KFx
Dorothy Gunn
Clerk
Illinois Pollution Control Board
100 West Randolph
Suite 11-500
Chicago, IL 60601
June 2, 2006
RECEIVED
JUN 0 6 2006
Pollution
STATE OF
Control
ILLINOISBoard
Re: R06-25, Proposed new 35 Ill . Adm
. Cod 225 Control of Emissions from Large
Combustion Sources (Mercury)
Dear Ms. Gunn,
As the state of Illinois considers steep reductions in mercury emissions from coal-fired
power plants, KFx would like to make the Illinois Pollution Control Board aware of a
cost-effective solution. KFx would also like to thank the Illinois Environmental
Protection Agency (ILEPA) for recognizing the benefits of the K-Fuel
TM coal
beneficiation process in the "Technical Support Document for Reducing Mercury
Emissions From Coal-Fired Electric Generating Units" (TSD)
.
KFx's commercial pre-combustion process upgrades high moisture low-rank
subbituminous coals and lignites into a higher energy (BTU), lower moisture fuel, called
K-FuelTM. The K-FuelTM
process utilizes pressure and heat to change the chemical and
physical structure of the feedstock
. For Powder River Basin (PRB) feedstocks, this
process is designed to reduce moisture content from approximately 30% in the feedstock
to 7-12% and increase Btu heat value from approximately 8,000-8,88OBTU/lb to 10,500-
11,500BTU/lb, making the K-FuelTM
product comparable to many eastern coals . A co-
benefit of the pre-combustion process is a 70% average decrease in mercury, as the TSD
recognized
. By utilizing low sulfur western coals as feedstocks for the process, the K-
FuelTM product is a higher Btu fuel with lower SO
2 emissions . K-FuelTM
also reduces
NOx emissions and CO
2 emissions are approximately 10% less compared to eastern coal
.
K-Fue1TM
is an enhancement of or alternative to combustion and post-combustion
controls.
KFx supports Illinois' flexible approach in its proposed rule by measuring mercury
reductions on either a percentage reduction or emission rate basis
. Such an approach
allows utilities to choose the most cost-effective reduction methods
. Units that choose to
comply with the output-based emission rate standard have the flexibility of reducing
KFx Inc . 1 55 Madison Street
I
Suite 500 1 Denver, Colorado 80206
1 Tel
: (303) 293-2992
1 Fax : (303) 293-8430
emissions through pre-combustion, combustion, and /or post-combustion means to ensure
that stack emissions requirements are met
. However, KFx is concerned that units do not
have the same flexibility in complying with the percentage removal calculation since it
does not account for pre-combustion mercury removal methods, such as the K-Fuel
TM
process
. The model rule states that the percentage mercury reduction is based on the
input mercury defined as : "the mass of mercury that is contained in the coal combusted
within an Electric Generating Unit" . KFx disagrees with this definition as it only allows
combustion and post-combustion technologies to achieve the required percentage
mercury reduction and does not recognize the significant amount of mercury that can be
removed from the coal prior to combustion as a solution .
KFx requests that pre-combustion mercury removal technologies be considered in the
model rule as equal to combustion and post-combustion mercury control technologies by
revising compliance with the percentage reduction standard to be based on a reduction of
baseline emissions . For example, the state of Minnesota recently passed a state mercury
rule requiring plants to reduce emissions 90% according to baseline emissions that will
be measured in 2007 . Wisconsin's percentage mercury reduction is based on 2002-2004
mercury emissions .
Information is attached to provide further details about the K-Fuel TM process and the
benefits of K-FuelTM . Please do not hesitate to contact me with any questions or for
additional information .
Thank you for consideration of these comments .
Carrie Atiyeh
Environmental and Legislative Analyst
CC: Illinois Environmental Protection Agency
Who Is KFx Inc .
KFx Inc . was formed in 1984 as a clean coal company and has evolved into an energy-environment solutions organiza-
tion . Our patented commercial process and technology, which we refer to as K-FuelTM, uses heat and pressure to physi-
cally and chemically transform low-cost, low-rank coal into an energy efficient lower-emission fuel
. An important co-
benefit of the K-Fuel TM
process is the removal of significant amounts of impurities, including mercury, and can reduce
emissions of sulfur dioxide (SO2) and oxides of nitrogen (NOx) when combusted . The K-FuelTM beneficiation process
improves all three aspects of coal usage :
•
Energy
: Increases the Btu's per pound by approximately 30-40% by reducing moisture on average 80% .
•
Environment : Reduces mercury content on average 70% and can reduce SO2 and NOx emissions up to
30% as a co-benefit .
•
Economics : Increases system efficiency and maintains or improves generating capacity
. K-FuelTIV can be
an enhancement of or alternative to post-combustion control systems .
This patented pre-combustion commercial process has been evolving for over 20 years with substantial private equity in-
vested
. We continue to advance the commercial solutions of K-FueI TM through research and development, the operation
of a demonstration facility and the construction of a commercial production plant, all near Gillette, Wyoming . A 750,000
ton per year K-FueI TM facility is on schedule to begin production in the fourth quarter of 2005
. We plan to develop and
operate K-FuelTM production plants domestically, either wholly owned or through joint ventures, and through international
licensing to third parties .
KFx is committed to developing and implementing innovative solutions to meet our nation's and the world's energy needs
while improving the environment .
The KFx Management Team :
Theodore (Ted) Venners
Chairman & CTO
Kevin R . Collins
Executive VP, Finance & Strategy
Mark S . Sexton
Chief Executive Officer
Robert I . Hanfling
President & COO
Jim Imbler
William G . Laughlin
Sr VP, Business Development
Sr VP, General Counsel, Secretary
I KFx Inc. 55 Madison Street, Suite 500, Denver, CO 80206
Telephone : 303-293-2992
e mail :
,
mfg4
fx .co m
V041106
Kfx
What is K-Fuel
TM
K-FueI TM is a proven, patented pre-combustion process that transforms low-cost, low-grade coal, such as subbituminous
coal and lignite, into a clean, economical, efficient energy source . The U .S. has abundant reserves of low-grade coals
that, when upgraded by reducing moisture and polluting impurities, provide a high-quality, solid fuel, called K-FueITM .
This commercial pre-combustion process creates a cleaner-burning benefciated coal, essentially an "unleaded gasoline"
equivalent for the coal-fired industry, helping facilities to comply with environmental standards while ensuring production
efficiency. The K-FueI TM beneficiation process improves all three aspects of coal usage :
•
Energy : Increases the Btu's per pound by approximately 30-40% by reducing moisture on average 80% .
•
Environment : Reduces mercury content on average 70% and can reduce SO2 and NOx emissions up to 30% as a
co-benefit .
•
Economics : Increases system efficiency and maintains or improves generating capacity . K-FueI TM can be an en-
hancement of or alternative to post-combustion control systems .
The K-FueITM process is capable of upgrading nearly any coal, although some are more cost effective than others . Eco-
nomics drive the use of low-grade feedstocks (such as subbituminous coal and lignite) because of the cost differential
between the raw coal value and ultimate product value . K-FueI TM is superior to raw subbituminous coal and lignite be-
cause of the quality and cost benefits that it offers the coal-fired industry .
K-FueI TM Results
AverdyeCFoirigefr orn
Somple to K Fuel
Volatile%
Sulfur (Ib/MMBtu)
Mercury (Ib/TBtu)
•
Percentage change is average of 16 unique samples of primarily subbituminous feedstock and resulting K-FueI
TM
autoclave product .
I R 2 is the measure of overall predictive ability of the model .
The K-FueI TM pre-combustion process applies heat and pressure to reduce moisture from approximately 30% in the feed-
stock to 7-12% in the K-FueITM . As a result, the heat value is boosted by 30-40%, from 8,000-8,800 Btu/Ib in the feed-
stock to 10,500-11,500 Btu/lb in the K-FueITM
. Because the various subbituminous and lignite feedstocks for the K-FueI TM
process have a range of moisture content, heat value, and emissions upon combustion, so too the resulting K-FueI TM will
have a range of Btu, moisture, and chemical properties
. However, the common features of all K-FueI TM can be well de-
fined within a limited range of parameters such as increased efficiency and significantly reduced emissions compared to
the parent coal .
KFx Inc . 55 Madison Street, Suite 500, Denver, CO 80206
Telephone : 303-293-2992
email : jnf,%kfxxem
V092905
Kfx
Emissions Benefits Achieved by K-Fuel
TM
The K-FueI TM
pre-combustion process has been optimized to reduce moisture content from approximately 30% in the
feedstock to 7-12% in the K-FueITM
. As a result, the heat value is boosted by 30-40%, from 8,000-8,800 Btu/Ib in the
feedstock to 10,500-11,500 Btu/Ib in the K-FueITM
. Emissions reductions are a co-benefit of the pre-combustion process
.
K-FueI TM
provides a pre-combustion mercury removal solution, reducing mercury content on average 70%
. In addition,
by burning K-FueITM, facilities can reduce emissions of sulfur dioxide (SO2) and nitrogen oxides (NOx) up to 30%
. Finally,
it is estimated that carbon dioxide (C02) emissions will be reduced due to increased efficiency
.
Because the various subbituminous and lignite feedstocks for the K-FueITM process have a range of moisture content,
heat value, and emissions upon combustion, so too the resulting K-FueITM will have a range of Btu, moisture, and chemical
properties
. However, the common features of all K-FueITM can be well defined within a limited range of parameters such
as increased efficiency and significantly reduced emissions compared to the parent coal
.
We believe KFx has the only commercial pre-combustion solution and proven technology for low-grade coal to reduce
mercury emissions from coal-fired power plants . By combusting K-FueI TM
a boiler is achieving mercury reduction as an
added benefit since mercury removal has already occurred during the K-FueITM process prior to combustion
. K-FueI TM
can also be an alternative to or enhancement of post-combustion mercury control technology
.
While the K-FueITM process has not been optimized for mercury emission reduction, on average, 70% of mercury can be
reduced from the feedstock through the pre-combustion process
. KFx believes that additional mercury will be removed by
already installed control technology, such as particulate matter, SO2, and NOx control devices
. As a result, the mercury
reduced in the K-FueI TM
is a beginning point for the ultimate mercury reduction achievable when burning K-FueITM
.
During the K-FueI TM
process mercury is volatilized and removed
. The mercury is recovered in the liquid phase and is
captured in an activated carbon filtration treatment system
. KFx does extensive mercury analysis in our laboratory and
will conduct further studies on the behavior of these elements in the K-FueI TM process .
The amount of reduced pollutants is not equal or proportional to the increase in Btu value
. Because the K-Fuel TM process
includes chemical changes, such as the release of carboxylates, which increase the carbon content and reduce the oxy-
gen content, this leads to an increase in the energy content, which will not be reflected linearly to the contaminants
.
In addition to significant reductions in mercury, facilities combusting K-FueI
TM can also substantially reduce emissions of
S02 and NOx . Sulfur dioxide forming pollutants are recovered in the gas and liquid treatment systems
. S02 emissions
can be reduced by up to 30% when combusting K-FueITM
. Additionally, NOx emissions from units burning K-FueI TM can
be reduced by up to 30%
.
KFx does not expect any balance of plant problems in the downstream systems such as clogging baghouses or degrading
catalysts based on commercial scale test burns to date
. Once the 750,000tpy facility is in operation we will continue a
program to further document test burns and K-FueI TM benefits on a full-scale basis at third-party coal-fired boilers
.
I KFx Inc .
55 Madison Street, Suite 500, Denver, CO 80206
Telephone : 303-293-2992
email :
iofeLI cvnm
V092905
KFx
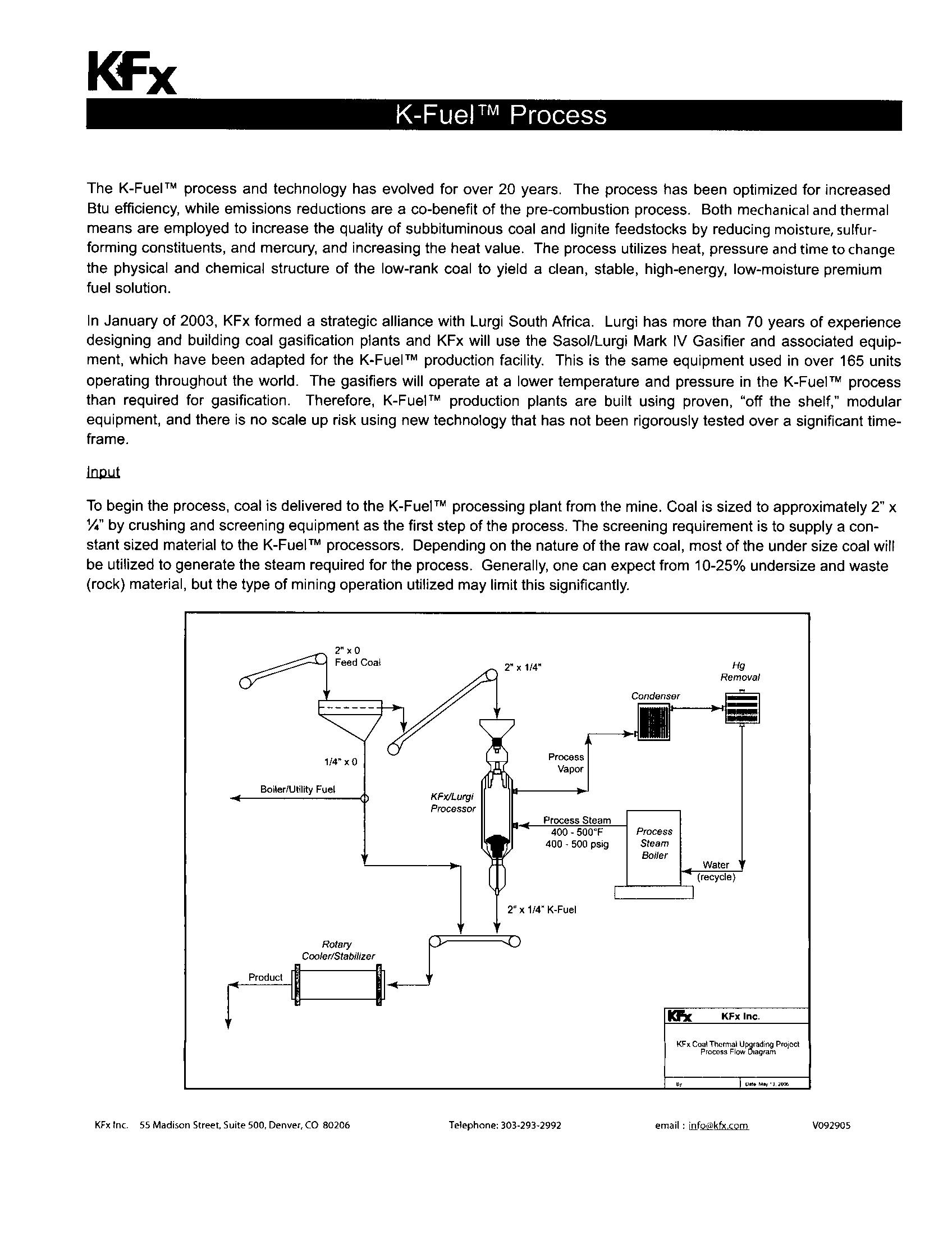
K-FueI TM Process
The K-FueI TM process and technology has evolved for over 20 years
. The process has been optimized for increased
Btu efficiency, while emissions reductions are a co-benefit of the pre-combustion process . Both mechanical and thermal
means are employed to increase the quality of subbituminous coal and lignite feedstocks by reducing moisture, sulfur-
forming constituents, and mercury, and increasing the heat value
. The process utilizes heat, pressure and time to change
the physical and chemical structure of the low-rank coal to yield a clean, stable, high-energy, low-moisture premium
fuel solution .
In January of 2003, KFx formed a strategic alliance with Lurgi South Africa
. Lurgi has more than 70 years of experience
designing and building coal gasification plants and KFx will use the Sasol/Lurgi Mark IV Gasifier and associated equip-
ment, which have been adapted for the K-FueITM production facility
. This is the same equipment used in over 165 units
operating throughout the world
. The gasifiers will operate at a lower temperature and pressure in the K-FueI TM
process
than required for gasification . Therefore, K-FueI TM
production plants are built using proven, "off the shelf," modular
equipment, and there is no scale up risk using new technology that has not been rigorously tested over a significant time-
frame .
Input
To begin the process, coal is delivered to the K-FueI TM processing plant from the mine . Coal is sized to approximately 2" x
Y:' by crushing and screening equipment as the first step of the process
. The screening requirement is to supply a con-
stant sized material to the K-FueI TM processors . Depending on the nature of the raw coal, most of the under size coal will
be utilized to generate the steam required for the process . Generally, one can expect from 10-25% undersize and waste
(rock) material, but the type of mining operation utilized may limit this significantly
.
Boiler/Utility Fuel
1/4" x 0
Rotary
Cooler/Stabilizer
on
Process steam
400-500'F
Process
400 - 500 psig
Steam
Boiler
Condenser
Water
(re
Hg
Removal
ycle)
KFx
KFxlnc .
KFa Coal
Poor-
Upgrading
gram.
Project
I
u
u., , .rve
KFx Inc . 55 Madison Street, Suite 500, Denver, CO 80206
Telephone : 303-293-2992
email : infp/kfxrom
V092905
Kfx
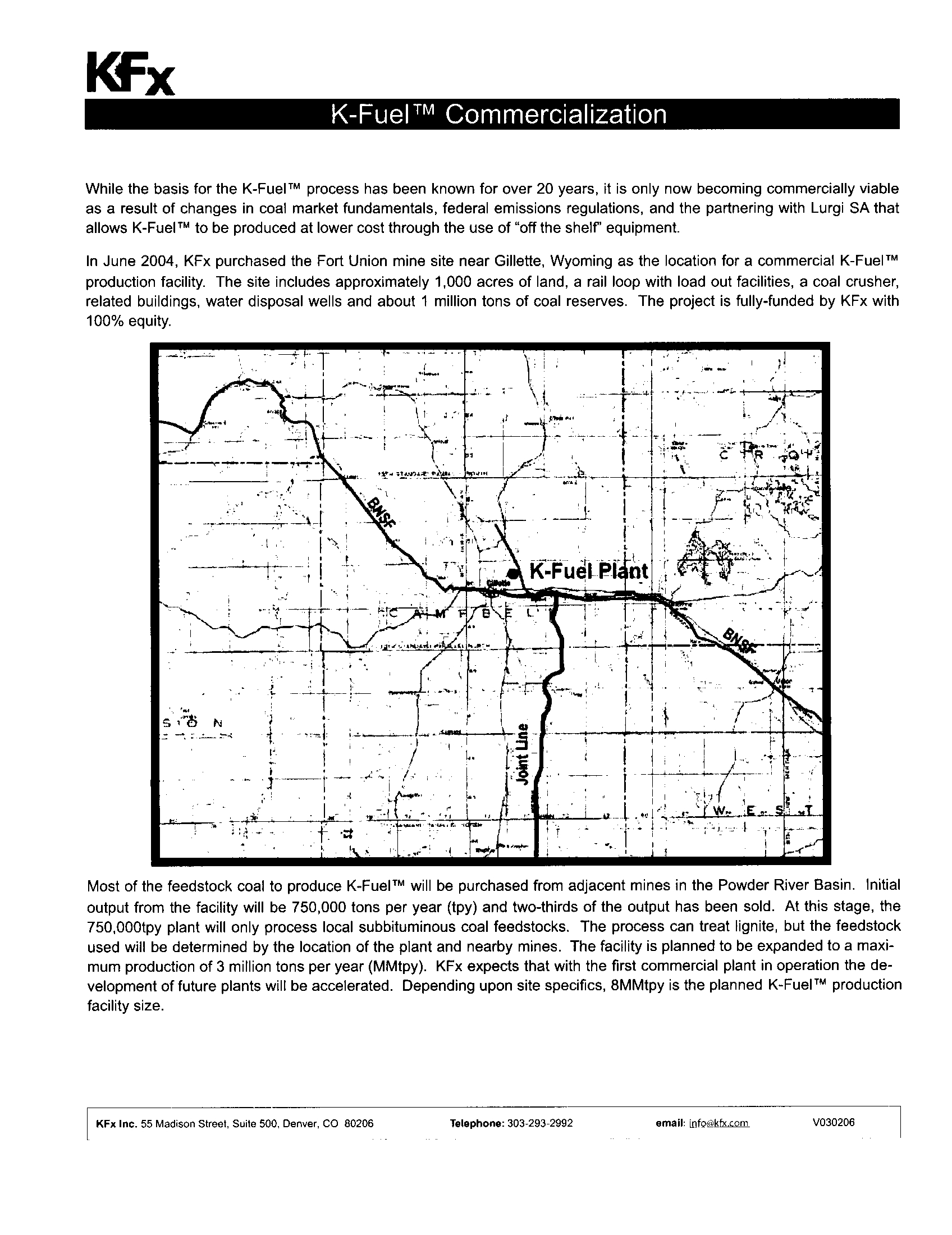
K-FueI TM Commercialization
While the basis for the K-FueI TM process has been known for over 20 years, it is only now becoming commercially viable
as a result of changes in coal market fundamentals, federal emissions regulations, and the partnering with Lurgi SA that
allows K-FueI TM to be produced at lower cost through the use of "off the shelf' equipment
.
In June 2004, KFx purchased the Fort Union mine site near Gillette, Wyoming as the location for a commercial K-FueITM
production facility . The site includes approximately 1,000 acres of land, a rail loop with load out facilities, a coal crusher,
related buildings, water disposal wells and about 1 million tons of coal reserves
. The project is fully-funded by KFx with
100% equity.
Most of the feedstock coal to produce K-FueI
TM will be purchased from adjacent mines in the Powder River Basin . Initial
output from the facility will be 750,000 tons per year (tpy) and two-thirds of the output has been sold
. At this stage, the
750,000tpy plant will only process local subbituminous coal feedstocks
. The process can treat lignite, but the feedstock
used will be determined by the location of the plant and nearby mines
. The facility is planned to be expanded to a maxi-
mum production of 3 million tons per year (MMtpy) . KFx expects that with the first commercial plant in operation the de-
velopment of future plants will be accelerated . Depending upon site specifics, 8MMtpy is the planned K-FueI
TM production
facility size .
KFx Inc. 55 Madison Street, Suite 500, Denver, CO 80206
Telephone : 303-293-2992
email : IOfoLkix
corn
V030206
Kfx
How Much Does K-FueI TM Cost
K-FueIT" will be sold by the ton as any coal product into higher value-added markets . Total operating costs, including the
feedstock, are estimated to be $23-26 per ton of K-FuelTM produced (when coal-fired boilers are used) . KFx projects that
K-FueI TM
will be sold at a price competitive with other high BTU, low sulfur coals, such as Central Appalachian coal .
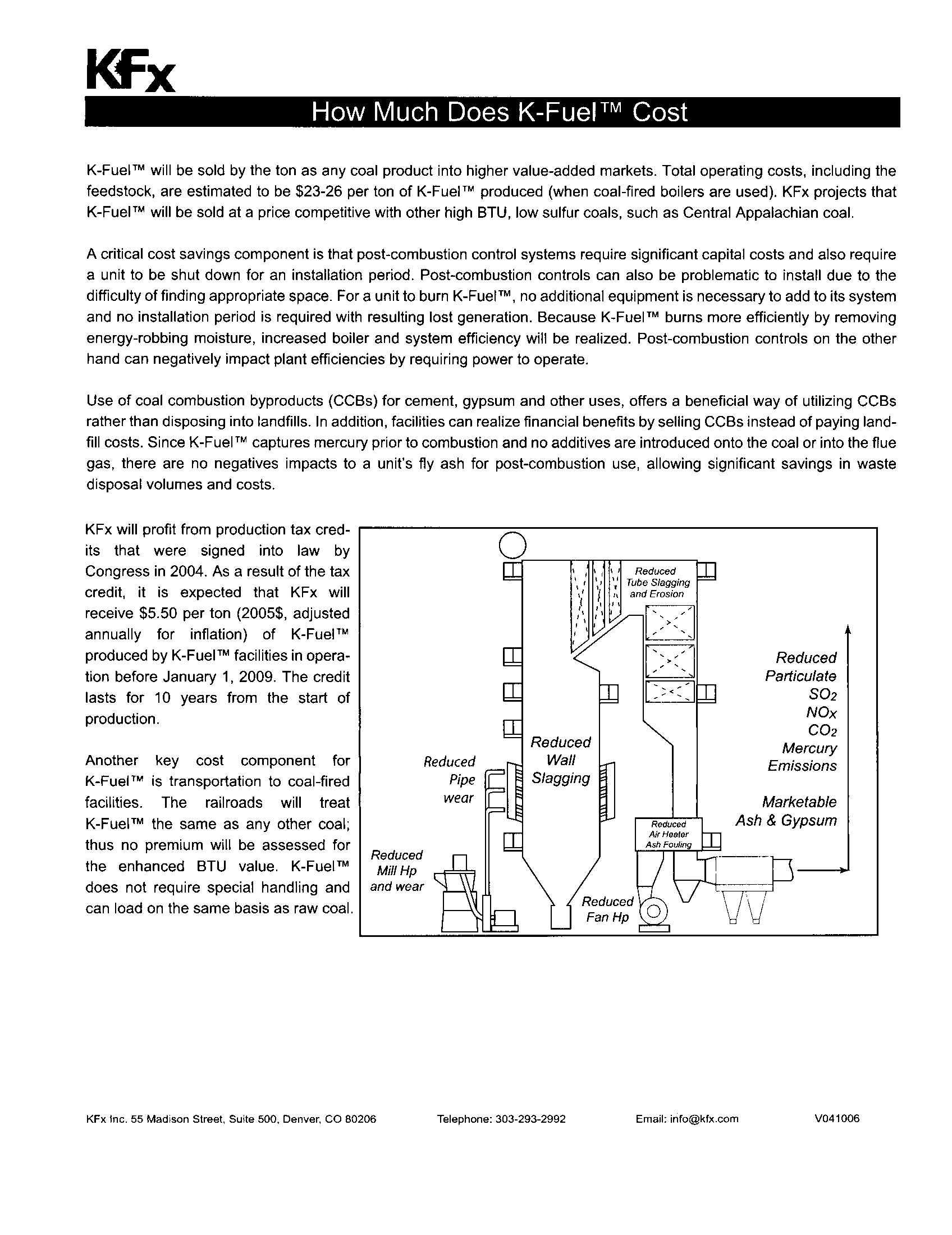
A critical cost savings component is that post-combustion control systems require significant capital costs and also require
a unit to be shut down for an installation period . Post-combustion controls can also be problematic to install due to the
difficulty of finding appropriate space . For a unit to burn K-FueITM, no additional equipment is necessary to add to its system
and no installation period is required with resulting lost generation . Because K-FueI TM burns more efficiently by removing
energy-robbing moisture, increased boiler and system efficiency will be realized . Post-combustion controls on the other
hand can negatively impact plant efficiencies by requiring power to operate .
Use of coal combustion byproducts (CCBs) for cement, gypsum and other uses, offers a beneficial way of utilizing CCBs
rather than disposing into landfills . In addition, facilities can realize financial benefits by selling CCBs instead of paying land-
fill costs . Since K-FueITIM captures mercury prior to combustion and no additives are introduced onto the coal or into the flue
gas, there are no negatives impacts to a unit's fly ash for post-combustion use, allowing significant savings in waste
disposal volumes and costs .
KFx will profit from production tax cred-
its that were signed into law by
Congress in 2004 . As a result of the tax
credit, it is expected that KFx will
receive $5 .50 per ton (2005$, adjusted
annually for inflation) of K-Fuel TM
produced by K-FueI TM facilities in opera-
tion before January 1, 2009
.
The credit
lasts for 10 years from the start of
production
.
Another key cost component for
K-Fuel TM is transportation to coal-fired
facilities . The railroads will treat
K-FueI TM the same as any other coal ;
thus no premium will be assessed for
the enhanced BTU value . K-Fuel TM
does not require special handling and
can load on the same basis as raw coal .
KFx Inc . 55 Madison Street, Suite 500, Denver, CO 80206
Reduced
Particulate
S02
NOx
C02
Mercury
Emissions
Marketable
Ash & Gypsum
Telephone : 303-293-2992
Email : info@kfx .co m
V041006