RECEIVED
CLERK'S OFFICE
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
MAR 2 ? 2006
STATE OF ILLINOIS
IN THE MATTER OF
:
)
Pollution
Control Board
PETITION OF LAFARGE MIDWEST, INC
.
)
FOR BOILER DETERMINATION THROUGH)
2
ADJUSTED STANDARD PROCEEDINGS
)
Case No. AS
6
_-,
Pursuant to 35 111. Adm. Code 720.132 and
)
720.133
)
Petitioner .
)
NOTICE OF FILING
TO :
Illinois Pollution Control Board
Division of Legal Counsel
Attn: Dorothy M. Gunn, Clerk
Illinois Env. Protection Agency
100 West Randolph St., Suite 11-500
1021 North Grand Avenue East
Chicago, IL 60601-3218
P.O. Box 19276
Springfield, IL 62794-9276
PLEASE TAKE NOTICE that on this 28t
h
day of March 2006, a copy of the attached
Petition of Lafarge Midwest, Inc. for Boiler Determination Through Adjusted Standard
Proceedings
was filed with the Office of the Clerk of the Illinois Pollution Control Board, a copy
of which is herewith served on you
.
Respectfully Submitted,
On behalf of the LAFARGE MIDWEST, INC .,
By: Hinshaw & Culbertson LLP
Jo
Atta
~~
-
.
IIts Att .
HINSHAW & CULBERTSON LLP
456 Fulton Street, Suite 298
Peoria, IL 61602-1220
309-674-1025
This document utilized 100% recycled paper products
80212378v1 NEWFILE
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF :
)
PETITION OF LAFARGE MIDWEST, INC. )
FOR BOILER DETERMINATION )
THROUGH ADJUSTED STANDARD )
PROCEEDINGS )
Pursuant to 35 Ill. Adm. Code 720.132 and )
720.133
.
)
AS t-03
RECEIVED
CLERKS OFFICE
MAR 2 ° 2006
STATE OF ILLINOIS
Pollution Control Board
PETITION FOR BOILER DETERMINATION
THROUGH ADJUSTED STANDARD PROCEEDINGS
NOW COMES the Petitioner, LAFARGE MIDWEST, INC., by and through its
attorneys, Hinshaw & Culbertson LLP, and presents to the Illinois Pollution Control Board
(hereafter "Board"), its Petition for Boiler Determination Through Adjusted Standard
Proceedings (hereafter "Petition"), pursuant to 35 Ill. Adm. Code Sections 720.132 and 720 .133
requesting a determination that Raw Mill Dryer #1 and Raw Mill Dryer #2 operated at its Joppa
Portland Cement Manufacturing Plant be considered "boilers" as that term is defined in 35 Ill
.
Adm. Code 720.110 .
The Board's determination that each of the Raw Mill Dryers are "boilers" pursuant to the
criteria set forth in 35 Ill. Adm. Code 720.132 will allow them to be used for the combustion of
off-specification used oil for the purpose of energy recovery, in compliance with 35 Ill . Admin .
Code 739 .161 . The Board regulations at 35 Ill. Adm. Code 720.133 provide that the Board will
make such a boiler determination on a case-by-case basis utilizing the Adjusted Standard
procedures of Subpart D of 35 Ill. Adm. Code Part 104 .
In support of its Petition, the Petitioner states as follows
:
THIS FILING SUBMITTED ON RECYCLED PAPER
1
80212418v1 NEWFILE
I .
Description of Petitioner and Joppa Portland Cement Manufacturing Plant
The Joppa Portland Cement Manufacturing Plant ("Joppa Plant") is owned and operated
by Lafarge Midwest, Inc. ("Lafarge"), a subsidiary of Lafarge North America, Inc . Together
with its subsidiaries, Lafarge North America is the largest supplier of cement and a leading
ready-mixed concrete supplier in North America . The Company also is one of the top four
producers of construction aggregate (crushed stone, sand and gravel) and a leading manufacturer
of gypsum drywall . Lafarge North America has over 1,000 operations doing business in almost
every State and throughout all provinces in Canada through its Lafarge Canada, Inc . subsidiary.
Lafarge's products are used in the construction of such diverse projects as roads, offices,
factories, hospitals, department stores, sports stadiums, banks, museums, high-rise apartments,
amusement parks, swimming pools and bridges. In 2004, Lafarge North America shipped 133
million short tons of aggregate, 11 .4 million cubic yards of ready-mixed concrete, 14 .2 million
tons of cement and 2.2 billion square feet of gypsum drywall
.
The Joppa Plant is located in Massac County, Illinois adjacent to the Ohio River in
extreme southern Illinois
.
The closest community is Grand Chain, Illinois and the common
address for the Joppa Plant is 2500 Portland Road, Grand Chain, Illinois . Massac County is a
predominantly rural county, the 7th smallest in Illinois, with a county-wide population of
approximately 15,000 residents (2000 Census). The County seat and largest municipality in
Massac County is Metropolis which has a municipal population of approximately 6,500
residents. According to the Illinois Department of Commerce and Economic Opportunity, the
populations in Metropolis and Massac County have decreased slightly since the 2000 Census .
Other small communities in Massac County include Brockport (population 1,054), Joppa
(population 409) and the small, unincorporated towns of Boaz, New Colombia, Mermet, Round
THIS FILING SUBMITTED ON RECYCLED PAPER
2
80212418v1 NEWFILE
Knob, Big Bay and Unionville. In addition to the Joppa Plant, other industry in Massac County
include the Joppa Steam Electric Plant, a 1100 MW coal-fired electric power generating facility
owned and operated by Electric Energy, Inc. An aerial photograph showing the location of the
Joppa Plant and the surrounding area is attached hereto as
Exhibit A. A map depicting the
location of the Joppa Plant and the population density in the surrounding area of Massac County
is attached hereto as Exhibit B .
The Joppa Plant manufactures Portland cement which is the active ingredient of concrete.
Portland cement is a closely controlled chemical combination of calcium, silicon, aluminum, iron
and small amounts of other ingredients to which gypsum is added in the final grinding process to
regulate the setting time of the concrete . Lime and silica comprise about 85% of the mass of
Portland cement. Common among the materials used in its manufacture are limestone or marl
combined with shale, clay, slate or blast furnace slag, silica sand, and iron ore
.
Two different types of cement manufacturing processes, the "dry" and "wet" methods,
can be used to manufacture Portland cement. The Joppa Plant utilizes the dry process and its two
cement kilns are classified as conventional "long dry" kilns . In the dry cement manufacturing
process, raw materials are ground, mixed and fed to the kiln in a dry state . No water is added to
the raw materials prior to processing. In other respects, the wet and dry cement manufacturing
processes are essentially alike .
At the Joppa Plant, limestone rock is the principal raw material used in the process .
Limestone rock is quarried off-site and crushed to a size of about three inches or smaller. It is
then transported by river barge and unloaded at the Joppa Plant site
.
Together with the crushed limestone, other raw materials are added as sources of
calcium, iron, silica and alumina. The raw materials or "raw mix" is dried and ground into a fine
THIS FILING SUBMITTED ON RECYCLED PAPER
3
80212418v1 NEWFILE
mix before introduction into the rotary kilns . After introduction into the kiln, the raw material is
heated to almost 3,0000 F in cylindrical steel rotary kilns lined with special refractory fire brick .
Kilns are mounted with the axis inclined slightly from the horizontal . The finely ground raw mix
is fed into the higher end of the kiln. At the lower end are the burners which provide a blast of
heat and flame produced by precisely controlled burning of powdered coal, petroleum coke and
other supplemental fuels .
As the material moves through the kiln, certain elements are driven off in the form of
gases while the remaining ingredients undergo chemical and mineralogical changes to create a
new substance with new physical and chemical characteristics
.
The new substance, called
"clinker", is formed in pieces about the size of marbles. A small amount of gypsum is added to
the clinker and the mixture is ground to a fine powder which is the final product - Portland
cement .
Depending on the proportions of the original raw materials, the duration and intensity of
the kiln processing and the parameters set during final grinding of the clinker, different cements
are produced with distinctly different capabilities and uses
.
Each step in the manufacture of
Portland cement is checked by frequent chemical and physical tests in plant laboratories . The
finished product is also analyzed and tested to ensure that it complies with all product and ASTM
specifications
.
Lafarge's Joppa Plant manufactures several varieties of cement products and successfully
competes in the international marketplace . A critical component of the Plant's ability to compete
in the competitive international cement market is its ability to utilize cost effective, alternative
energy sources. As energy prices reach record highs, Lafarge's commitment to utilize alternative
energy sources is becoming more important to its financial viability . During 2005 Lafarge will
THIS FILING SUBMITTED ON RECYCLED PAPER
4
80212418v1 NEWFILE
utilize
approximately
20,000
tons
of tire-derived fuel in its kiln operations, offsetting
approximately the same amount of coal/coke that would have otherwise been burned in 2005
.
As of September 1, 2005 Lafarge has utilized 870,000 gallons of specification used oil that
replaced approximately 3.3 millions cubic meters of natural gas that would have been required
for it Raw Mill operations. This used oil supplemental fuel accounted for 60% of all the fuel
used by the Raw Mills in 2005, to date . Receiving Board approval in these proceedings to utilize
off-specification used oil as supplemental fuel in the Raw Mill Dryers is a significant opportunity
to further control escalating energy costs while converting a potential waste product into a
valuable fuel source
.
The U. S. Environmental Protection Agency ("USEPA") actively promotes and approves
the recycling of used oil for energy recovery and has done so since Congress passed the Used Oil
Recycling Act in 1980. USEPA's administrative regulations implement the legislative intent to
promote the recovery of thermal energy from used and waste oils (See 40 Code of Federal
Regulations Part 279) .
To implement the Illinois Legislature's directive to adopt a waste
management program consistent with the federal program and secure USEPA approval thereof,
the Board has adopted "identical-in-substance" regulations designed to encourage used oil
recycling and burning of used oil for energy recovery
.
Utilization of off-specification used oil fuel in the Raw Mill Dryers at the Joppa Plant is
not expected to change the current air emissions from the facility as compared to the combustion
of on-specification used oil fuel that currently is allowed under the existing Construction Permits
and the federally-enforceable Clean Air Act Permit Program ("CAAPP") Operating Permit
issued for the Joppa Plant. Use of used oil fuel would be subject to approval by the IEPA
through issuance of a new Construction Permit and modification of the Joppa Plant's Title V
THIS FILING SUBMITTED ON RECYCLED PAPER
5
80212418v1 NEWFILE
CAAPP Operating Permit. The review and approval processes employed by IEPA's Bureau of
Air, Permits Section officials will provide the opportunity to resolve any questions related to air
emissions from combustion of off-specification used oil as supplemental fuel in the Raw Mill
Dryers .
II .
Petition Content Requirements of 35111 . Adm. Code 104.406
Set forth below is the information specified by 35 Ill . Adm. Code 104.406 to be included
in a Petition for Adjusted Standard. Since 35 Ill. Adm. Code Sections 720.132 and 720.133
mandate the use of the Board's Adjusted Standard procedures (Subpart D of 35 Ill . Adm. Code
Part 104), for determining whether a particular enclosed flame combustion device is a "boiler,"
this Petition addresses the requirements of Subpart D and includes the information specified in
Section 104.406. The information is organized under headings corresponding to the
informational requirements of each subsection of Section 104 .406, in compliance with that
regulation .
a)
A statement describing the standard from which an adjusted standard is sought.
This must include the Illinois Administrative Code citation to the regulation of
general applicability imposing the standard as well as the effective date of that
regulation;
Response :
The Board has promulgated administrative regulations applicable to the
management of used oil which are set forth at 35 Ill . Adm. Code Part 739. Section 739.161(a) of
Subpart G of the Part 739 Standards for the Management of Used Oil
[35 Ill. Adm. Code
739.161(c)], allows the combustion of off-specification used oil as fuel for the purpose of
recovering the thermal energy contained in the used oil. The burning of off-specification used
oil is allowed only in certain devices specified in 35 Ill . Adm. Code Section 739 .161(a),
including "industrial boilers located on the site of a facility engaged in a manufacturing process
THIS FILING SUBMITTED ON RECYCLED PAPER
6
80212418x1 NEWFILE
where substances are transformed into new products, including the component parts of products,
by mechanical or chemical processes ."
The Board has promulgated regulations set forth at 35 Ill . Adm. Code Sections 720.132
and 720.133 establishing the criteria and procedures for making a determination that certain
enclosed devices using controlled flame combustion are "boilers" that may be utilized for the
burning of off-specification used oil, even though such devices do not otherwise meet the
definition of "boiler" contained in 35 Ill. Adm. Code 720.110. Section 720.132 establishes the
criteria to be considered by the Board in making such "case-by-case" determinations and Section
720.133 mandates use of the Adjusted Standard procedures of Subpart D of 35 Ill . Adm. Code
104 to determine whether a particular enclosed flame combustion device is a "boiler" that may
be used to bum off-specification used oil .
Through this adjusted standard proceeding, Petitioner seeks a determination that its Raw
Mill Dryer #1 and Raw Mill Dryer #2 may be considered boilers, even though the dryers may not
otherwise meet the definition of "boiler" at 35 Ill . Adm. Code 721.110 .
Such a case-by-case
boiler determination may be made by the Board upon Petitioner's demonstration of compliance
with the criteria set forth at 35 Ill. Adm. Code 720.132. When the Board makes such a positive
determination, the combustion device is considered a "boiler by designation" as that term is
defined at 35 Ill. Adm. Code 721 .110 (included within definition of the term "boiler") . The
applicable Board regulations, specifically 35 Ill . Adm. Code 720.132 and 720.133 were both
promulgated with an effective date of July 17, 2003
(27 III.
Reg.
12713, effective July 17, 2003)
.
b)
A statement that indicates whether the regulation of general applicability was
promulgated to implement, in whole or in part, the requirements of the CWA (33
USC 1251 et seq.), Safe Drinking Water Act (42 USC 300(f) et seq.),
Comprehensive Environmental Response, Compensation and Liability Act (42
USC 9601 et seq.), CAA (42 USC 7401 et seq.), or the State programs concerning
RCRA, UIC, or NPDES [415 ILCS 5/28.1] ;
THIS FILING SUBMITTED ON RECYCLED PAPER
7
80212418v1 NEWFILE
Response :
The
regulations applicable
to
case-by-case boiler
determinations,
specifically 35 Ill. Adm. Code Sections 720.132 and 720.133, were promulgated to implement,
in whole or in part, the requirements of the Illinois program for the management of solid and
hazardous waste, the Illinois analog to the federal regulatory program under the Solid Waste
Disposal Act, as amended by the Resource Conservation and Recovery Act, 42 U .S.C. §6901, et
sue .
(hereafter "RCRA".)
c)
The level of justification as well as other information or requirements necessary
for an adjusted standard as specified by the regulation of general applicability or
a statement that the regulation of general applicability does not specify a level of
justification or other requirements [415 ILCS 5/28.11 (See Section 104 .426) ;
Response :
The Board's regulations at 35 Ill. Adm. Code 720.132 and 720.133
establish the criteria and procedures for obtaining a case-by-case boiler determination by the
Board. Section 720.132 establishes the criteria to be considered by the Board for making a case-
by-case determination that certain enclosed devices using controlled flame combustion are
"boilers" that may be utilized for burning off-specification used oil for energy recovery, even
though such devices do not otherwise meet the definition of a "boiler" set forth at 35 Ill. Adm .
Code §720.110. Section 720.133 mandates use of the Adjusted Standard procedures of Subpart
D of 35 Ill. Adm. Code 104 to determine whether a particular enclosed flame combustion device
is a "boiler" that may be used to bum off-specification used oil
.
(Note
:
Sections 720 .132 and 720.133 are virtually identical to the federal RCRA
regulations at 40 CFR 260.32 and 260.33 which establish the criteria and "variance" procedures
for "case-by-case" determinations that specific combustion devices can be considered "boilers
.")
The criteria to be considered by the Board and the procedures to be followed in making a
case-by-case determination that certain enclosed devices using controlled flame combustion are
THIS FILING SUBMITTED ON RECYCLED PAPER
8
80212418v1 NEWFILE
"boilers" are provided by Sections 720 .132 and 720.133. Those regulations are set forth in full
below :
Section 720.132
Boiler Determinations
In accordance with the standards and criteria in Section 720 .110 (definition of
"boiler"), and the procedures in 720.133, the Board will determine on a case-by-
case basis that certain enclosed devices using controlled flame combustion are
boilers, even though they do not otherwise meet the definition of boiler contained
in Section 720.110, after considering the following criteria :
a)
The extent to which the unit has provisions for recovering and exporting
thermal energy in the form of Steam, heated fluids or heated gasses ;
b)
The extent to which the combustion chamber and energy recovery
equipment are of integral design ;
c)
The efficiency of energy recovery, calculated in terms of the recovered
energy compared with the thermal value of the fuel ;
d)
The extent to which exported energy is utilized ;
e)
The extent to which the device is in common and customary use as a
"boiler" functioning primarily to produce steam, heated fluids or heated
gases; and
0
Other relevant factors
.
(Source: Amended at 27111. Reg. § 12713, effective July 17, 2003 .)
Section 720.133
Procedures for Determinations
The Board will use the procedures of Subpart D of 35 Ill. Adm. Code 104 for
determining whether a material is a solid waste
or for determining whether a
particular enclosed flame combustion device is a boiler
.
(Emphasis added .)
(Source: Amended at 27 Ill. Reg. § 12713, effective July 17, 2003 .)
d)
A description of the nature of the petitioner's activity that is the subject of the
proposed adjusted standard. The description must include the location of, and
area affected by, the petitioner's activity. This description must also include the
number of persons employed by the petitioner's facility at issue, age of that
facility, relevant pollution control equipment already in use, and the qualitative
and quantitative description of the nature of emissions, discharges or releases
currently generated by the petitioner's activity ;
THIS FILING SUBMITTED ON RECYCLED PAPER
9
80212418v1 NEWFILE
Response :
The principal product produced by Lafarge at the Joppa Plant is Portland
cement. The cement manufacturing process consists of the following activities : (1) raw material
receiving, (2) raw material storage; (3) raw material reclaim; (4) raw material grinding and
drying; (5) raw mix storage and kiln feed; (6) pyroprocessing in the rotary kilns; (7) clinker
storage and reclaim; (8) clinker grinding; and (9) cement storage and load-out
.
Raw Material Receiving - Raw materials are received at the Joppa Plant primarily by
barge traveling the Ohio River, but are also received by truck, and potentially by rail . Typical
raw materials include limestone, sand, clay, gypsum, bottom ash, fly ash, iron oxide, mill scale,
iron slag, shale, alumina, spent industrial catalysts, foundry sand, coal tailings and fuels such as
coal and petroleum coke .
Raw Material Storage - Raw materials are unloaded, screened and immediately
conveyed to outside storage piles, covered storage piles, concrete storage bins and enclosed steel
storage tanks. In general, the larger shipments are stored either in the outside storage areas or
covered storage piles where the materials can be gradually reclaimed for use in the cement
manufacturing process
.
Raw Material Reclaim - Raw materials are reclaimed from storage piles and storage
structures by several methods. Materials from covered storage piles or outside storage piles are
transferred via under-pile reclaim system, or front end-loader and truck to one of several reclaim
hoppers that feed various conveyors. Lafarge also operates portable belts to transfer materials
from the plant-site storage locations to the existing conveyor systems. Materials from inside
storage can feed directly to conveyors via vibratory feeders located under the covered storage
hall. Materials stored in bins and tanks are fed directly to the conveyor system .
THIS FILING SUBMITTED ON RECYCLED PAPER
10
80212418v1 NEWFILE
Raw Material Grinding and Drying
- Raw materials are fed to the Raw Mill System by
conveyors. The raw materials used at the Joppa Plant are typically coarse and wet before being
fed into the Raw Mill Systems. The Raw Mill System is a continuous process . In the first stage
of the Raw Mill System, raw materials are added to the "raw mix" in the separator body of the
grinding process. The raw mix is then dried by direct contact with the hot dry gas produced by
the Raw Mill Dryers
.
After the drying process, the raw mix is fed into one of two 3,000
horsepower Nordberg ball mills where it is ground to a fine consistency. After grinding, the raw
mix is retuned to the separators where the fine material is removed for later introduction to the
kiln while the coarser material is mixed with new raw material and sent back through the drying
and grinding processes, i.e. dried by direct contact with the hot dry gas produced by the Raw
Mill Dryers and returned to the ball mills for further grinding
.
The raw materials in the Raw Mill Systems are recycled through the Raw Mills via air
conveyance, air separators, screw conveyors and belt conveyors . As the materials are dried in
the Raw Mill Dryers and ground to the desired particle size, they are removed in the air
separators. The resulting mixture, often referred to as "kiln feed" is pneumatically conveyed to
four storage silos located near the feed end of the cement kilns .
The typical feed to the Raw Mills consists of approximately 90% limestone with the
balance composed of sand, clay, mill scale, bottom ash, fly ash and other materials. In general,
all raw material used in the cement manufacturing process is added at this point . The exception
is the addition of gypsum that occurs when the clinker is ground into the finished Portland
cement product.
Raw Feed Storage and Transfer to Kilns - The ground and dried raw materials
produced by the Raw Mill System is pneumatically conveyed to four large storage and blending
THIS FILING SUBMITTED ON RECYCLED PAPER
11
80212418v1 NEWFILE
silos located near the feed end of the kilns . Raw "kiln feed" is then transferred to smaller surge
or "feed" tanks before transfer to the kilns
.
In addition, a hopper and conveyor system at the
feed end of the kilns allows reclaim of outside materials (typically clinker) at the feed end of the
kilns .
Pyroprocessing in the Kilns- Both kilns at the Joppa Plant are long dry kilns . Each kiln
is essentially a slightly inclined rotating cylinder with the raw feed introduced into the uphill end
of each kiln while fuel and air is introduced into the downhill end . As the kiln rotates, the raw
feed and combustion air flow counter-current
.
In the #1 Kiln, the raw feed is introduced directly into the kiln via a bucket elevator . The
#2 Kiln is equipped with a one-stage preheater where the raw feed is introduced into a series of
cyclones .
In the cyclones, the material flows counter-current with the kiln exhaust, thus
recovering heat from the #2 Kiln exhaust gases to preheat the raw feed before introduction into
the kiln, itself.
Once in the kilns, the raw materials undergo complex chemical and physical changes to
produce the "clinker" which is ground into finished Portland cement. The ratio of raw feed to
clinker is approximately 1 .5 to 1. The loss of material during pyroprocessing in the kilns results
from additional moisture being driven off as well
as chemical reactions yielding gaseous
products. As the clinker leaves the kilns, it resembles road gravel in size and consistency, with
most material having a diameter of 0 .5 to one inch.
After exiting the kilns, the clinker is fed directly to the clinker coolers, where it is air-
cooled. In the clinker cooler, the clinker travels across grates as air is blown upward through the
product. The cooled clinker is transferred via belt conveyors from the clinker coolers to storage
to await grinding .
THIS FILING SUBMITTED ON RECYCLED PAPER
12
80212418v1 NEWFILE
Clinker Storage and Reclaim - Clinker from the clinker coolers is transferred via
conveyors either to covered storage piles, covered storage bins or directly to the steel feed tanks
associated with the Finish Mill Systems .
From the covered storage piles, clinker can be
transferred as needed to outside storage piles for long-term storage . From the outside storage
piles, clinker can be trucked to outside crusher/reclaim systems. From covered storage piles,
reclaimed clinker is transferred via conveyors to the concrete bins that feed the #1 Finish Mill
system or the steel tanks that feed the #2 Finish Mill system
.
Clinker Grinding in Finish Mills- The clinker and small amounts of gypsum (95
:5
typical ratio) are introduced into the Finish Mills for grinding to a precise, extremely fine particle
size .
Similar to the Raw Mill System, the Finish Mill System moves the material via air
conveyance, air separators, screw conveyors and belt conveyors . As the clinker and gypsum
mixture is ground to the desired particle size, they are removed in the air separators
.
The
resulting product, finished Portland cement, is pneumatically conveyed to the storage silos
.
Cement Storage and Loadout - Finished Portland cement is conveyed pneumatically
from the Finish Mill systems to several storage silos . From each storage silo, the cement can be
further transferred either to other storage silos, to trucks or to river barges . All conveyance of
the finished product is via pneumatic conveyors .
Through this Adjusted Standard proceeding, Lafarge seeks Board approval to utilize off-
specification used oil fuel as supplemental fuel in the two Raw Mill Dryers
.
A substantial
amount of energy is needed to dry the raw mix to the very low moisture content that must be
achieved before the raw materials can be introduced into the kilns
.
Currently, Lafarge is
authorized to use natural gas and on-specification used oils as fuels in the two Raw Mill Dryers
.
Construction Permit No. 03080024 issued by the IEPA Bureau of Air on January 14, 2004,
THIS FILING SUBMITTED ON RECYCLED PAPER
13
80212418v1 NEWFILE
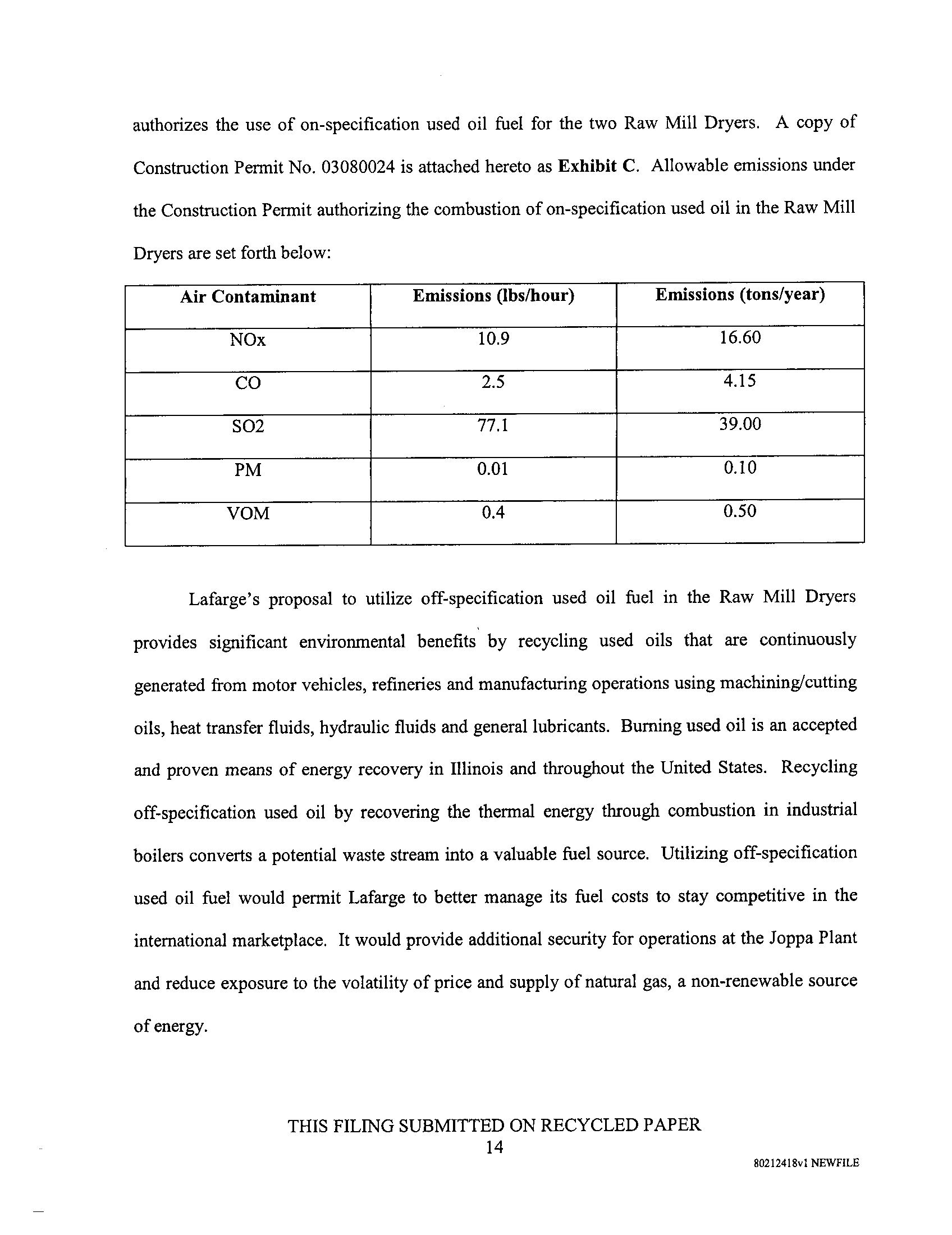
authorizes the use of on-specification used oil fuel for the two Raw Mill Dryers. A copy of
Construction Permit No
.
03080024
is attached hereto as Exhibit C. Allowable emissions under
the Construction Permit authorizing the combustion of on-specification used oil in the Raw Mill
Dryers are set forth below
:
Lafarge's proposal to utilize off-specification used oil fuel in the Raw Mill Dryers
provides significant environmental benefits by recycling used oils that are continuously
generated from motor vehicles, refineries and manufacturing operations using machining/cutting
oils, heat transfer fluids, hydraulic fluids and general lubricants . Burning used oil is an accepted
and proven means of energy recovery in Illinois and throughout the United States . Recycling
off-specification used oil by recovering the thermal energy through combustion in industrial
boilers converts a potential waste stream into a valuable fuel source. Utilizing off-specification
used oil fuel would permit Lafarge to better manage its fuel costs to stay competitive in the
international marketplace. It would provide additional security for operations at the Joppa Plant
and reduce exposure to the volatility of price and supply of natural gas, a non-renewable source
of energy
.
THIS FILING SUBMITTED ON RECYCLED PAPER
14
80212418v1 NEWFILE
Air Contaminant
Emissions (lbs/hour)
Emissions (tons/year)
NOx
10.9
16.60
CO
2.5
4.15
S02
77.1
39.00
PM
0.01
0.10
VOM
0.4
0.50
Economic Value of the Joppa Plant to Massac County and State
-The Joppa Plant
was developed at its current location in 1960 with the construction of Kiln #1 and all of the
associated storage structures, process and pollution control equipment and ancillary facilities
needed to manufacture Portland cement
.
The plant has been improved and expanded on
numerous occasions with the addition of Kiln #2 in approximately 1975
.
As of January 1, 2005 Lafarge employed 124 full-time employees at the Joppa Plant; 43
salaried plant employees and 81 other employees .
The annual payroll for 2004 was
approximately $7,737,000
.
Annual tax payments made to the State of Illinois and Massac
County are approximately $153,000. Through its payroll and tax payments, Lafarge supports the
depressed economy in Massac County .
Reported Emissions .
The federal Clean Air Act and the Illinois Environmental
Protection Act require reporting of air pollutant emissions by regulated sources and tracking of
reported emissions data by the State of Illinois . To implement the requirements of State and
Federal law, the State of Illinois has implemented an Annual Emissions Reporting requirement
which applies to all sources required to have an operating permit in accordance with 35 Ill . Adm .
Code 201 .302. The requirements applicable to the Annual Emissions Reporting program are
codified in 35 Ill . Adm. Code Section 254
.
In accordance with applicable regulations, Petitioner submits an Annual Emissions
Report to the Illinois Environmental Protection Agency to report on actual emissions from all
emissions units and activities at the Joppa Portland Cement Plant. The most recent Annual
Emissions Report was due on or before May 1, 2005
.
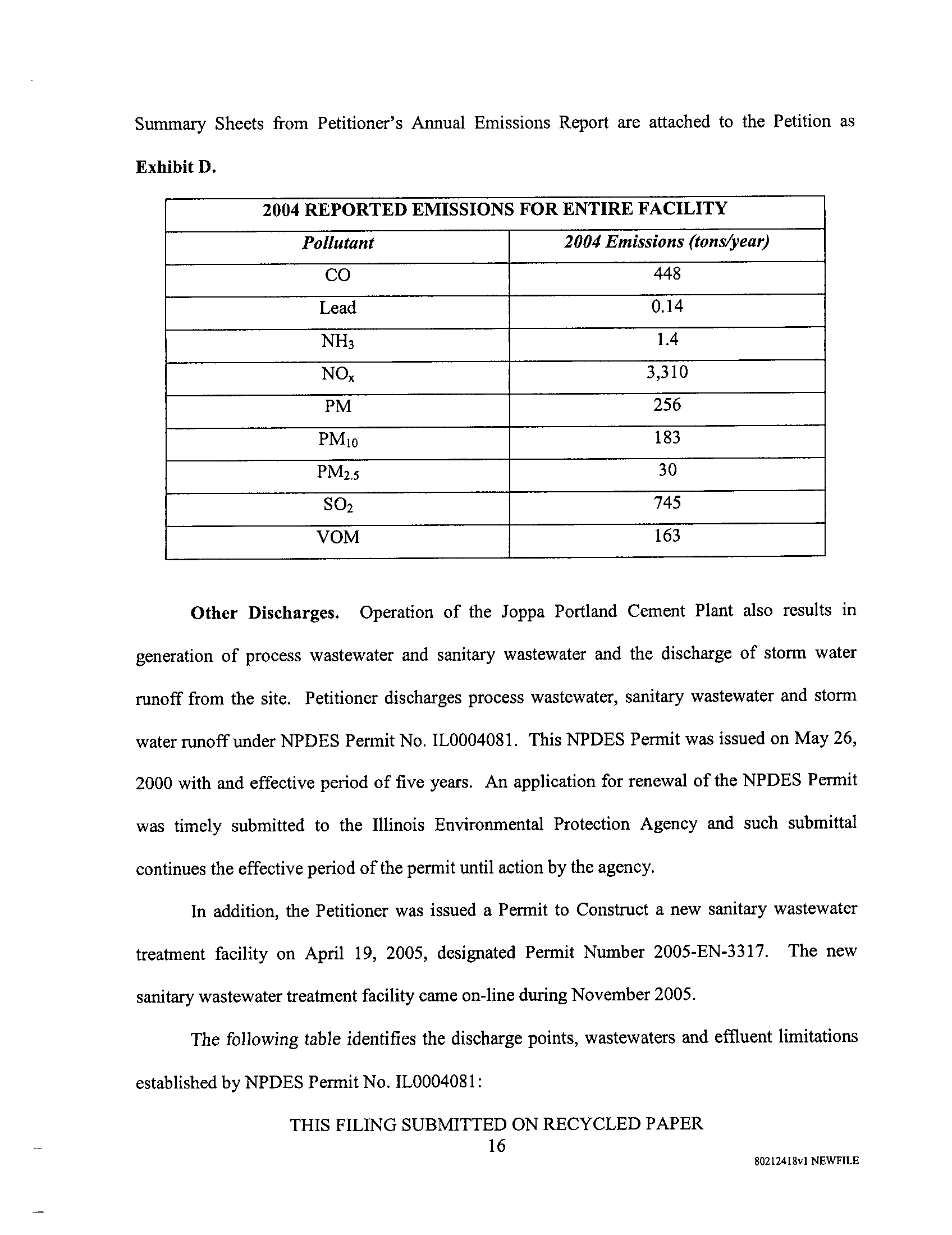
Set forth below is a summary of the emissions reported by Petitioner in its most recent
Annual Emissions Report which was submitted to the Agency on March 15, 2005
.
The
THIS FILING SUBMITTED ON RECYCLED PAPER
15
80212418v1 NEWFILE
Summary Sheets from Petitioner's Annual Emissions Report are attached to the Petition as
Exhibit D .
Other Discharges. Operation of the Joppa Portland Cement Plant also results in
generation of process wastewater and sanitary wastewater and the discharge of storm water
runoff from the site. Petitioner discharges process wastewater, sanitary wastewater and storm
water runoff under NPDES Permit No . IL0004081 . This NPDES Permit was issued on May 26,
2000 with and effective period of five years. An application for renewal of the NPDES Permit
was timely submitted to the Illinois Environmental Protection Agency and such submittal
continues the effective period of the permit until action by the agency .
In addition, the Petitioner was issued a Permit to Construct a new sanitary wastewater
treatment facility on April 19, 2005, designated Permit Number 2005-EN-3317
.
The new
sanitary wastewater treatment facility came on-line during November 2005
.
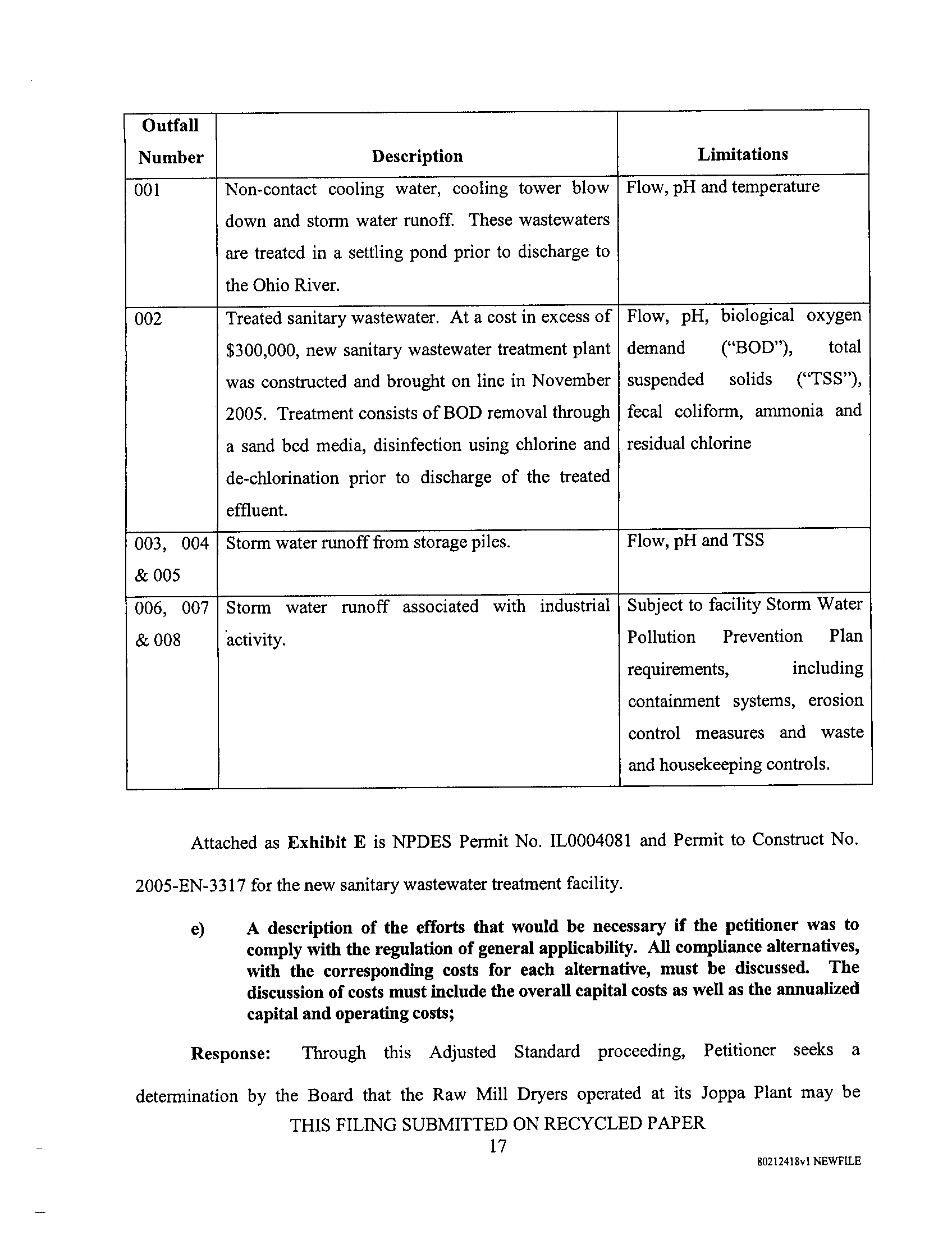
The following table identifies the discharge points, wastewaters and effluent limitations
established by NPDES Permit No . IL0004081
:
THIS FILING SUBMITTED ON RECYCLED PAPER
16
80212418v1 NEWFILE
2004 REPORTED EMISSIONS FOR ENTIRE FACILITY
Pollutant
2004 Emissions (tons/year)
CO
448
Lead
0.14
NH3
1 .4
NO.
3,310
PM
256
PM10
183
PM2.5
30
S02
745
VOM
163
Attached as Exhibit E is NPDES Permit No. IL0004081 and Permit to Construct No
.
2005-EN-3317 for the new sanitary wastewater treatment facility
.
e)
A description of the efforts that would be necessary if the petitioner was to
comply with the regulation of general applicability. All compliance alternatives,
with the corresponding costs for each alternative, must be discussed.
The
discussion of costs must include the overall capital costs as well as the annualized
capital and operating costs ;
Response :
Through
this
Adjusted
Standard
proceeding,
Petitioner
seeks
a
determination by the Board that the Raw Mill Dryers operated at its Joppa Plant may be
THIS FILING SUBMITTED ON RECYCLED PAPER
17
80212418v1 NEWFILE
Outfall
Number
Description
Limitations
001
Non-contact cooling water, cooling tower blow
Flow, pH and temperature
down and storm water runoff. These wastewaters
are treated in a settling pond prior to discharge to
the Ohio River
.
002
Treated sanitary wastewater. At a cost in excess of
Flow, pH, biological oxygen
$300,000, new sanitary wastewater treatment plant
was constructed and brought on line in November
2005. Treatment consists of BOD removal through
a sand bed media, disinfection using chlorine and
de-chlorination prior to discharge of the treated
effluent .
demand
("BOD"),
total
suspended solids ("TSS"),
fecal coliform, ammonia and
residual chlorine
003, 004
Storm water runoff from storage piles
.
Flow, pH and TSS
& 005
006, 007
Storm water runoff associated with industrial
Subject to facility Storm Water
& 008
activity
.
Pollution
Prevention
Plan
requirements,
including
containment systems, erosion
control measures and waste
and housekeeping controls
.
considered "boilers" for purposes of using off-specification used oil as supplemental fuel. The
two Raw Mill Dryers function as direct-fired process heaters to reduce the moisture content of
the raw materials to allow grinding of the "raw feed" to the proper particle size and reduction of
the moisture content of the raw feed before introduction into the kilns for pyroprocessing. The
finished Portland cement is the main component of concrete used as an architectural building
material and in numerous construction and building applications
.
Lafarge believes that its Raw Mill Dryers meet the definition of "boiler" in 35 Ill. Adm .
Code §720.110 and consequently, would be authorized under the existing regulations to utilize
off-specification used oil as supplemental fuel. However, Petitioner has consulted with IEPA
officials regarding previous proposals to utilize off-specification used oil as supplemental fuels
.
Through those discussions, Lafarge has been advised that it must utilize the Adjusted Standard
administrative process before the Pollution Control Board to receive a "case-by-case" boiler
determination that would permit use of off-specification used oil as supplemental fuel for the
Raw Mill Dryers .
Lafarge would not risk an enforcement action by proceeding to utilize off-specification
used oil as a fuel in the Raw Mill Dryers without assurances that such actions were done in full
compliance with all applicable standards. According to IEPA's interpretation of Section
720.110, Lafarge is prohibited from burning off-specification used oil for energy recovery in its
Raw Mill Dryers unless and until it receives from the Pollution Control Board a determination
that each of the Raw Mill Dryers satisfy the criteria to be classified a "boiler by designation
."
Other than Board approval, there are no compliance alternatives, no capital improvements and no
operational changes that would allow Petitioner to "comply with the regulation of general
THIS FILING SUBMITTED ON RECYCLED PAPER
18
80212418v1 NEWFILE
applicability" which would prohibit combustion of off-specification used oil until a case-by-case
determination is made by the Board that the Raw Mill Dryers are "boilers by designation ."
Costs of Specification Used Oil vs . Off-Specification Used Oil. Petitioner is proposing
to supplement the current fuels used in the Raw Mill Dryers, specifically natural gas and on-
specification used oil, with off-specification used oil as a cost saving measure. Off-specification
used oil, due to its lower cost, will further reduce Lafarge's fuel costs and overall operating costs
to produce finished Portland cement at the Joppa Plant
.
Lafarge is proposing to use approximately 1,500,000 gallons of used oil fuel per year in
the Raw Mill Dryers. In the Southern Illinois markets, specification used oil currently is priced
at an average of $0.91 per gallon while off-specification used oil is averaging around $0 .81 per
gallon. Based on projected usage of 1,500,000 gallons per year and current market pricing, this
translates to an annual cost of $1,369,000 for on-specification used oil and $1,281,000 for off-
specification used oil. The additional cost savings of $88,000 annually gained by using off-
specification used oil as supplemental fuel is a significant amount and this annual cost saving is
expected to increase as the market costs for natural gas and on-specification used oil fuel
continue to escalate
.
As the costs of natural gas and on-specification used oil fuel increase, the economic
benefits associated with using off-specification used oil as a supplemental fuel also increase
.
According to the Energy Information Administration of the U.S. Department of Energy, natural
gas prices in the United States have more than doubled in the past three years, primarily because
development of new gas supplies has not kept pace with increasing demand. (see Annual Energy
Outlook 2005 - Market Trends: Natural Gas Demand and Supply). Natural gas is increasingly
popular for use in homes, businesses, industrial facilities and electric power-generation because
THIS FILING SUBMITTED ON RECYCLED PAPER
19
80212418x1 NEWFILE
it is efficient, clean and reliable. Over the last several years, increased demand was spurred by
the electric power industry, which is opting for cleaner, gas-fired power plants rather than
conventional coal-fired power generation
.
Power plants were consuming 24 percent more
natural gas in July 2005 than in July 2004, according to the federal Energy Information
Administration
.
In addition to a lag in the development of new natural gas production supplies,
catastrophic weather has further widened the gap between supply and demand
.
In 2005,
hurricanes Katrina and Rita devastated more than 250 oil and natural gas platforms in the United
States and Mexico. Almost nine percent of the Gulf Coast's annual production of natural gas was
lost between August 26th and October 19th, according to the U .S. Minerals Management
Service
.
Historically, the factors that led to rising oil prices, such as political instability or war in
major production areas such as the Middle East, did not affect U .S. natural gas prices, because
more than 90 percent of the natural gas used in this country was produced domestically
.
However, many large industrial facilities can switch between natural gas and oil with modest
capital expenditures for fuel oil storage and distribution facilities . In the past, in times of rising
natural gas prices, these industrial facilities would switch to lower-priced fuel oil and diesel, thus
relieving demand and upward price pressure on the natural gas market . Today, however, with oil
prices spiking at prices of upwards of $60 or $70 per barrel, many industrial facilities cannot
afford to switch to virgin fuel oil, distillate or diesel fuels and are utilizing large quantities of
alternative fuels, including recycled used oil .
The rising prices for natural gas and refined
petroleum products has further increased the demand for used oil fuels, and thus, the market
THIS FILING SUBMITTED ON RECYCLED PAPER
20
80212418v1 NEWFILE
prices
for both on-specification
and
off-specification used
oil
are
expected
to
continue
increasing
.
t)
A narrative description of the proposed adjusted standard as well as proposed
language for a Board order that would impose the standard. Efforts necessary to
achieve this proposed standard and the corresponding costs must also be
presented;
Response :
Pursuant to the criteria set forth at 35 Ill . Adm. Code §720.132, the Board
may grant the requested Adjusted Standard through a determination that each Raw Mill Dryer is
a boiler, even though it may not otherwise meet the definition of the term "boiler" set forth at 35
Ill. Adm. Code §720.110. Once the Board determines that each of Petitioner's Raw Mill Dryers
meet the criteria set forth at 35 Ill . Adm. Code §720.132, both units will meet the regulatory
definition of the term "boiler" at 35 Ill . Adm. Code 720.110, which states in relevant part
:
Boiler by designation. The unit is one that the Board has determined, on a case-
by-case basis, to be a boiler, after considering the standards in Section 720 .132.
An industrial boiler located on the site of a facility engaged in a manufacturing process is
authorized under Subpart G of 35 Ill. Adm. Code Part 739 to utilize off-specification used oil for
energy recovery. Upon determination by the Board that Petitioner's Raw Mill Dryers should be
classified as a "boiler," these units will be allowed to burn off-specification used oil for energy
recovery because they will be considered a "boiler by designation" and are "located on the site of
a facility engaged in a manufacturing process where substances are transformed into new
products ."
Adequacy of Current Air Pollution Control Equipment .
Emissions from the Raw
Mill System are controlled by modem, high-efficiency fabric filter baghouse particulate control
systems to minimize the release of particulate matter and other air contaminants in the exhaust
gases .
The combined capture and removal efficiency of these baghouse systems typically
achieve greater than 99 .9% overall control efficiency
.
As identified in the CAAPP Title V
THIS FILING SUBMITTED ON RECYCLED PAPER
21
80212418v1 NEWFILE
Operating Permit issued for the Joppa Plant, the exhaust from Raw Mill #1 is controlled by the
North DCs #1 and #2, South DCs #1 and #2 and the Auxiliary DC . The exhaust from Raw Mill
#2 is controlled by the Utility DC #2 and Air Separator DC #1
.
The dried "kiln feed" captured in the control equipment is a valuable material that is
returned to the production process . In addition to controlling particulate emissions, maximizing
capture of the dried raw materials entrained in the exhaust gases from the Raw Mills increases
plant productivity and profitability that is critical to the overall financial health and long-term
viability of the Joppa Plant. Consequently, there exists a strong economic incentive to operate
the fabric filter baghouses at maximum removal efficiency
.
Petitioner has estimated the potential particulate emissions from utilizing up to 1,500,000
gallons of off-specification used oil
as a supplemental fuel in the Raw Mills. Based on those
calculations, total particulate matter ("PM") emissions and emissions of PM10 resulting from the
combustion of off-specification used oil supplemental fuel will be orders of magnitude lower
than the emissions allowed by the CAAPP Title V Operating Permit. In addition, emissions
from the combustion of off-specification used oil fuel will be in compliance with Construction
Permit No. 03080024 issued by the IEPA Bureau of Air on January 14, 2004, authorizing the use
of on-specification used oil fuel for the two Raw Mill Dryers
.
Because predicted emissions from the combustion of off-specification used oil are
predicted to be well below the allowable limits of the CAAPP Title V Operating Permits and the
2004 Construction Permit, Petitioner believes that no modifications to the existing fabric filter
baghouse control equipment will be required to further control emissions when combusting off-
specification used oil fuel . Additionally, Petitioner believes that no additional pollution control
THIS FILING SUBMITTED ON RECYCLED PAPER
22
80212418v1 NEWFILE
equipment will be required to control emissions from the combustion of off-specification used
oil as supplemental fuel in the Raw Mill Dryers
.
Utilization of off-specification used oil fuel in the Raw Mill Dryers will need to be
reviewed and approved by the Illinois Environmental Protection Agency air permitting officials,
with issuance of a Construction Permit and modifications to the existing CAAPP Title V
Operating Permit .
Under the provisions of 35 Ill. Adm. Code Section 201, the use of off-
specification used oil as a supplemental fuel in the Raw Mill Dryers is likely to be considered a
change in the method of operation which would trigger construction and operating permit
requirements . All questions about the air pollutant emissions associated with combustion of used
oil fuel would be addressed and fully answered through the air permitting review process
conducted by IEPA .
Proposed language for a Board Order that would approve the requested Adjusted
Standard relief :
1
.
Procedural History
2 .
Background
3 .
Agency Recommendation
4.
Response to Recommendation
5 .
Discussion
Legal Framework
Availability ofRelief Under Section 720.132
Section 720.132 Factors
Other Relevant Factors
6.
Conclusion
THIS FILING SUBMITTED ON RECYCLED PAPER
23
80212418v1 NEWFILE
The Board finds that Lafarge Midwest, Inc. has established under Section 720.132 of the
Board regulations (35 Ill. Adm. Code 720.132), that each of the Raw Mill Dryers at the Joppa
Plant satisfies the criteria set forth in Section 720.132 to be considered a "boiler . " Accordingly,
the Board finds and determines that the Raw Mill Dryers are "boilers" within the meaning of 35
III Adm. Code 720.110.
The Board's determination that the Raw Mill Dryers are "boilers" will allow the units to
be used for the combustion of off-specification used oil for energy recovery, in compliance with
Section 739.161 of the Board's regulations (35 711. Adm. Code 739.161). The Board emphasizes
that use of off-specification used oil as fuel for the Raw Mill Dryers must comply with all other
applicable Illinois and federal environmental standards and requirements, including the terms
and conditions of "CAAPP Operating Permit and Title I Permit No . 95090110" issued for
operation of the Joppa Portland Cement Manufacturing Plant and associated air pollution
control equipment and any subsequent modifications thereto .
This opinion constitutes the Board's findings offact and conclusions of law .
ORDER
1 .
The Board finds that the Raw Mill Dryers operated by Lafarge Midwest, Inc . at its Joppa
Portland Cement Manufacturing Plant meet the criteria set forth in 35 Ill . Adm. Code
§720.132 to be considered a "boiler . "
The Board accordingly grants Lafarge Midwest,
Inc. an Adjusted Standard under 35 Ill. Adm. Code 720.132 and determines that the Raw
Mill Dryers are "boilers by designation" under 35 Ill. Adm. Code §720.110.
2 .
The Adjusted Standard will allow the Raw Mill Dryers to combust off-specification used
oil for energy recovery under 35 Ill. Adm. Code 739.161, subject to compliance with all
other applicable Illinois and federal environmental standards and requirements
.
THIS FILING SUBMITTED ON RECYCLED PAPER
24
80212418v1 NEWFILE
IT IS SO ORDERED .
g)
The quantitative and qualitative description of the impact of the petitioner's
activity on the environment if the petitioner were to comply with the regulation
of general applicability as compared to the quantitative and qualitative impact
on the environment if the petitioner were to comply only with the proposed
adjusted standard.
To the extent applicable, cross-media impacts must be
discussed. Also, the petitioner must compare the qualitative and quantitative
nature of emissions, discharges or releases that would be expected from
compliance with the regulation of general applicability as opposed to that which
would be expected from compliance with the proposed adjusted standard;
Response :
Lafarge believes that the Raw Mill Dryers at its Joppa Plant meet the
regulatory definition of a "boiler" in 35 Ill. Adm. Code 720.110 and therefore are allowed to
combust off-specification used oil fuels . However, IEPA officials have advised that obtaining a
"boiler by designation" determination from the Pollution Control Board is necessary to comply
with the applicable regulations. As a result, Lafarge is not able to secure the full benefits of used
oil recycling and recover the significant amount of thermal energy contained in the off-
specification used oil available as dryer fuels
.
Lafarge will continue to combust substantial quantities of natural gas and on-
specification used oil in its Raw Mill Dryers and be subject to the economic uncertainties
associated with the volatility of oil and natural gas supplies and costs . As the costs of natural gas
and petroleum increase and the availability of these non-renewable resources decreases, the
economic success and viability of the Portland cement production operations at the Joppa Plant
are threatened
.
The Joppa Plant itself utilizes a number of other byproducts and materials from other
industries as the raw materials in cement manufacturing processes. For example, Lafarge utilizes
petroleum coke, a byproduct of the refining process, and waste tires as fuel for the kilns. In
addition to byproduct fuels, Lafarge utilizes spent foundry sand, fly ash, bottom ash, iron slag
and mill scale as raw materials in the raw feed. If not utilized by Lafarge as alternative raw
THIS FILING SUBMITTED ON RECYCLED PAPER
25
80212418v1 NEWFILE
materials in the cement manufacturing process, most of these industrial byproducts would be
landfilled or otherwise disposed of as waste
.
If the Board grants Lafarge's Adjusted Standard request, it would purchase off-
specification used oil fuel from regulated used oil marketers at a cost per Btu of thermal energy
that is significantly less than the escalating cost of natural gas and petroleum. The used oil fuels
would be subject to strict specifications to ensure high Btu value, allow complete combustion
and produce negligible change in the combustion exhaust gas composition .
The only consequence associated with the Board's approval to approve Lafarge's request
to utilize off-specification used oil fuels in its Raw Mill Dryers would be a possible change in the
air emissions from the Raw Mill Dryers. As noted above, the Raw Mill Dryers are permitted to
combust natural gas and on-specification used oil as the primary dryer fuels
.
The Title V
CAAPP Operating Permit establishes emissions limitations for particulate matter ("PM/PM1o"),
sulfur dioxide ("SO2"), carbon monoxide ("CO"), volatile organic material ("VOM"),
and
nitrogen oxides ("NO.") . Compliance with the permitted emissions limits is achieved by full and
complete combustion of the fuel and operation of air separators, and cyclone equipment designed
to remove particulate matter from the mill exhaust gases
.
Lafarge has investigated how combustion of off-specification used oil fuel would affect
air emissions from the Raw Mill Dryers and whether it would maintain compliance with the
existing emission limitations of the Title V CAAPP Operating Permit and the 2004 Construction
Permit authorizing combustion of on-specification used oil fuel in the Raw Mill Dryers . Based
on representative off-specification used oil fuels that would be supplied by reputable, authorized
used oil marketers, Lafarge estimates that emissions from the Raw Mill Dryers would not exceed
the existing permit limits. Utilization of off-specification used oil fuel in the Raw Mill Dryers
THIS FILING SUBMITTED ON RECYCLED PAPER
26
80212418v1 NEWFILE
must be reviewed and approved by the IEPA's Bureau of Air permitting officials, with issuance
of a Construction Permit and modifications to the existing Title V CAAPP Operating Permit . As
a result, any questions associated with combustion of off-specification used oil fuel would be
addressed and fully resolved through the air permitting review process
.
Attached hereto as
Exhibit F is the Clean Air Act Permit Program ("CAAPP") Title V Operating Permit and Title I
Permit No. 95090119 issued November 14, 2002 for Petitioner's Joppa Plant
.
Quantitative and Qualitative Impacts of Using Supplemental Used Oil Fuels
.
In
preceding sections of this Petition, Lafarge has described the results of its investigations of air
emissions associated with the combustion of off-specification used oil fuel as a supplemental
fuel in the Raw Mill Dryers compared to the permitted fuels natural gas and on-specification
used oil fuel. All emissions associated with combustion of off-specification used oil fuel would
be less than the allowable emissions under the current CAAPP Title V Operating Permit and
2004 Construction Permit
.
Utilization of off-specification used oil fuel in the Raw Mill Dryers will need to be
reviewed and approved by the IEPA air permitting officials, with issuance of a Construction
Permit and modifications to the existing Operating Permit. The permitting process would ensure
that all emissions associated with combustion of off-specification used oil fuel would be in full
compliance with all applicable regulatory requirements and environmental standards
.
On a qualitative basis, Lafarge's proposal to utilize off-specification used oil fuel in the
Raw Mill Dryers provides significant environmental benefits by recycling and reclaiming the
thermal energy from used oils that are generated from motor vehicles, refineries and numerous
industrial processes. Recycling used oil for reuse or energy recovery provides environmental
and economic benefits . According to the USEPA's Office of Solid Waste, re-refining used oil
THIS FILING SUBMITTED ON RECYCLED PAPER
27
80212418v1 NEWFILE
for reuse as a lubricant takes approximately one-third the energy of refining crude oil to lubricant
quality. It takes 42 gallons of crude oil, but only one gallon of used oil, to produce two and a
half quarts of new, high-quality lubricating oil . In addition, as a fuel source one gallon of used
oil processed for fuel contains about 140,000 British Thermal Units (BTUs) of energy
.
Substituting off-specification used oil for natural gas helps to conserve this non-
renewable resource. As noted in preceding sections of this Petition, the demand for natural gas
has far outpaced current supplies and as a result, natural gas prices in the United States have
more than doubled in the past three years . Substituting on-specification and off-specification
used oil fuel in place of natural gas provides an environmental benefit by conserving a valuable
natural resource .
Indirectly, the Board's approval of the relief requested by Lafarge would support the
additional environmental benefits associated with the industrial byproduct recycling operations at
the Joppa Plant. As noted earlier, Lafarge's production of Portland cement at the Joppa Plant
utilizes a number of industrial byproducts to produce the finished product, byproducts that
otherwise would be landfilled as solid wastes . Controlling the operating costs of the Joppa Plant
by approving use of lower cost off-specification used oil supplemental fuel would provide more
stability to Lafarge's production operations and maintain the environmental benefits of recycling
various industrial byproducts into Portland cement products . It would reduce Lafarge's exposure
to the volatility of price and supply of natural gas, a non-renewable source of energy .
Sources of Used Oil Supplies and Basic Quality Control Management Standards
.
Included in Exhibit G is a description of the nature and source of the used oil that is likely to be
available for use as supplemental fuel for the slag dryer . In addition, Exhibit G summarizes the
key procedures that would be instituted to control the quality of off-specification used oil to be
THIS FILING SUBMITTED ON RECYCLED PAPER
28
80212418v1 NEWFILE
used as fuel for the slag dryer. This summary document, entitled
"Potential Supply Sources and
Basic Principles of Management of Off-Specification Used Oil Fuel for the Joppa Raw Mill
Dryers,"
was prepared for Lafarge by Systech Environmental Corporation, a wholly owned
subsidiary of Lafarge. It is anticipated that Systech Environmental Corporation will serve as
Lafarge's principal contractor for identifying and qualifying used oil suppliers and making
arrangements for delivery of off-specification used oil fuels to the Joppa Plant by pre-qualified
suppliers
.
h)
A statement which explains how the petitioner seeks to justify, pursuant to the
applicable level of justification, the proposed adjusted standard
;
Response :
Section 720.132 of the Board's regulations (35 Ill. Adm. Code §720.132),
establishes the criteria to be considered by the Board in making a "case-by-case" determination
that certain enclosed devices using controlled flame combustion are boilers, even though they do
not otherwise meet the definition boiler contained in Section 720 .110. The criteria for "case-by-
case" boiler determination track closely the regulatory definition of "boiler" set forth at 35 Ill .
Admin. Code 720.110. Consequently, when evaluating whether a particular combustion source,
such as the Raw Mill Dryers at the Joppa Plant, should be classified as a boiler, the regulatory
definition of "boiler" provides the determinative physical characteristics .
Set forth below is the regulatory definition of a "boiler" set forth at 35 Ill . Admin. Code
720.110
:
"Boiler" means an enclosed device using controlled flame combustion and
having the following characteristics
:
Boiler physical characteristics .
The unit must have physical provisions for recovering and
exporting thermal energy in the form of steam, heated fluids, or
heated gases; and the unit's combustion chamber and primary
energy recovery sections must be of integral design
.
To be of
integral design, the combustion chamber and the primary energy
THIS FILING SUBMITTED ON RECYCLED PAPER
29
80212418v1 NEWFILE
recovery sections *such as waterwalls and superheaters) must be
physically formed into one manufactured or assembled unit
.
A
unit in which the combustion chamber and the primary energy
recovery sections are joined only by ducts or connections carrying
flue gas is not integrally designed; however, secondary energy
recovery equipment (such as economizers or air preheaters) need
not be physically formed into the same unit as the combustion
chamber and the primary energy recovery section. The following
units are not precluded from being boilers solely because they are
not of integral design: process heaters (units that transfer energy
directly to a process stream) and fluidized bed combustion units ;
and
While in operation, the unit must maintain a thermal energy
recovery efficiency of at least 60 percent, calculated in terms of the
recovered energy compared with the thermal value of the fuel; and
The unit must export and utilize at least 75 percent of the
recovered energy, calculated on an annual basis
.
In this
calculation, no credit may be given for recovered heat used
internally in the same unit .
(Examples of internal use are the
preheating of fuel or combustion air, and the driving of induced or
forced draft fans or feedwater pumps) ; or
Boiler by designation .
The unit is one that the Board has
determined, on a case-by-case basis, to be a boiler, after
considering the standards in Section 720 .132 .
The 35 III . Admin. Code 720.132(a) Criteria .
Set forth below is a demonstration that
Petitioner's Raw Mill Dryers satisfy each of the criteria specified at 35 Ill. Admin. Code
720.132(a) to be considered a boiler
.
Section 720.132(a)
The extent to which the unit has provisions for recovering
and exporting thermal energy in the form of steam, heated
fluids
or heated
gases:
The Raw Mill Dryers are constructed with burners designed to recover the maximum
amount of thermal energy in the fuel being burned in order to heat the raw material mix and
drive off moisture. Each Raw Mill Dryer functions as a direct-fired process heater in which the
"raw feed" and additional air are brought into contact with the hot combustion gases
.
The
thermal energy released by the combustion of the fuel is transferred to the raw mix and "raw
THIS FILING SUBMITTED ON RECYCLED PAPER
30
80212418v1 NEWFILE
feed" materials. Heating the raw materials vaporizes a portion of the moisture that is in the pores
of the material . The heat is then exported in the form of heated and dried "raw feed" materials,
hot gases and water vapor. The "raw feed," hot gases and water vapor are discharged from the
dryer through cyclone and air separators, where the heated and dried raw materials are removed
from the exhaust gas stream. Based on the raw material size, coarser raw materials are fed to the
raw mills to further reduce particle size, while the finer hot, dried "raw feed" is conveyed
directly to the four storage silos located near the feed ends of the two kilns
.
The Raw Mill Dryers are fully enclosed with an outer shell of steel
.
The burning
chamber is lined with a high temperature resistant refractory material and the transport shaft is
lined with ceramic tile. This design is conducive to recovering as much energy
as possible from
the fuel. (A schematic drawing of the Raw Mill System is included as Exhibit H.)
Section 720.132(b). The extent to which the combustion chamber and energy
recovery equipment are of
integral design ;
The Raw Mill System is designed such that operation of the Raw Mill is dependant upon
operation of the Raw Mill Dryer and the dryer cannot operate if the Raw Mill is not operating
.
The entire system was installed as one operating unit and the function of the Raw Mill Dryers is
to directly heat the raw materials and provide the centrifugal force (air velocity) to the separators .
The Raw Mill Dryers are not operated as an independent revenue source .
The combustion chamber and energy recovery sections of each Raw Mill Dryer are
integral in design and assembly to function as a single unit . In addition, the regulatory definition
of a "boiler" set forth in the Board's regulations at 35 Ill . Adm. Code 720.110 includes an
express exemption from the "integral design" element for process heaters such as the Raw Mill
Dryers. The regulation states :
THIS FILING SUBMITTED ON RECYCLED PAPER
31
802124180 NEWFILE
"The following units are not precluded from being boilers solely because
they are not of integral design : process heaters (units that transfer energy
directly to a process stream) and fuidized bed combustion units
. "
Because the Raw Mill Dryers are direct-fired process heaters where the thermal energy of
the combusted fuel is transferred directly to the raw materials being processed, the element of
"integral design" is not a sole determinative criterion in this proceeding
.
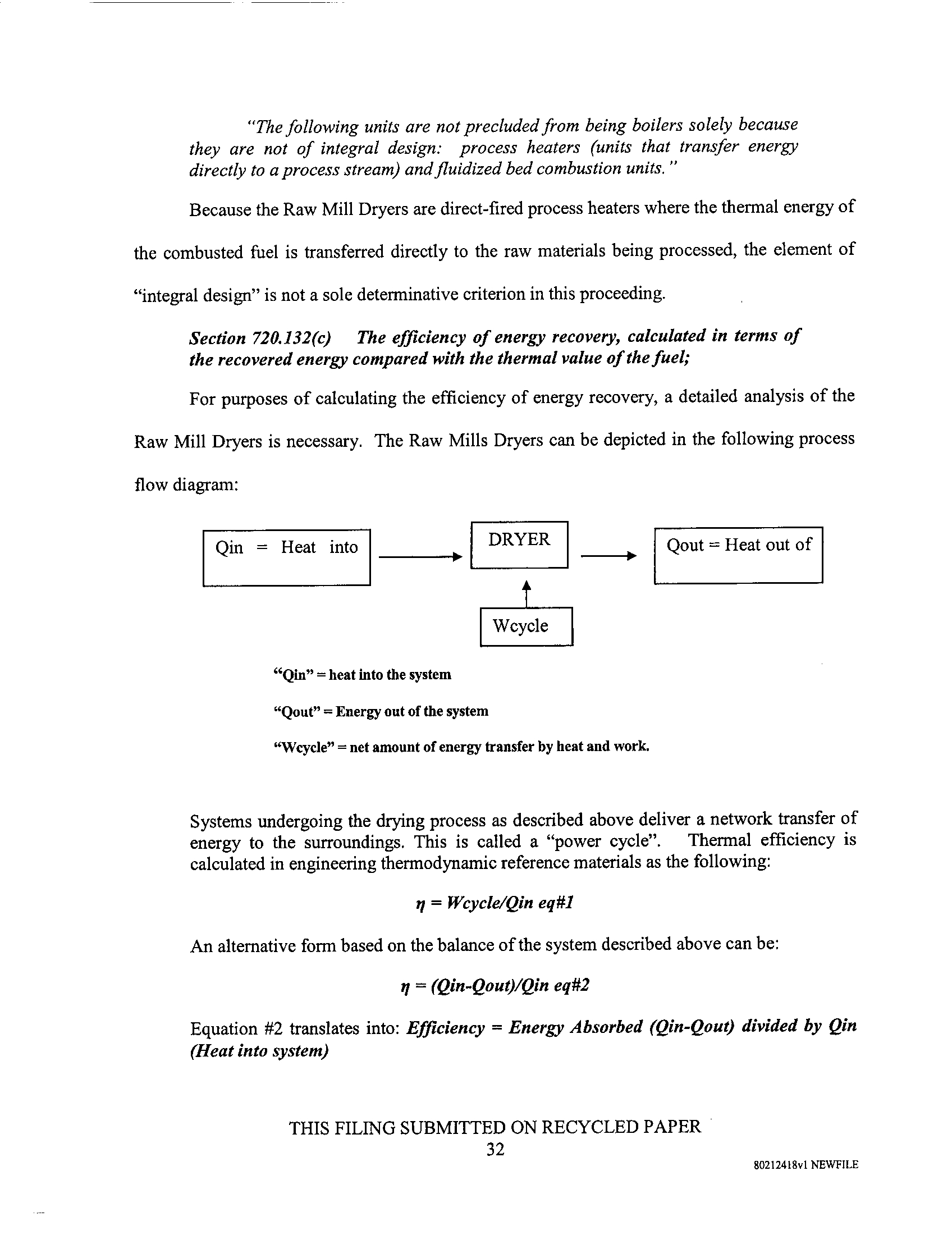
Section 720.132(c)
The efficiency ofenergy recovery, calculated in terms of
the recovered energy compared with the thermal value ofthe fuel;
For purposes of calculating the efficiency of energy recovery, a detailed analysis of the
Raw Mill Dryers is necessary. The Raw Mills Dryers can be depicted in the following process
flow diagram :
Qin = Heat into
DRYER
t
Wcycle
"Qin" = heat into the system
"Qout" = Energy out of the system
"Wcycle"=net amount of energy transfer by heat and work .
Qout = Heat out of
Systems undergoing the drying process as described above deliver a network transfer of
energy to the surroundings. This is called a "power cycle" .
Thermal efficiency is
calculated in engineering thermodynamic reference materials as the following
:
q = Wcycle/Qin eq#1
An alternative form based on the balance of the system described above can be
:
q = (Qin-Qout)/Qin eq#2
Equation #2 translates into
: Efficiency = Energy Absorbed (Qin-Qout) divided by Qin
(Heat into system)
THIS FILING SUBMITTED ON RECYCLED PAPER
32
80212418v1 NEWFILE
The efficiency method described above is based on the principles of the First and Second
Laws of Thermodynamics, hence a method uniformly used worldwide for the design, operation
and evaluation of heat systems. (See
Fundamentals of Engineering Thermodynamics,
Michael J
.
Moran, Third Edition,
1996,
pages
60-61
;
Chemical and Process Thermodynamics,
B.G. Kyle,
Second Edition,
1992,
page
63
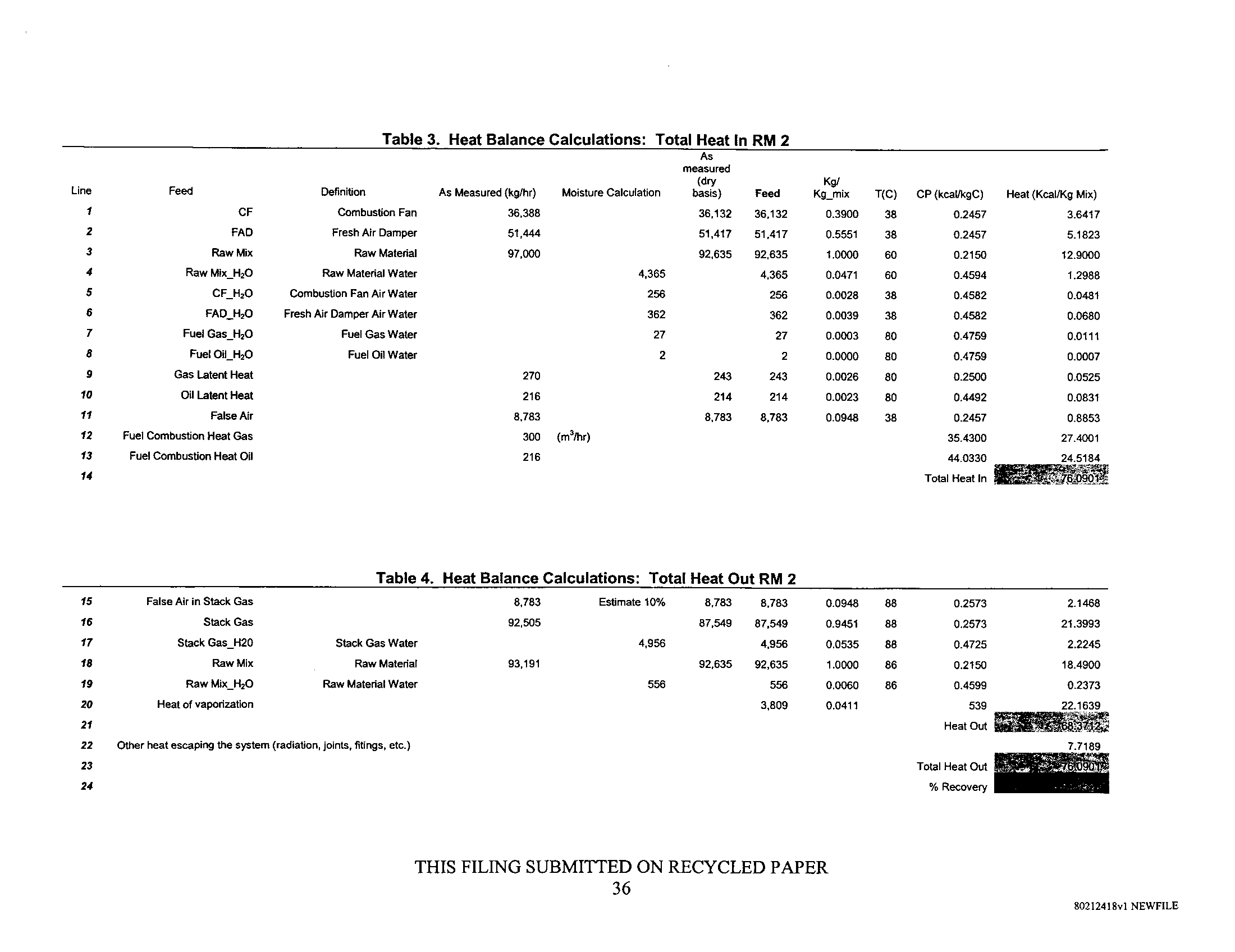
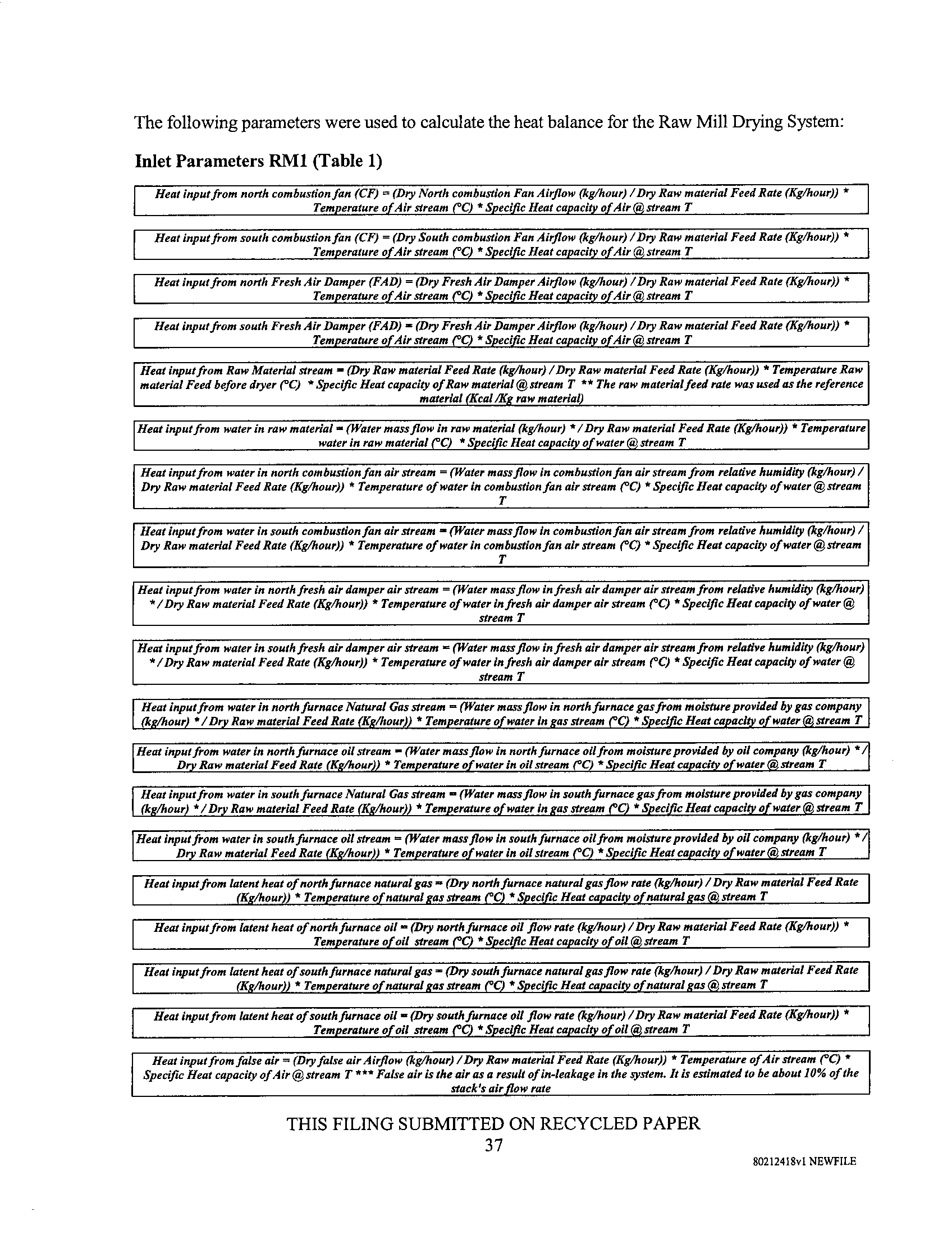
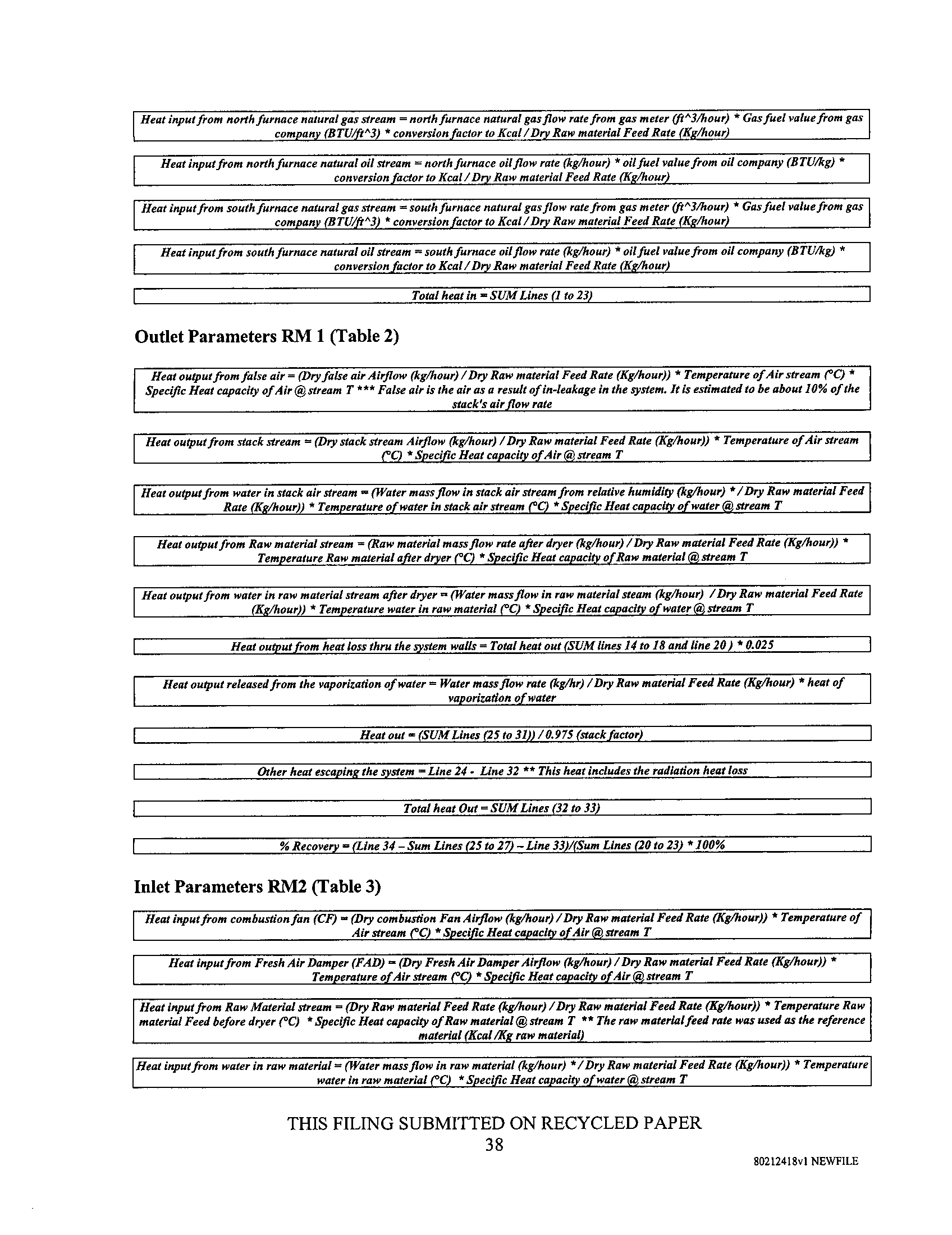
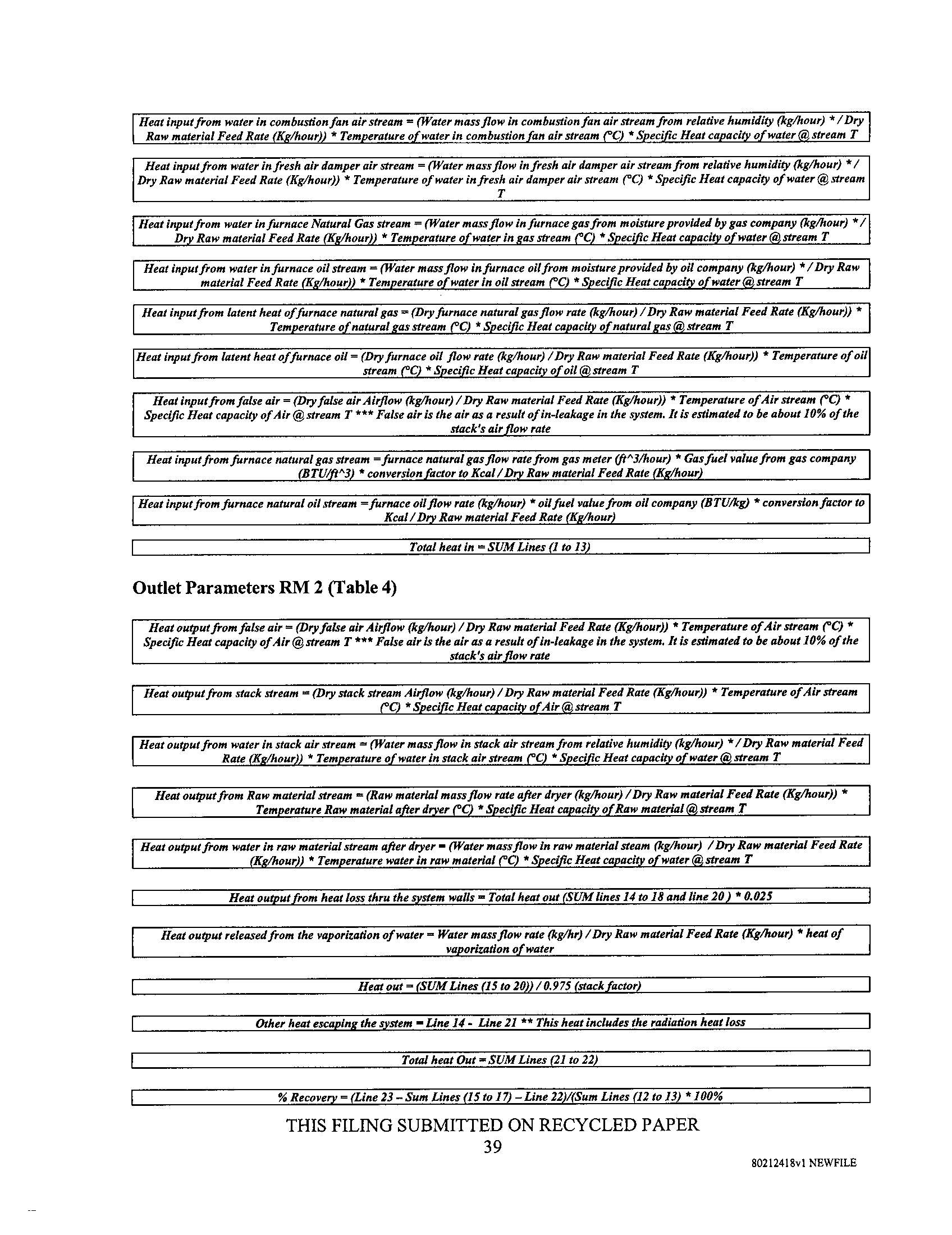
A heat balance has been calculated for the Raw Mill Drying System to provide the input
variables for the thermal efficiency calculations . All values and parameters used in the heat
balance calculations are set forth in the following Tables :
•
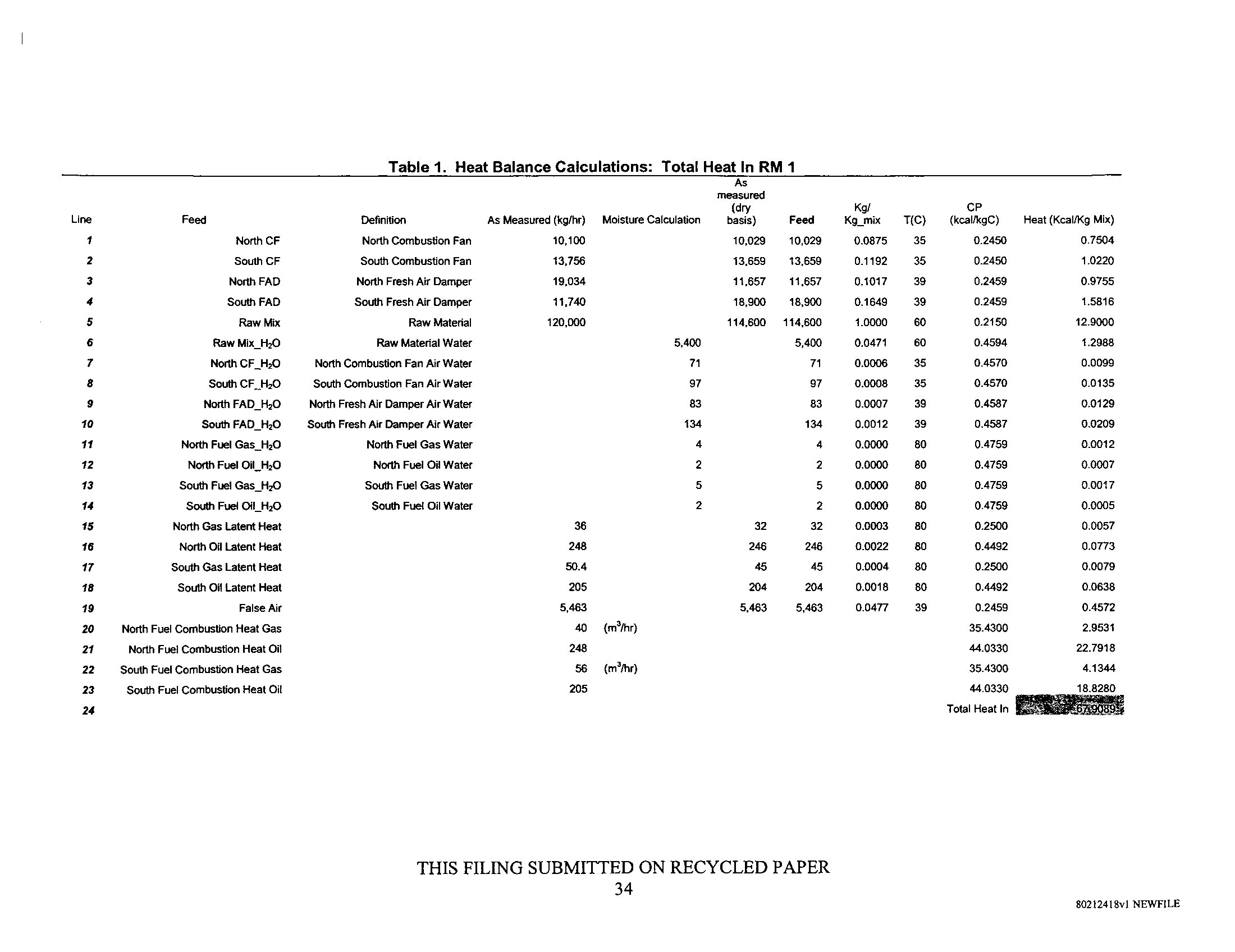
Table I. Heat Balance Calculations : Total Heat In-Raw Mill 1
•
Table
2
.
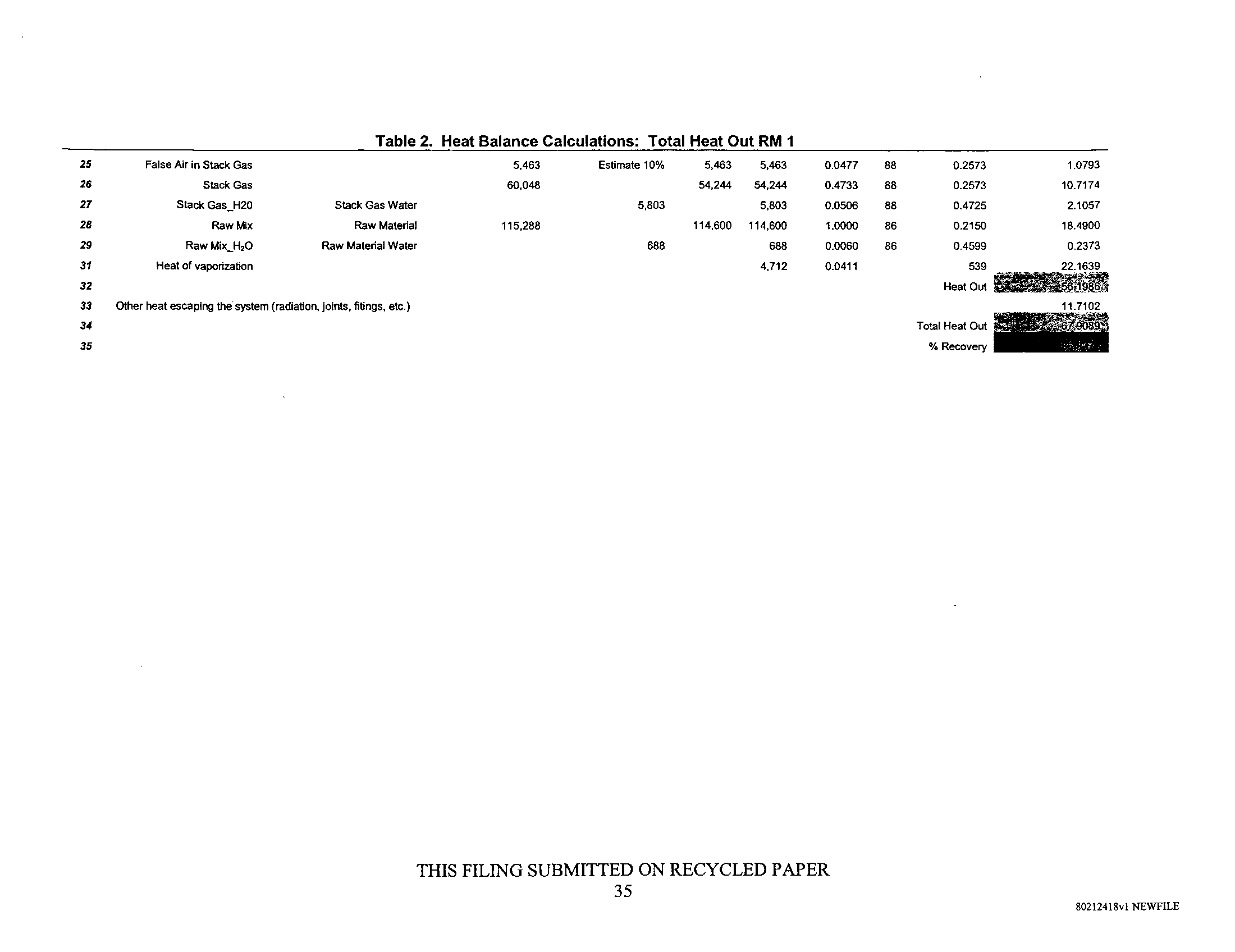
Heat Balance Calculations : Total Heat Out-Raw Mill 1
•
Table
3
.
Heat Balance Calculations : Total Heat In-Raw Mill 2
•
Table 4. Heat Balance Calculations
: Total Heat Out-Raw Mill 2
THIS FILING SUBMITTED ON RECYCLED PAPER
33
80212418v1 NEWFILE
Table 1. Heat Balance Calculations: Total Heat In RM 1
THIS FILING SUBMITTED ON RECYCLED PAPER
34
80212418x1 NEWFILE
Line
Feed
Definition
As Measured (kg/hr)
Moisture Calculation
As
measured
(dry
basis)
Feed
Kg/
Kg mix
T(C)
CP
(kcallkgC)
Heat (Kcal/Kg Mix)
1
North CF
North Combustion Fan
10,100
10,029
10,029
0.0875
35
0.2450
0.7504
2
South CF
South Combustion Fan
13,756
13.659
13,659
0.1192
35
0.2450
1 .0220
3
North FAD
North Fresh Air Damper
19.034
11 .657
11 .657
0.1017
39
0.2459
0.9755
4
South FAD
South Fresh Air Damper
11,740
18,900
18,900
0.1649
39
0.2459
1.5816
5
Raw Mix
Raw Material
120,000
114,600
114,600
1 .0000
60
0.2150
12.9000
6
Raw Mix H2O
Raw Material Water
5.400
5,400
0.0471
60
0.4594
1.2988
7
North CF-H20
North Combustion Fan Air Water
71
71
0.0006
35
0.4570
0.0099
8
South CF_H2O
South Combustion Fan Air Water
97
97
0.0008
35
0.4570
0.0135
9
North FAD H2O
North Fresh Air Damper Air Water
83
83
0.0007
39
0.4587
0.0129
10
South FAD H2O
South Fresh Air Damper Air Water
134
134
0.0012
39
0.4587
0.0209
11
North Fuel Gas H2O
North Fuel Gas Water
4
4
0.0000
80
0.4759
0.0012
12
North Fuel Oil H2O
North Fuel Oil Water
2
2
0.0000
80
0.4759
0.0007
13
South Fuel Gas H2O
South Fuel Gas Water
5
5
0.0000
80
0.4759
0.0017
14
South Fuel Oil H2O
South Fuel Oil Water
2
2
0.0000
80
0.4759
0.0005
15
North Gas Latent Heat
36
32
32
0.0003
80
0.2500
0.0057
16
North Oil Latent Heat
248
246
246
0.0022
80
0.4492
0.0773
17
South Gas Latent Heat
50.4
45
45
0.0004
80
0.2500
0.0079
18
South Oil Latent Heat
205
204
204
0.0018
80
0.4492
0.0638
19
False Air
5,463
5,463
5,463
0.0477
39
0.2459
0.4572
20
North Fuel Combustion Heat Gas
40
(m3/hr)
35.4300
2.9531
21
North Fuel Combustion Heat Oil
248
44.0330
22.7918
22
South Fuel Combustion Heat Gas
56
(m'lhr)
35.4300
4.1344
23
South Fuel Combustion Heat Oil
205
44.0330
8.8280
24
Total Heat In
Table 2. Heat Balance Calculations: Total Heat Out RM I
THIS FILING SUBMITTED ON RECYCLED PAPER
35
1 .0793
10.7174
2.1057
18.4900
0.2373
22
639
80212418v1 NEWFILE
25
False Air in Stack Gas
5,463
Estimate 10%
5,463
5,463
0.0477
88
0.2573
26
Stack Gas
60,048
54,244
54,244
0.4733
88
0.2573
27
Stack Gas-
1-120
Stack Gas Water
5,803
5,803
0.0506
88
0.4725
28
Raw Mix
Raw Material
115,288
114.600
114,600
1.0000
86
0.2150
29
Raw Mix-1-12
0
Raw Material Water
688
688
0.0060
86
0.4599
31
Heat of vaporization
4,712
0.0411
539
32
Heat Out
33
Other heat escaping the system (radiation, joints, filings, etc .)
34
Total Heat Out
35
% Recovery
Table 3. Heat Balance Calculations : Total Heat In RM 2
THIS FILING SUBMITTED ON RECYCLED PAPER
36
Heat (Kcal/Kg Mix)
3.6417
5.1823
12.9000
1.2988
0.0481
0.0680
0.0111
0.0007
0.0525
0.0831
0.8853
27.4001
24.5184
2.1468
21.3993
2.2245
18.4900
0.2373
22.1639
80212418v1 NEWFILE
Line
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Feed
CF
FAD
Raw Mix
Raw Mix H2O
CF H 2O
FAD-HO
Fuel Gas H2O
Fuel Oil H2O
Gas Latent Heat
Oil Latent Heat
False Air
Fuel Combustion Heat Gas
Fuel Combustion Heat Oil
As
measured
(dry
Definition
As Measured (kg/hr)
Moisture Calculation
basis)
Feed
Combustion Fan
36,388
36,132
36,132
Fresh Air Damper
51,444
51,417
51,417
Raw Material
97,000
92,635
92.635
Raw Material Water
4,365
4,365
Combustion Fan Air Water
256
256
Fresh Air Damper Air Water
362
362
Fuel Gas Water
27
27
Fuel Oil Water
2
2
270
243
243
216
214
214
8,783
8,783
8,783
300
(m3/hr)
216
Kg/
Kg mix
0.3900
0.5551
1.0000
0.0471
0.0028
0.0039
0.0003
0.0000
0.0026
0.0023
0.0948
T(C)
38
38
60
60
38
38
80
80
80
80
38
CP (kcaLkgC)
0.2457
0.2457
0.2150
0.4594
0.4582
0.4582
0.4759
0.4759
0.2500
0.4492
0.2457
35.4300
44.0330
Total Heat In
Table 4. Heat Balance Calculations : Total Heat Out RM 2
15
False Air in Stack Gas
8,783
Estimate 10%
8,783
8,783
0.0948
88
0.2573
16
Stack Gas
92,505
87,549
87,549
0.9451
88
0.2573
17
Stack Gas-1-120
Stack Gas Water
4,956
4,956
0.0535
88
0.4725
18
Raw Mix
Raw Material
93,191
92,635
92,635
1 .0000
86
0.2150
19
Raw Mix H2O
Raw Material Water
556
556
0.0060
86
0.4599
20
Heat of vaporization
3,809
0.0411
539
21
Heat Out
22
Other heat escaping the system (radiation, joints, filings, etc .)
23
Total Heat Out
24
% Recovery
The following parameters were used to calculate the heat balance for the Raw Mill Drying System
:
Inlet Parameters RMI (Table 1)
Heat input from north combustion fan (CF) _ (Dry North combustion Fan Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *
Temperature ofAir stream (°C) * Specific Heat capacity ofAir @ stream T
Heat input from south combustion fan (CF) = (Dry South combustion Fan Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour))
Temperature ofAir stream (°C) * Specific Heat capacity ofAir @ stream T
Heat input from north Fresh Air Damper (FAD) = (Dry Fresh Air Damper Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *
Temp erasure ofAir stream (°C) * Specific Heat capacity ofAir @ stream T
Heat input from south Fresh Air Damper (FAD) - (Dry Fresh Air Damper Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour))
Temperature ofAir stream (°C) * Specific Heat capacity ofAir @ stream T
Heat input from Raw Material stream - (Dry Raw material Feed Rate (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature Raw
material Feed before dryer ('C)
* Specific Heat capacity of Raw material @ stream T ** The raw material feed rate was used as the reference
material (Kcal /Kg raw material)
Heat input from water in raw material - (Water mass flow in raw material (kg/hour) * /Dry Raw material Feed Rate (Kg/hour)) * Temperature
water in raw material (°C) * Specific Heat capacity of water @ stream T
Heat input from water in north combustion fan air stream = (Water mass flow in combustion fan air stream from relative humidity (kg/hour) /
Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in combustion fan air stream (°C) * Specific Heat capacity of water @ stream
T
Heat input from water in south combustion fan air stream -(Water mass flow in combustion fan air stream from relative humidity (kg/hour) /
Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in combustion fan air stream ('C) * Specific Heat capacity of water @ stream
T
Heat input from water in north fresh air damper air stream = (Water mass flow in fresh air damper air stream from relative humidity (kg/hour)
* /Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in fresh air damper air stream (°C) * Specific Heat capacity of water @
stream T
Heat input from water in south fresh air damper air stream - (Water mass flow in fresh air damper air stream from relative humidity (kg/hour)
* /Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in fresh air damper air stream ("C) * Specific Heat capacity of water @
stream T
Heat inputfrom water in north furnace Natural Gas stream -(Water mass fow in north furnace gas from moisture provided by gas company
(kg/hour) * /DrV Raw material Feed Rate (Kg/hour)) * Temperature of water in gas stream (°C) * Specific Heat capacity of water @ stream T
Heat input from water in north furnace oil stream - (Water mass fow in north furnace oil from moisture provided by oil company (kg/hour)
•/
Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in oil stream (*C) * Specific Heat capacity ofwater Astream T
Heat inputfrom water in south furnace Natural Gas stream - (Water mass fow in south furnace gas from moisture provided by gas company
(kg/hour) */DryRaw material Feed Rate (Kg/hour)) *Temperature of water in gas stream (°C) *Specific Heat capacity of water @ stream
T
Heat input from water in south furnace oil stream -(Water mass flow in south furnace oil from moisture provided by oil company (kg/hour) * /
Dry Raw material Feed Rate (Kg/hour)) *Temperature of water in oil stream(°C) *Specific Heat capacity of water @ stream T
Heat input from latent heat of north furnace natural gas - (Dry north furnace natural gas fow rate (kg/hour) /Dry Raw material Feed Rate
(Kg/hour)) * Temperature of natural gas stream (°C) * Specific Heat capacity of natural gas @ stream T
Heat inputfrom latent heat of north furnace oil - (Dry north furnace oil flow rate (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *
Temperature of oil stream (°C) * Specific Heat capacity of oil @ stream T
Heat input from latent heat of south furnace natural gas - (Dry south furnace natural gas fow rate (kg/hour) /Dry Raw material Feed Rate
(Kg/hour)) * Temperature of natural gas stream('C) * Specific Heat capacity of natural gas @ stream T
Heat input from latent heat of south furnace oil - (Dry south furnace oil flow rate (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *
Temperature of oil stream (*C) * Specific Heat capacity of oil @ stream T
Heat input from false air = (Dry false air Airfow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature ofAir stream (°C) *
Specific Heat capacity ofAir @ stream T
False air is the air as a result of in-leakage in the system . It is estimated to be about 10% of the
stack's airflow rate
THIS FILING SUBMITTED ON RECYCLED PAPER
37
80212418v1 NEWFILE
Heat input from north furnace natural gas stream =north furnace natural gas f ow rate from gas meter (ft^3/hour) * Gas fuel value from gas
company (BTU/(t^3) *conversion, factor toKcal /Dry Raw material Feed Rate (Kg/hour)
Heat input from north furnace natural oil stream = north furnace oil flow rate (kg/hour) * oil fuel value from oil company (BTU/kg) *
conversion factor to Kcal /DryRaw material Feed Rate (Kg/hour)
Heat input from south furnace natural gas stream =south furnace natural gas flow rate from gas meter (ft A3/hour) * Gas fuel value from gas
company (BTU/ft^3) *conversion factor to Kcal /Dry RawmaterialFeed Rate (Kg/hour)
Heat input from south furnace natural oil stream= south furnace oil flow rate (kg/hour) * oil fuel value from oil company (BTU/kg) *
conversion factor to Kcal /Dry Raw material Feed Rate (Kg/hour)
Total heat in -SUMLines (1 to 23)
Outlet Parameters RM I (Table 2)
Heat output from false air= (Dry false air Airfow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature ofAir stream (°C) *
Specific Heat capacity of Air @stream T ***False air is the air as a result of in-leakage in the system. It is estimated to be about 10% of the
stack'sairflow rate
Heat output from stack stream -(Dry stack stream Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *Temperature of Air stream
(°C) * Specific Heat capacity ofAir @ stream T
Heat output from water in stack air stream - (Water mass flow in stack air stream from relative humidity (kg/hour) */Dry Raw material Feed
Rate (Kg/hour)) * Temperature of water in stack air stream (°C) * Specific Heat capacity of water @ stream T
Heat output from Raw material stream = (Raw material mass flow rate after dryer (kg/hour) /Dry Raw material Feed Rate (Kg/hour))
Temperature Raw material after dryer (°C) * Specific Heat capacity of Raw material @ stream T
Heat output from water in raw material stream after dryer-(Water mass fow in raw material steam (kg/hour) /Dry Raw material Feed Rate
(Kg/hour)) * Temperature water in raw material (°C) * Specific Heat capacity of water aAstream T
Heat output from heat loss thru the system walls= Total heat out (SUM lines 14 to 18 and line 20) *0 .025
Heat output released from the vaporization of water - Water mass flow, rate (kg/hr) /Dry Raw material Feed Rate (Kg/hour) * heat of
vaporization of water
Heat out - (SUM Lines (25 to 31)) /0.975 (stack factor)
Other heat escaping the system =Line24
•
Line 32 ** This heat includes the radiation heat loss
Total heat Out -SUMLines (32 to 33)
%Recovery, -(Line 34 -Sum Lines (25 to 27) -Line 33)/(Sum Lines (20 to 23) *100%
Inlet Parameters RM2 (Table 3)
Heat input from combustion fan (CF) _ (Dry combustion Fan Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature of
Air stream (°C) * Specific Heat capacity ofAir @ stream T
Heat input from Fresh Air Damper (FAD) _ (Dry Fresh Air Damper Airfow (kg/hour) /Dry Raw material Feed Rate (Kg/hour))
Temperature ofAir stream (°C) * Specific Heat capacity ofAir @ stream T
Heat input from Raw Material stream = (Dry Raw material Feed Rate (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *Temperature Raw
material Feed before dryer (°C) * Specific Heat capacity of Raw material @ stream T ** The raw material feed rate was used as the reference
material (Kcal /Kg raw material)
Heat input from water in raw material = (Water mass fow in raw material (kg/hour) */Dry Raw material Feed Rate (Kg/hour)) * Temperature
water in raw material (°C) * Specific Heat capacity of water @ stream T
THIS FILING SUBMITTED ON RECYCLED PAPER
38
80212418v1 NEWFILE
Heat input from water in combustion fan air stream -(Water mass flow in combustion jan air stream from relative humidity (kg/hour) */Dry
Raw material Feed Rate (Kg/hour)) * Temperature of water in combustion fan air stream (C) * Specific Heat capacity of water @ stream T
Heat input from water in fresh air damper air stream = (Water mass fow, in fresh air damper air stream from relative humidity (kg/hour) * /
Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in fresh air damper air stream
("C) * Specific Heat capacity of water @ stream
T
Heat input from water in furnace Natural Gas stream = (Water mass flow in furnace gas from moisture provided by gas company (kg/hour) */
Dry Raw material Feed Rate (Kg/hour)) * Temperature of water in gas stream (°C) * Specific Heat capacity of water @ stream
T
Heat input from water in furnace oil stream = (Water mass fow in furnace oil from moisture provided by oil company (kg/hour) * /Dry Raw
material Feed Rate (Kg/hour)) * Temperature of water in oil stream (°C) * Specific Heat cap aciy of water (7a, stream T
Heat input from latent heat
of
furnace natural gas =(Dry furnace natural gas fow rate (kg/hour) /Dry Raw material Feed Rate (Kg/hour))
Temperature of natural gas stream("C)*Specific Heat capacity of natural gas @stream T
Heat input from latent heat
of
furnace oil= (Dry furnace oil flow rate (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature of oil
stream (°C) * Specific Heat capacity of oil @ stream T
Heat inputfrom false air = (Dry false air Airfow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature ofAir stream CC) *
Specific Heat capacity ofAir @ stream T *** False air is the air as a result of in-leakage in the system . It is estimated to be about 10% of the
stack's airflow , rate
Heat input from furnace natural gas stream =furnace natural gas flow rate from gas meter (R^3/hour) * Gas fuel value from gas company
(BTU/ft^3) * conversion factor to Kcal /Dry Raw material Feed Rate (Kg/hour)
Heat input from furnace natural oil stream =furnace oil fow rate (kg/hour) * ail fuel value from oil company (BTU/kg) * conversion factor to
Kcal /Dry Raw material Feed Rate (Kg/hour)
Total heat in -SUMLines (I to 13)
Outlet Parameters RM 2 (Table 4)
Heat output from false air - (Dry false air Airflow, (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature ofAir stream (°C) *
Specific Heat capacity of Air @ stream T *"* False air is the air as a result of in-leakage in the system
. It is estimated to be about 10% of the
stack's airflow rate
Heat output from stack stream - (Dry stack stream Airflow (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) * Temperature of Air stream
(°C) * Specific Heat capacity ofAir @ stream T
Heat output from water in stack air stream -(Water mass fow in stack air stream from relative humidity (kg/hour) */Dry Raw material Feed
Rate (Kg/hour)) * Temperature of water in stack air stream (°C) * Specific Heat capacity of water @ stream T
Heat output from Raw material stream - (Raw material mast flow rate after dryer (kg/hour) /Dry Raw material Feed Rate (Kg/hour)) *
Temperature Raw material after dryer (°C) * Specific Heat capacity
of
Raw material @ stream T
Heat output from water in raw material stream after dryer - (Water massflow in raw material steam (kg/hour) /Dry Raw material Feed Rate
(Kg/hour)) * Temperature water in raw material (°C) * Specific Heat capacity of water @ stream T
Hem output from heat loss thru the system walls-Total heat out (SUM lines 14 to 18 and line 20) * 0.025
Heat output released from the vaporization of water - Water mass fow rate (kg/hr) /Dry Raw material Feed Rate (Kg/hour) * heat of
vaporization of water
Heat out = (SUM Lines (15 to 20)) / 0.9 75 (stack factor)
Other heat escaping the system-Line 14- Line 21 ** This heat includes the radiation heat loss
Total heat Out
SUM Lines (21 to 22)
Recovery = (Line 23-Sum Lines (15 to 17)- Line 22)/(Sum Lines (12 to 13) * 100%
THIS FILING SUBMITTED ON RECYCLED PAPER
39
80212418v1 NEWFILE
Other Definitions
•
"CP" = Specific Heat Capacity. At a given temperature, this is the heat input expected
from each of the components named above
.
•
"As measure sample." On actual conditions, without moisture adjustments
•
"Moisture calculation." In the case of the air, the relative humidity and temperature is
used along with a Psychometric chart to determine the Kg of water/Kg or air ratios
.
•
"As measured (Dry basis)." Stream of water or material with the moisture removed
•
"Kg/Kg Raw Mix." When performing heat balances it is important to select a reference
variable. In this case, we selected the raw mix feed as a reference variable
.
•
"T
.
:
This is the actual temperature of the material or gas stream
.
•
"Heat." The heat consumption can be obtained by multiplying the Kg/Kg Raw Mix times
the temperature times the CP of the individual values
.
Assumptions Used in Heat Balance
Calculations .
One of the primary tasks in
designing combustion equipment or engineering a complex mineral drying process is the
development of a heat balance .
Development of a heat balance is essentially a detailed
accounting of the distribution of heat input, heat output and system losses . The heat balance
accounting relies on actual test data, mathematical derivations and generally accepted
engineering assumptions. Bejan, A ., "Advance Engineering Thermodynamics," John Wiley &
Sons, 1988. Two of those assumptions used by Petitioner in preparation of the heat balance
calculations for the Raw Mill Dryers were the amount of "false air" input to the system and the
amount of heat loss due to "shell radiation." These two assumptions are utilized in deriving heat
balance calculations, designing drying equipment and improving the efficiency of the cement
manufacturing process. Bhatty, J.I., Miller, F.M. and Kosmota, S.H ., "Innovations in Portland
Cement Manufacturing," Portland Cement Association, 2004
.
For Lafarge cement manufacturing and mineral processing facilities and generally within
the cement industry, an accepted assumption for average "false air" in newer combustion
THIS FILING SUBMITTED ON RECYCLED PAPER
40
80212418v1 NEWFILE
equipment and mineral drying systems is a 10 percent value
.
This value takes into account
devices such as expansion joints, inspection doors/ports, normal equipment wear and any other
in-leakage inherent with the system. An accepted assumption for average heat losses due to
"shell radiation" in newer combustion equipment and mineral drying systems is a 2 .5 percent
value. This assumption addresses the radiant heat lost to the surrounding structures of the dryer
or combustion device .
Thermal Energy Recovery Efficiency Calculation
.
The definition of the term "boiler"
at 35 Ill. Admin. Code 720.110 specifies a standard for thermal energy recovery efficiency for a
boiler. The relevant portion of the definition (which is identical to the federal definition) states
:
"While in operation, the unit must maintain a thermal energy recovery efficiency of at least 60
percent, calculated in terms of the recovered energy compared with the thermal value of the fuel"
Calculations to demonstrate compliance with the 60% thermal energy recovery efficiency
standard of Section 721 .110 were performed as described below
:
•
Thermal value of the fuel from lines 24 and 14 in Tables 1 and 4 Raw
Mills 1 and 2 are 67.9089 and 76 .0901 respectively.
•
Recovered Energy = Energy used by the system . This value is calculated
as follows
:
o
The total value of energy used is calculated by subtracting the total
heat out less 1 .5% to account for energy used in the preheating
process of the Raw Mill Dryer
.
o
In order to calculate the recovered energy (energy absorbed) from
the system, to the total heat value calculated above, we will
subtract all heats that leave the system (False air in stack gas, stack
gas, stack gas H2O, and radiation)
0
The values obtained from the step above are 56.1986 and 68.3712
Kcal/Kg raw mix for Raw Mill Dryers 1 and 2 respectively .
•
Finding the thermal energy recovery as per 40 CFR 260 . 1 0(l)(iii): The last
step is to divide the recovered energy (energy absorbed) by the thermal
THIS FILING SUBMITTED ON RECYCLED PAPER
41
80212418v1 NEWFILE
value of the fuel producing energy recovery efficiencies of 86 .84% and
82.05% for Raw Mill Dryers 1 and 2 respectively.
As demonstrated by the foregoing calculations (and supported by the heat balance
calculations), the Raw Mill Drying System achieves a thermal energy recovery efficiency
of 86.84% and 82.05% for Raw Mill Dryers 1 and 2, respectively. The thermal energy
recovery efficiency clearly exceeds the Section 720.110 criterion of a minimum of 60%
recovery.
Section 720.132(d)
The extent to which exported energy is utilized;
The definition of the term "boiler" at 35 Ill . Admin. Code 720 .110 specifies a
standard for utilization of the recovered thermal energy for a boiler . The relevant portion
of the definition (which is identical to the federal definition) states : "The unit must
export and utilize at least 75 percent of the recovered energy, calculated on an annual
basis. In this calculation, no credit may be given for recovered heat used internally in the
same unit. (Examples of internal use are the preheating of fuel or combustion air, and the
driving of induced or forced draft fans or feedwater pumps.)"
Internal use of the recovered heat only occurs during preheating every time the
system is started. The preheating hours account for 1 .5% of the total operating hours in a
year. With the loss of 1 .5 percent of the fuel heat input due to preheating the dryer, the
annual energy recovery is estimated to be 82 .40% for Raw Mill Dryer #1 and 79.85% for
Raw Mill Dryer #2. The utilization of the recovered thermal energy clearly exceeds the
Section 720.110 criterion of a minimum of 75% utilization
.
Section 720.132(e)
The extent to which the device is in common and customary use
as a "boiler"functioning primarily to produce steam, heated fluids or heated gases
.
Direct-fired dryers and process heaters are widely used in the production of
cement and other non-metallic mineral products. Cement kilns and the associated
THIS FILING SUBMITTED ON RECYCLED PAPER
42
80212418v1 NEWFILE
process heaters and dryers used in the production of Portland cement utilize a tremendous
amount of fuel to prepare and dry the raw materials used in the dry cement manufacturing
process and to produce the extreme temperatures and long residence times needed to
calcine limestone rock, shale, sand and other minerals to produce clinker and ultimately
Portland cement. It is a matter of common knowledge that cement kilns utilize a variety
of fuel types including coal, petroleum coke, specification and off-specification used oil,
used vehicle tires and even hazardous wastes in a safe and environmentally sound manner
under express authorization and approvals from state and federal environmental
regulatory agencies
.
Lafarge operates a large Portland cement manufacturing plant located near
Alpena, Michigan. The Alpena Plant is Lafarge's largest cement-producing facility and
reputed to be the largest cement manufacturing facility in North America . The plant
consists of five cement kilns that produce approximately 2.7 million tons of cement
annually .
Lafarge is committed to sustainable development and the Alpena Plant has served
as a showcase for several environmentally beneficial recycling projects . For example, the
Alpena Plant is one of the few North American cement plants to use waste heat from the
cement kilns to generate steam which drives turbines that produce electricity to power the
plant's internal electrical system. Another recycling opportunity implemented by Lafarge
at the Alpena Plant was the utilization of off-specification used oil as fuel in the Raw Mill
Dryers .
The State of Michigan administers a used oil regulatory program that is virtually
identical to the federal and Illinois used oil management programs
.
Consequently,
THIS FILING SUBMITTED ON RECYCLED PAPER
43
80212418v1 NEWFILE
Lafarge consulted with the Michigan Department of Environmental Quality
("DEQ") to
secure approval to combust off-specification used oil fuel in the Alpena Raw Mill Dryers
.
Under the DEQ-administered used oil/RCRA regulations, specifically Michigan DEQ
rules R299.9814 and 299 .9101, Lafarge was required to demonstrate that the Alpena Raw
Mill Dryers satisfied the physical boiler criteria established by USEPA (and adopted by
both Illinois and Michigan), to demonstrate that combustion of off-specification used oil
fuel in the dryers constituted a legitimate use for energy recovery .
The Michigan DEQ reviewed the design, combustion efficiency and energy
recovery attributes of the Alpena Raw Mill Dryers and determined that the Raw Mill
Dryers satisfied the physical criteria established by USEPA (and adopted by Michigan
and Illinois), in the regulatory definition of "boiler ."
Because the DEQ officials
determined that the physical criteria were met, Lafarge was given approval to proceed
with the combustion of off-specification used oil fuel in the Raw Mill Dryers .
The
Michigan DEQ approved the use of off-specification used oil fuel by a detailed analysis
of the dryer information provided by Lafarge, and did not require Lafarge to seek a
variance or Adjusted Standard through the "boiler by designation" process . A copy of
the Michigan DEQ's April 2, 2004 determination is attached hereto as
Exhibit I .
The Raw Mill Dryers utilized at Lafarge's Joppa Plant are virtually identical to
the Alpena Raw Mill Dryers that were given approval by the Michigan DEQ to combust
off-specification used oil
.
With respect to the physical criteria established in the
definition of "boiler," specifically integral design, combustion efficiency and energy
recovery, the Raw Mill Dryers at Joppa and Alpena are virtually identical . The Michigan
DEQ's determination that the Alpena Raw Mill Dryers meet the boiler physical
THIS FILING SUBMITTED ON RECYCLED PAPER
44
80212418v1 NEWFILE
characteristics and therefore are authorized to combust off-specification used oil fuel is
an excellent example that such combustion sources are
"in common and customary use
as a "boiler" functioning primarily to produce steam, heated fluids or heated gases
."
Moreover, it demonstrates that the Board's approval to grant the adjusted standard relief
requested in this proceeding would be consistent with the findings of other environmental
regulatory authorities
.
Section 720.132()
Other relevant factors .
The federal used oil/RCRA regulations at 40 CFR 260 .33 specify the procedures
for making a case-by-case determination that a particular combustion device, such as the
Raw Mill Dryers at Lafarge's Joppa Plant, should be considered a "boiler" for purposes
of utilizing off-specification used oil fuels. The federal regulations define the term
"boiler" (40 CFR 260.10), allow the combustion of off-specification used oil in boilers
(40 CFR 279.61), and specify the criteria to determine which combustion devices can be
considered equivalent to a boiler and allowed to combust off-specification used oil (40
CFR 260 .32.) As noted above, the Pollution Control Board has completed "identical-in-
substance" rulemakings to adopt these federal RCRA regulations as the Illinois
regulations applicable to the combustion of off-specification used oil in boilers and
similar combustion devices
.
In promulgating the referenced RCRA regulations, USEPA has provided
explanations of the regulations and discussed application of the rules to specific fact
patterns. Those explanations and interpretations are set forth in the preamble discussions
that accompany the rulemakings published in the Federal Register
.
In its legislative
capacity, the Board has relied on USEPA preamble discussions to support its own
rulemaking efforts and at times, has actually adopted USEPA guidance as mandatory and
THIS FILING SUBMITTED ON RECYCLED PAPER
45
80212418v1 NEWFILE
not advisory. (See the Board's recent rulemaking in R03-18 and its determination in that
rulemaking that USEPA's RCRA guidance for delisting hazardous wastes was mandatory
and not solely advisory .) Consequently, the justifications set forth by USEPA to explain
and interpret the criteria for making "case-by-case" boiler determinations can and should
be relied upon by the Board in reviewing Lafarge's request for a case-by-case boiler
determination in this proceeding .
As provided by 35 Ill. Admin. Code 101 .630,
Petitioner requests the Board take offical notice of USEPA rulemakings and guidance on
utilizing used oil fuels .
In its November 29, 1985 rulemaking for the used oil management standards (50
Federal Register
49164), USEPA explained why it was allowing combustion of off-
specification used oil in industrial boilers but not in "
.
. .nonindustrial boilers (e.g., located
in apartment and office buildings, schools, hospitals .)" USEPA focused on the risks of
burning off-specification used oil in such "nonindustrial" combustion sources due to
proximity to highly populated areas . Due to the greater number of "nonindustrial" boilers
and the location of such sources in populated areas, these combustion sources would
potentially expose many more individuals to emissions from burning off-specification
used oil fuels
.
Combustion of off-specification of used oil in industrial and utility boilers was
believed by USEPA as presenting much lower risks because such boilers are not located
in close proximity to populated areas and because
" .
..large boilers or industrial furnaces
may be operated by trained operators and equipped with combustion controls
sophisticated enough to maintain peak combustion efficiency when burning fuels the unit
is not designed to burn.
Further, many industrial furnaces and some boilers are
THIS FILING SUBMITTED ON RECYCLED PAPER
46
80212418,1 NEWFILE
equipped with particulate control equipment that may adequately control emissions from
metal-bearing waste fuels. "
As evidenced by USEPA's preamble discussion, the agency considered four basic
criteria in permitting combustion of off-specification used oil in industrial but not
"nonindustrial" combustion sources: (1) location away from populated areas; (2)
operation by trained operators; (3) maintaining good combustion efficiency to destroy
organics; and (4) pollution control equipment to control particulate matter emissions . In
addition, USEPA has defined certain physical characteristics of boilers to distinguish
boilers used to reclaim thermal energy from used oil or waste from other devices
designed primarily to incinerate or dispose of wastes without legitimate thermal recovery
.
In the final RCRA rulemaking for the definition of the term "boiler," USEPA
explained "The integral design test is supplemented by quantified criteria for continuous
and long-term energy recovery. These supplementary tests are designed to ensure that
units that are physically designed as boilers are not actually being used to destroy
hazardous waste." (50 Fed. Reg. 614.)
The use of off-specification used oil fuel in the Raw Mill Dryers at the Joppa
Plant will satisfy all of the criteria relied upon by USEPA to allow combustion of off-
specification used oil in industrial boilers . As set forth above, the design, combustion
efficiency and energy recovery attributes of the Raw Mill Dryers satisfy the physical
criteria established by USEPA for boilers
.
In addition, the Joppa Raw Mill Dryers satisfy the non-physical criteria identified
by USEPA as justifying combustion in industrial boilers versus non-industrial boilers
.
First, the Joppa Plant is located in the sparsely populated, rural Massac County and its
THIS FILING SUBMITTED ON RECYCLED PAPER
47
80212418v1 NEWFILE
location is remote from any significant residential development
.
(See Exhibit B
Population Density Map.) The Joppa Plant and the Raw Mill Dryers, in particular, are
operated by trained personnel. The Raw Mill Dryers are equipped with of state-of-the-
art, efficient combustors and operating controls to maximize complete combustion of the
fuels. Good combustion controls are designed into the system to maximize the extraction
of all Btu value from the fuels combusted . Since fuel costs are critical to the overall
profitability of the Joppa Plant, maximizing fuel efficiency is always a top priority, even
if Lafarge is allowed to use lower cost off-specification used oil fuels
.
Finally, the Raw Mill Dryers are equipped with high-efficiency fabric filter
baghouses, cyclones and air separators designed to capture the heated, dried raw
materials and minimize the release of PM and other air contaminants in the exhaust
gases. Maximizing capture of the heated, dried "raw feed" is another component of plant
productivity and profitability that is critical to the overall financial health and long-term
viability of the facility
.
i)
A statement with supporting reasons that the Board may grant the proposed
adjusted standard consistent with federal law . The petitioner must also inform
the Board of all procedural requirements applicable to the Board's decision on
the petitioner that are imposed by federal law and not required by this Subpart
.
Relevant regulatory and statutory authorities must be cited ;
Response :
The Board may grant the case-by-case boiler determination in this
adjusted standard proceeding in full compliance with federal law. Section 7.2 and 22.4(a) of the
Illinois Environmental Protection Act [415 ILCS 5/7.2 and 22.4(a)] require the Pollution Control
Board to adopt regulations that are "identical in substance" to the hazardous waste regulations
adopted by the USEPA. The USEPA hazardous waste regulations implement Subtitle C of the
federal Resource Conservation and Recovery Act of 1976 [RCRA Subtitle C, 42 U .S.C. 6921, et
seq.]
.
THIS FILING SUBMITTED ON RECYCLED PAPER
48
80212418v1 NEWFILE
The federal RCRA regulations contain identical provisions for making a determination
that a particular combustion device, such as the Raw Mill Dryers operated at Lafarge's Joppa
Plant, should be considered a "boiler" for purposes of utilizing off-specification used oil fuels
.
That federal regulation is set forth at 40 CFR 260 .32 "Variance to be classified as a boiler ."
Although the Illinois regulatory program uses the term "adjusted standard" rather than
"variance" to describe the agency "case-by-case" boiler determination, the standards, criteria and
procedures are identical
.
In short, the Illinois hazardous waste management regulations are "identical in substance"
to the federal RCRA regulations with respect to making case-by-case boiler determinations for
certain combustion devices
.
Both Illinois and federal regulations provide a mechanism to
determine
" .
..on a case-by-case basis that certain enclosed devices using controlled flame
combustion are boilers, even though they do not otherwise meet the definition of boiler
contained in Section 260.10." The federal regulation is set forth at 40 CFR 260.32 and the
"identical in substance" Illinois regulation is set forth at 35 IAC 720.132. Approval by the Board
of Lafarge's Petition would be consistent with federal law and the implementing RCRA
regulations
.
j) A statement requesting or waiving a hearing on the petition (pursuant to Section
104.422(a)(4) of this Part a hearing will be held on all petitions for adjusted
standards filed pursuant to 35 Ill .Adm. Code 212.126 (CAA)) ;
Response
:
Petitioner waives its right to a hearing on the Petition
.
k)
The petition must cite to supporting documents or legal authorities whenever
they are used as a basis for the petitioner's proof . Relevant portions of the
documents and legal authorities other than Board's decisions, State regulations,
statutes and reported cases must be appended to the petition ;
Response :
Relevant portions of all documents or other information sources that have
been used to support this Petition are attached .
THIS FILING SUBMITTED ON RECYCLED PAPER
49
80212418v1 NEWFILE
1)
Any additional information which may be required in the regulation of general
applicability .
Response :
The regulation of general applicability does not specify any additional
information requirements that must be addressed in this Petition . However, Lafarge requests that
the Board consider the determinations made by other regulatory authorities to allow the
combustion of off-specification used oil in controlled flame combustion devices such as Raw
Mill Dryers used in the dry Portland cement manufacturing process. As noted previously, the
Michigan DEQ has determined that the Raw Mill Dryers at Lafarge's Alpena cement plant meet
the physical characteristics of a "boiler" that are specified in the used oil/RCRA regulations and
approved Lafarge's request to utilize off-specification used oil as fuel in those process dryers
.
(See Exhibit J.) The Raw Mill Dryers in use at Lafarge's Joppa Plant are virtually identical to
the Alpena Raw Mill Dryers authorized by the Michigan DEQ to utilize off-specification used oil
fuel. The technical and regulatory analysis conducted by Michigan DEQ officials should be
considered by the Board in evaluating Lafarge's request to utilize off-specification used oil fuel
in the Raw Mill Dryers at its Joppa Plant.
WHEREFORE, Petitioner requests a determination from the Illinois Pollution Control
Board that each of the Raw Mill Dryers operated at the Joppa Portland Cement Manufacturing
Plant satisfy the criteria set forth in Section 720 .132; that each of the Raw Mill Dryers are
"Boilers by designation" within the meaning of 35 Ill. Adm. Code 720.110; and may utilize off-
specification used oil for energy recovery, in compliance with Section 739 .161 of the Board's
regulations (35 Ill. Adm. Code 739 .161) .
THIS FILING SUBMITTED ON RECYCLED PAPER
50
80212418v1 NEWFILE
Jon S. Faletto
Hinshaw & Culbertson LLP
456 Fulton St., Suite 298
Peoria, IL 61602
(309) 674-1025
(309) 674-9328 Fax
jfaletto@hinshawlaw.com
Respectfully submitted,
LAFARGE MIDWEST, INC., Petitioner
By :
7
O
.u
zg
-_-
letto
ttorney for Petitioner
THIS FILING SUBMITTED ON RECYCLED PAPER
51
80212418v1 NEWFILE
LIST OF EXHIBITS
Exhibit A :
Aerial Photograph of Joppa Plant
(Source: Terraserver.com Aerial Photography Service)
Exhibit B :
Map Depicting Joppa Plant and Population Density in Massac County
(Source: USEPA Enviromapper Database)
ExhibitC :
Construction Permit No. 03080024 issued January 14, 2004, authorizing
combustion of on-specification used oil fuel in the two Raw Mill Dryers
.
Exhibit D
:
Annual Emissions Report for 2004 Calendar Year Reporting Period
Exhibit E :
NPDES Permit No. IL0004081 and Permit to Construct No. 2005-EN-3317 for
the new sanitary wastewater treatment facility .
Exhibit F :
Clean Air Act Permit Program ("CAAPP") Title V Operating Permit and Title I
Permit No. 95090119 issued November 14, 2002
ExhibitG :
Potential Supply Sources and Basic Principles for Management of Off-
Specification Used Oil Fuel for the Joppa Raw Mill Dryers
Exhibit H :
Schematic Drawing of Raw Mill System
Exhibit I :
Michigan DEQ Correspondence (April 2, 2004)
- Approval for Off-Specification
Used Oil Fuel in Alpena Raw Mills
THIS FILING SUBMITTED ON RECYCLED PAPER
52
80212418v1 NEWFILE
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF
:
)
PETITION OF LAFARGE MIDWEST, INC. )
FOR BOILER DETERMINATION THROUGH)
ADJUSTED STANDARD PROCEEDINGS )
Pursuant to 35 Ill. Adm. Code 720.132 and )
720.133
)
Petitioner.
)
Case No. AS
CERTIFICATE OF SERVICE
I, the undersigned, certify that I have served the attached
Petition ofLafarge Midwest,
Inc. for Boiler Determination Through Adjusted Standard Proceedings
upon the person or
agency to whom it is directed, by placing it in an envelope addressed to
:
Illinois Pollution Control Board
Division of Legal Counsel
Attn: Dorothy M. Gunn, Clerk
Illinois Environmental Protection Agency
100 West Randolph Street
1021 North Grand Avenue East
James R. Thompson Center, Suite 11-500
P.O. Box 19276
Chicago, IL 60601-3218
Springfield, IL 62794-9276
and mailing it via UPS Ground Mail from Peoria, Illinois, on this 28t
h
day of March, 2006, with
sufficient postage affixed thereto
.
Respectfully Submitted,
On behalf of the LAFARGE MIDWEST, INC .,
By: Hinshaw & Culbertson LLP
HINSHAW & CULBERTSON LLP
456 Fulton Street, Suite 298
Peoria, IL 61602-1220
309-674-1025
,~
-
/
~T ~I
W~~
tto
s Atto
-- s
This document utilized 100% recycled paper products
80212375v1 NEWFILE