CHDB01 1285013.1 11-Jul-05 15:28
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF: )
)
PROPOSED AMENDMENTS TO )
EXEMPTIONS FROM STATE )
PERMITTING REQUIREMENTS )
FOR PLASTIC INJECTION MOLDING ) R 05 -20
OPERATIONS )
(35 Ill. Admin. Code 201.146) )
PRE-FILED TESTIMONY
ON BEHALF OF THE
CHEMICAL INDUSTRY COUNCIL OF ILLINOIS
In response to questions posed at the first hearing in this matter on July 1, 2005,
CICI is herewith providing certain requested information. CICI witnesses, Lynne Harris,
Lisa Frede, and Patricia Sharkey, will be present to answer questions regarding these
responses at the July 15, 2005 hearing in Springfield.
1. Size of Facilities Exempted Under This Proposal
At the July 1, 2005 hearing, the Board asked how many PIM machines may be
located at a given PIM facility. CICI has not found any studies or data directly addressing
this question. However, CICI can state that its member facilities have between 4 and 70
machines.
Because the size of PIM machines varies, resin throughput is a better indicator of
the volume of emissions associated with a given facility. CICI member facilities have
annual PIM resin throughput ranging from 100 tons/yr to 3,250 tons/yr. Average facility
annual PIM resin throughput is approximately 500 tons/yr.
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
2
CHDB01 1285013.1 11-Jul-05 15:28
2.
Estimated Volume of PIM Emissions Statewide in Illinois.
The Board asked what volume of emissions would be exempt from permitting
under this exemption. A broad estimate of the total volume of emissions generated by
PIM processes statewide can be derived by first multiplying the number of facilities in
Illinois by the average volume of resin processed per facility, and then multiplying that
number by an appropriate emission factor. As indicated in Mr. Harris’ testimony, a worst
case VOM emission factor is 0.4 lb/ton of resin processed. If we add to that a worst case
emission factor of 0.4 lb/ton of resin processed for the use of release or cleaning agent, as
discussed in Section 5 below, we arrive at a conservative overall VOM emission factor of
0.8 lb/ton of resin used.
Using the above information and the previous testimony that approximately 500
PIM facilities are located in Illinois, the formula for calculating statewide VOM
emissions associated with PIM is as follows:
500 facilities X 500 tons resin /yr = 250,000 tons resin /yr
250,000 tons/yr X 0.8 lb VOM /ton resin = 100 tons VOM /yr
CICI believes
100 tons per year
is a reasonable worst case estimate of the total
volume of VOM emissions generated statewide by PIM facilities in Illinois. We note that
this equates to
0.2 tons of VOM emissions per facility per year
. We further note that not
all of the approximately 500 PIM facilities in Illinois will be exempted from state
permitting under the proposal in this rulemaking. In response to the Board’s question
regarding the number of PIM facilities that have no other processes, such as coating, SPI
did a rough survey of its members and determined that approximately 80% of its
members in the PIM industry do not perform other processes at the their facilities. This
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
3
CHDB01 1285013.1 11-Jul-05 15:28
indicates that around 20% of the approximately 500 Illinois PIM facilities will not be
covered by this exemption. Thus total statewide emissions of VOM covered by this
exemption are actually likely to be on the order of 80 tons per year.
To answer any concern the Board may have that there may be larger volumes of
emissions involved, CICI has proposed in its Second Errata Sheet to limit the proposed
exemption to PIM facilities with no more than 5,000 tons/yr of resin processed. If every
facility in Illinois processed 5,000 tons of resin per year (an extraordinary assumption),
the total VOM emissions subject to this exemption would be 1,000 tons/yr. That equates
to approximately 2 tons of VOM per year per facility.
3. Location of PIM facilities in Illinois ( Attainment Areas/ Non-
Attainment Areas)
The Board asked about the location of PIM facilities in the State and whether they
were primarily located in Attainment or Non-Attainment Areas. To answer this question,
CICI reviewed the locations of the Illinois facilities listed in the Plastic News “2005
Survey of North American Injection Molders” and the locations of CICI member
facilities, and determined that 14% of those PIM facilities are located in Attainment
Areas and the remaining 86 % are located in Non-Attainment Areas. Of those located in
Non-Attainment Areas, all are located in areas which have been designated as Moderate
NAA under the new 8-hour ozone standard.
4. Estimated Emission from Resin Handling Operations: Loading,
Unloading, Conveying, Storage, Mixing, Grinding, Drying
As indicated at the July 1st hearing, CICI has attempted to find studies and other
sources of information on the volume and type of emissions generated by the various
activities associated with resin handling operations. We have found no studies directly
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
4
CHDB01 1285013.1 11-Jul-05 15:28
addressing or quantifying emissions from these activities. This is actually not surprising.
As indicated in Mr. Harris’ June 16, 2005 Pre-Filed Testimony, emissions from the
injection molding process as a whole had not been quantified prior to 1996. This lack of
quantitative information on emissions may also be explained by the nature of the
materials involved and the process. The resin and scrap are hardened plastic material at
ambient and low temperatures. Furthermore, these ancillary activities operate under
negative pressure, thus emissions from the movement of resin, the drying of the resin and
the grinding of scrap plastic are largely, if not entirely, drawn back into the process.
The following information on how and where emissions are formed in this
process may assist the Board in understanding that emissions from these ancillary
activities are minimal.
a. VOM and HAP Emissions
VOM and HAP emissions from plastic resin are directly related to temperature.
As found in the SPI studies accompanying Mr. Harris’ Pre-Filed Testimony (Group
Exhibit 3), “emission rates are directly correlatable with the melt temperature of the resin
involved.” (Group Exhibit 3, Harris Exhibit 3, p. 56.) Thermoplastic resins have melt
temperatures in the range of 300 F – 600 F. (Group Exhibit 3, Harris Exhibits 3 – 6.) The
SPI studies demonstrate that even at the melt temperatures reached in the extruder screw
VOM and HAP emissions are low. Thus, the brief drying of the resin at far lower
temperatures to remove moisture from the pellets can be presumed to generate only a
fraction of those emissions. The ancillary resin loading, conveyance and mixing at
ambient temperatures can be presumed to be even lower.
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
5
CHDB01 1285013.1 11-Jul-05 15:28
To a varying degree, all plastic resins take on moisture when exposed to relative
humidity. Even a minimal amount of moisture in many plastics can negatively affect
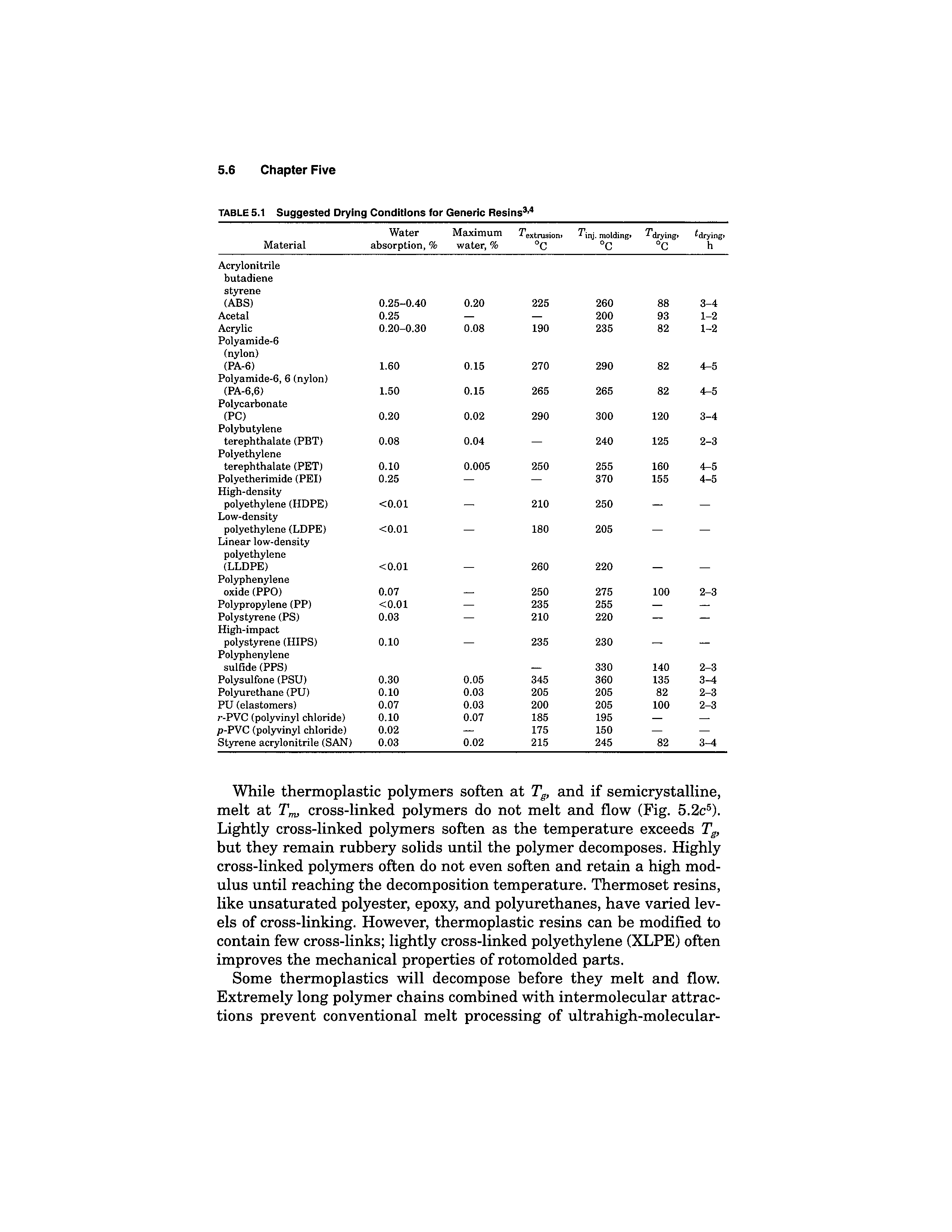
molding characteristics. Dryers operated at low temperatures are often utilized to remove
such moisture from plastic resin prior to the plastic injection molding process. The dryers
blow heated ambient air over the plastic resins. The temperatures used for drying plastic
resins are generally less than one half of the melting temperature of the plastic resin
involved. (See attached Table 5.1 from the
Modern Plastics Handbook.
) Although CICI
has not been able to find any data on emissions from dryers, emissions of VOM from
plastic resin at the relatively low temperatures used in the drying process can be
presumed to result in a small percentage of VOM or particulate emissions generated by
the overall process.
The conclusion that VOM emissions from resin pellets handled at ambient
temperatures are minimal is confirmed by the polyethylene study (Group Exhibit 3,
Harris Exhibit 5) which measured emissions of VOC from the hopper area and found that
emissions from this area accounted for less than 2% of the total VOCs measured. (Id.,
p. 577.)
b. Particulate Matter Emissions
There is an assumption that the movement of resin, even at ambient temperatures,
generates some level of particulate matter (“PM”). However, CICI has been unable to
find any EPA or industry studies of this subject.
To provide the Board with some perspective on the level of PM present at a PIM
facility, CICI Regulatory Affairs Director Lisa Frede visited one of its member facilities
on July 7, 2005. Ms. Frede will provide testimony at the July 15, 2005 hearing that she
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
6
CHDB01 1285013.1 11-Jul-05 15:28
found it to be exceedingly clean, with no dust or film on the floor or the equipment,
including the grinder or granulator, which is presumed to be the piece of equipment most
likely to produce PM. She will also testify that none of the employees in this workplace
wear respiratory protection, indicating the indoor particle levels meet OSHA standards
without such protection. One of the primary reasons that PM is so low in these facilities
is that product specifications require that foreign material not enter the process. Another
reason is that injection molding and the associated resin and scrap handling are almost
entirely enclosed operations which take place under negative pressure.
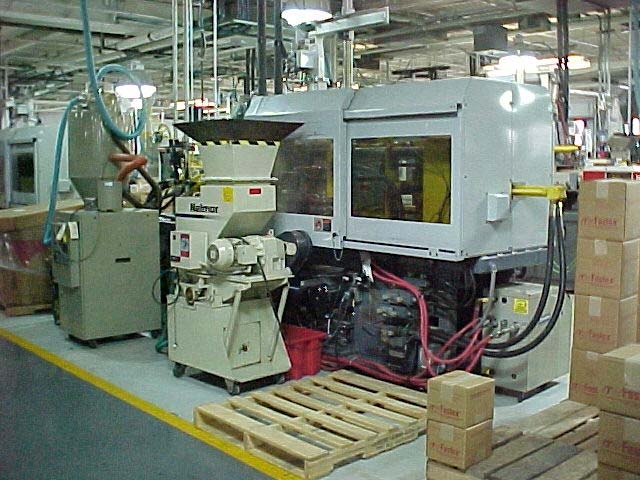
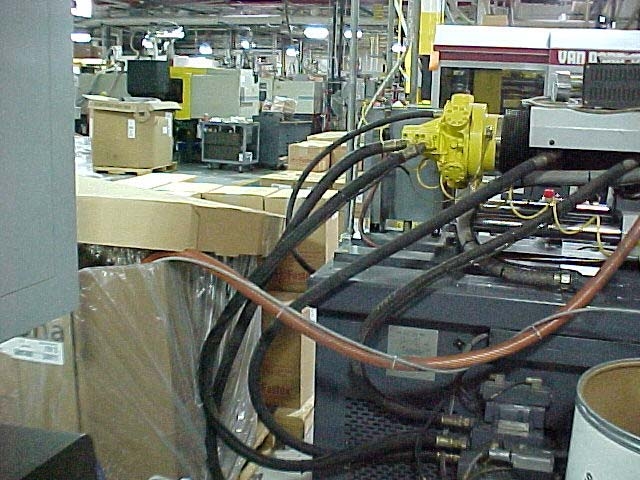
Ms. Frede will provide photographs and her observations on the injection molding
process. ( See attached Photos Nos. 1 – 9.) As can be seen from the attached photographs,
the resin is brought to the machine in a cardboard “gaylord” box and fed via vacuum hose
into the dryer and the hopper. The screw extruder and the mold are entirely enclosed
processes. When the mold opens, the product drops on to an open conveyor belt, which
can be seen to have little or no dust on it. Ms. Frede will testify that the plastic product
and plastic scrap leaving the mold are extremely clean. The scrap plastic “runners” and
“sprus” are removed from the mold by way of a robotic arm which drops the scrap into
the grinder or granulator. As can be seen from the attached photos, the grinder area has
little or no dust. Again, this is because the grinder operates under negative pressure and
both the scrap plastic and any associated dust are drawn into the grinder. Closing the
loop, the granulated plastic, while somewhat dusty, is fed directly from the grinder back
to the hopper to be reused in the process. This takes place by way of a vacuum hose.
Thus, the granulated plastic is never exposed to ambient air.
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
7
CHDB01 1285013.1 11-Jul-05 15:28
Given the fact that these processes are so clean, there is little likelihood that PIM
machines would be vented outside the workplace. CICI’s survey of its member facilities
indicates that none of those facilities vent PIM machines outside the workplace. Thus
there is little likelihood of PIM emissions entering the outside environment. To the extent
that a PIM facility has emissions of concern within the workplace, they are subject to
OSHA standards and are not regulated under the Environmental Protection Act or air
pollution control permits issued under the Board’s rules.
At the July 15, 2005 hearing, Ms. Frede will be happy to answer any questions
regarding her observations at this facility. CICI will also provide samples of a typical
resin, typical “runner” and granulated scrap, and a typical PIM plastic product which Ms.
Frede observed being handled and processed at this facility.
5. Mold Release Agents and Cleaning Agents
Mold release agent and/or mold cleaner are sometimes used in the plastic
injection molding (PIM) process. Mold release agent leaves a very thin layer of a “non-
stick” substance on the surface of the mold to help parts fall from the mold as it opens at
the end of the cycle. Mold cleaner is used to remove built-up residue from the mold
surface. Some CICI member facilities have designed their molds to avoid use of mold
release altogether, but still use mold cleaner.
Historically, the volatile organic matter content of aerosol mold release agents and
mold cleaning products was in excess of 90%. However, mold release agents and mold
cleaning products are now available in water-based formulations and in formulations that
utilize non-photochemically reactive chemicals as carrier solvents.
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
8
CHDB01 1285013.1 11-Jul-05 15:28
Both mold release agent and mold cleaner are generally used in 12- 16 ounce
aerosol cans. Based on data collected from CICI member facilities, VOM emissions
from mold release agent and/or mold cleaner range from less than 0.1 lbs/ton of resin
processed up to 0.4 lb/ton of resin processed. The combined usage of mold release
agents and mold cleaner at a PIM facility can be conservatively estimated to generate 0.4
lbs of VOM per ton of resin processed.
In general, facilities try to design molds to minimize the use of mold release
agents and mold cleaner because it is very inefficient to stop the PIM machine
periodically to apply either release agent or cleaner to the mold. Well-designed molds
require only a minimal amount of either substance. When possible, facilities try to apply
mold release agent or mold cleaner only at the beginning of a production shift.
6. Definitions of “Compression Molding” and “Transfer Molding”
In response to a question from the Board, CICI is providing the following
definitions which appear on The Society of the Plastics Industry, Inc. (“SPI”) website at
http://www.plasticsindustry.org.:
“Compression molding
is the most common method of forming thermosetting
materials. It is not generally used for thermoplastics.
“Compression molding is simply the squeezing of a material into a
desired shape by application of heat and pressure to the material in
a mold.
“Plastic molding powder, mixed with such materials or fillers as
woodflour and cellulose to strengthen or give other added qualities
to the finished product, is put directly into the open mold cavity.
The mold is then closed, pressing down on the plastic and causing
it to flow throughout the mold. It is while the heated mold is closed
that the thermosetting material undergoes a chemical change which
permanently hardens it into the shape of the mold. The three
compression molding factors -- pressure, temperature and time the
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
9
CHDB01 1285013.1 11-Jul-05 15:28
mold is closed -- vary with the design of the finished article and
the material being molded.”
“Transfer molding
is most generally used for thermosetting
plastics. This method is like compression molding in that the
plastic is cured into an infusible state in a mold under heat and
pressure. It differs from compression molding in that the plastic is
heated to a point of plasticity before it reaches the mold and is
forced into a closed mold by means of a hydraulically operated
plunger.
“Transfer molding was developed to facilitate the molding of
intricate products with small deep holes or numerous metal inserts.
The dry mold compound used in compression molding sometimes
disturbs the position of the metal inserts and the pins which form
the holes. The liquefied plastic material in transfer molding flows
around these metal parts without causing them to shift position.”
As stated in the first hearing, CICI is no longer proposing that these processes be
included in the proposed exemption and does not plan to provide additional testimony
regarding these processes.
Dated: July 11, 2005 Respectfully submitted,
CHEMICAL INDUSTRY COUNCIL OF ILLINOIS
By: /s/ Patricia F. Sharkey________
One of its Attorneys
Patricia F. Sharkey
Mayer, Brown, Rowe & Maw LLP
71 South Wacker Drive
Chicago, Illinois 60606-4637
(312) 782-0600
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF: )
)
PROPOSED AMENDMENTS TO )
EXEMPTIONS FROM STATE ) R 05-20
PERMITTING REQUIREMENTS )
FOR PLASTIC INJECTION MOLDING )
OPERATIONS )
(35 Ill. Admin. Code 201.146) )
NOTICE OF FILING
TO: Ms. Dorothy M. Gunn
Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street
Suite 11-500
Chicago, Illinois 60601
(VIA ELECTRONIC FILING)
(PERSONS ON ATTACHED SERVICE LIST)
PLEASE TAKE NOTICE that on July 11, 2005, I filed with the Office of the Clerk of the
Illinois Pollution Control Board by electronic filing the SECOND ERRATA SHEET and PRE-
FILED TESTIMONY ON BEHALF OF THE CHEMICAL INDUSTRY COUNCIL OF
ILLINOIS, a copy of which is hereby served upon you.
Dated: July 11, 2005 Respectfully submitted,
CHEMICAL INDUSTRY COUNCIL OF ILLINOIS
By: /s/ Patricia F. Sharkey______
One of its Attorneys
Patricia F. Sharkey
Mayer, Brown, Rowe & Maw LLP
71 South Wacker Drive
Chicago, Illinois 60606-4637
(312) 782-0600
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
CERTIFICATE OF SERVICE
I, Patricia F. Sharkey, an attorney, hereby certify that I have served the Second Errata
Sheet and Pre-Filed Testimony on Behalf of the Chemical Industry Council of Illinois upon:
Ms. Dorothy M. Gunn
Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street
Suite 11-500
Chicago, Illinois 60601
(Electronic Mail)
Charles E. Matoesian
Division of Legal Counsel
Illinois Environmental Protection Agency
1021 North Grand Avenue East
Post Office Box 19276
Springfield, Illinois 62794-9276
(U.S. Mail and E-Mail)
Matthew Dunn, Chief
Division of Environmental Enforcement
Office of the Attorney General
188 West Randolph Street, 20
th
Floor
Chicago, Illinois 60601
(U.S. Mail)
Office of Legal Services
Illinois Department of Natural Resources
One Natural Resources Way
Springfield, Illinois 62702-1271
(U.S. Mail)
Donald Sutton
Manager, Permit Section
Division of Air Pollution
Bureau of Air
Illinois Environmental Protection Agency
1021 North Grand Avenue East
Post Office Box 19276
Springfield, Illinois 62794-9276
(U.S. Mail)
as indicated above, by e-mail and/or by depositing said document in the United States Mail,
postage prepaid, in Chicago, Illinois on July 11, 2005.
/s/ Patricia F. Sharkey
Patricia F. Sharkey
Patricia F. Sharkey
Mayer, Brown, Rowe & Maw LLP
190 South LaSalle Street
Chicago, Illinois 60603-3441
(312) 782-0600
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Ms. Dorothy M. Gunn
Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street
Suite 11-500
Chicago, Illinois 60601
Charles E. Matoesian
Division of Legal Counsel
Illinois Environmental Protection Agency
1021 North Grand Avenue East
Post Office Box 19276
Springfield, Illinois 62794-9276
Matthew Dunn, Chief
Division of Environmental Enforcement
Office of the Attorney General
188 West Randolph Street, 20
th
Floor
Chicago, Illinois 60601
Office of Legal Services
Illinois Department of Natural Resources
One Natural Resources Way
Springfield, Illinois 62702-1271
Donald Sutton
Manager, Permit Section
Division of Air Pollution
Illinois EPA
Post Office Box 19276
Springfield, Illinois 62794-927
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF: )
)
PROPOSED AMENDMENTS TO )
EXEMPTIONS FROM STATE )
PERMITTING REQUIREMENTS )
FOR PLASTIC INJECTION MOLDING ) R 05 -20
OPERATIONS )
(35 Ill. Admin. Code 201.146) )
CHEMICAL INDUSTRY COUNCIL OF ILLINOIS’
SECOND ERRATA SHEET
The Chemical Industry Council of Illinois (“CICI”), by its attorneys Mayer,
Brown, Rowe & Maw LLP, hereby submits the following corrections and amendments to
documents previously filed in this proceeding:
AMENDMENT TO PROPOSED REGULATORY LANGUAGE
CICI proposes to amend the text of its regulatory language, as proposed in its
original filing on April 19, 2005, as follows:
TITLE 35: ENVIRONMENTAL PROTECTION
SUBTITLE B: AIR POLLUTION
CHAPTER I: POLLUTION CONTROL BOARD
PART 201
PERMITS AND GENERAL PROVISIONS
Section
201.146 Exemptions from State Permit Requirements
Construction or operating permits, pursuant to Sections 201.142, 201.143, and 201.144 of
this Part, are not required for the classes of equipment and activities listed below in this
Section. The permitting exemptions in this Section do not relieve the owner or operator
of any source from any obligation to comply with any other applicable requirements,
including the obligation to obtain a permit pursuant to Sections 9.1(d) and 39.5 of the
Act, Sections 165, 173, and 502 of the Clean Air Act or any other applicable permit or
registration requirements.
* * *
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
hhh) Plastic injection, compression, and transfer molding equipment
with an annual
through-put not exceeding 5,000 tons of plastic resin
and associated plastic
resin handling,
loading, unloading, conveying, mixing,
storage, grinding,
granulating, and drying equipment
and associated mold release and mold
cleaning agents.
Respectfully submitted,
CHEMICAL INDUSTRY COUNCIL
OF ILLINOIS
By: /s/ Patricia F. Sharkey
One of Its Attorneys
Dated: July 11, 2005
Patricia F. Sharkey
Mayer, Brown, Rowe & Maw LLP
71 South Wacker Drive
Chicago, Illinois 60606-4637
(312) 782-0600
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Robot
Transfers Runner / Spru
from Mold to Grinder
120 Ton Press
(Rear View)
Material Dryer
Material Dryer
Controller
Grinder
Grinds Runner / Spru
into pellets to be used
to mold parts.
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Material Gaylord
Material mixing
shovel
Plastic
Resin
purchased
in Gaylords
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Plastic Resin Feed Hose
Transfers Resin from
Gaylord to Hopper
Material Gaylord
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
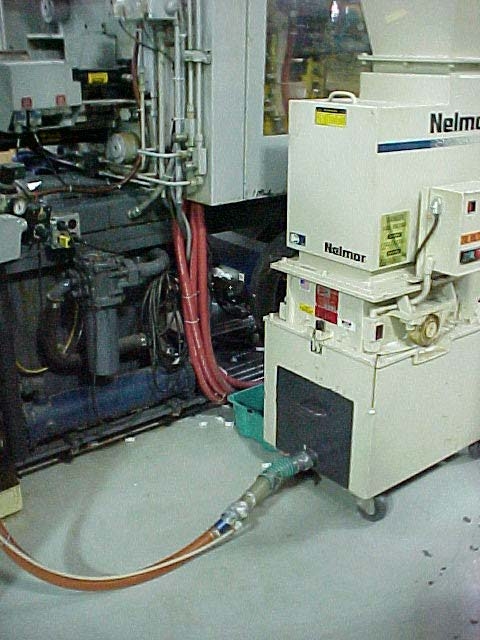
Hose from Grinder
(Regrind Runners)
Hose from
Gaylord
(Plastic Resin)
Material
Dryer
Dryer
Control Unit
Dryer
Supply &
Return
Hoses
Material is contained in
Hoses from Gaylord and
Grinder to the Molding
Press
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Autoloader Filter Bag
Collects Material dust in
system
Supply Hose
from Grinder
Autoloader
Transfers Material
from Grinder and
Gaylord to Press
Material Hopper at
Molding Press
Supply Hose
from Gaylord
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Robot
Transfers Runner /
Spru to Grinder
120Ton
Molding Press
(Front View)
Part Conveyor
Part Collection Bin
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Mold
Part Conveyor
Molded Parts
Parts drop to
Conveyor when
Mold opens
Part Collection
Bin
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Robot
Transfers Runner / Spru
from Mold to Grinder
Runner / Spru being
dropped into Grinder
Grinder
Grinds runner and
spru into plastic
pellets to be used to
mold parts
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005
Grinder
Grinds runner and spru
into plastic pellets
that can be used to mold
parts.
Regrind
collection bin
Hose to feed
regrind to material
hopper
ELECTRONIC FILING, RECEIVED, CLERK'S OFFICE JULY 11, 2005