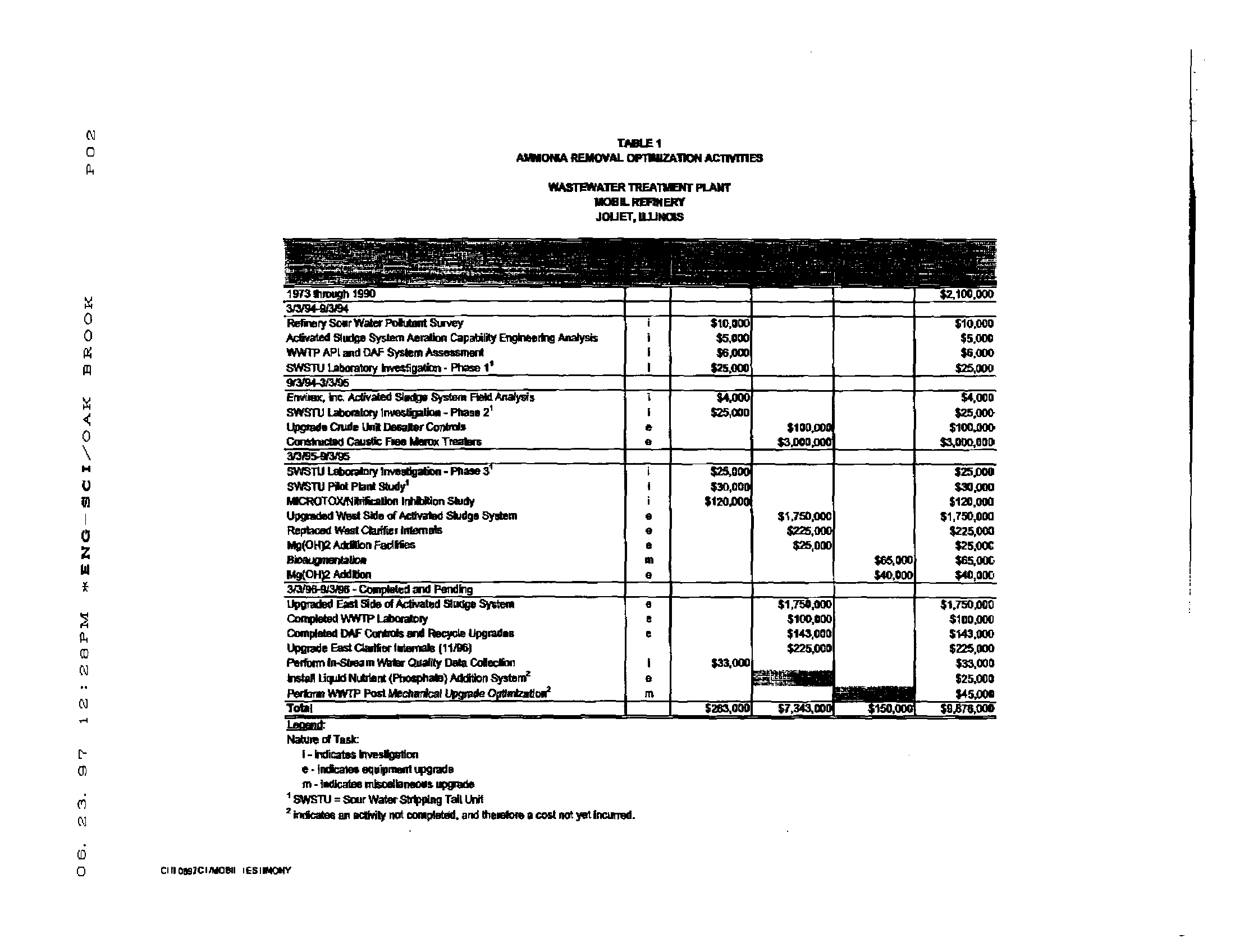
All together, Mobil has spent nearly $10,000,000 on upgrades to the WWTP and
studies investigating further enhancements to the facility's performance
. A summary of these
costs is presented in Table 1
.
The Mobil Joliet refinery WWTP has a history of varying ammonia removal due
to inhibition of nitrification in the treatment plant
. Nitrification is a sensitive process that can
be affected by many factors . Mobil has been able to identify some causes for reduced
nitrification, e .g.,
increased WWTP influent toxicity resulting from the installation of the BRU
and EBTU
; incursion of the phenolic spent caustic into the wastewater system
; and varying
ammonia levels in the raw crude oil
. However, even after installing the caustic free Merox unit
and totally upgrading the WWTP, Mobil is unable to consistently meet the state effluent
standard .
WASTEWATER TREATMENT PLANT OPERATION EVALUATION
Parsons ES evaluated the operation of the WWTP to assess if (1) the facility was
well run, (2) operating conditions were favorable to nitrification, and (3) the facility meets or
exceeds BAT requirements .
EVALUATION OF CURRENT OPERATION
Following a thorough inspection of the Mobil WWTP and operating data, Parsons
ES concludes that Mobil properly operates their treatment facility
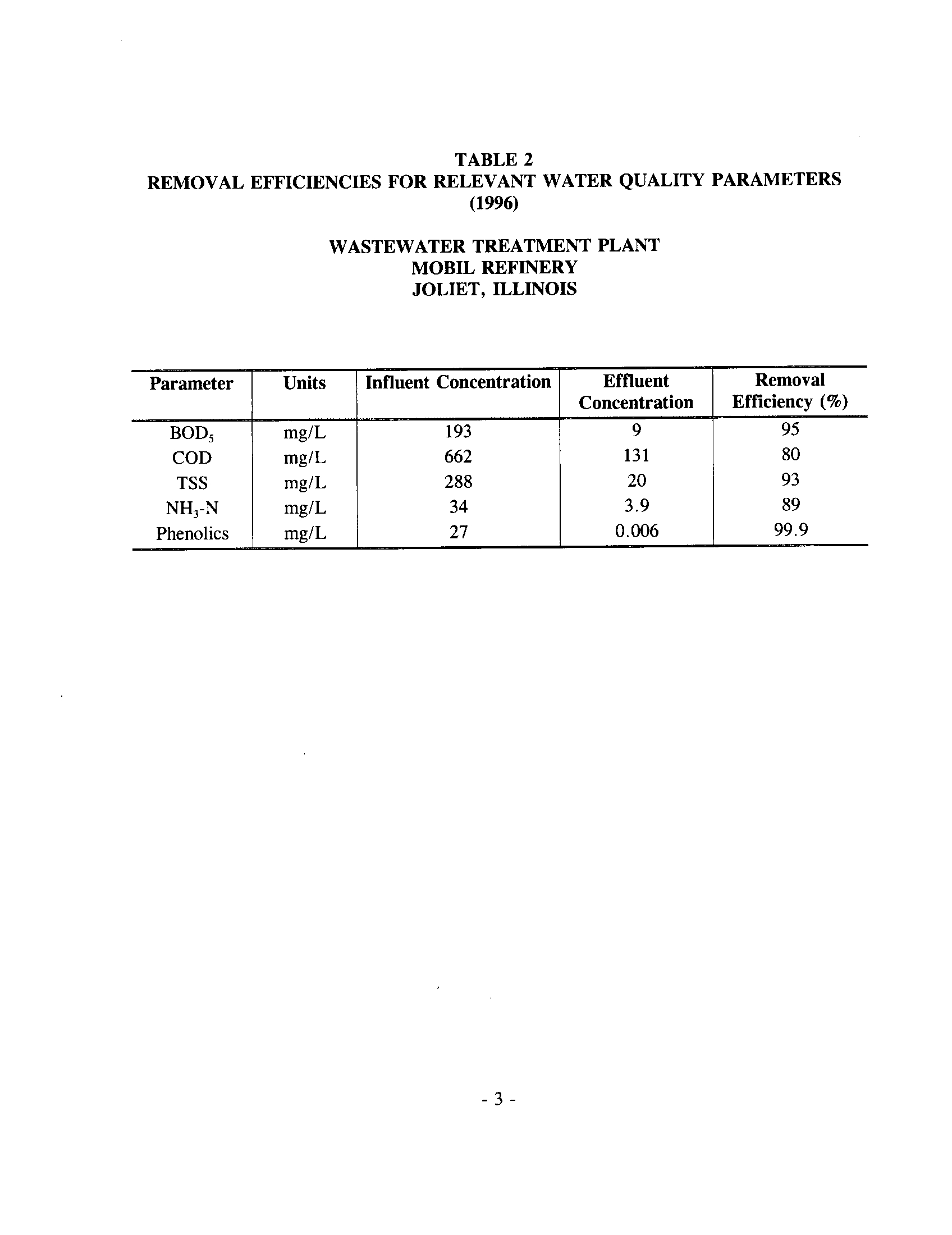
. Removal efficiency data for
major parameters of concern are shown in Table 2
. This performance data are indicative of an
exemplary treatment plant, evidenced by BOD
5 , TSS, and phenolics data
. Although the facility
design promotes conditions well within the range for nitrification, the WWTP does not
consistently achieve levels of nitrification necessary to meet Illinois regulations
. Studies have
8
indicated that this inconsistency can be attributed to inhibitory agents resulting from
RCRA and
NESHAP mandated upgrades to the WWTP . Therefore, it is the opinion of Parsons
ES that
ammonia levels above the Illinois ammonia effluent standard do not result from poor facility
operation .
Furthermore, it is unlikely that significant additional removal of organics and
ammonia could be achieved through operating or equipment modifications .
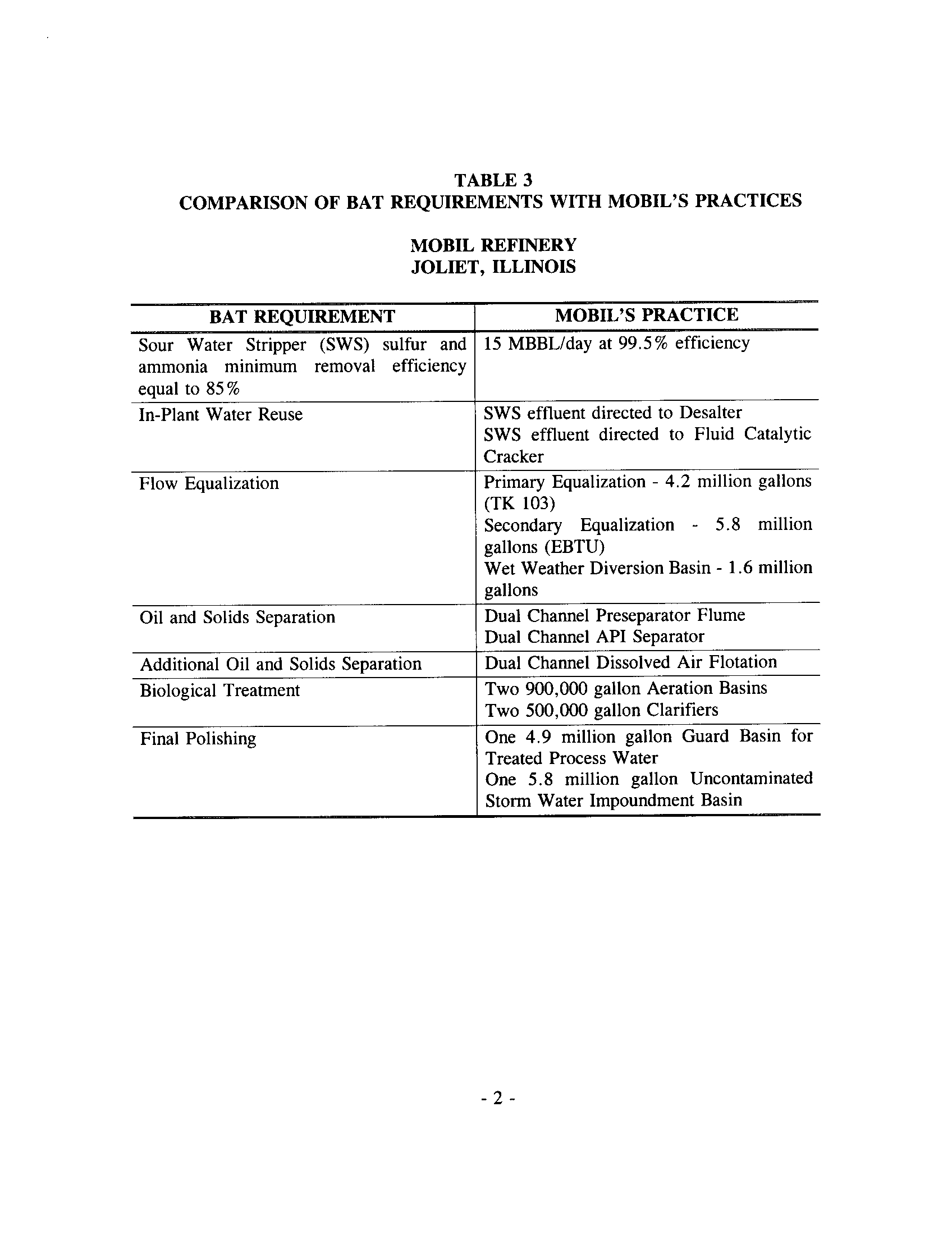
COMPARISON TO INDUSTRY PRACTICES AND GUIDELINES
A comparison of Mobil's treatment plant practices with BAT requirements are
presented in Table 3 . Mobil meets or exceeds all BAT
treatment plant process requirements .
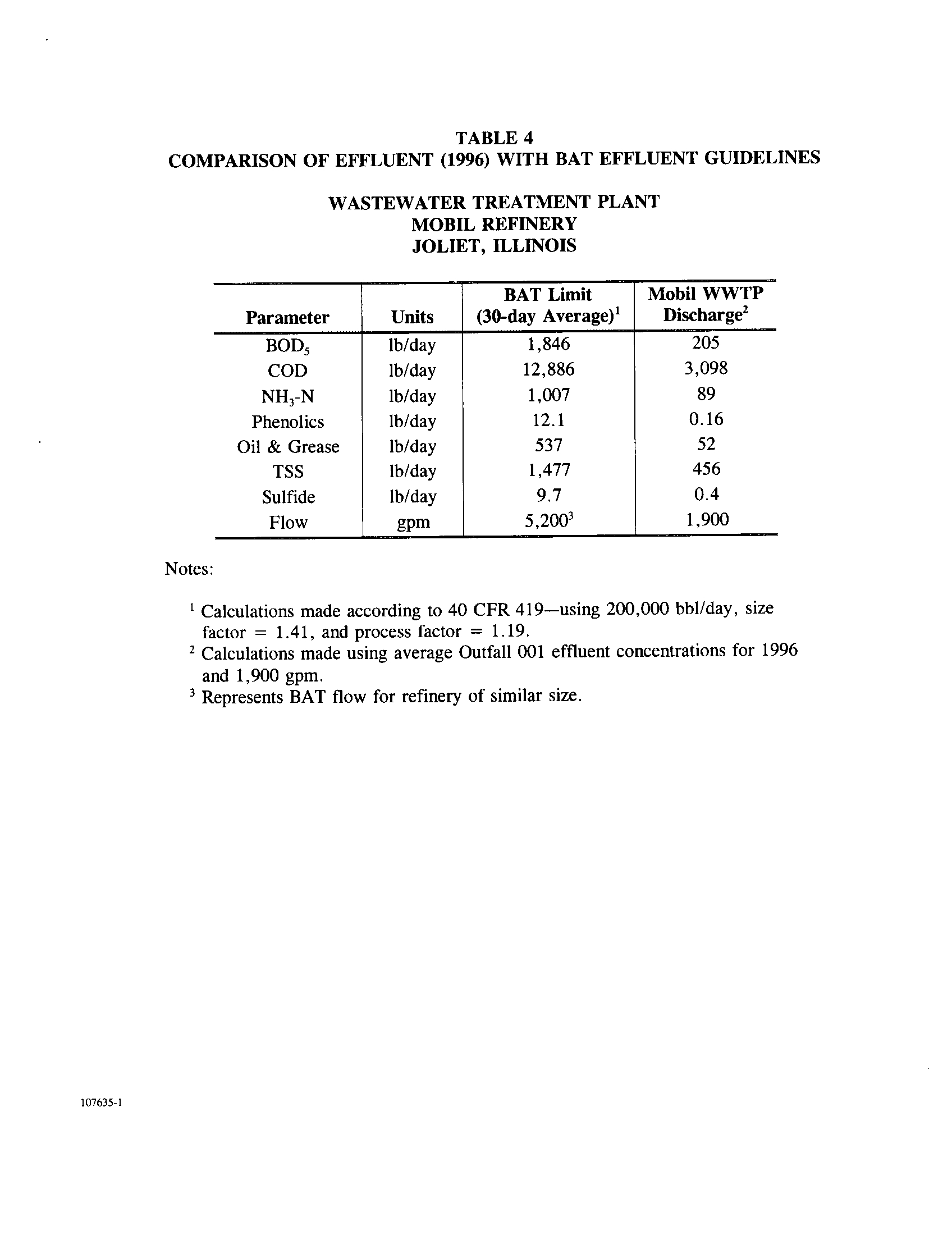
Parsons ES compared the Mobil Joliet refinery's WWTP effluent with the
BAT effluent
guidelines
. This comparison is presented in Table 4 . The Joliet refinery WWTP effluent is
significantly below the USEPA BPT and BAT
ammonia effluent limitations (daily maximum of
2,215 lb/day and daily average of 1,007 lb/day) . The facility also has operated at flow rates
significantly lower than the BPT
average flow rate, due to water conservation and stream
segregation
. These water conservation and segregation practices may, in a sense, hinder Mobil's
efforts to meet the Illinois concentration-based effluent limit
. The net result of discharging less
water is that wastewater constituents are concentrated in the reduced flow
.
ALTERNATIVE TREATMENT TECHNOLOGY EVALUATION
Mobil has evaluated a number of alternative treatment technologies to further
enhance ammonia removal
. These have included :
Pre-ICPB 93-151 Variance Petition
From 1979 through 1982 Mobil operated a two-stage pilot
treatment system.
-9
Addition of rotating biological contactors (RBCs) for second-stage
secondary treatment .
Addition of a trickling filter as second-stage treatment .
Addition of a third aeration basin and clarifier in parallel to the
existing activated sludge system .
Technology Assessment Associated with ICPB Variance Petition
Breakpoint chlorination .
Addition of powdered activated carbon (PACT) to the aeration basins
.
Selective ion exchange .
Mobil has experimented with and performed engineering evaluations on a number
of processes that might provide the means to comply with the state ammonia standard
. None
have proved suitable due to a variety of problems including performance shortfalls, unsuitability
for the Joliet site, and the generation of unacceptable toxic byproducts .
Furthermore, the process costs associated with removing the incremental amount
of ammonia necessary to meet the state effluent guideline are prohibitive
. Assuming that 3 mg/L
effluent ammonia concentration could be consistently reached, in order to remove an additional
0
.9 mg/L to meet the 3 mg/L effluent limitation, PACT, ion exchange, and breakpoint
chlorination will cost $490/lb NH
3 , $609/lb NH 3 , $ 163/lb NH3, respectively
.
To put these costs for ammonia removal in perspective, we compared them to
existing Joliet Refinery treatment costs, both before the 1990 to 1996 upgrade efforts and current
treatment costs
. A baseline ammonia removal cost was calculated that reflects the costs prior to
the WWTP upgrades made between 1990 and 1996
. Parsons ES calculated that ammonia
removal cost approximately $8/lb of ammonia removed by the pre-1990 treatment system
.
- 10-
Considering the cost of the upgrades to promote ammonia removal, ammonia removal following
these upgrades costs $24/lb
. We then compared the pre-upgrade, i .e .,
prior to 1990, ammonia
removal cost of $8/lb and the current cost of $24/lb to the removal cost estimates noted above
for the three alternative technologies
. The estimated cost increase would be :
Pre-upgrade cost comparison
- 20 to 76 times the pre-1990
ammonia removal cost on a per pound of ammonia removed basis
.
Current cost comparison - 7 to 20 times the current ammonia
removal cost on a per pound of ammonia removed basis
.
FINDINGS SUMMARY
Our findings from this investigation were :
The treatment system is properly designed and operated
. It
consistently meets its discharge permit and performs well above
the USEPA Best Available Technology (BAT) guidelines for the
refining industry .
Many improvements have been made to the system since it was
initially placed into operation in 1973
. Approximately $10 million
has been spent on these improvements .
These improvements
(presented in detail in Table 1) have had the objectives of
accomplishing the following :
Decrease and control ammonia loadings to the
treatment plant .
Increase equalization capacity and degree of
pretreatment .
Improve the design and performance of the
treatment system, and create conditions favorable to
achieving biological nitrification .
Mobil has investigated a number of technologies in order to
identify one which could achieve consistent compliance with the
state ammonia standard .
No applicable process has been
identified .
Problems with the technologies evaluated include high
cost, site suitability problems, and generation of chlorinated
organics. These technologies are not proven for the Mobil Joliet
Refinery application and their cost is prohibitively high to
recommend them for implementation
.
Mobil has conducted studies and implemented changes in
operations to reduce sources of inhibition that might prevent
effective and consistent nitrification . The efforts to identify and
remedy the sources of inhibition have not been completely
successful . The most consistent conclusions from these tests are
that some toxicity is added to the wastewater with passage through
a benzene removal unit (required for compliance with Resource
Conservation and Recovery Act [RCRA] and the Clean Air Act)
and that byproducts of the degradation of organics in the EBTU
and activated sludge system are inhibitory to the nitrification
process .
This evaluation of the Mobil treatment system revealed no further
operational changes nor feasible modifications that would likely
lead to consistent nitrification
. Recent data indicates that the
system is operated within the envelope of conditions required to
achieve nitrification
. In fact, nitrification is achieved in the system
on occasion for several months at a time
. However, there are
other operating periods during which nitrification ceases or is
significantly reduced due to reasons that can best be explained as
chemical inhibition of nitrifying organisms
.
Because of these problems, the treatment system does not
consistently meet the Illinois ammonia standard
. While effluent
ammonia concentrations have progressively decreased from an
annual average of 17 mg/L in 1977 to values ranging from less
than 1 mg/L to 6 mg/L in recent years, Mobil has not, even with
the improvements and studies summarized above, been able to
meet the state average standard of 3 mg/L with sufficient
consistency .
CONCLUSION
Based on our findings, Parsons ES concludes modification of the WWTP to
achieve consistent ammonia removal to meet the current permit standard is technically infeasible
and economically unreasonable .
- 12-
107748-I
Biographical Data
JOHN H . KOON, Ph.D .
Technical Manager, Industrial and Hazardous Wastes
EXPERIENCE SUMMARY
Twenty-seven
years of extensive technical
experience combined with administrative and
management
responsibilities .
Key contributor to significant advances in the technologies used worldwide in the treatment
of
industrial wastes
; widely recognized as an authority in the evaluation and design of
water and wastewater treatment
systems
. Has extensive experience in the evaluation and design of
biological wastewater treatment systems . Assists
clients in resolving complex environmental problems with state and
federal regulatory agencies
. Has worked with
industries, defense agencies, and municipalities at over 200
locations
. Has also directed projects dealing with the
management of
hazardous wastes including the development of
remedial action plans for the correction of chemical
contamination problems at numerous industrial and defense locations
.
EXPERIENCE RECORD
1991-Date Parsons Engineering Science, Inc .
Vice President/Technical Manager, Industrial and
Hazardous Wastes . Directs industrial waste program and works with
industrial clients
to resolve difficult and complex issues .
Responsible for providing technical direction on
industrial and hazardous waste projects
. Scope includes overseeing the development of
project approaches to achieve desired results, participating in engineering
investigations,
and reviewing projects to ensure conformance to client needs .
Representative assignments include the following :
Development of treatment system upgrades at a petrochemical complex
for ARCO
Chemical Co
. Considerations were given to meeting RCRA land ban and wastewater
treatment system exclusion regulations, anticipated Clean Air Act
requirements, and
NPDES requirements
. Work included treatment testing and design assistance
.
Development of projected NPDES permit requirements and
treatment upgrading
alternatives to meet these requirements for five treatment systems
at the Y-12 Plant
in Oak Ridge, TN .
Conduct of testing to evaluate air sparging, soil washing, and solidification
to treat
contaminated soil at an Arkansas Superfund site .
Development of wastewatercharacterizationand treatment system design requirements
for a pharmaceutical plant operated by Pfizer, Inc
.
Stormwater and NPDES permitting assistance for BASF synthetic fibers plant
.
Technical support for a wastewater treatment system operating permit hearing in
Texas
for a new organic chemicals plant
.
1983-1991 Post, Buckley, Scab & Jemigan, Inc
., Vice President -
Director of Industrial Services .
Directed the firm's work with industrial clients to insure completion of quality
projects
within time and budget constraints .
Also responsible for the technical direction and
quality control of major environmental projects .
Vice President- Manager of Industrial and Hazardous Waste Division (1988-1990)
.
Directed technical, administrative, and business development operations for all industrial
waste and hazardous waste projects .
Regional Manager
- Nashville office (1983-1988)
. Responsible for technical
direction,
business development, administrative management,
and financial
performance of office
. Directed project efforts to assure completion of projects within
time and budget constraints .
Developed and supervised projects in industrial and
municipal wastewatertreatmentsystem design including sludge handling, contaminated
site remediation, and NPDES permitting
. Representative assignments include the
following :
Conducted treatment investigations, process design development, detailed design
development, construction assistance, and start-up assistance for a 1-mgd treatment
facility for M&T Chemicals in Bucks, Alabama .
Planned and designed new sludge handling facilities for the 100-mgd Central
Wastewater Treatment Plant in Nashville, Tennessee
.
Developed a two-stage anaerobic-aerobic system to treat wastewater from a
commercial baker's yeast plant
.
Directed the conduct of treatment investigations, process design development, detailed
design development, construction engineering services, and start-up of an industrial
pretreatment system for Reichhold Chemicals in Pensacola, Florida
.
Conducted RI/FS investigations at an air force base to remediate VOC-contaminated
soil and groundwater.
1982-1983 John H
. Koon Company, President
. Responsible for all engineering work provided by
the company
; provided environmental engineering services for the treatment of industrial
and municipal wastewaters, hazardous waste management, and expert testimony before
regulatory agencies and courts of law .
1972-1982 AWARE, Inc
., Nashville, Tennessee Vice President/Technical Director
; Manager of
Operations Division (1980-1982)
; Director of Wastewater Management (1974-1980) ;
Senior Engineer (1972-1974)
. Played key role in the firm's emergence as one of the
nation's leading industrial environmental management firms in the 1970s
. Responsible
for:
Development of plans for remediating organic chemicals and mercury contamination
at a plant producing chlorofluorocarbons, chlorine, and caustic
.
Development of treatment options for a specialty organic chemicals plant including
waste characterization, waste minimization, treatment testing, permitting, and
preliminary system design .
Addressing a wide variety of wastewater management and permitting problems at 20
pulp and paper mills .
Development of wastewatertreatment strategies for a specialty organic chemicals plant
operated by CIBA-GEIGY Corporation
. Tasks included design and operational
evaluation of an existing six-state trickling filter system and activated carbon
adsorption ; experimental testing of one- and two-stage combined systems using plant
-2-
Education
chemical and municipal wastewater to evaluate the treatment alternatives
; planning and
conduct of in-plant waste minimization measures to reduce waste loads ; evaluation of
sludge dewatering alternatives ; system design
.
Development of treatment methods to handle highly saline wastes in various organic
chemicals and textile plants .
Participation in the development of a new anaerobic treatment system
.
Conduct of environmental investigations at an elemental phosphorus plant including
development of wastewater treatment and reuse system, development of storm water
management system, and evaluation of potential pollutant migration from on-site
activated carbon system for removal of elemental phosphorus
.
Development of a wastewater treatment system for Nissan Manufacturing
Corporation's Smyrna, Tennessee plant . The design included facilities for batch pH
adjustment and coagulation of the wastewater, solids separation in a tube settler, and
sludge dewatering using a belt filter press .
B.E., Civil Engineering, 1967, Vanderbilt University, Nashville, Tennessee
M .S
., Civil and Environmental Engineering, 1969, Vanderbilt University, Nashville, Tennessee
Ph .D ., Environmental Engineering, 1971, University of California, Berkeley, California
Professional Affiliations
Registered Professional Engineer, (Alabama 1984, No . 14766 ; Florida 1987, No . 36964; Georgia 1991
No . 19285 ; Kentucky 1988, No . 15408 ; Tennessee 1973 No . 9590)
American Academy of Environmental Engineers (Diplomate)
American Society of Civil Engineers
American Water Works Association
International Association on Water Pollution Research and Control
Water Environment Federation (Program Committee ; Hazardous Waste Committee ; Industrial Waste
Committee)
Honorary Affiliations
Tau Beta Pi
Chi Epsilon
Publications
"Application of a Kinetic Analysis Using Historical Operating Data to Redesign an Industrial Activated
Sludge System,"
Proceedings of the 48th Purdue Annual Industrial Waste Conference, 1993, coauthored
by Fred L. Bogap.
"Meeting Self-Monitoring Requirements for Stormwater Discharges from Industrial Facilities," Industrial
Wastewater, Vol . 1, No . 1, April 1993, coauthored by Samuel O . Atere-Roberts
.
-3-
"Resolving Complex NPDES Permitting Issues at a Major Industrial Plant, "
Proceedings of the 1993
Food Industry Environmental Conference,
November 15-16, Georgia Tech Research Institute, Atlanta,
Georgia.
"Evaluation of Chloroform Removal in a Biological Treatment System to Meet BAT Limits,"
Proceedings of the 38th Annual Purdue Industrial Waste Conference,
1983, coauthored by Yerachmiel
Argaman .
"Development of a Wastewater Treatment System Based on a Fixed-Film, Anaerobic Bioreactor,"
Proceedings of the DOE Workshop on Anaerobic Filters,
Howey-in-the-Hills, Florida, 1980, coauthored
by G.M
. Davis, R .K . Genung, and W .W . Pitt, Jr .
"Development of a Wastewater Management System for an Elemental Phosphorus Production Plant,"
Proceedings of the 35th Annual Purdue Industrial Waste Conference,
1980, coauthored by Gary M .
Davis, Paul D . Knowlson, and Edward R . Smith.
"Energy Conservation and Scaleup Studies for a Wastewater Treatment System Based on a Fixed-Film,
Anaerobic Bioreactor,"
Proceedings of the Second Symposium on Biotechnology in Energy Production
and Conservation,
Gatlinburg, Tennessee, 1979, coauthored by G .M . Davis, R .K
. Genung, and W . W.
Pitt, Jr.
"The Feasibility of an Anaerobic, Upflow Fixed-Film Process for Treating Small Sewage Flows,"
Proceedings of the Energy Optimization of Water and Wastewater Management for Municipal and
Industrial Applications Conference, 1979, coauthored by G .M
. Davis, R .K . Genung, and W .W. Pitt, Jr .
"Handling of Liquid Wastestream from Coal Conversion Plants,"
Proceedings of the Symposium on
Biotechnology in Energy Production and Conservation,
May 1978, coauthored by Edward J
. Reap, Gary
M
. Davis, and Carl E . Adams .
"The Economics of Handling Refinery Sludges,"
Proceedings of the Second Open Forum on
Management of Petroleum Refinery Wastewaters,
University of Tulsa, 1977, coauthored by Carl E .
Adams, Jr
.
"Treatment of Two Textile Dye House Wastewaters," Proceedings of the 32nd Annual Purdue Industrial
Waste Conference, Purdue University, May 1977, coauthored by Gary M
. Davis and Carl E . Adams, Jr .
"Wastewater Characteristics and Treatment Technology for the Liquification of Coal Using H-Coal
Process," Proceedings of the 32nd Annual Purdue Industrial Waste Conference,
1977, coauthored by
Edward J . Reap, Gary M . Davis, and Michael J
. Duffy .
Evaluation and Upgrading of a Multi-Stage Trickling Filter Facility, U
.S . EPA, Environmental
Protection Technology Series, Report, 1976, coauthored by Robert Curran, Carl E
. Adams, Jr., and W .
Wesley Eckenfelder, Jr .
"Removal of Color from Vegetable Tanning Solution"
Journal of the Water Pollution Control
Federation, Vol .47, No . 3, March, 1975 . coauthors H
.D. Tomlinson, E .L. Thackston, and P.A . Krenkel .
"Ammonia Removal from Municipal Wastewaters by Ion Exchange,"
Journal of the Water Pollution
Control Federation, Vol . 47, No
. 3, March, 1975, coauthor Warren J . Kaufman .
"Biological and Physical-Chemical Treatment of Waste from a Diversified Organic Chemical Plant,"
Proceedings of the 30th Annual Purdue Industrial Waste Conference,
1975, coauthored by Carl E
.
Adams, Jr .
"Planning for Industrial Wastewater Reuse in the Cleveland-Akron Area,"
Proceedings of the National
Conference on Complete WateReuse, sponsored by AIChE, 1973, coauthored by Carl E
. Adams, Jr ., and
W. Wesley Eckenfelder, Jr
.
4-
PAPERS AND PRESENTATIONS
"Resolving Complex NPDES Permitting Issues at a Major Synthetic Fiber Plant-l
. Background Issues
and Regular Agency Perspective, "
presented at the KY-TN WPCA 47th Annual Meeting, 1993 .
Northern Kentucky, coauthored by Robert G . O'Dette .
"TSD for Water Quality-Based Taxies Control," presented at the Kentucky/Tennessee WPCA annual
conference, Chattanooga, Tennessee, 1990 .
"The Study of a Wastewater Management System for a Chlorinated Pesticide Manufacturing Facility,"
presented at the 73rd Annual Meeting of AIChE, Chicago, Illinois, 1980 .
"Adsorption of Chlorinated and Nonchlorinated Organics from a Pesticide Manufacturing Plant Waste
Stream," presented at the 53rd Annual Conference of the Water Pollution Control Federation, 1980,
coauthored by Sam E . Shelby, Jr ., Dan R . Marks, and H
. Allen Scott .
"Treatment and Reuse of Water in an Elemental Phosphorus Plant," presented at the 53rd Annual
Conference of the Water Pollution Control Federation, 1980, coauthored by Gary M
. Davis, Ted T .
Garret, and Sam Barco .
"Chemical Waste Disposal in the 80s," presented at the National Association for Purchasing
Management, Chemical Group, Mid-winter Conference, Savannah, Georgia, 1980
.
"Lagooning of Biological Sludges," presented at the Vanderbilt University Conference, 1980, coauthored
by C . E . Adams, Jr .
"Anaerobic Treatment of Wastewater," presented at Vanderbilt University Workshop ; "Design for 80s ."
March 1981, coauthored by Yerachmiel Argaman .
"The Use of Coagulation-Clarification Process in the Treatment of Textile Wastewaters," presented at
the EPA Symposium on Textile Industry Technology, 1978
.
"Trends and Directions in Achieving BAT Standards," presented to the Pulp Chemicals Association
Environmental Meeting, Savannah, Georgia, 1978 .
"The Implications of EPA's National Pretreatment Program Regulations," presented to Mobil Chemical
Corporation Environmental Group, 1978 .
"Cost-Effective Evaluation of Treatment Alternatives for a Heavy Metals Wastewater," presented at the
5th Annual Industrial Pollution Conference and Exposition, 1977 .
"Oxygen Activated Sludge Considerations for Industrial Applications," presented at the 70th annual
AIChE Meeting, 1977, New York, coauthored by W
. Wesley Eckenfelder, Jr., Carl E . Adams, Jr ., and
Sam E . Shelby .
"Consideration of Wastewater Variability in the Design of Industrial Activated Sludge Systems,"
presented at the ASCE National Environmental Engineering Conference, 1977, coauthored by S .E
.
Shelby and W . Wesley Eckenfelder, Jr
.
"Design of Activated Sludge Systems with Regard to High Salt Wastewaters," 1977, coauthored by Carl
E . Adams, Jr ., Edward J . Reap, and W . Wesley Eckenfelder, Jr .
"Optimization of Wastewater Treatment Facilities to Meet Both 1977 and 1983 Regulatory Criteria,"
presented at the 46th Annual Water Pollution Control Federation Conference, 1973, Cleveland, Ohio
.
"Treatment Investigations and Process Design for the H-Coal Liquification Wastewater," 1976
.
"Economic Aspects of Compliance with Proposed Toxant Pollutant Standards," presented at the 48th
Annual Water Pollution Control Federation conference, 1975 .
-5-
"Advanced Technology for Metals Removal," presented at the Matcon 1974 conference, Detroit,
Michigan
.
"Pretreatment Considerations for Industrial Wastewaters," presented to the State
of New York WPCA,
1973 .
"Economic Considerations for the Combined Treatment for Industrial Wastes in the Cleveland-Akron
Area," presented at the 46th Annual Water Pollution Control Federation Conference, 1973, Cleveland,
Ohio, coauthor by Carl E
. Adams, Jr .
"Advanced Wastewater Treatment Technology," presented to the U .S
. Army COE, 1972 .
"Alternative Methods for Nitrogen Removal from Wastewater," presented at the Theory and Design
of
Advanced Waste Treatment Processes Seminar, Continuing Education in Engineering, University
Extension and the College of
Engineering, University of Berkeley, California, San Francisco, 1971
.
SEMINARS AND WORKSHOPS
"Designing and Operating Groundwater Treatment System
:
Still Trying to Get It Right," presented at
Executive Enterprises, 1993, Atlanta, Georgia .
"Industrial Requirements for Storm Water Permitting," presented to the Chemical Industry Council
of
North Carolina, 1991 .
"Strategies for Complying with Storm Water Regulations," presented to the Coastal Carolina Section,
AIChE,1991
.
"Strategies for Permitting Industrial Storm Water Discharges," seminars presented by C lemson University
Continuing Engineering Education, 1991 .
"Management of
Leachate and Groundwater at Waste Disposal Sites," seminar presented by Vanderbilt
University, 1986 .
"Upgrading Aerated Lagoons to Achieve High Levels
of BOD and Suspended Solids Removal,"
workshop sponsored by Municipal Environmental Research Laboratory, Clemson University, 1983 .
"Wastewater Treatment," seminar presented by Southern Methodist University, 1983
.
"Operation, Control, and Management of
Activated Sludge Plants," seminar sponsored by Vanderbilt
University, Continuing Engineering Education, Nashville, 1982 and 1986
.
"Wastewater Engineering," seminar sponsored by Vanderbilt University, Continuing Engineering
Education, Nashville, 1981 and 1986 .
"Process Design and Water Quality Engineering," seminar sponsored by Vanderbilt University, School
of
Engineering, Department of EWRE, Arlington, 1981 .
"A Conference for Industry on Complying with RCRA and Effluent/Pretreatment Guidelines," seminar
sponsored by Industrial Waste Committee, California Water Pollution Control Association, Sacramento,
1981 .
"Design for the Eighties," seminar sponsored by Vanderbilt University, Continuing Engineering
Education, Nashville, 1981 .
Series of four pretreatment seminars presented at major locations in Tennessee, sponsored by the state
of Tennessee, 1980 .
6-
"Control, Operation and Management of Biological Wastewater Treatment Plants," seminar sponsored
by Vanderbilt University, School of Engineering, Department of EWRE, Nashville,
1977, 1979, and
1980 .
"The Use of the Coagulation-Clarification Process in the Treatment of Textile Wastewaters," presented
at the Textile Industry Technology Seminar sponsored by Vanderbilt University, School of Engineering,
Department of EWRE, Nashville, 1979 .
"Management of Refining and Petrochemical Wastewaters," seminar sponsored
by the University of
Tulsa Continuing Education Division, College of Engineering and Physical Sciences, Tulsa,
1979 .
"Upgrading of Wastewater Treatment Plants," seminar sponsored by Vanderbilt University,
School of
Engineering, Department of EWRE, Nashville, 1978 and 1979 .
"Hazardous Waste Management," seminar sponsored by Vanderbilt University, School of Engineering,
Department of EWRE, Nashville, 1978
.
"Water Quality Engineering for Industry," AIChE Continuing Education Series, Chicago, 1977 .
"Advanced Wastewater Treatment," AIChE Continuing Education Series, Chicago, 1977 .
"Technical Preparation for Negotiating and Amending NPDES
Permits," Legal and Regulatory
Implications of Compliance and Noncompliance with NPDES Permits . Short Course sponsored by
Auburn University, Birmingham, 1975 .
"Advanced Wastewater Treatment," continuing education, sponsored by the Engineering Extension
Service, Auburn University, Auburn, 1975 .
"Optimization of Ammonia Removal by Ion Exchange Using Clinoptilolite," presented at Vanderbilt
University, Department of Environmental and Water Resources Engineering,
1972 .
C-
CD
(h
N
N
0
a
ID
0
CIlIOesicirdoaI IESImow
TABLE I
MWOt M REMOVAL OfhZATlON AGiMIIE3
WASTEWATER TREATMENT PLANT
INWLREHIERY
JOIJET, ILUNOIS
Nature of Tesic
I-Mslcates YrveslgMdm
e • Incimalee equpinit upgrade
m-iedicdee ndsmlbnams upgade
r SMMSTU =Sour Water Sbtping TaL Uh0
' irldesbe en waft not completed . and therefore a cost not yet irlcrered .
x
1973lhmgh 1990
$2,100 .000
0
373194913194
Refirey Sour Water Pokimat Survey
$10,000
$10,000
0
a
Activated Sudge System Aeralon Capacity E1WYroerhg Aalysis
$5,000
$5 .000
W WWP APL and OAF Sysiem Aaseasmed
I
$SAW
$5,900
w
SWSTU Laharatery I ne gat& n- Ream 1'
I
$25,099
MOOD
913%4-~
x
Envmr, inc, Aclva ed SWIM
System Field Analysis
1
$4.000
$4,000
0
4
SWSTUUpgrade IaiomlayCnde
Unit
1rveBlUesabrCsaedsl
m-Phase 2'
e
$25,000
$100,000
$100"525,000
Cmshrdod Causk Free Mace Trealers
e
$3,000,000
$3,000,000
371959'3795
SWSTU Lsaurdoylnvealga9on-Plase3
MOOD
$25
.000
U
SwSTU Pod Plant study'
I
$39,000
Ins
0
SICROTOJUNihiislm IrlIN9m Serdy
$120.000
$120,000
Upgraded Wed Side of Aettvaalod Sludge Sydem
e
51,750,000
$1,750.000
(7
z
Replaced
Mg(OH12 Addl
$4st
ton
Cbrifier
Fadfieslmemale
a
e
$ao00
$225,000
m
MOOD
525.000
505,009
W
Mg(OH)2 AddIon
e
$40,000
$40,000
3r31954197a1-ComplMedad Pending
Upgraded Eat Side of MOvated Sludge System
a
$1,750.000
$1.750,009
oalgleted YMWWP Lahordcy
e
$100,000
$100,090
a
Completed OAF Caahals ad Regpie Upgrades
e
$143,000
$143 .099
Upgrade Fad CbMr lslamla (111Bf)
$225,000
$Moon
N
Perform
brag UQdd
(n-Slowm
NWled
Wafer
(Ptrmphale)
QlalIy
Mdhbn
Dda Coloc
9ysferrrfar e
eI
$33,000
$35$25,000.000
N
Patrm W WTP Post WcMarkal Lggade Opoonkno&&
m
$45.009
N
Tablat
$2s3,000 57,343,00W"'1%00
$9,970,909
TABLE 2
REMOVAL EFFICIENCIES FOR RELEVANT WATER QUALITY PARAMETERS
(1996)
WASTEWATER TREATMENT PLANT
MOBIL REFINERY
JOLIET, ILLINOIS
Parameter
Units
Influent Concentration
Effluent
Concentration
Removal
Efficiency (%)
BOD5
mg/L
193
9
95
COD
mg/L
662
131
80
TSS
mg/L
288
20
93
NH3-N
mg/L
34
3 .9
89
Phenolics
mg/L
27
0 .006
99 .9
TABLE 3
COMPARISON OF BAT REQUIREMENTS WITH MOBIL'S PRACTICES
MOBIL REFINERY
JOLIET, ILLINOIS
BAT REQUIREMENT
MOBIL'S PRACTICE
Sour Water Stripper (SWS) sulfur and
ammonia minimum removal efficiency
equal to 85 %
15 MBBL/day at 99 .5% efficiency
In-Plant Water Reuse
SWS effluent directed to Desalter
SWS effluent directed to Fluid Catalytic
Cracker
Flow Equalization
Primary Equalization - 4
.2 million gallons
(TK 103)
Secondary Equalization
- 5 .8 million
gallons (EBTU)
Wet Weather Diversion Basin - 1 .6 million
gallons
Oil and Solids Separation
Dual Channel Preseparator Flume
Dual Channel API Separator
Additional Oil and Solids Separation
Dual Channel Dissolved Air Flotation
Biological Treatment
Two 900,000 gallon Aeration Basins
Two 500,000 gallon Clarifiers
Final Polishing
One 4
.9 million gallon Guard Basin for
Treated Process Water
One 5.8
million gallon Uncontaminated
Storm Water Impoundment Basin
107635-1
TABLE 4
COMPARISON OF EFFLUENT (1996) WITH BAT EFFLUENT GUIDELINES
WASTEWATER TREATMENT PLANT
MOBIL REFINERY
JOLIET, ILLINOIS
Notes :
Calculations made according to 40 CFR 419-using 200,000 bbl/day, size
factor = 1.41, and process factor = 1
.19 .
2
Calculations made using average Outfall 001 effluent concentrations for 1996
and 1,900 gpm.
3
Represents BAT flow for refinery of similar size .
Parameter
Units
BAT Limit
(30-day Average)'
Mobil WWTP
Discharge'
BOD5
lb/day
1,846
205
COD
lb/day
12,886
3,098
NH3-N
lb/day
1,007
89
Phenolics
lb/day
12 .1
0 .16
Oil & Grease
lb/day
537
52
TSS
lb/day
1,477
456
Sulfide
lb/day
9 .7
0.4
Flow
gpm
5,2003
1,900
CERTIFICATE OF SERVICE
I, DAVID L
. RIESER, an attorney, hereby certify that on June 23, 1997, I
caused copies of the foregoing TESTIMONY OF LILLIANA GACHICH, JAMES E .
HUFF AND JOHN H . KOON to be served upon :
Ms . Dorothy Gunn
Margaret P . Howard, Esq .
Clerk
Illinois Environmental Protection Agency
Pollution Control Board
2200 Churchill Road
100 West Randolph, Suite 11-500
Springfield, Illinois 62794