IN THE MATTER OF
:
ORGANIC MATERIAL EMISSIONS
STANDARDS AND LIMITATIONS FOR
THE CHICAGO AND METRO-EAST
AREAS: PROPOSED AMENDMENTS
TO 35 ILL. ADM. CODE 218 AND 219
TO :
Dorothy Gunn, Clerk
Illinois Pollution Control Board
James R. Thompson Center
100 W. Randolph Street, Suite 11-500
Chicago, Illinois 60601
John Knittle, Hearing Officer
Illinois Pollution Control Board
2125 South First Street
Champaign, Illinois 61820
Date: March 8, 2006
1021 North Grand Avenue East
P.O. Box 19276
Spring field, IL 62794-9276
217/782-5544
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
(Rulemaking Air)
NOTICE
Matthew Dunn
Illinois Attorney General's Office
James R. Thompson Center
100 West Randolph Street, 12` h Floor
Chicago, Illinois 60601
General Counsel
Illinois Department of Natural Resources
One Natural Resources Way
Springfield, Illinois 62702-1271
RECEIVED
CLERK'S OFFICE
PLEASE TAKE NOTICE that I have filed with the Office of the Pollution
Control Board the WRITTEN TESTIMONY OF GARY E. BECKSTEAD, ALONG WITH
EXHIBIT A TO THAT TESTIMONY, AND A SUPPLEMENTAL STATEMENT on behalf of
the Illinois Environmental Protection Agency, a copy of which is herewith served upon you
.
ILLINOIS ENVIRONMENTAL
PROTECTION
GENCY
B
Annet C. Godiksen
Assistant Counsel
Division of Legal Counsel
THIS FILING IS SUBMITTED ON
RECYCLED PAPER
MAR 1 3 2006
STATE OF ILLINOIS
Pollution Control Board
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF :
)
R06- 21
(Rulemaking Air)
ORGANIC MATERIAL EMISSION
)
STANDARDS AND LIMITATIONS FOR
)
THE CHICAGO AND METRO-EAST
)
AREAS: PROPOSED AMENDMENTS )
TO 35 ILL. ADM. CODE 218 AND 219
)
TESTIMONY OF GARY E. BECKSTEAD
Good Morning. My name is Gary Beckstead and I am the Manager of the
Regulatory Unit in the Air Quality Planning Section of the Illinois Environmental
Protection Agency's ("Illinois EPA") Bureau of Air . I have worked in the field of
regulatory rulemakings with Illinois EPA since 1991 . My formal education
consists of a Bachelor of Ceramic Engineering degree from Georgia Institute of
Technology, which I received in 1968 and a Master of Science degree in Applied
Earth Sciences from Stanford University, which I completed in 1976 . In regards
to the proposed regulatory amendments before you today, I was involved in the
development of the amendments and was responsible for preparing the
Technical Support Document
("TSD") .
See Exhibit A
.
RECEIVED
CLERK'S OFFICE
MAR 1 3 2006
STATE OF ILLINOIS
Pollution Control Board
The Illinois EPA is proposing amendments to 35 Illinois Administrative Code Part
218 and 219, Subpart E, Sections 218 .182 and 219.182 to provide the option for
add-on controls for cold cleaning degreaser operations located in the Chicago
and Metro East St. Louis ozone nonattainment areas. These amendments will
provide sources with the option to use add-on controls to comply if they are
unable to meet the solvent vapor pressure limits specified in the existing cold
cleaning regulations .
The proposed provisions for add-on controls will result in less volatile organic
material ("VOM") emissions than if solvents meeting the required vapor pressure
limits were used . Meeting the control efficiency level recommended in the
proposed amendments will assure the integrity of the 1999- 2002 Rate of
Progress ("ROP") Plan and will prevent the need for contingency measures to be
implemented to makeup for any emission reduction deficiencies, as required by
the Clean Air Act as amended in 1990
.
Source Category Description
Solvent cleaning, or degreasing as it is commonly called, is a process using
aqueous liquids or non-aqueous organic solvents to clean and remove soils from
surfaces. Solvent cleaning is divided into the following three major types : cold
cleaning, open-top vapor degreasing, and conveyorized degreasing . Cold
cleaning is defined in 35 III. Adm. Code 211 .1310 as "the process of cleaning and
removing soils from surfaces by spraying, brushing, flushing, or immersion while
2
maintaining the organic solvent below its boiling point. Wipe cleaning is not
included in this definition ."
Cold cleaning degreasing predominantly takes place at auto repair shops,
machine shops, and other metal fabrication and manufacturing businesses
.
Cold cleaning degreasers typically consist of a holding tank containing solvent,
connecting hoses, and a small vat where components are sprayed and brushed
clean. The solvent is usually used at ambient temperatures, but if it is heated, the
temperature is kept below the solvent's boiling point .
However, cold cleaning degreasing also takes place on a larger scale at printing
and publishing operations and at surface coating operations
.
Typically large-
scale batch degreasers use automatic parts washers . An automatic parts
washer is a closed-loop solvent wash system that is designed to wash, rinse, and
dry parts in an enclosed cabinet . Generally, the washer utilizes an integrated
solvent distillation unit to reclaim solvent and minimize waste generation
.
Dirty
parts are placed onto a specially designed cart that is rolled into the wash
cabinet. The vapor tight cabinet doors are securely closed . The parts are spray
washed and rinsed with solvent at room temperature or slightly above
.
Following
the rinse cycle, dirty solvent is pumped out of the wash cabinet to the dirty
solvent tank. During the drying cycle, air is circulated inside the wash chamber
to dry parts. Solvent contaminated air in the wash chamber is exhausted to the
control device. The cabinet door is then opened and the cart of dried, cleaned
parts is removed
.
The proposed amendments impact these larger cold cleaning sources that are
highly controlled .
Emissions Impact
Four cold cleaning sources were identified in the 2003 annual emissions reports
("AER") data that were using solvents with vapor pressures ('VP") greater than
the 1 .0 mmHg limit. All four are in the Chicago ozone nonattainment area and all
of them are capturing 100 percent of their cold cleaning emissions and controlling
the emissions to at least a 95 percent level. Two reported using solvents with a
VP of 55.19 mmHg and controlling emissions to 98 percent, one reported using
33.00 mmHg VP solvents and controlling to 99 percent, and the other reported
using 19.12 mmHg VP solvents and controlling to 95 percent. The four sources
reported total controlled emissions in 2003 of 0.033 tons per day, which equates
to approximately 8.25 tons of VOM emissions on an annual basis .
Discussion of Proposed Amendments
In the 1997 modifications to the cold cleaning degreaser rule (Rulemaking R97-
24), the Illinois EPA implemented a VP limit on solvents of 2 .0 mmHg in 1999
and decreasing to 1 .0 mmHg in 2001 . This modification was modeled after an
adopted rule of the State of Maryland, which assumed that only small sources,
4
which are designated area sources in emissions inventories, would be impacted
and no add-on control options were necessary . The State of Maryland
anticipated that larger degreasing operations would be regulated by their vapor
degreaser regulation, which does allow for add-on controls . Illinois EPA followed
Maryland's rationale and did not provide for an add-on controls option in the 1997
rule modifications .
In May 2003, Illinois EPA was contacted by Diversapack, a printing source
located in the Chicago nonattainment, which requested a variance to use
solvents with VP of 55 .19 mmHg and a control system with overall capture and
control of 98 percent. They also informed Illinois EPA that their sister company
Printpack is also using a similar solvent and control system
.
Through an inventory search, Illinois EPA identified two additional sources that
were also using add-on controls and solvents with VP greater than 1 .0 mmHg
.
Based on these findings, Illinois EPA decided that a revision to the cold cleaning
regulations was more practical and a better use of resources than filing individual
variances for each of these sources. [Reference Table I (p.10 of TSD)] This
approach would also cover new sources and sources that may have been
missed in the inventory search .
The impacted sources' cost effectiveness of using add-on controls for controlling
emissions is in the range of $115 to $562 per ton of VOM reduced, according to
5
cost and emission data provided by the companies . In using the closed-loop
solvent parts washers and distillation units, the sources are able to re-use wash
solvent not only for washing parts but also for the printing processes . Costs and
inefficiencies would occur if the impacted sources were required to convert to the
low VP solvents. Quality problems in printing and varnishing processes would be
prevalent, increased waste would be created, and more supplemental fuel would
be needed to operate the add-on controls, which are also handling emissions
from other plant processes besides cold cleaning
.
Based on information reported in their 2003 Annual Emissions Reports and
additional data provided by the impacted sources, Illinois EPA analyzed the
emissions that would result from their cold cleaning operations using the VP of
the solvents and overall capture and control of their respective systems. These
emissions were compared to the emissions that would occur if a 1 .0 mmHg
solvent were used in their cold cleaning operations without any controls . From
this analysis Illinois EPA determined that if the sources maintained their reported
capture and control levels that the emissions would be less than if they met the
VP limit and used no controls. [Reference Table 2 (p. 18 of TSD)]
.
In the proposed amendments, Illinois EPA recommends that an overall capture
and control level of 95 percent be met by sources wanting to use add-on controls
as an option to the VP limits. The impacted sources are currently operating at
overall control levels of 95 to 98 percent. Control levels lower that the 95 percent
6
presents the possibility of a deficiency in emission reductions that would require
contingency control measures be implemented to maintain the integrity of the
1999 - 2002 ROP. At an overall control level of 90 percent, a VOM emissions
deficiency of 3.192 tons per year is estimated. At an overall control level of 81
percent, an emissions deficiency of 9 .925 tons per year is estimated . [Reference
Table 3 (p. 22 of TSD)] . These estimates are only based on the four cold
cleaning operations identified in the inventory search
. Any new or additional
operations would further increase these deficiency estimates
.
Alternative equivalent control plans, which need Illinois EPA and U .S. EPA
approval, will also be required to have at least 95 percent reduction of emissions
.
The emissions from using a solvent with the 1 .0 mmHG VP will be the standard
used to determine equivalency
.
Summary
The Illinois EPA believes that the proposed control level of 95 percent is
reasonable and economically feasible for source wishing to use add-on controls
as an option to the solvent VP limits. The four identified sources using add-on
controls are in compliance with the proposed option, which eliminates the need
for them to file variances. The emissions from sources using add-on controls
and solvents with VP's greater than the prescribed limit is less than if the source
used solvents with the prescribed VPs and no add-on controls
. The proposed
7
changes to the cold cleaning regulation have been reviewed by the impacted
sources and U .S.EPA and have been found acceptable by them
.
This concludes my testimony of the proposed amendments before you today .
EXHIBITS
ExhibitA: Technical Support Document For Proposed Revisions to Allow for an
Add-on Control Option for Cold Cleaning Degreasers in the Chicago and Metro-
East St. Louis Ozone Nonattainment Areas
8
EXHIBIT A
Technical Support Document
For Proposed Revisions to Allow for an
Add-on Control Option for Cold Cleaning Degreasers in the
Chicago and Metro-East St. Louis Ozone Nonattainment Areas
March 2006
Illinois Environmental Protection Agency
Bureau of Air
Air Quality Planning Section
1021 North Grand Avenue, East
Springfield, Illinois
1 .0
Background
Section 182 (c)(2) of the Clean Air Act ("CAA"), as amended in 1990, requires that any
ozone nonattainment area ("NAA") that is designated "serious" and above to achieve
reductions of volatile organic material ("VOM") or nitrogen oxides ("NOx") of at least 3
percent of per year, averaged over each consecutive 3-year period beginning
November 15, 1996, until the area achieves the 1-hour national ambient air quality
standard ("NAAQS"). In Illinois, the Chicago and Metro-East St. Louis ("Metro-East")
areas have been designated as "severe" and "moderate" ozone NAAs for the 1-hour
standard, respectively. The Chicago NAA was subject to these post-1996 Rate of
Progress ("ROP") provisions until 2007, the attainment date prescribed by Section
181 (a) of the CAA; however, the 1-hour ozone standard was revoked on June 15, 2005
and a new 8-hour NAAQS has been established . Regulations to comply with the ROPs
under the 1-hour standard are required to be maintained
.
The Illinois Environmental Protection Agency ("Illinois EPA") developed and submitted a
plan to the United States Environmental Protection Agency ("USEPA") on September 8,
1997, outlining the VOM and NOx emissions control measures that would be
implemented in order to satisfy the ROP requirements for the years 1999 to 2002
1 .
In
order to comply, in part, with the post-1996 ROP requirements and to help the areas
reach attainment for the ozone NAAQS, the Illinois EPA proposed a modification to the
cold cleaning solvent degreasing regulations at 35 Illinois Administrative Code ("Ill
.
Adm.Code") Parts 218 and 219, Subpart E, Solvent Cleaning (218/219.182) to limit the
vapor pressure of solvents used in cold cleaning to 2.0 millimeters of mercury ("mm
Hg") measured at 20° Centigrade ("C"), 68° Fahrenheit ("F"), beginning on March 15,
1999, and to 1 .0 mm Hg beginning March 15, 2001 . The proposed modifications to the
cold solvent cleaning regulations were adopted by the Illinois Pollution Control Board on
June 5, 1997, (21 III. Reg. 7708) and approved as a State Implementation Plan ("SIP")
revision through a direct final rule by U .S EPA on November 26, 1997 (62 FR 62951)
.
The November 1997 approved modifications were based on a State regulation adopted
by Maryland and predicated on the assumption that the potentially impacted cold
cleaning operations would be small operations, which are defined as area sources in
the Illinois emissions inventory . Therefore, only material limits were specified as a
compliance option since add-on controls were considered economically unreasonable
for these small area sources. As a result, the existing provision for add-on controls to
accommodate larger impacted sources defined as point sources in the Illinois inventory
was precluded in the USEPA approved SIP revisions of November 1997 .
In May 2003, Diversapack informed Illinois EPA of their desire to obtain a variance from
35 Ill. Adm. Code Section 218.182(c) of the revised regulation citing the need to use
solvents compatible with their printing operations that do not meet the vapor pressure
requirements of the 1997 adopted rule revisions. Diversapack is recycling their solvent
in a totally enclosed parts washer, using add-on controls for the abatement of process
emissions. Three additional point sources in the Chicago NAA have been identified that
are also using solvents that do not meet the lower vapor pressure limits of Section
218.182, and these sources are also using add-on controls . All four sources are
reporting 95 percent or greater overall capture and control of the emissions from their
cold cleaning operations. At these control levels, fewer VOM emissions are being
released to the environment than if the required low vapor pressure solvent were being
used without add-on controls . Therefore, in lieu of site-specific rulemakings for each of
these facilities, the Illinois EPA is proposing a revision to 35 III. Adm. Code 218 .182(c)
and 219.282(c). The proposed revisions to Sections 218 .182 and 219.182 make
provisions for add-on controls as an option for compliance, provided that the emission
reductions are equivalent to or greater than using the required low vapor pressure
solvents. Additional revisions are also being proposed for testing and recordkeeping for
add-on controls and to facilitate the purchase of solvents with vapor pressures greater
than 1.0 mmHg .
1 .1
Potential Environmental Impacts
Emissions of VOM from cold cleaning solvent degreasing result from the evaporation of
the solvents utilized. Emissions occur during periods when parts are actually being
cleaned and also when the degreasing unit sits idle. These VOM emissions react with
other pollutants, such as oxides of nitrogen and carbon monoxide to form ozone
.
Ozone formation is most active during the summer months because the chemical
reactions are dependent on direct sunlight and high ambient temperatures. Ozone is a
powerful oxidant and, as such, reacts readily with a wide range of substances . In
humans, ozone irritates the respiratory system and reduces lung function, and
laboratory studies suggest that it may damage lung and other tissue . There is concern
that this damage can impair breathing and reduce immunity to disease for people in
good health, and the effect may be more severe for young children, the elderly and
people with pre-existing respiratory diseases such as asthma, bronchitis and
emphysema. The American Lung Association estimates that there are approximately
346,000 people in the Chicago area who suffer from asthma, the symptoms of which
are exacerbated by elevated ozone levels. Ozone oxidation can also damage plant
tissue and reduce the yield of some crops, as well as damage certain materials such as
rubber products
.
4
2 .0
Source Category Description
Solvent cleaning, or degreasing as it is commonly called, is a process using aqueous
liquids or non-aqueous organic solvents to clean and remove soils from surfaces
.
Solvent cleaning is divided into the following three major types : cold cleaning, open-top
vapor degreasing, and conveyorized degreasing . Cold cleaning is defined in 35 III
.
Adm. Code 211 .1310 as "the process of cleaning and removing soils from surfaces by
spraying, brushing, flushing, or immersion while maintaining the organic solvent below
its boiling point. Wipe cleaning is not included in this definition
." Open-top vapor
degreasing is a batch process of cleaning and removing soils from surfaces by heating
the solvent to boiling and condensing the hot solvent vapor on the colder metal parts
.
Conveyorized degreasing is the continuous process of cleaning and removing soils from
surfaces utilizing either cold or vaporized solvents . Only cold cleaning operations that
are batch processes and that are unable to meet the solvent vapor pressure limits
required by 35 III. Adm. Code 218.182 and 219.182 are affected by the proposed
revisions .
Cold cleaning degreasing predominantly takes place at auto repair shops, car
dealerships, machine shops, and other metal fabrication and manufacturing businesses
.
Cold cleaning degreasers typically consist of a holding tank containing solvent,
connecting hoses, and a small vat where components are sprayed and brushed clean
.
The solvent is usually used at ambient temperatures, but if it is heated, the temperature
is kept below the solvent's boiling point
.
Cold cleaning degreasing also takes place on
a larger scale at printing and publishing operations . Typically, large-scale batch
degreasers use automatic parts washers. An automatic parts washer is a closed-loop
solvent wash system that is designed to wash, rinse, and dry parts in an enclosed
cabinet .
Generally, the washer utilizes an integrated solvent distillation unit to reclaim
solvent and minimize waste generation . Dirty parts are placed onto a specially
designed cart that is rolled into the wash cabinet . The vapor tight cabinet doors are
securely closed . The parts are spray washed and rinsed with solvent at room
temperature or slightly above . Following the rinse cycle, dirty solvent is pumped out of
the wash cabinet to the dirty solvent tank. During the drying cycle, air is circulated
inside the wash chamber to dry parts. Solvent contaminated air in the wash chamber is
exhausted to the control device . The cabinet door is then opened and the cart of dried,
cleaned parts is removed . Photographs of a typical automatic parts washer are
provided in Figure 1A and 1B . Figure 1A shows the unit open preparing to receive parts
that are to be washed and Figure 1B shows the unit closed, as it would be during the
washing cycle
.
During the wash cycle, dirty solvent is continuously pumped to the dirty solvent holding
tank where it can be re-circulated to the parts washer for use during another wash
cycle, or processed in batches in the solvent distillation unit . Spent inks or solvents
from other areas of the plant such as a printing press department also may be batch
processed through the distillation unit. Clean solvent generated by the distillation unit is
pumped to the clean solvent storage tank or to the bulk solvent storage tank for later
use by the parts washer or as clean up solvent . A process flow schematic is provided in
Figure 2 .
3.0
Technical Feasibility
The use of add-on controls to control cold cleaning process emissions is currently being
demonstrated by all four of the sources impacted by the proposed rule revisions
.
(Reference Table 1
-Cold
Cleaning
Operations Using Add-on Controls)
.
Three of the
sources are using thermal oxidizers and the fourth is using a carbon adsorber
.
6
FIGURE 1A
Automatic Parts Washer - Open
7
FIGURE 1B
Automatic Parts Washer - Closed
8
A
FIGURE 2
PROCESS FLOW DIAGRAM
AUTOMATIC PARTS WASHER WITH INTEGRATED DISTILLATION UNIT
J
K
C
D
N
P
E
C
A . Parts Washing Chamber
B. Exhaust Blower
C. Dirty Solvent Holding Tank
D. Intermediate Clean Solvent Tank
E. Distillation Unit
F. Rupture Disk
G. Knock-Out Drum (Solvent Containment in event of upset)
H. Clean Rinse Solvent
I. Wash-Up Solvent to Bulk Solvent Storage
J. Wash-Up Solvent from Bulk Solvent Storage
K. Wash Solvent Line
L. Sludge to Bulk Waste Holding Tank or Drums
M. Volatiles to Oxidizer
N. Dirty Solvent Line
O. Drumed Dirty Solvent & Ink from Press Dept
.
P. Vacuum Pump
Table 1
: Cold Cleaning Operations Using Add-on Controls
Facility Name
Facility ID
Permit
Unit
SCC
Control Device
Capture
Control
Solvent
VP(mmHg)
Controlled
Emissions
(Lb/Hr)
Operating
Hours per
Day
VOM
Emissions
(Tons/Day)
Diversapack
111065AAR
95090172
0003
40100399
CatalyticThermal
Oxidizer
100%
98%
55 .19
1 .77
18
0.016
Printpack
089438ADW
95090157
0016
40100399
Regenerative
Thermal Oxidizer
100%
98%
55.19
1 .23
24
0.015
Pechiney
089010ACC
95080006
0011
40100399
Regenerative
Thermal Oxidizer
100%
95%
19 .12
0.17
24
0.002
MPC Products
031201AE1
01110039
0006
40100307
Carbon
Adsoption
System
100%
99%
33.00
0.20
1 .5
0.000
Total Controlled VOM (Tns/Day)
0.033
Thermal oxidizers typically operate in the 1200 0 to 2000° Fahrenheit range with the
exception of catalytic thermal oxidizers, which operate in the 300 0 to 900° Fahrenheit
range. All these thermal oxidizers are capable of destruction efficiencies as high as 99.99
percent for influent air stream containing highly volatile compounds such as the solvents
that the impacted sources are using 3 .
Of the three sources using thermal oxidizers, two
reported 98 percent and one reported 95 percent overall control efficiencies in their 2003
Annual Emissions Reports ("AERs")
.
The source using the carbon adsorber reported 99
percent overall control efficiency of the VOM emissions from their cold cleaning operation
in 2003 .
3.1
Add-on Controls Utilized
Catalytic, regenerative, and recuperative thermal oxidizers are the various types of
incinerator technology that is being utilized by the impacted sources to control VOMs from
cold cleaning operations. The catalytic type oxidizer employs a material (catalyst), which
has the effect of increasing the combustion reaction rate, thereby enabling the removal of
the VOMs at a lower operating temperature than the other two types of thermal oxidizers .
By operating at lower temperatures in the range of 300° to 900° Fahrenheit, catalytic
thermal oxidizers provide cost savings due to lower fuel consumption without loss of
destruction efficiency. The regenerative thermal oxidizer operates at higher temperatures
(1200° to 2000° F) but is designed to recover up to 95 percent of the energy released in
the reaction chamber due to the combustion process . This recovered energy is then used
to preheat the incoming gas stream to a temperature near its combustion temperature
thereby reducing the amount of auxiliary fuels needed . The recuperative thermal oxidizer,
like the regenerative thermal oxidizer, operates in the 1200° to 2000° Fahrenheit range
but uses heat exchangers to capture heat from the exiting gases and then uses the
recovered heat to pre-heat the incoming gas stream, the combustion air, or both
.
Because the heat exchangers are capable of capturing and re-using up to 70 percent of
the energy in the exhaust gases, considerable savings in fuel is also realized in this
design
.
All three types of oxidizers operate optimally when the influent process stream has a high
concentration of VOMs. Ideally the VOM concentration in the stream is high enough to
support combustion with minimal supplemental fuel being needed. The destruction
efficiency of oxidizers is dependent on the operating temperature and the length of time
that the VOMs are held in the reaction chamber, which is referred to as the retention time
.
The carbon adsorber technology is a much less costly add-on control technology than
thermal oxidation. In general, capital costs run approximately 60 to 70 percent and
annual operating costs 20 to 30 percent of those of thermal oxidation 3 .
Furthermore, it
can be designed to control VOM containing streams over a wide range of flow rates,
ranging from several hundred to several thousand cubic feet per minute . The fixed bed
carbon design can operate either continuously or intermittently . Adsorbent media other
than activated carbon such as alumina and silica is currently being used by industry
.
These media can be designed to capture a particular range of molecular sizes if the
influent stream has only a few species of VOMs . Desorbing or removing trapped VOMs
in the adsorbent is accomplished by using either high temperatures or low pressures and
back flushing through the beds
.
1 2
3.2
Solvent Conversion Issues
Three of the impacted sources, Diversapack (Facility ID 111065AAR), Printpack
(084438ADW), and Pechiney (089010ACC), have printing operations and are using cold
cleaning to remove the inks, grease and oils from various printing parts
. The clean-up
solvents from the closed loop parts cleaners are recycled for use in the printing process
or for additional clean-up, thereby reducing solvent purchases, solvent waste, and
operating costs. The fourth source, MPC (Facility ID 031220AE1), manufactures airplane
components used in the commercial aviation industry. Cold cleaning is used
intermittently to clean parts prior to varnishing . The cold cleaning emissions as well as
emissions from all other process units at the facility are routed to a carbon adsorber
system for removal
.
Requiring the four impacted printing sources to use low vapor pressure solvents and
remove their cold cleaning emissions from being directed to add-on controls presents
three problems. First, with add-on control systems, waste is minimized
.
Using low vapor
pressure solvent would result in a continuous stream of liquid waste material because the
wash solvent is not compatible with or useable with other plant operations, and therefore,
would not be reclaimed . The waste solvent would have to be handled as hazardous
material and be sent to hazardous waste recyclers . Second, it would require impacted
sources to utilize a solvent that, according to the sources, is less efficient in cleaning and
removing the inks, grease, and oils from the parts that are being washed . Even when
cleaned with the low vapor pressure solvent, the sources report that the result is a part
with a surface condition that is not compatible or desirable when used in the printing
operations or for varnishing. Poor surface conditions create quality problems in printing
and varnishing. (See Attachments - Exhibit 1) Third, the operation of the existing
thermal oxidizers would be less efficient due to the loss of the VOM concentration in the
1 3
influent stream from the cold cleaning operations, which would then require additional
supplemental fuel. In the case of MPC Products, which is using a carbon adsorber for
control, only the first and second issues would be of concern
.
In summary, the technical feasibility of add-on controls for point source cold cleaning
degreasers is being demonstrated. Forcing the impacted sources to switch to low vapor
solvents creates unwanted hazardous waste, quality problems, and inefficiencies
.
Moreover, using add-on controls for solvents exceeding the required 1 .0 mmHg solvent
vapor pressure results in fewer VOM emissions being released to the atmosphere
.
4.0
Economic Reasonableness
In the 1997 rule revisions to the cold cleaning solvent regulations, the cost effectiveness
of lowering the vapor pressure limits to 1 .0 mmHg was estimated to be in range of $238
to $779 per ton of VOM reduced 2 .
Using data supplied by impacted sources, the cost
effectiveness of using thermal oxidizers as add-on controls is estimated to be $115 to
$562 per ton of VOM reduced
.
4.1
Cost Effectiveness Analysis for Add-on Controls
To improve the cost effectiveness of an add-on control, sources vent emissions from all
operating units to the control system . In general, the emissions coming from the cold
cleaning operations at the impacted plants are not sufficient by themselves to justify the
capital expenditures and annual operating costs for add-on controls. When all the plant
wide emissions are captured and vented to the add-on device the economics become
more reasonable . Conversely, if it is required to remove an influent stream to the control
device that has high concentrations of VOM, such as the cold cleaning operations, it may
14
necessitate the addition of more supplemental fuel for the combustion process at the
oxidizers to produce the desired destruction efficiencies .
Based on information provided by Diversapack, the estimated capitol cost of installing a
new catalytic thermal oxidizer ("CTO") for their operations was $600,000 . This capital
investment cost is for an oxidizer handling an input stream volume of 35,000 cubic feet
per minute ("cfm") . The actual annual operating costs for their CTO in FY2005 was
$289,877 .
Diversapack routed 1,598.5 tons of process emissions to the CTO in 2004
;
therefore, the cost effectiveness of this add-on control was $181 per ton of VOM reduced
.
Of the 1,598.5 tons of VOM emissions, approximately 516 tons are due to the parts
washer cold cleaning emissions . If the 1082 .5 tons per year emissions from other plant-
wide processes were eliminated and only the 516 tons from cold cleaning were
considered for the calculation, the cost effectiveness of the add-on control for cold
cleaning exclusively would be $559 per ton of VOM reduced assuming no additional
supplemental fuel is needed. The subject facility advised that the CTO that they installed
was purchased from an affiliated company at a reduced price; therefore, actual cost
effectiveness at Diversapack is less than the estimated values presented .
For Printpack, a recuperative thermal oxidizer designed to handle 75,000 cfm is being
used to reduce the VOMs from its cold cleaning operation
. Based on data provided by
Printpack, the total capital investment for installation of the unit was $1,200,000 and
annual operating costs for FY 2005 (July to June) was $210,000
. Printpack vented 1830
tons of uncontrolled VOM emissions to the oxidizer in FY2005
.
Based on Printpack's
provided data, the cost effectiveness of their oxidizer is $115 per ton of VOM reduced
.
1 5
Specific detailed data for the Pechiney (Facility ID 089010ACC) regenerative thermal
oxidizer (RTO) was not made available; therefore, USEPA's CCM methodology and
tables were relied on to make capital investment and annual operating costs estimates 3
.
Pechiney's 2003 annual emissions report was used for VOM emissions data and to
calculate cost effectiveness . Equipment costs for a 60,000 cfm RTO is estimated to be
$900,000 and total capital investment costs are estimated to be in the range of
$1,500,000. The 2004 annual operating costs for the RTO is estimated to be $527,500
based on USEPA's CCM methodology. The uncontrolled VOM emissions that were
directed to the RTO totaled 1,135 tons in 2003, which equates to a cost effectiveness of
$465 per ton of VOM removed
.
MPC Products (Facility ID 031201AEI) reported operating their cold cleaning operation
one and a half hours per day five days per week and fifty weeks per year . MPC reported
that the 2003 the VOM emissions from this plant was 0 .944 tons per year, and on a daily
basis their cold cleaning emissions are 0.30 lbs per day (0.0002 tons per day) Their
carbon adsorber is used to control emissions from all the sources at the plant and a 99
percent overall control efficiency is being reported . MPC uses isopropyl alcohol and
acetone, which USEPA has de-classified as a VOM, for cleaning aviation parts. Analysis
of cost effectiveness for this plant was not undertaken because emissions were
considered insignificant.
4.2
Cost of Conversion Analysis
In regards to the issue of the cost of converting to compliant low vapor pressure solvents,
Diversapack provided cost data for their operations . By requiring Diversapack to meet
the vapor pressure requirement of the existing cold cleaning regulation would require
1 6
them to replace solvents that cost $4 .82 per gallon and purchase a solvent that currently
costs approximately $23.00 per gallon. During 2004, their parts washer used 60,450
gallons of solvent. The purchase costs for compliant solvent based on $23 .00 per gallon
would be $1,390,350, whereas the current costs are $291,370
. Therefore, it would cost
Diversapack an additional $1,100,000 per year in solvent purchases to convert to the 1 .0
mmHg vapor pressure solvent .
Diverspack's cost to use the add-on control without the benefit of the highly concentrated
VOM influent stream from their cold cleaning degreaser would increase from $181
per ton
to $268 per ton of VOM reduced . For the remaining 1,082.5 tons of uncontrolled
emissions, the cost to reduce them would increase $94,200 per year
.
Furthermore, this
would be a conservative estimate since it assumes no additional supplemental gas would
be necessary to attain the 98 percent reduction that they are currently reporting for their
thermal oxidizer. Moreover, this does not take into consideration the additional cost of
handling the waste stream generated by using a low vapor pressure solvent
.
Since this
solvent is not recyclable and useable in both the process operations or again in the wash
cycle, this waste stream will be much larger than the current closed-loop parts wash
system produces. Diversapack estimated that waste disposal would cost approximately
$2.50 per gallon. Using 60,450 gallons of compliant VP solvent in place of using add-on
controls would cost an additional $161,100 per year for waste handling .
4.3
Economic Reasonableness Summary
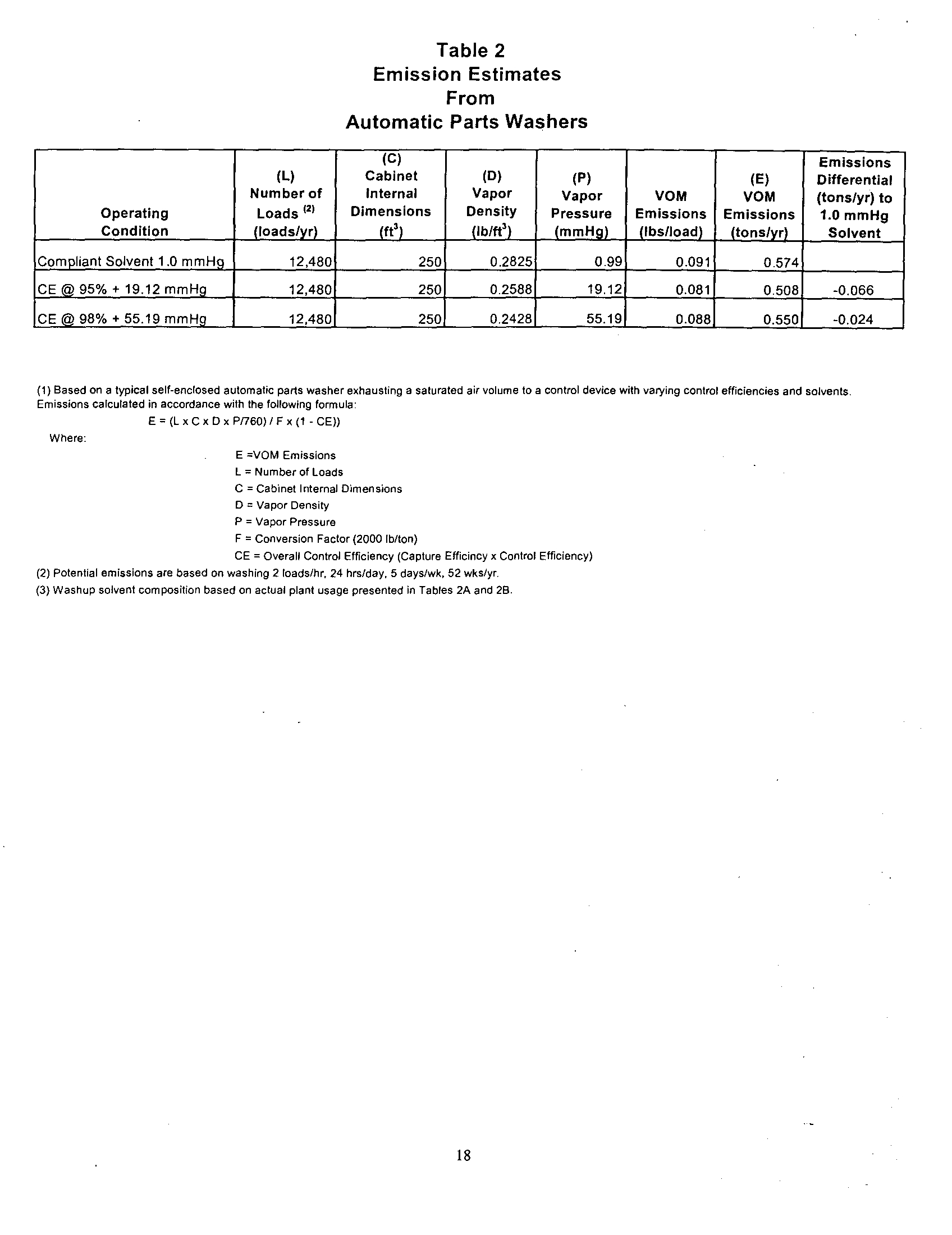
In Table 2 Emission
Calculations for Automatic
Parts
Washer,
a comparison of the
emissions from the use of a low vapor pressure solvent without controls to the use of the
high vapor pressure solvents with controls is made. The comparison demonstrates
17
Table 2
Emission Estimates
From
Automatic Parts Washers
(1) Based on a typical self-enclosed automatic parts washer exhausting a saturated air volume to a control device with varying control efficiencies and solvents
.
Emissions calculated in accordance with the following formula
:
E=(LxCxDxP/760)/Fx(1-CE))
Where
:
E =VOM Emissions
L = Number of Loads
C = Cabinet Internal Dimensions
D = Vapor Density
P = Vapor Pressure
F = Conversion Factor (2000 lb/ton)
CE = Overall Control Efficiency (Capture Efficincy x Control Efficiency)
(2) Potential emissions are based on washing 2 loads/hr, 24 firs/day, 5 days/wk, 52 wkslyr.
(3) Washup solvent composition based on actual plant usage presented in Tables 2A and 28 .
1 8
Operating
Condition
(L)
Number of
Loads (2)
(loads/yr)
(C)
Cabinet
Internal
Dimensions
(ft')
(D)
Vapor
Density
(lb/ft
3 )
(P)
Vapor
Pressure
(mmHg)
VOM
Emissions
(lbs/load)
(E)
VOM
Emissions
(tons/yr)
Emissions
Differential
(tons/yr) to
1.0 mmHg
Solvent
Compliant Solvent 1 .0 mmHq
12,480
250
0.2825
0 .99
0.091
0 .574
CE (a) 95% + 19.12 mmHq
12,480
250
0 .2588
19 .12
0.081
0.508
-0.066
CE o(7, 98% + 55.19 mmHq
12,480
250
0 .2428
55 .19
0 .088
0.550
-0.024
Table 2A
Automatic Parts Washer
Washup Solvent Composition @ 55.19 mmHg VP
(1) Washup solvent composition based on percentage of actual solvent usage
. Provided by Printpack Inc.
Table 2B
Automatic Parts Washer
Washup Solvent Composition @ 19.12 mmHG VP
(1) Washup solvent composition based on percentage of actual solvent usage
. Provided by Pechiney (Alcan) .
Table 2C
Automatic Parts Washer
Compliant Solvent Composition @ 1 .0 mmHg VP
(1) Assumes compliant solvent is similar to the characteristics of HCS 402 Ink Remover.
(2) Compliant solvents must be heated to 100-120 °F to properly clean parts based on the manufacturer
.
1 9
Operating
Temperature
Percent
Mixture
(%)
Chemical
Vapor
Pressure
(mmHg)
Chemical
Relative
Vapor
Density
(air = 1)
Vapor
Density
Dry Air
(lb/ft3)
Chemical
Vapor
Density
(Ib/ft)
Mixture
Vapor
Density
(Ib/ft3 )
@ 20 °C (70 °F)
I'l
100%
0.7
3.5
0.08071
0.282485
0.282485
@ 40 °C (100 °F) R'
100%
0.99
3.5
0.08071
0,282485
0.282485
Chemical
Percent
Mixture
(' )
%
Chemical
Vapor
Pressure
mmH
20°C
Mixture
Vapor
Pressure
mmH
emica
Relative
Vapor
Density
air =1
Vapor
Density
Dry Air
Ib/ft3
Chemical
Vapor
Density
lb/ft3
Mixture
Vapor
Density
lb/ft3
N.P. Acetate
79%
0.08071
028249
0.22316
N. P. Alcohol
21%
0.08071
016949
0.03559
19.12
0.25876
Mixture
100%
Chemical
Percent
Mixture (')
(%)
Chemical
Vapor
Pressure
(mmHg@20°C)
Mixture
Vapor
Pressure
(mmHg)
Chemical
Relative
Vapor
Density
(air = 1)
Vapor
Density
Dry Air
(lb/ft3 )
Chemical
Vapor
Density
(lb/ft3 )
Mixture
Vapor
Density
(lb/ft 3 )
Ethyl Acetate
62%
76
47 .12
3.0
0.08071
0.24213
0.15012
N.P. Acetate
25%
25
6.25
3.5
0.08071
0.28249
0.07062
N . P. Alcohol
13%
14
1 .82
2.1
0.08071
0.16949
0.02203
Mixture
100%
55.19
0.24278
that for the impacted sources fewer emissions are being released to the atmosphere using
add-on controls than if low vapor pressure solvents meeting the 1 .0 mmHg vapor pressure
were used. Furthermore, emissions from other areas of the plant are also being removed at
the high rate of efficiency of the add-on controls
.
The cost effectiveness of add-on controls is in the range of $181 to $562 per ton of VOM
reduced. The comparable cost effectiveness range of compliant low vapor pressure
solvents was estimated to be $238 to $779 per ton in the 1997 rule revision
.
Additional costs and inefficiencies would occur if the existing sources were required to
convert to low VP solvents. Those costs include replacing solvents costing $3-$6 per
gallon with solvents costing $23 per gallon . The efficiency of the thermal oxidizers would
suffer and additional supplemental fuel would be necessary to maintain destruction
efficiencies levels. The newly generated hazardous waste stream would have to be
handled appropriately adding approximately $2 .50 per gallon to the costs of the
conversion .
The economic reasonableness analysis for converting to low VP solvents indicates that
add-on controls coupled with closed loop automatic parts washers offer cost benefits that
out weigh converting to low VP solvents for cold cleaning operations .
5.0
Existing and Proposed Illinois Cold Degreasing Regulations
Illinois EPA implemented regulations affecting solvent degreasing in 35 III. Adm. Code
Sections 218.182 and 219.182 as part of its Reasonable Available Control Technology
("RACT") I requirements. The RACT I regulations have been in effect since the late
1970's. These RACT regulations are minimum standards required by U .S. EPA to be
adopted for certain industrial processes . The regulations include work practices that
20
require waste solvent to be stored in covered containers ; the degreaser to remain closed
when parts are being handled; and parts to be drained until dripping ceases . Equipment
requirements include covers for the degreaser and drainage of parts
.
These regulations
provided for the use of add on controls such as carbon adsorbers if approved by the
Agency at 35 III. Adm. Code Section 218.182(b)(3)(B)
.
The revisions to the cold cleaning degreaser regulations, submitted September 8, 1997,
lowered the allowed solvent vapor pressure for operations located in the Chicago and
Metro-East ozone NAAs in two steps . The first step lowered the allowed vapor pressure
of solvent used to 2.0 mmHg by 1999 and the second step lowered the allowed vapor
pressure to 1 .0 mmHg by 2001 . The anticipated VOM reductions from this control
measure in the Chicago ozone NAA was estimated to be 11 .35 tons per day in 1999 and
an additional 11 .68 tons per day in 2001 . These reductions were used to satisfy the 1999
ROP requirements .
However, in requiring the lower solvent vapor pressures, the Agency also precluded the
option for add-on controls consistent with the Maryland rule from which the revisions were
modeled. The currently proposed regulations allow the use of add-on controls as an
option to meeting the material requirements . Consistent with the intent of the 1997
revisions, which was to reduce VOM emissions in the NAAs, the proposed provision for
the use of add-on controls requires that total process emissions be equivalent to using the
specified lower vapor pressure solvents
.
To prevent any deficiencies in emission reduction credits counted on from the cold
cleaning degreaser control strategy, which was used to meet the 1999 ROP Plan
requirements, the recommended overall capture and control efficiency for add-on controls
is set at 95% . At this control level, the proposed rule will result in fewer emissions from
21
the existing sources than if they used 1 .0 mmHg VP solvents in their cold cleaning
operation. (Reference Table 2 :
Emissions Estimates from Automatic Parts
Washers) .
Furthermore, for future start-ups or equivalent alternative control plans, the emissions
from a 1 .0 mmHg VP solvent is recommended as the comparative standard and at least
95 percent reduction of emissions from cold cleaning operations be achieved if higher VP
solvents are used. As required by the CAA and USEPA SIP guidance, failure to obtain
equivalent emissions reductions from the cold cleaning point sources as that being
obtained from area sources would require the Agency to make-up the deficiency through
the implementation of contingency control measures
.
As an example, if the 1970's RACT standard of 81 % overall control efficiency were
recommended for the four impacted point sources, there would be a potential deficiency
of 9.925 tons per year of reduction credits from them . In addition, any new sources
exercising the add-on control option and meeting the 81 percent control efficiency
standard would add to the deficiency. Therefore, to prevent any shortfalls in emissions
credits and the necessity to implement contingency measures to cover these shortfalls,
Illinois EPA recommends adopting a 95 percent overall capture and control requirement
for point sources using add-on controls on cold solvent cleaning operations in the
Chicago and Metro East St. Louis ozone NAAs, which makes this proposed revision
emissions neutral. USEPA has reviewed this proposal and is in agreement with Illinois
EPA's control level recommendation .
6.0 Affected Sources and Emissions Reductions
In order to comply with Section 182 of the CAA requirements, the Illinois EPA prepared a
comprehensive inventory of ozone precursor emissions being emitted from stationary
22
Table 3
Potential Emissions From
Automatic Parts Washers
Notes :
1 .
One source (Pechiney) is using 19.12 mmHg VP Solvent and controlling to 95 percent
.
2. Two sources (Pdn4)ack and Diversapack) are using 55.19 mmHg VP solvent and corralling to 98 percent
3. Emissions from MPC Products are considered insignificant (See Table 1)
4ssumntinng :
(1) Based on a typical self-enclosed automatic parts washer exhausting a saturated air volume to a control device with varying control efficiencies and solvents
.
Emissions calculated in accordance with the following formula
:
E = (LxcxDxPO60)/Fx(1-CE))
Where:
E =VOM Emissions
L = Number of Loads
C = Cabinet Internal Dimensions
D = Vapor Density
P = Vapor Pressure
F = Conversion Factor (2000 lb/ton)
CE = Overall Control Efficiency (Capture Efficiency x Control Efficiency)
(2) Potential emissions are based on washing 2loads/hr, 24 hrs/day, 5 days/wk, 52 wksyr
.
(3) Washup solvent composition based on actual plant usage presented in Tables 2A and 2B
.
(4) Assumes compliant solvent characteristics similar to ACS 402 Ink Remover. See Table 2C
(5) Based on manufacturers recommendation to heat compliant solvent to 100 -120 oF to clean press parts .
23
Operating
Condition
(L)
Number of
Loads (2)
(loads/yr)
(
)
)
(
g)
(
(E)
Potential
VOM
Emissions
(tons/yr)
Emissions
Differential
per Parts
Washer
(tons/yr)
Emissions
Differential
for Impacted
Sources
(tons/yr)
Emissions
Differential
for Impacted
Sources
(tons/day)
Compliant Solvent 1 .0 mmHq
12,480
250
0.2825
0.99
0.091
0.574
CE @ 94 .4% + 19.12 mmHq
12,480
250
0.2588
19.12
0.092
0.574
0.000
CE @ 97 .9% + 55.19 mmHg
12,480
250
0.2428
55.19
0.092
0.574
0.000
0.000
Emissions compared to 1.0 mmHg Solvent
CE @ 95% + 19.12 mmHg'
12,480
250
0.2588
19 .12
0.081
0.508
-0.066
-0.066
-0.0003
7E @ 98% + 55.19 mmHg
2
12,480
250
0.2428
55.19
0.088
0.550
-0.024
-0.048
-0.0002
-0.090
-0.114
-0.0005
:E @ 95% + 19.12 mmHq
12,480
250
0.2588
19.12
0.081
0.508
-0.066
-0.066
-0.0003
CE @ 95% + 55.19 mmHg
12,480
250
0.2428
55.19
0.220
1.375
0.801
1.602
0.0064
Emissions compared to 1 .0 mmHq Solvent
0.735
1 .536
0.0061
`CE @ 90% + 19.12 mmHq
12,480
250
0.2588
19.12
0.163
1 .016
0.442
0.442
0.0018
;E @ 90% + 55.19 mmHg
12,480
250
0.2428
55.19
0.441
2.751
1 .375
2.751
0.0110
Emissions compared to 1 .0 mmHg Solvent
1.817
.
3.192
0.0128
SCE @ 81% + 19.12 mmHg
12,480
250
0.2588
19.12
0.309
1 .930
1 .356
0.621
0.0029
'CE @ 81 % + 55.19 mmHg
12,480
250
0.2428
55.19
0.838
5.226
4.652
9.304
0.0372
Emissions compared to 1 .0 mmHg Solvent
6.008
9.925
0.0402
point and area sources in the Chicago and Metro-East NAAs . Point sources are
facilities for which individual permit records are maintained. These records include
emissions that occur from specific processes and are released to the atmosphere
through identifiable stacks or vents . Area sources are those activities that individually
produce a relatively small amount of emissions, but due to the large number of such
operations, the total amount of emissions is significant . Examples of area sources
include gasoline service stations, auto refinishing shops, dry cleaning operations, and
cold cleaning degreasing. Area source emissions are estimated by applying emission
factors to aggregated source information, such as the amount of gasoline sold in an
area is used to estimate vehicle-refueling emissions
.
To estimate cold cleaning emissions from area sources, USEPA emissions inventory
guidance recommends the use of a per capita emission factor of 3 .6 pounds per year
.
This factor includes an estimate of 2 .5 pounds per year per capita for automotive repair
activities and 1 .1 pounds per year per capita for manufacturing activities. Using this
methodology, the Illinois EPA estimated that the 1990 VOM emissions from cold
cleaning were 32.41 tons per day ("TPD") in the Chicago ozone NAA and 2.38 TPD in
the Metro-East area . The grown emissions in 1999 were estimated to be 34.39 TPD in
Chicago and 2.39 TPD in Metro East. The estimated emissions after the 1999 and
2001 step down in vapor pressure limits were 11 .69 TPD in Chicago and 0.81 TPD in
Metro East.
A list of the cold cleaning degreaser point sources that are .using add-on controls are
presented in Table
1 : Cold Cleaning Degreaser Operations Using Add On Controls .
These sources were identified from information provided in annual emission reports
("AERs") for the year 2003. In 2003, the controlled VOM emissions from these sources
totaled 0.033 tons per day in the Chicago NAA. There are no cold cleaning degreaser
24
operations large enough in the Metro East NAA to be classified as point sources
.
7.0
Discussion of Proposed Regulation
The Illinois EPA proposes to include a provision within Sections 218 .182 and 219.182
that, retroactive to March 15, 1999, provides for the use of add-on controls as a
compliance option for cold cleaning degreasing operations . The use of add-on controls
as provided in the original RACT rule was precluded in the adoption of the material
requirement modifications of the 1997 rulemaking R97-024
.
The 1997 Illinois rule is
modeled after an adopted Maryland rule (COMAR 26 .1 1 .19 .09)2. The Maryland rule
specified that only smaller (area) sources would be impacted by the cold cleaning
degreasers material requirements . Larger (point) sources would be regulated by
Maryland's vapor degreaser rule (COMAR 26.11 .19.10), which allows add-on controls
as an option .
Illinois EPA has identified four point sources in its inventory that are operating cold
cleaning degreasers and add-on controls to reduce emissions . The level of emissions
from these operations at their current reported control levels are less than if materials
meeting the required lower solvent vapor pressure limits of 1 .0 mmHg were used
.
Reference Table 2 : Emission
Estimates from Automatic Parts
Washers
The proposed revisions require an overall control efficiency of 95 percent, which is the
product of the capture efficiency multiplied by the destruction efficiency . This
requirement enables the four impacted sources to be in compliance and eliminates their
need to obtain site-specific relief. All four impacted sources are reporting capture
efficiency of 100 percent. Two of the impacted sources are reporting control efficiencies
of 98 percent and are using solvents with vapor pressures of 55.19 mmHg: one is
25
reporting control efficiency of 99 percent and using solvents with vapor pressures of
33.00 mmHg; and the remaining source
is
reporting control efficiencies of 95 percent
and is using solvents with vapor pressures of 19 .12 mmHg. (Reference Table
1 : Cold
Cleaning
Operations Using Add-on Controls)
Table 3 : Potential
Emission
Estimates From Automatic Parts Washers presents the
potential VOM emissions that the environment would experience from these sources
and compares it to the emissions that would occur if a solvent with 1 .0 mmHg of vapor
pressure were used in the absence of add-on controls . Potential emissions based on
company provided solvent data indicates that Printpack and Diversapack would each
emit 0.024 tons per year less using a 55.19 mmHg VP solvent and controlling emissions
to a 98 percent control efficiency level than from using a 1 .0 mmHg vapor pressure
solvent, and Pechiney would emit 0.066 tons per year less using a 19.12 mmHg VP
solvent and controlling emissions to a 95 percent level . The three sources would
potentially emit a total 0 .114 tons per year less than if the sources were using 1 .0
mmHg solvents and no controls. Thus, potential emissions from these highly controlled
sources are consistent with the overall intent of the Illinois EPA control strategy to keep
emissions from cold cleaning operations equivalent or less than the emissions meeting
the solvent material requirement of 1 .0 mmHg vapor pressure established by the 1997
rulemaking .
It is assumed that these sources will continue to operate their add-on controls at or near
the efficiency levels reported in their 2003 AERs . However, as shown in Table 3, if a 95
percent control level is met by all the impacted sources as proposed in the rule, there
would be a potential emissions deficit of 1 .536 tons per year (0 .0064 tons per day) when
compare to a 1 .0 mmHg VP solvent. However from discussions with USEPA Region V,
the proposed 95 percent control level is considered RACT and an acceptable proposal
26
level for impacted sources in the ozone nonattainment areas
.
Lowering the required level of control efficiency would further increase this deficit and
jeopardizes the integrity of the 1999 - 2002 ROP Plan. At 90 percent control, the
potential emissions deficit increases to 3 .192 tons per year (0.0126 tons per day) and at
an 81 percent control level the potential deficit becomes 9 .925 tons per year (0 .0402 ton
per day). The emission reductions counted on toward meeting the requirements of the
1999 ROP from cold cleaning was 11 .68 tons per day as a result of lowering the
required vapor pressure of solvents from 2.0 mmHg to 1 .0 mmHg in 2001
.
Sections 218. 182 (b) and 219.182 (b) are provided for equivalent alternative emissions
plans. These Sections also stipulate that emissions from a solvent with a vapor
pressure of 1 .0 mmHg shall be the basis for assessment of equivalent emissions for any
proposed control plan .
Revisions are also proposed at Section 218.182(c)(2) and Section 219.182(c)(2) to
allow the purchase of solvents with vapor pressure greater than 1 .0 mmHg by sources
that have valid permits, are in compliance with the add-on control requirements, or are
exempt .
Testing procedures and recordkeeping provisions for add-on controls are consistent
with the provisions at 218.105 and 219.105 which require the control devices be
operated and maintained at manufactures specifications and continuously monitored to
assure that the control device is operating at required levels to meet compliance
requirements. All records must be kept for three years
27
8 .0
Other States' Cold Cleaning Regulations
Many States have tightened or proposed to tighten their cold cleaning regulations in
order to comply with CAA ROP requirements. Noted in the 1997 rule making were the
State of Maryland and the South Coast Air Quality Management District ("SCAQMD"),
which is responsible for air quality planning for the Los Angeles area
.
As previously mentioned, the State of Maryland included a 1 .0 mm Hg solvent vapor
pressure limit in its 15% ROP plan, which Illinois EPA modeled in its 1997 rule revision .
According to Maryland Department of Environment officials, the State originally
proposed a solvent vapor pressure limit of 0 .3 mm Hg, but after an extensive rule
negotiation process, settled on a two-phase limit of 2 .0 mm Hg until May 1996, and a
1 .0 mm Hg limit thereafter. However, the regulation did not provide an option for add-on
controls. It was believed that larger sources would use vapor degreasing, in which
Maryland provides for an add-on control option of 81 percent overall capture and
control . This 1 .0 mm Hg limit is currently in effect in Maryland and low VP solvent is
being provided and effectively used
.
Similarly, South Coast Air Management District (SCAQMD) adopted a solvent cleaning
regulation that would require, beginning in 1999, that the volatile organic compound
("VOC") limit of solvents used in general repair and maintenance cleaning be reduced
from 900 grams per liter (7.5 pounds per gallon) to 50 grams per liter (0 .42 pounds per
gallon). That rule does not specify add-on controls either . Their proposal essentially
requires the use of aqueous cleaners for such cleaning . The Illinois EPA believed in the
1997 submittal that although some aqueous cleaning systems work quite well for certain
applications, a solvent vapor pressure-based regulation would be more appropriate
.
Such solvent is currently available and in use and is currently suitable in a broader
range of applications .
28
States that do specify add-on controls are listed below with the corresponding overall
control level requirements :
1 . New York State Department of Environmental Regulations Part 226
§226.3 (a)(iii) Permanent total enclosure and 90% control
2. California Bay Area AQMD Section 8-16
§303.4 (4.4) Abatement device to control emissions by at least 90%
3. California Kern County APCD Rule 410.3
§410.3 (IV)(A)(3)(a) Overall capture and control at least 85%
Copies of these State rules are provided in the Attachment section of the document
Exhibits 2, 3, and 4
.
9.0
Conclusion
In 1997 as part of the 9% ROP Plan, Illinois EPA implemented a control measure that
impacted cold cleaning degreaser operations in the Chicago and Metro East NAAs
.
This control measure required cold cleaning operations to use solvents with vapor
pressures of 2.0 mmHg or less by 1999 and 1 .0 mmHg or less by 2002
.
The control
measure was aimed at small operations referred to as area sources. Modeled after an
adopted Maryland rule, the 1997 rule revisions had no provisions for add-on controls for
cold cleaning degreasers
.
Four cold cleaning degreaser operations located in the Chicago NAA have been
identified that are using add-on controls and solvents with VP greater than the required
1 .0 mmHG. Three are using thermal oxidizers to control emissions from closed loop
cold cleaning systems that are recycling spent solvents . These systems capture 100
29
percent and remove or destroy at least 95 percent of the VOM emissions from the cold
cleaning process. The fourth source is using carbon adsorption with an overall capture
and control efficiency of 99 percent . Using these systems, there are less emissions
being emitted to the atmosphere from the impacted sources than if the compliant low
vapor pressure solvent were being used without controls
.
Therefore, Illinois EPA is proposing to revise its cold cleaning degreaser rules in
Chicago and Metro East NAAs to allow the option for add-on controls in lieu of meeting
the solvent VP limit. Two subsections are being added at 218 .182(c)(3) and 219.182
(c)(3) that require sources using solvents with vapor pressures greater than 1 .0 mmHg
to control their emissions to an overall capture and control efficiency of no less than 95
percent. The four identified impacted sources are currently meeting these
requirements
.
Any new source may use add-on controls if it demonstrates that the emissions from
their cold cleaning operations are equivalent or less than the emissions from using a
solvent with a vapor pressure of 1 .0 mmHg and are achieving at least 95 percent overall
control. An alternative equivalent control plan must have Illinois EPA and U.S. EPA
approval, and they become effective only when included in a federally enforceable
permit or approved in a SIP revision
.
Testing procedures, monitoring, and recordkeeping are to be performed pursuant to 35
III. Adm. Code Sections 218.105 and 219.105, which require control devices be
operated and maintained at manufacturers' specifications and continuously monitored to
assure compliance. Add-on controls operating at a source prior to the effective date of
this rule shall be tested by March 1, 2006 and add-controls constructed after the
effective date shall be tested 90 days of initial start-up
.
30
These control standards assure the integrity of the 9% ROP Plan and prevents emission
shortfalls that would require contingency measures to be implemented .
Outreach
efforts to the impacted sources and U .S. EPA found the proposed revisions to be
acceptable
.
3 1
10.0
References
1
.
Approval and Promulgation of Implementation Plans : Illinois
(Federal
Register/ Vol. 62, No. 228/ Wednesday/ November 26, 1997
.
2
.
Technical Support Document for the Proposed Regulation Limiting the Vapor
Pressure of Solvents in Cold Cleaning Solvent Degreasers in the Chicago
and Metro-East St. Louis Ozone Nonattainment Areas,
AQPSTR 96-5, Illinois
Environmental Protection Agency, Bureau of Air, Air Quality Planning Section,
Springfield, IL, December 1996
.
3 .
OAQPS Control Cost Manual, Fourth Edition,
EPA 450/3-90-006, United
States Environmental Protection Agency, Office of Air Quality Planning and
Standards, Research Triangle Park, NC, January 1990
.
4. Title 35 Environmental Protection, Subtitle B: Air Pollution, Chapter I,
Pollution Control Board, State
of Illinois
Rules and
Regulations,
Illinois
Secretary of State, Springfield, IL, January 2000
.
http://www.ipcb.state .il.us/title35/
32
BEFORE THE ILLINOIS POLLUTIONCONTROL BOARD
RECEIVED
CLERK'S OFFICE
IN THE MATTER OF :
)
R06- 21
MAR 1 3 2006
(Rulemaking Air)
STATE
OF ILLINOIS
ORGANIC MATERIAL EMISSION
)
Pollution Control Boaro
STANDARDS AND LIMITATIONS FOR
)
THE CHICAGO AND METRO-EAST
)
AREAS: PROPOSED AMENDMENTS
)
TO 35 ILL. ADM. CODE 218 AND 219
)
SUPPLEMENTAL STATEMENT
NOW COMES the Illinois Environmental Protection Agency ("Illinois EPA") by
and through one of its attorneys, Annet C. Godiksen, and submits the following
SUPPLEMENTAL STATEMENT to the Illinois Pollution Control Board ("Board") and
the participants on the Service List
.
This SUPPLEMENTAL STATEMENT addresses 35 Ill . Adm. Code 102 .202(e),
which was unintentionally left unaddressed in the Illinois EPA's proposal filed with the
Board on December 22, 2005 . The Board requested the Illinois EPA address subsection
102.202(e) in the Board Order dated January 19, 2006 .
Therefore, the Illinois EPA
pursuant to 35 Ill . Adm. Code 102 .202(e) and 102.202(k) states the following :
The following studies or research reports were used in developing the proposed 35 Ill
.
Adm. Code 218 and 219 amendments :
Approval and Promulgation of Implementation Plans : Illinois
(Federal Register/ Vol . 62,
No. 228/ Wednesday/ November 26, 1997) .
OAQPS Control Cost Manual, Fourth Edition, EPA 450/3-90-006, United States
Environmental Protection Agency, Office of Air Quality Planning and Standards,
Research Triangle Park, NC, January 1990 .
http://www.et)a.gov/ttneatcl/dirl/c
allchs.pdf
THIS FILING SUBMITTED ON RECYCLED PAPER
ILLINOIS
V RONM'' TAL
P
•
OTECTION AGENCY
By :
Annet C. Godiksen
Assistant Counsel
Division of Legal Counsel
Dated: March 7, 2006
Illinois Environmental Protection Agency
1021 North Grand Avenue East
Springfield, Illinois 62794-9276
(217) 782-5544
THIS FILING SUBMITTED ON RECYCLED PAPER
STATE OF ILLINOIS
)
)SS
.
COUNTY OF SANGAMON
PROOF OF SERVICE
I, the undersigned, on oath state that I have served the attached the Written Testimony of
Gary E. Beckstead, along with Exhibit A to that Testimony, and a Supplemental Statement upon
the person to whom it is directed, by placing it in an envelope addressed to
:
TO
:
Dorothy Gunn, Clerk
Illinois Pollution Control Board
James R. Thompson Center
100 W. Randolph Street, Suite 11-500
Chicago, Illinois 60601
John Knittle, Hearing Officer
Illinois Pollution Control Board
2125 South First Street
Champaign, Illinois 61820
and mailing it by First Class Mail from Springfield, Illinois on March 8, 2006, with sufficient
postage affixed .
SUBSCRIBED AND SWORN TO BEFORE ME
this 8th day of March, 2006
JI1'iu .
L
1
.La
Notary Public
Matthew Dunn
Illinois Attorney General's Office
James R. Thompson Center
100 West Randolph Street, 12 th Floor
Chicago, Illinois 60601
General Counsel
Illinois Department of Natural Resources
One Natural Resources Way
Springfield, Illinois 62702-1271
./I
064
. e
OFFICIAL
OFFICIAL
SEAL
AL
+
oo
•.
o S
r
BRENDA BOEHNER
° NOTARY PUBLIC, STATE OF IUJNOIS
$ MY COMMISSION E)tPIRES 11-3-2009
.
•
THIS FILING IS SUBMITTED ON RECYCLED PAPER
Back to top