BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN
THE MATTER OF:
NITROGEN OXIDES EMISSIONS FROM
VARIOUS SOURCE CATEGORIES:
AMENDMENTS TO 35 ILL. ADM. CODE
PARTS
211 AND 217
)
)
)
)
)
)
R08-19
(Rulemaking - Air)
NOTICE
TO:
John Therriault
Assistant Clerk
Illinois Pollution Control Board
James
R. Thompson Center
100 West Randolph St., Suite 11-500
Chicago, IL 60601
SEE ATTACHED SERVICE LIST
PLEASE TAKE NOTICE that I have today filed with the Office of the Clerk ofthe
Illinois Pollution Control Board the ILLINOIS ENVIRONMENTAL PROTECTION
AGENCY'S ANSWERS TO PRE-FILED OUESTIONS
BY THE ILLINOIS
ENVIRONMENTAL REGULATORY GROUP, a copy
of which is herewith served upon you.
ILLINOIS ENVIRONMENTAL
PROT~7ION
AGENCY
By:r:j;}C
~
Gina Roccaforte
Assistant Counsel
Division
of Legal Counsel
DATED: September 30, 2008
1021 North Grand Avenue East
P.
O. Box 19276
Springfield, IL 62794-9276
217/782-5544
,
THIS FILING IS SUBMITTED
ON RECYCLED PAPER
Electronic Filing - Received, Clerk's Office, September 30, 2008
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
IN THE MATTER OF:
NITROGEN OXIDES EMISSIONS FROM
VARIOUS SOURCE CATEGORIES:
AMENDMENTS TO
35 ILL. ADM. CODE
PARTS
211 AND 217
)
)
)
)
)
)
R08-19
(Rulemaking - Air)
THE ILLINOIS ENVIRONMENTAL PROTECTION AGENCY'S ANSWERS TO .PRE-
FILED QUESTIONS BY THE ILLINOIS ENVIRONMENTAL REGULATORY GROUP
NOW COMES the llIinois Environmental Protection Agency ("Illinois EPA"), by its
attorneys, and pursuant to the Hearing Officer's Order dated June 12,2008, respectfully submits
the Illinois EPA'sAnswers to the Pre-Filed Questions by the Illinois Environmental Regulatory
Group:
1.
The Technical Support Document, at page 5, and again at page 38, describes the NOx
reductions that could be achieved by switching to other fuels. In formulating its proposed
rule, did the Agency intend to force affected sources
to switch fuel sources to achieve
compliance?
It
is not the intent ofthe Illinois EPA to force affected sources to switch fuels. The
information provided on page 5 ofthe TSD is general information regarding NOx
emissions generated from the combustion
of different fuels.
a.
To what extent does the Agency expect fuel switching will be required to achieve
compliance?
Fuel switching is an option for industries to consider. The Illinois EPA
believes
that industries will determine the most cost effective approach to
compliance.
b.
To what extent did the Agency consider the availability of alternative fuels?
The Illinois
EPA considers the fuels mentioned on page 5 to generally be
available, although we have not performed a source-specific review.
c.
Does the Agency believe that it is technically and economically feasible for a
coal-fired boiler to be converted
to used oil or natural gas?
Such conversions
are technically feasible and have been implemented in
Illinois.
The feasibility of such conversions is an economic issue based on the
cost
of conversion and the relative costs of coal, natural gas, and oil.
Electronic Filing - Received, Clerk's Office, September 30, 2008
d.
Would such a converted boiler then be subject to the more stringent NOx
emissions limits applicable to oil and gas boilers?
That is not the Illinois EPA's intent. The converted boiler would be subject
to the emission limit based on the fuel used
prior to conversion, provided that
the conversion occurs after the effective date of this rule.
2.
Table 2-la of the Technical Support Document, at page 6, lists the "Emissions
Requirements
ofProposed Industrial and Small EGU Boilers RACT Rule." Has the
Agency made any determination
as to whether the Illinois units affected by this proposed
rule can achieve the emissions limits listed in this table?
The Illinois
EPA believes that control technologies needed to comply with this
proposal
are reasonably available and cost effective.
3.
Did the Agency consider the federally approved NOx RACT emission limits from other
states for similar affected units when it formulated its proposal?
Yes.
4.
The Agency's Technical Support Document, at page 12, states that circulating fluidized
combustion boilers range in size
up to 1,075 mmBtu/hour. Is the Agency aware that the
largest such boiler affected by this rule is nearly twice that size, and that there are other
such boilers which are greater than 1,075 mmBtulhour?
The number being referred to was intended to describe "typical" sizes for industrial
boilers. As noted below on
that page, CFBs are larger, especially for utility boilers.
The largest CFB boilers in the world currently in operation
are on the order of 300
MW, or about 3,000 MMBtu/hr.
a.
Were the above mentioned large boilers considered in determining the emission
limits contained in the proposal?
Yes. CFBs, even large ones,
are capable of achieving under 0.10 IbIMMBtu.
5.
Table 2-2: Data from Cleaver-Brooks Study, on page 14 ofthe Technical Support
Document, provides information on NOx emission rates for gas-fired boilers
predominately in the size range
of 7 to 33 mmBtu/hour (one boiler had a size of 89
mmBtu/hour).
It
is IERG's understanding that the Agency is not proposing to establish
NOx emission limits for gas-fired boilers in the size range
ofless than, or equal to, 100
mmBtulhour.
Is this correct?
Yes.
a.
If so, how was the data in this table used to inform the Agency in the setting of
NOx limits for gas-fired boilers larger than 100 mmBtu/hour?
2
Electronic Filing - Received, Clerk's Office, September 30, 2008
The information on Tables 2-2 and 2-3 (from the same source) was not used
directly
to assist in forming an opinion on the emission limits for boilers
larger than 100 MMBtu/hr, because there is other data that refers to boilers
larger than 100 MMBtu/hr. However, the data in these tables aud in the
reference document has implications for such boilers (especially gas and oil
fired). Certainly,
it demonstrates that the emissions limits of the proposed
rule
are technically feasible. One of the units on Table 2-2 is of a size
approaching 100 MMBtu/hr. And, it
is generally more difficult to achieve
low emissions on a smaller boiler, as
there is often less space available for
modification of combustion controls. As shown on the table, the lowest
emissions
are achieved by the largest boilers. In fact, the reference cited has
a longer list
of retrofits than shown in the TSD, and includes a retrofit much
larger than 100 MMBtu/hr that achieves emissions levels below 0.01
IblMMBtu on gas (see #23 which is a retrofit
of a 184 MMBtu/hr boiler).
See, Attachment 8 to the TSD. So, this
data certainly demonstrates that the
emission limits in the rule are technically feasible.
In fact, as cited in this
reference document by
Mr. Willems, the Vice President of Product
Development for Cleaver Brooks, other locations have adopted emission
limits
far stricter than what is proposed in Illinois:
"Finally, the San Joaquin area air district in CA took this approach about two
years ago
and reduced their limits to
<9
ppm NOx (O.OllbIMMBtu) for boilers
over
20 MM BTUlhr and
<15
ppm NOx (0.02 IbIMMBtu) for boilers between
2MM BTUlhr and <20 MM BTUlhr. They malldated that
25%
ofthe boiler
population was required to comply with these
new regulations each year. They
are currently in year two
ofthis program with over (50) units completed and
ozone reductions have occurred. "
b.
What is the averaging time for the emission rates shown in Table 2-2?
These were stack tests.
c.
Does the emission data depicted
in
Table 2-2 represent stack test results? If so,
what was the load capacity
ofthe boilers at the time of testing?
Yes. Flowrates for each stack test
are shown on the table.
d.
How much flue gas recirculation was incorporated into each of the boilers listed
in Table 2-2?
As noted in the response to Question Sa, the Table
2-2 information is
referenced in the TSD. We do not have unit by unit information on FGR.
FGR was likely in use for most or all of the units at or below 12 ppm. But,
we cannot be certain
of this without additional information.
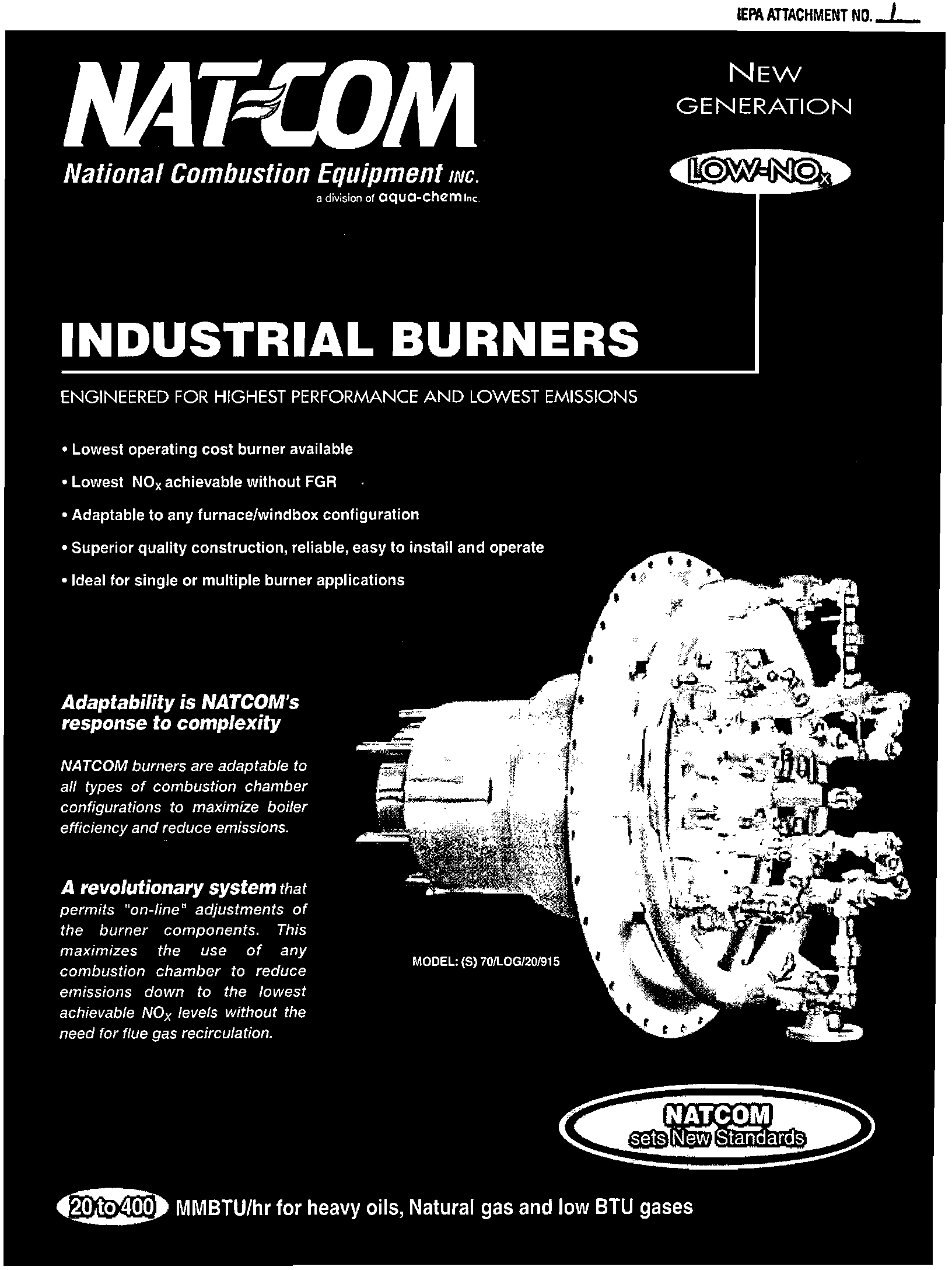
However, to comply with the emissions levels proposed in
the rule on gas
units - 0.080 Ib/MMBtu
(or about 60 ppm) - FGR should not be necessary.
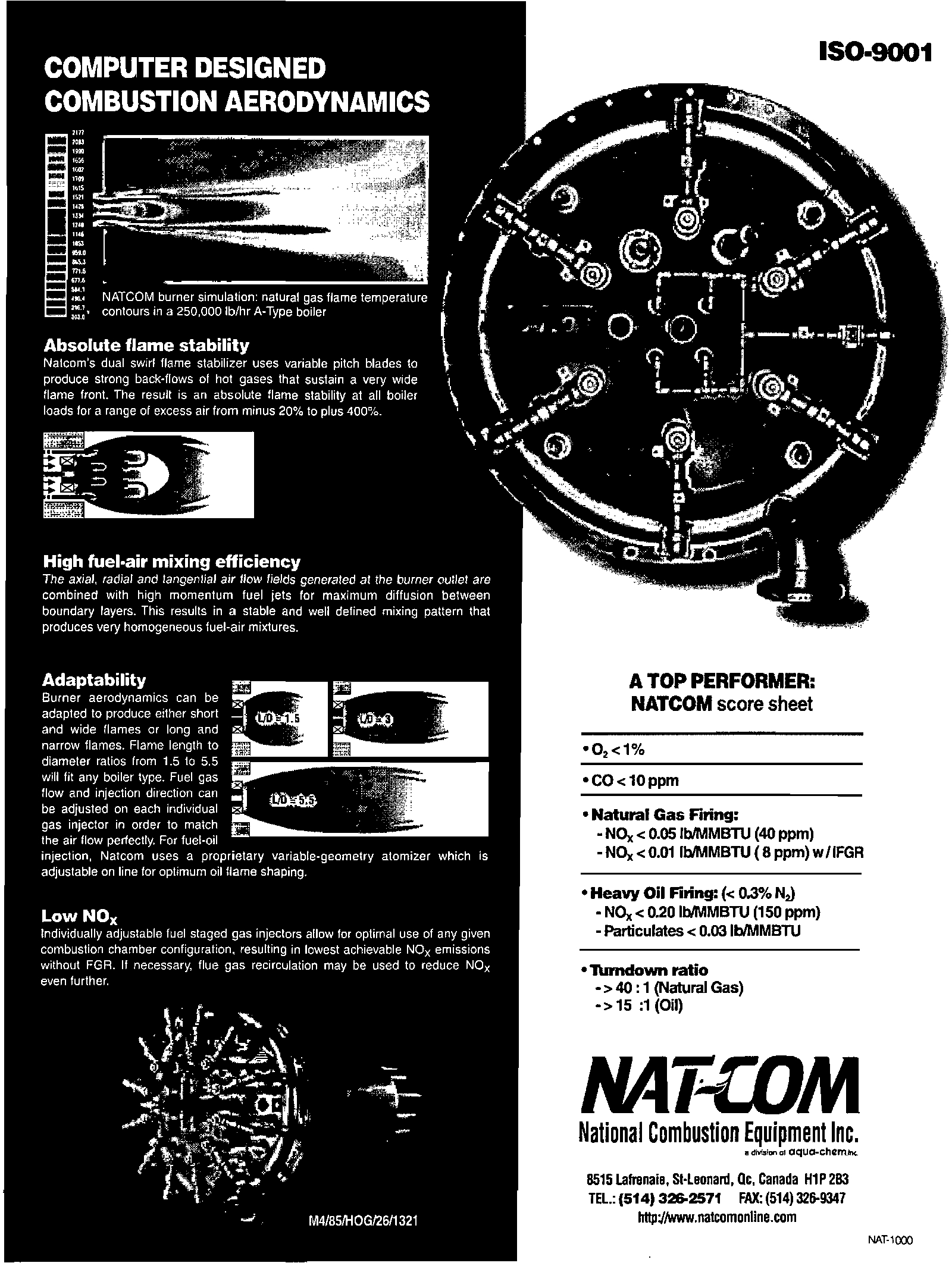
The NATCOM
burners that are referenced in Attachment 8 to the TSD are
3
Electronic Filing - Received, Clerk's Office, September 30, 2008
capable of under 0.05 lb/MMBtu without FGR, as shown in the attached
brochure (Attachment 1). This
is typical of the performance of burners from
other manufacturers as well.
e.
The paragraph that precedes Table 2-2 (the last paragraph on page 13 ofthe
Technical Support Document) states that Table 2-2 shows that low NOx levels
can be maintained through "proper planning
of boiler configuration." Since the
Agency'sproposed rule applies
to existing boilers, for which boiler configuration
modifications can be somewhat restricted, could
you please describe the boiler
configuration changes that were incorporated into the boilers shown in Table 2-2?
The retrofits included replacement
ofthe burner.
In
many cases the burner
quarl would need to be replaced or modified. Many of these burners have
induced FGR,
and therefore, may not require ductwork modifications. As
noted in the answer to Question 5d, more detailed information is not
available.
6.
Table 2-5, on page 18 of the Agency'sTechnical Support Document, is identified as
representing "uncontrolled" NOx emissions. Does the "Uncontrolled NOx Range"
include newer boilers with some NOx control incorporated
in
their design?
The table
is from the 1994 Alternative Control Techniques Document, NOx
Emissions from Industrial/CommerciaI/lnstitutional (ICI) Boilers,
and represents
uncontrolled emissions
as stated in that document. Due to the date of that document
(over 10 years ago), the "baseline" emissions would not represent the capabilities of
current low NOx burner technology even if the burners were called "low NOx
burners" at that time.
a.
How did the Agency utilize the "uncontrolled" ranges listed in Table 2-5 in
establishing its proposed RACT limits?
These are exemplary of "baseline" control levels
and might be useful in
providing baseline control emission rates when calculating cost
of control in
$/ton of NOx reduced.
b.
Has the Agency relied
on a percent reduction target from "uncontrolled" levels in
establishing its NOx RACT emission limits?
Yes and no. For post-combustion technologies, these are generally "percent
reduction" limited,
at least to a point. Combustion controls may be
characterized by percent reduction. However, they are probably best
characterized by their control level in
ppm or lblMMBtu thau
in
terms of
percent reduction. The emission rate targets were established by examining
what has been achieved
on similar units with technologies that are within the
cost range ofRACT.
In
most cases, combustion technology should be
adequate. However, it is understood
that in some cases post-combustion
technology may be determined
to be preferable or necessary.
4
Electronic Filing - Received, Clerk's Office, September 30, 2008
7.
Table 2-12b, on page 31 of the Technical Support Document, presents "Statistics
Regarding Performance
of Industrial Boiler Types Equipped with Ammonia SNCR." Has
the Agency evaluated the coal-fired stoker boilers used
in Illinois in relation to the
stokers included in Table 2-12b in terms
ofboiler design, fuel type, and ammonia slip in
order to evaluate their comparability?
Detailed review
of each boiler in Illinois was not done and was not viewed to be
necessary. SNCR has been shown to be effective on a large
number of stoker
boilers. Therefore, a "case-by-case" review was unnecessary.
8.
On page 33 of the Agency's Technical Support Document, the statement is made that"'"
SCR is viewed as technically feasible for nearly any coal application." Does the Agency
believe that SCR is technically feasible for fluid bed boilers?
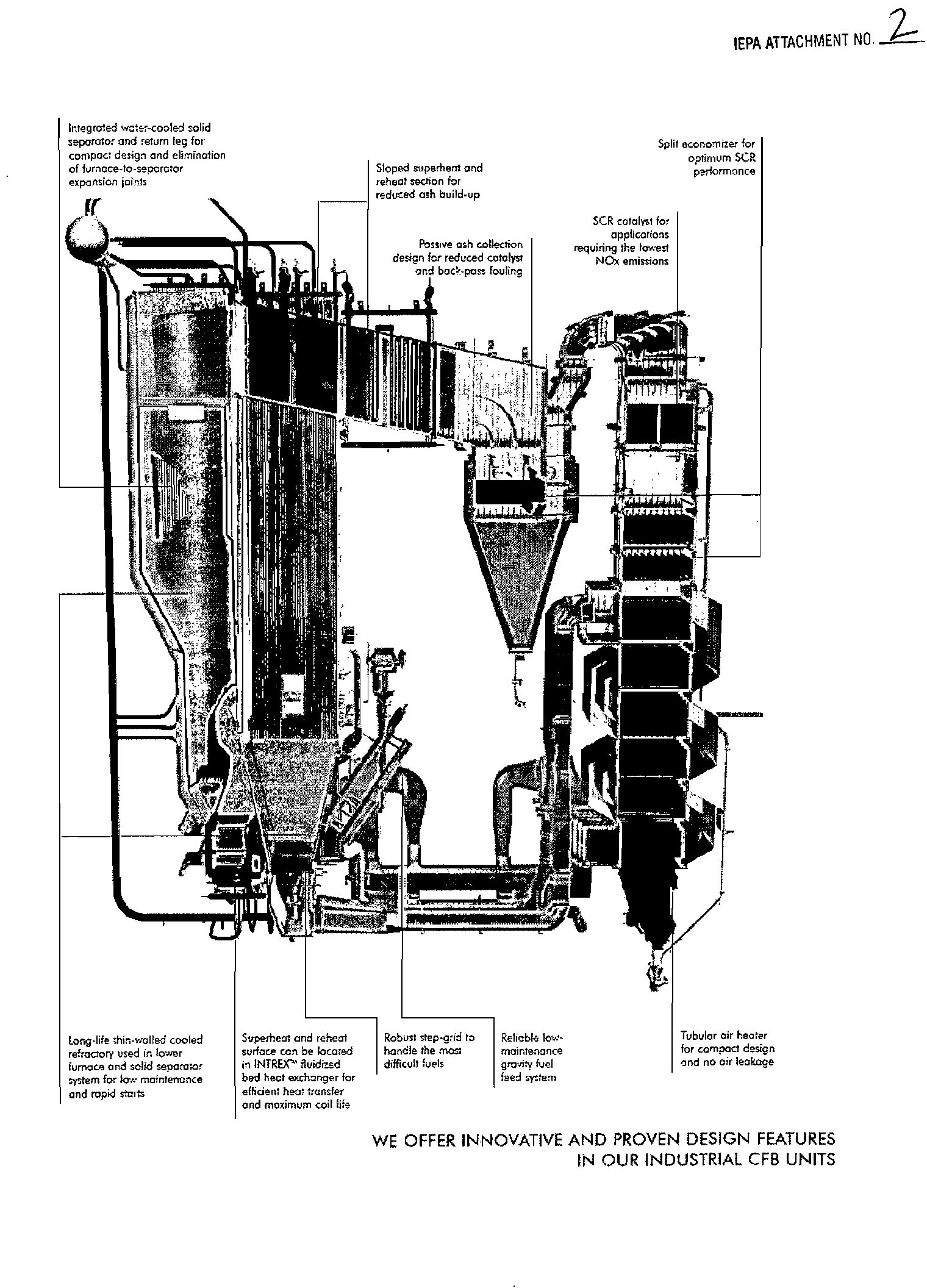
SCR is technically feasible on CFB boilers, but would be unnecessary for
compliance with this rule.
SCR is generally not used on CFB boilers because much
less expensive options
are available, such as SNCR, to comply with existing
regulations. The figure set forth
at Attachment 2 is from a brochure by Foster
Wheeler - a manufacturer
of CFB boilers - that shows SCR installed on an
industrial CFB boiler. The complete brochure
is provided as Attachment 3.
a.
Does the Agency believe that SCR is feasible on all stoker boilers?
SCR is technically feasible on stoker boilers. However, it is generally not
used because, like CFB boilers, stoker boilers have much less costly options
for control.
b.
Do the Agency's proposed NOx emission limits for stoker boilers assume that
SCR is a feasible option?
We do not expect
that a stoker boiler would select SCR for compliance with
this rule because there
are less costly options, such as combustion controls
and SNCR. However, as noted in the answer to Question 8a,
SCR is
technically feasible on stoker boilers.
c.
What information did the Agency rely upon in determining that SCR is
technically feasible on a broad range of rCI boiler types and sizes?
It
is important to distinguish between technical feasibility and cost. SCR has
been applied to a
broad range of boiler types - coal, natural gas, oil. SCR
can be applied to any combustion source with an available temperature
range (or where the temperature range can be made available). However,
the cost
of applying SCR technology will vary by source type. The selection
of SCR or any other control technology for NOx reduction on a specific
source will depend upon the cost
of applying SCR to that source and the
costs
of other options that are available for that source. As a result, becanse
other less-expensive options
are available, SCR is not in use on some source
types although it is technically feasible to apply it to them,.
5
Electronic Filing - Received, Clerk's Office, September 30, 2008
9.
Has the Agency performed any analyses of Illinois facilities to determine the potential
cost of this rule?
A total cost was not estimated for tbe TSD. However, tbis rule was developed witb
tbe intent of keeping tbe cost of NOx reductions generally at or below $3000/ton.
10.
Has the Agency gathered or reviewed any information from the last 3 years for costs of
NOx retrofit controls for facilities in Illinois or similar to those in Illinois?
Yes, in fact escalation was applied to some of tbe cost estimates, particularly for
SCR as described on page 36 of tbe TSD.
11.
The Agency's Technical Support Document includes NOx emission limits for categories
of emission units that do not, or likely never will, exist in the area covered by this rule.
What is the purpose for including these limits?
Tbere is no basis for tbe claim tbat certain emission units "likely never will exist."
Tbe TSD acknowledges tbat tbere are no cement kilns in tbe current NAA
boundaries, and tbat tbe only aluminum melting furnace in tbe Cbicago area is not
currently operating. To our knowledge, tbe aluminum melting furnace bas not been
dismantled, so it is possible tbat tbe current, or a potential future owner, may intend
to operate the furnace in tbe future. Regarding cement kilns, it sbould be noted tbat
USEPA bas indicated tbat it will designate Massac County, wbere tbere is an
existing cement kiln, as non-attainment for PM2.5 in December 2008.
12.
Does the Agency intend its definition of "industrial boiler" (see Section 211.3 100, and
Sections 217.160 to 166 of the proposed rule) to include cogeneration units and/or heat
recovery steam generators that capture waste heat from turbines or engines?
Yes.
a.
If so, has the Agency performed any analysis to determine the technical feasibility
and cost for cogeneration units and/or heat recovery steam generators to comply
with its proposed rule?
No.
13.
Does the Agency intend its definition of "industrial boiler" (see Section 211.3 100, and
Sections 217.160 to 166 of the proposed rule) or "process heater" (see Section 211.5195,
and Sections 217.180 to 186 of the proposed rule) to include gas-fired chillers that
provide cooling for either processes or occupied spaces?
If
refrigerant is beated directly by gas firing, it is a process beater.
a.
If so, has the Agency performed any analysis to determine the technical feasibility
and cost for such gas-fired chillers to comply with its proposed rule?
6
Electronic Filing - Received, Clerk's Office, September 30, 2008
No separate analysis was performed, but the Illinois EPA believes that the
technical feasibility
and cost for gas-fired chillers should be similar to
process heaters
and industrial boilers.
14.
The Statement ofReasons, at pages 7-8, states that the NOx RACT State Implementation
Plan was required
to be submitted to the USEPA by September 15, 2006. And further,
that the date for affected sources to comply with the emissions limitations
in
the proposed
rule
is May 1, 2010.
a.
Based on the federal requirement for the NOx RACT SIP submittal, when does he
USEPA require that NOx RACT be implemented?
USEPA required
that NOx RACT be implemented no later than May 1,
2009.
b.
What is the basis for the Agency's selection of May 1,2010 as the compliance
date?
Given the delay in developing this proposal, and in response to concerns
expressed by stakeholders, the Illinois EPA has proposed to delay
implementation for one year after USEPA's required implementation date.
c.
In
the Agency's deliberations regarding the technical feasibility and cost of
compliance for this rule, was any consideration given to the amount oflead-time
necessary for various industries to plan, design, construct and test the emission
control technologies envisioned by this proposed rule?
The Illinois EPA believes
that stakeholders have already had ample time to
plan and design the control measures needed to comply with this proposal
since they have been aware
of it for several years. Depending on the
duration
ofthe rulemaking process, there mayor may not be sufficient time
to obtain the necessary permits and construct the control equipment. The
Illinois EPA
is willing to discuss specific hardships posed by the compliance
deadlines should they,
in
fact, occur.
d.
Does the Agency believe that the amount of time from rule promulgation to the
compliance date has a significant bearing on the ultimate cost and feasibility
of
compliance?
The Illinois EPA does not believe
that the compliance date will, in general,
impose a significant cost impact to most industries, although the Illinois EPA
is willing to discuss options with companies that are unduly impacted by the
proposed compliance date.
e.
Is the concept of "Reasonably Available" a factor of the compliance date such that
the technical options and economic cost for Reasonably Available Control
Technology would be dependent on the amount
of time between rule
promulgation and compliance?
7
Electronic Filing - Received, Clerk's Office, September 30, 2008
"Reasonably available" is not a factor influenced by the compliance date.
The Illinois EPA is willing to discuss compliance options with companies that
will have difficulty complying by the proposed compliance date.
15.
Section 217.158
ofthe proposed rule describes the Emissions Averaging Plans.
It
is
IERG's understanding that the Agency is not allowing emission units into an averaging
plan
ifthey commenced operation after January 1, 2002, unless they are deemed to be a
"replacement unit." Is this correct?
Yes.
a.
What is the basis for the Agency's determination to exclude such units?
USEPA has established 2002 as the base year for planning purposes for
implementation ofthe ozone and PM 2.5 NAAQS. USEPA used air quality
data from that time period to establish which areas would be designated as
nonattainment. Since air quality levels in the Chicago and Metro-East areas
violated the NAAQS in 2002, the Illinois EPA must seek emission reductions
from emission units that were in existence in 2002. Further, Illinois is
required to demonstrate continued progress towards attainment beginning in
the base year, 2002. Units that commenced operation after 2002 cause
emissions to increase above the levels already existing in 2002. The Illinois
EPA must seek reductions from existing sources that yield progress toward
attainment and to compensate for any increases due to the operation of new
emission units.
b.
Has the Agency attempted to assess the impact that such a restriction might have
on environmental decision-making at affected facilities?
It
is the intent of the Illinois EPA that owners and operators of units that
were operating on or before January 1,2002 seek cost effective measures to
reduce NOx emissions from those units.
c.
Has the Agency considered how it will make a determination ofwhether a new
unit constitutes a "replacement unit," especially as emphasis is growing to
improve energy efficiency and reduce greenhouse gasses, thereby making it
unlikely that a "replacement
unit~
would be exactly the "same" as the unites) it
replaces?
For the purposes of emissions averaging under this proposal, a replacement
unit must be essentially the same as the unit it replaces.
16.
Section 217.154 of the proposed regulation sets forth the performance testing
requirements. Both subsections (a) and (b) refer to the date
of emission unit construction
or modification. Could the Agency please clarify what constitutes "constructed on
or
before," and similarly "construction or modification occurs after"? That is, is it the
8
Electronic Filing - Received, Clerk's Office, September 30, 2008
beginning of construction, the completion of construction, the date of issuance of a
construction pennit?
The definitions contained in 35 Ill. Adm. Code
201 and 211 apply to Part 217. See,
35 Ill. Adm. Code 217.103. Accordingly, Section 201.102 defines the term
"construction" as "commencement
of on-site fabrication, erection or installation of
an emission source or of air pollution control equipment," and "modification" as
"any physical change in, or change in the method of operations of, an emission
source
or of air pollution control equipment which increases the amount of any
specified
air contaminant emitted by such source or equipment or which results in
the emission
of any specified air contaminant not previously emitted.
It
shall be
presumed
that an increase in the use of raw materials, the time of operation or the
rate of production will change the amount of any specified air contaminant emitted.
Notwithstanding any other provisions
of this definition, for purposes of permits
issued
pursuant to Subpart D, the Illinois Environmental Protection Agency
(Agency) may specify conditions
under which an emission source or air pollution
control equipment may be operated without causing a modification as herein
defined,
and normal cyclical variations, before the date operating permits are
required, shall not be considered modifications." See, 35 Ill. Adm. Code 201.102.
a.
If the tenns mean the beginning or completion of construction, please define what
constitutes beginning or completion.
See answer to Question 16.
17.
On page 6 of James Staudt'spre-filed testimony, the statement is made that SCR has been
widely used on boilers at industrial facilities.
a.
Could you please provide a representative list of such installations, including the
boiler type, and identify those that were retrofits?
According to my testimony,
"It has been widely used on utility boilers, turbines, diesel engines as well as
industrialfacilities. "
So, the question incorrectly characterizes my testimony. SCR has been used
in numerous gas-fired industrial boilers
and it has been used in refinery
process units, especially
CO boilers.
It
has also been retrofit on hundreds of
coal fired power plants. But, to my knowledge it has not been retrofit on any
solid fuel industrial boilers in the United States because lower cost
approaches
are available.
b.
Also, please identify those that used high-sulfur coal, and those that were stoker
fired boilers.
There
are numerous high sulfur boilers equipped with SCR in the electric
utility industry. In Illinois, the Duck Creek, Dallman,
and Marion plants all
9
Electronic Filing - Received, Clerk's Office, September 30, 2008
have units with SCR and burn high sulfur coal. Numerous other power
plants throughout the United States that fire high sulfur coal are also
equipped with SCR. USEPA's National Electric Energy Data System
(NEEDS) database,
that can be downloaded at
http://www.epa.gov/airmarktlprogsregs/epa-ipm/past-modeling.html.
includes a list of electric utility boilers equipped with both SCRs
and
scrubbers.
It
also shows units with SCR without scrubbers - some firing
high sulfur coal. Those units with wet scrubbers typically fire high
sulfur
coal. Therefore, there is extensive experience with SCR on high sulfur fueled
coal fired boilers.
I
am not aware of any stokers that are equipped with SCR, as stokers
generally have less expensive options to control NOx due to the lower
baseline NOx level, lower temperature combustion
and longer furnace
residence time than pulverized coal units. However,
if the owner of a stoker
boiler chose to use SCR to control NOx, there is no technical reason why they
couldn't,even
if they burned high sulfur coal. But, as previously mentioned,
a stoker boiler owner has other, less-expensive options to reduce NOx and,
therefore, would be very unlikely choose to use SCR.
18.
Does the Agency believe that a >250 mmBtulhour coal-fin;d boiler, using Illinois coal,
can meet a NOx limit
of 0.18 IbslMMBtu without SCR?
Yes, combinations
of combustion controls and SNCR have been shown to be capable
of providing emissions below 0.18 IbIMMBtu, as described in Section 2.3.6 of the
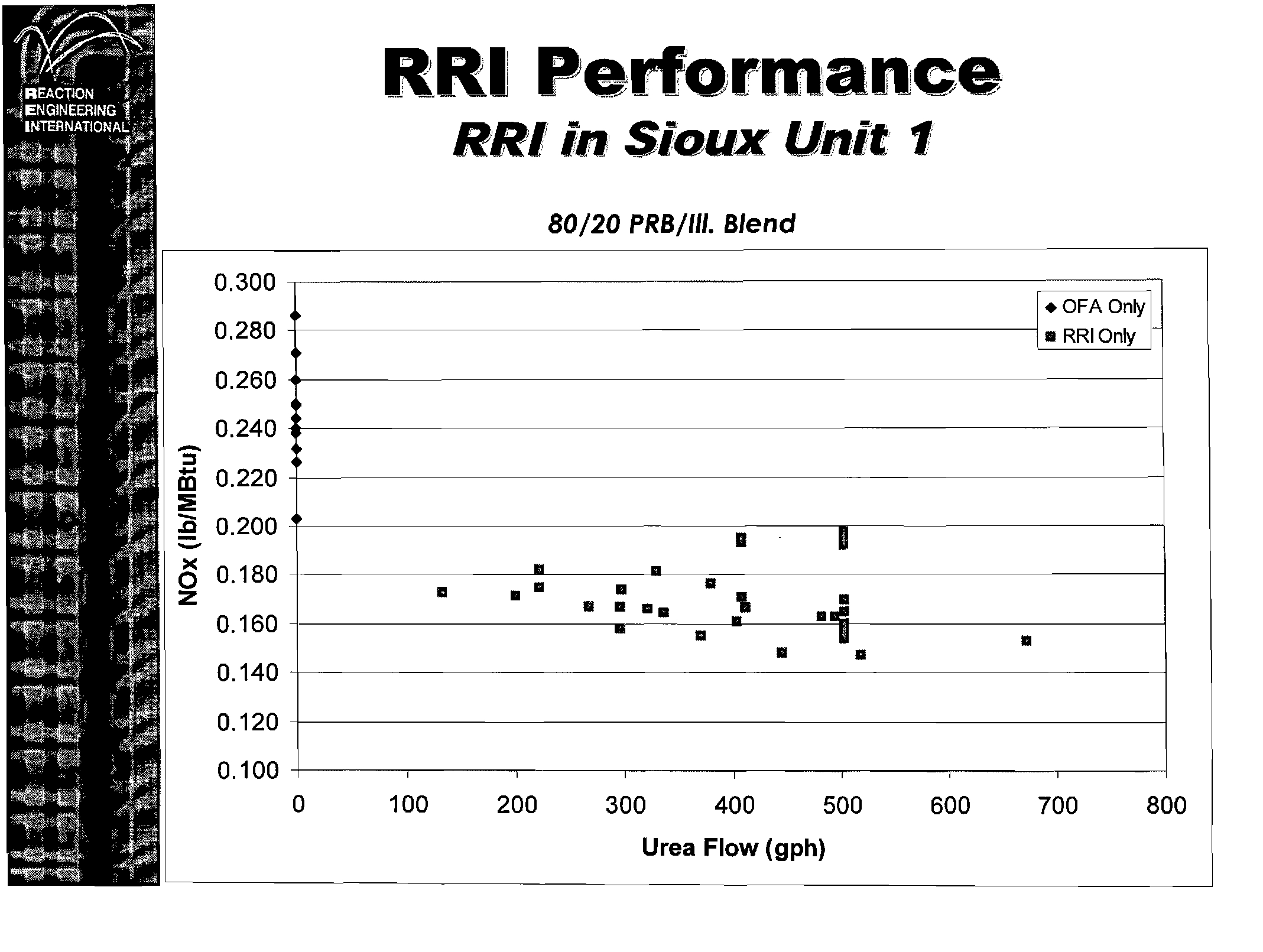
TSD. An example is Ameren's Sioux unit 1, which achieved
under 0.181b1MMBtu
while firing 100% Illinois bituminous coal, as presented
at the Electrical Utilities
Environmental Conference (EUEC),
January 22-25, 2006, in a presentation by
Giesmann, Stuckmeyer, Cremer, Chiodo, Adams,
and Boyle (See Attachment 4).
19.
On page 6 of James Staudt'spre-filed testimony, it is stated that "SCR can and has been
installed to provide NOx reductions
at costs below
$2,500/ton."
a.
What price was used for the cost of ammonia in making this calculation?
In the estimates in F.igures 2-17
and 2-18 of the TSD, $400/ton. Since 17
pounds
of ammonia removes 46 pounds of NOx, the effect of ammonia cost is
that a change in ammonia cost of $100/ton changes the cost of removing NOx
by $37/ton
of NOx. In other words, ifthe cost of ammonia were doubled
from $400/ton to $800/ton, the effect on Figure 2-17 would be to increase cost
by $150/ton
of NOx - a relatively modest shift.
b.
Does this cost include the cost ofreplacement of the boiler's air pre-heater?
Yes, the majority
ofthe boilers that have been retrofit with SCR were utility
boilers
and many of them replaced their air pre-heater.
c.
Does this cost include the cost of a wet electrostatic precipitator?
10
Electronic Filing - Received, Clerk's Office, September 30, 2008
No, because a wet ESP is not necessary. None of the hundreds of coal-fired
SCR retrofits in the United States have required a wet ESP.
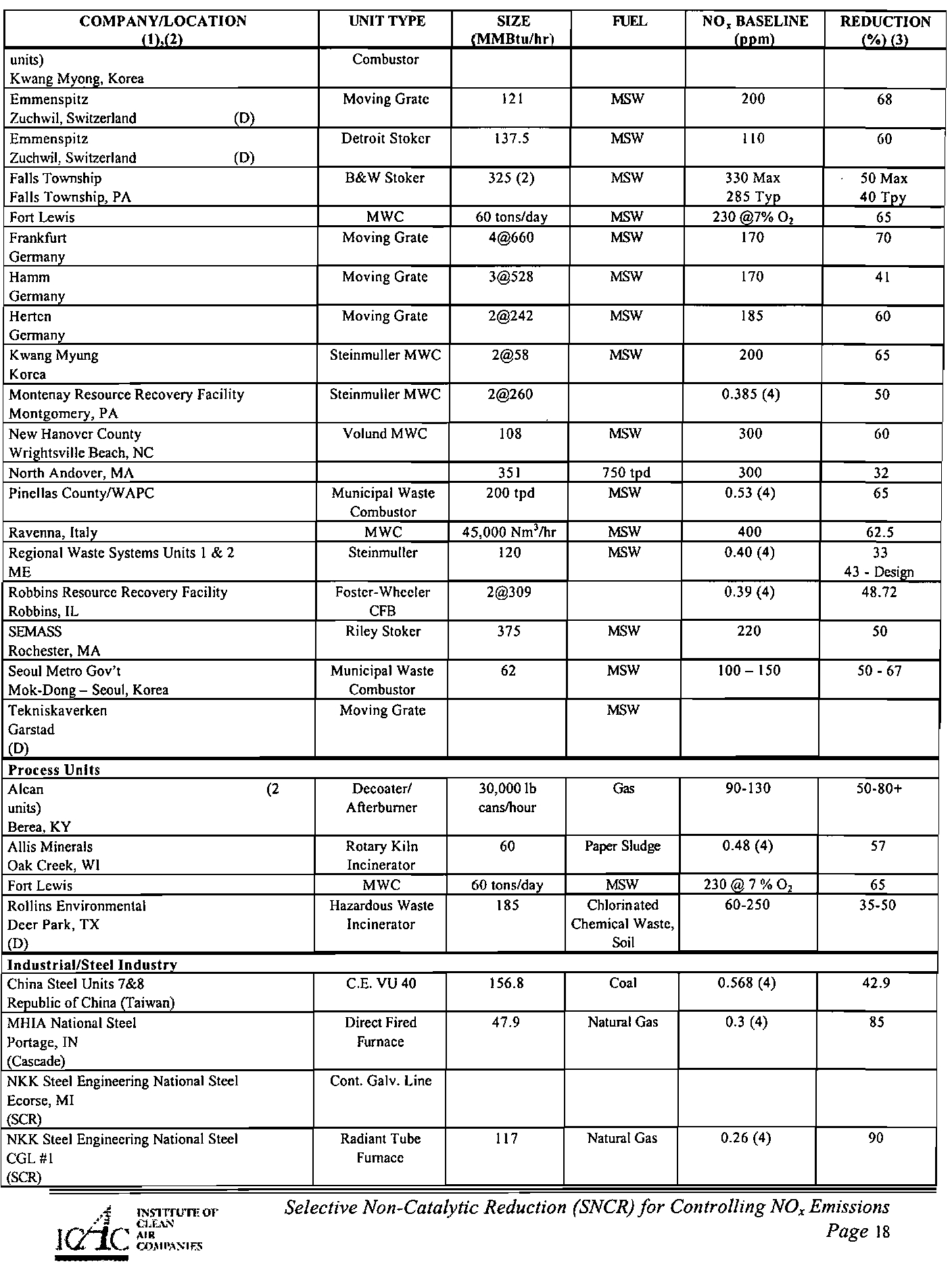
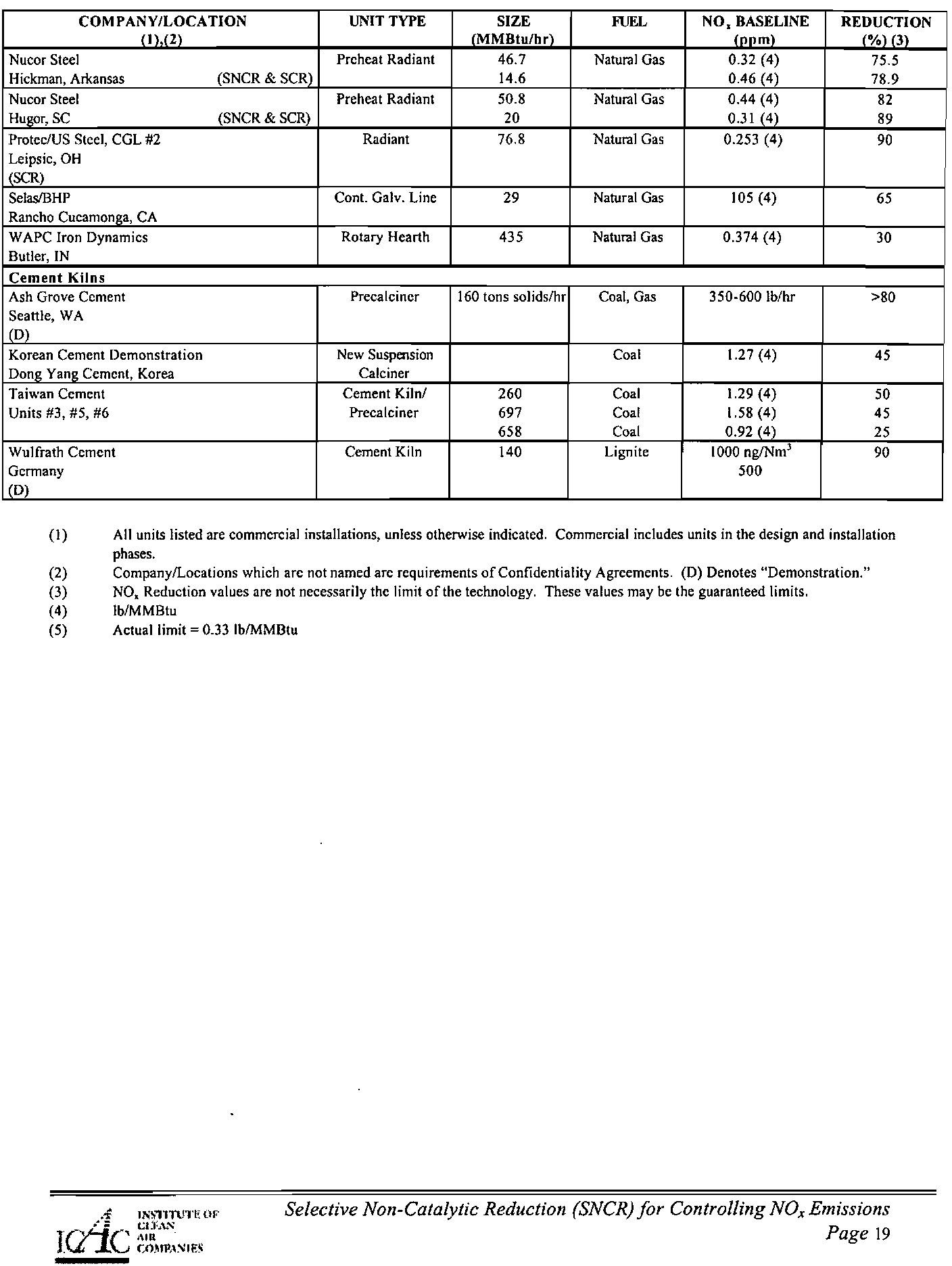
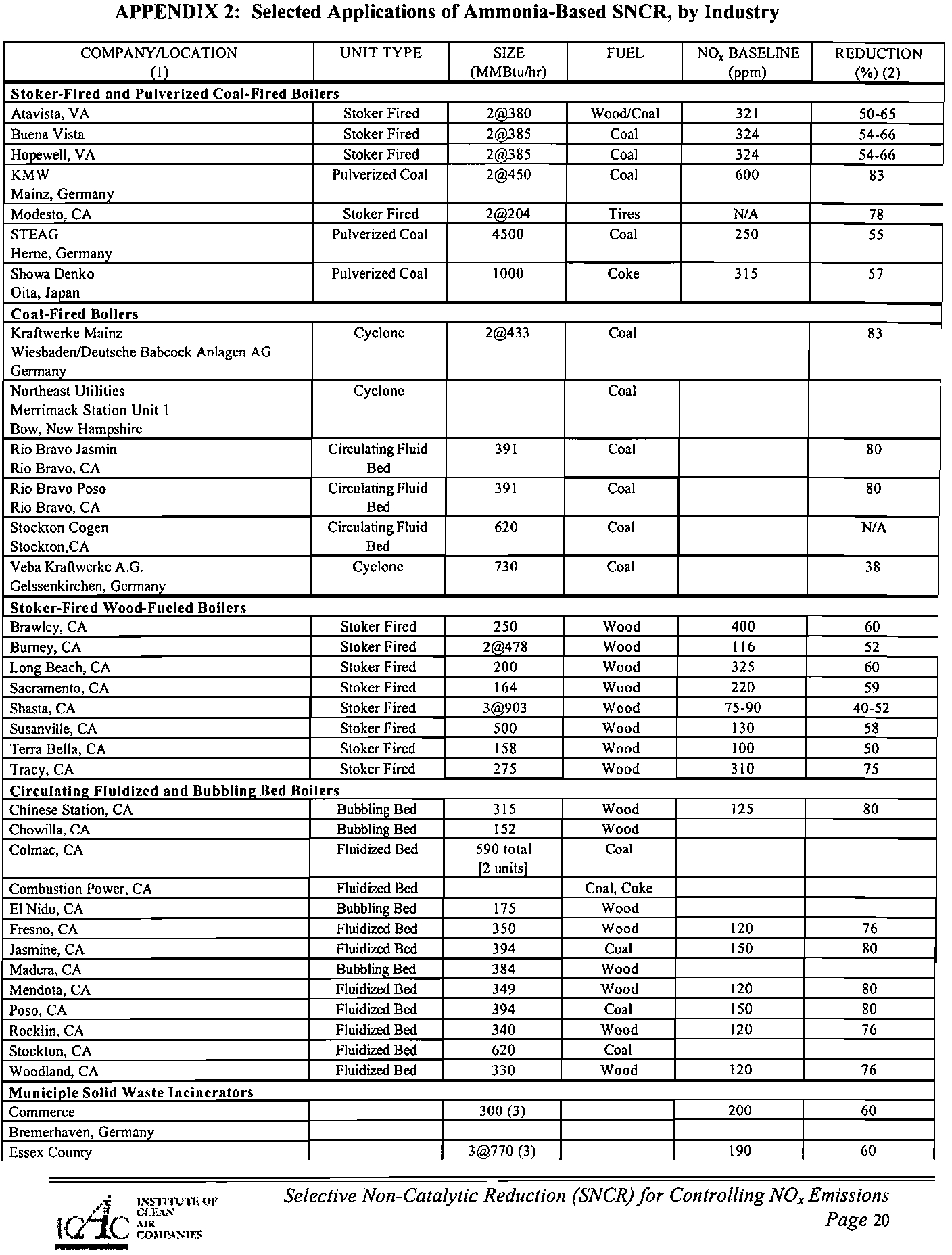
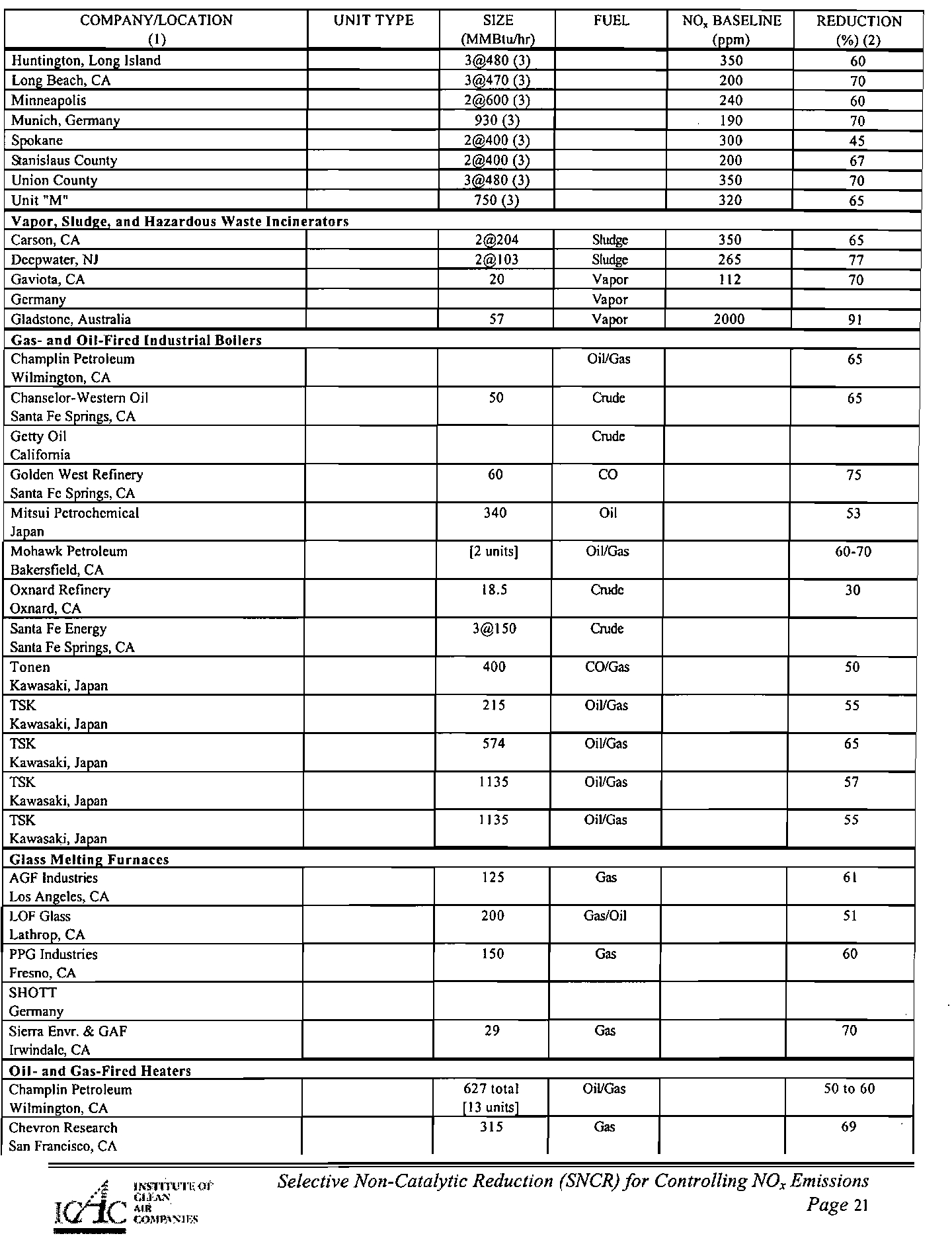
20.
On page 6 of James Staudt's pre-filed testimony, he describes the SNCR technology. Is
the Agency aware of SNCR applications on industrial boilers using high-sulfur coal?
Yes, industrial and utility units that burn high sulfur coal (3 Ib/MMBtu of S02 or
greater) and have used SNCR on a commercial basis include:
•
AES Beaver Valley (PA)
•
AES Greenidge (NY)
•
BL England Station
(NJ)
•
Cinergy Miami Fort 6 (OR)
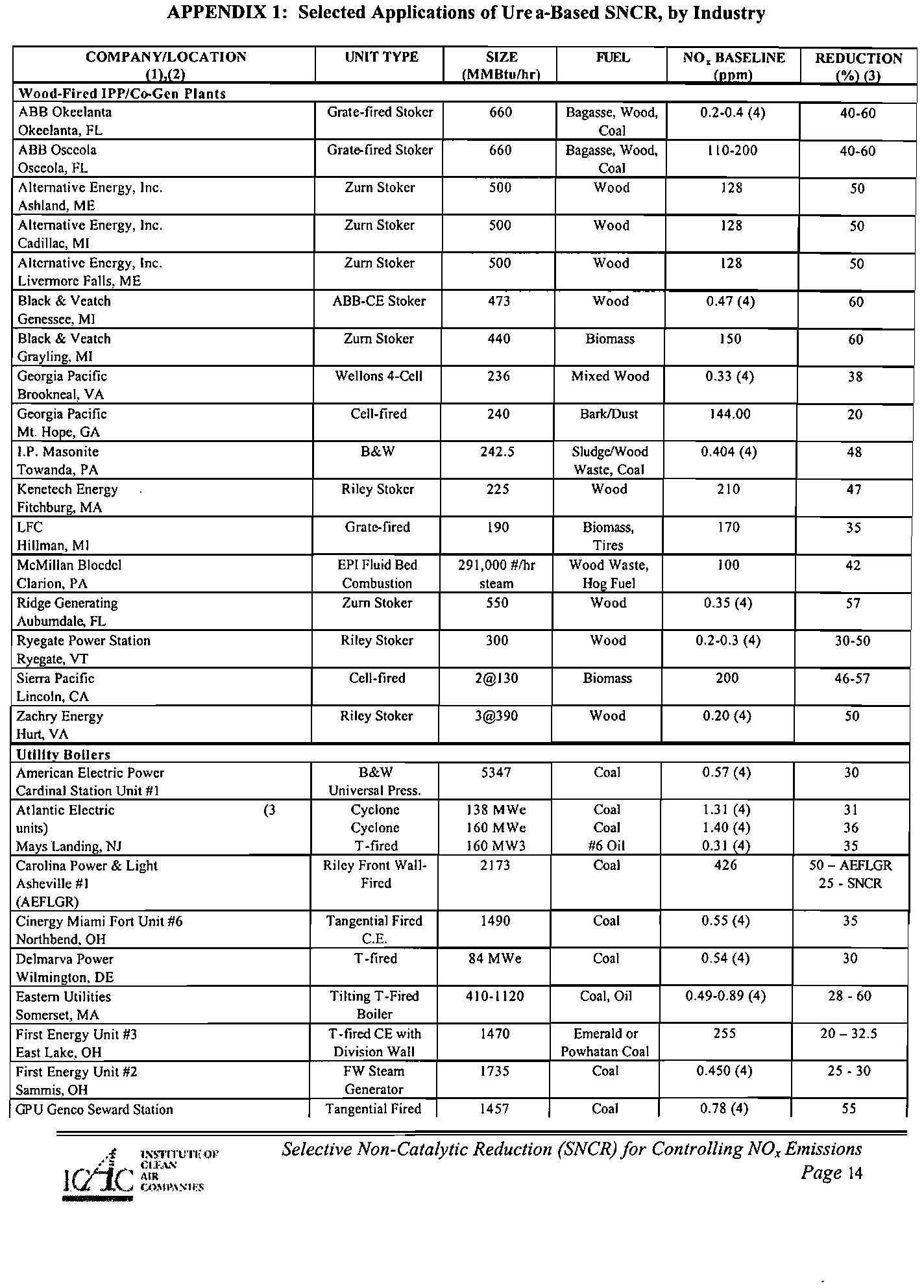
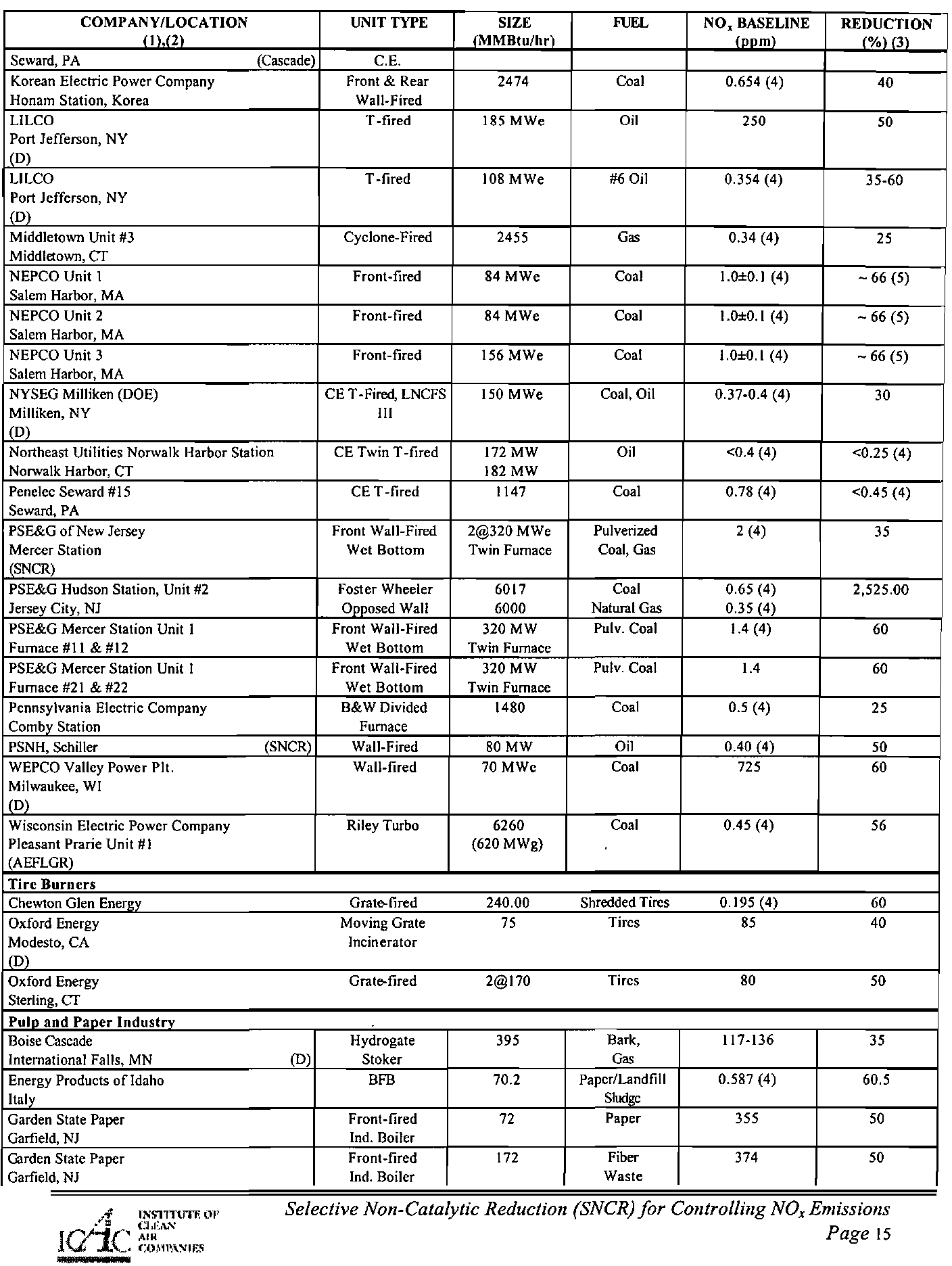
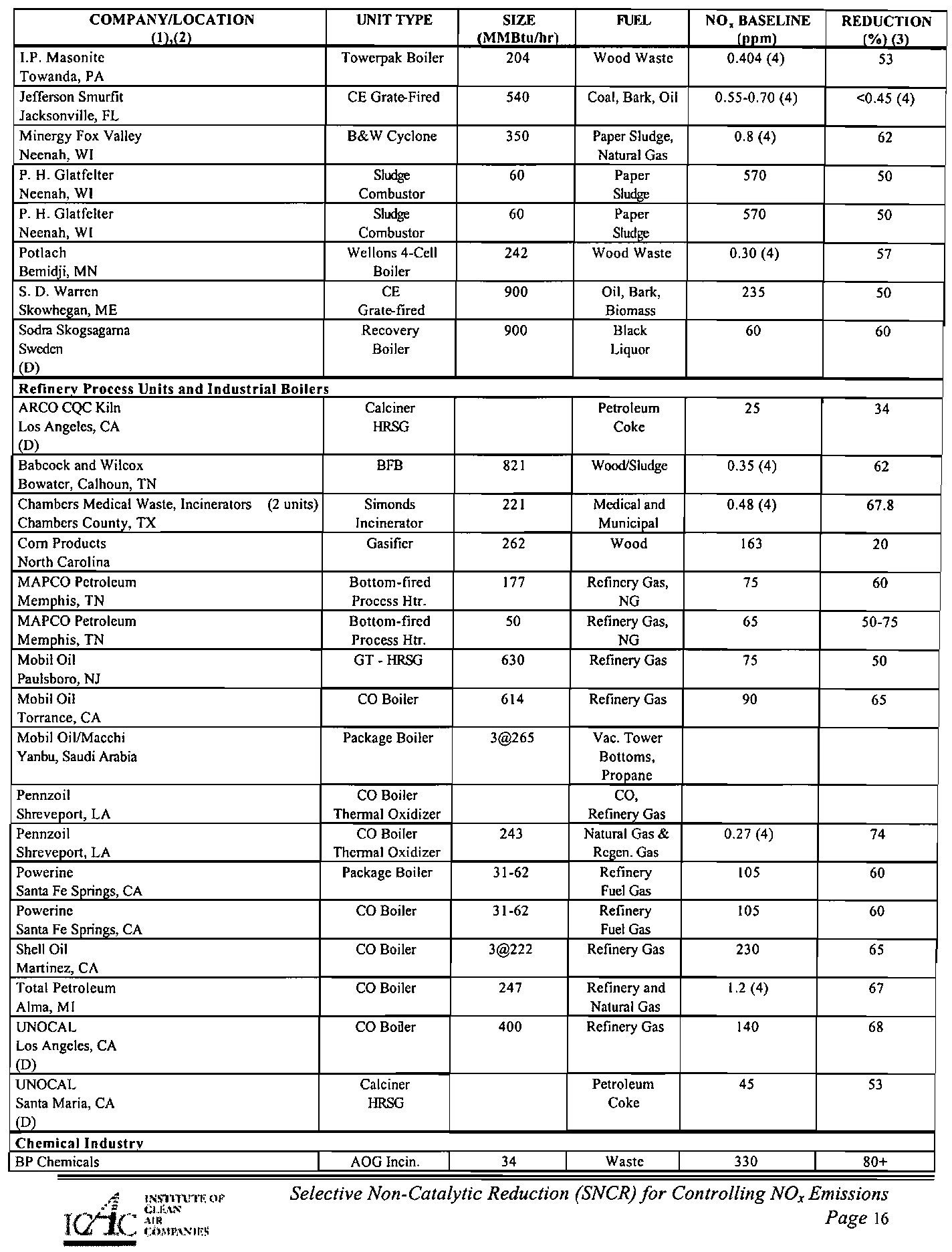
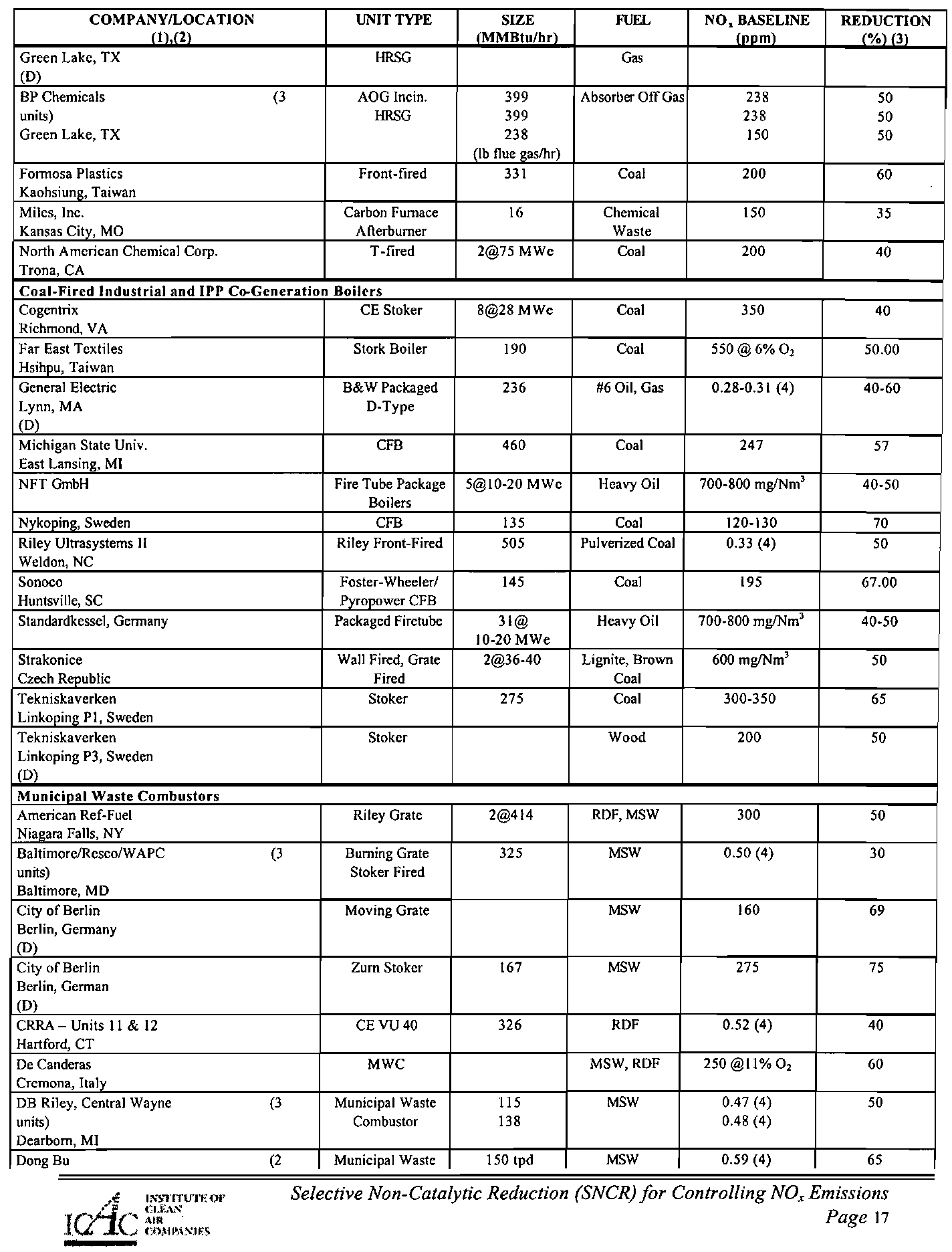
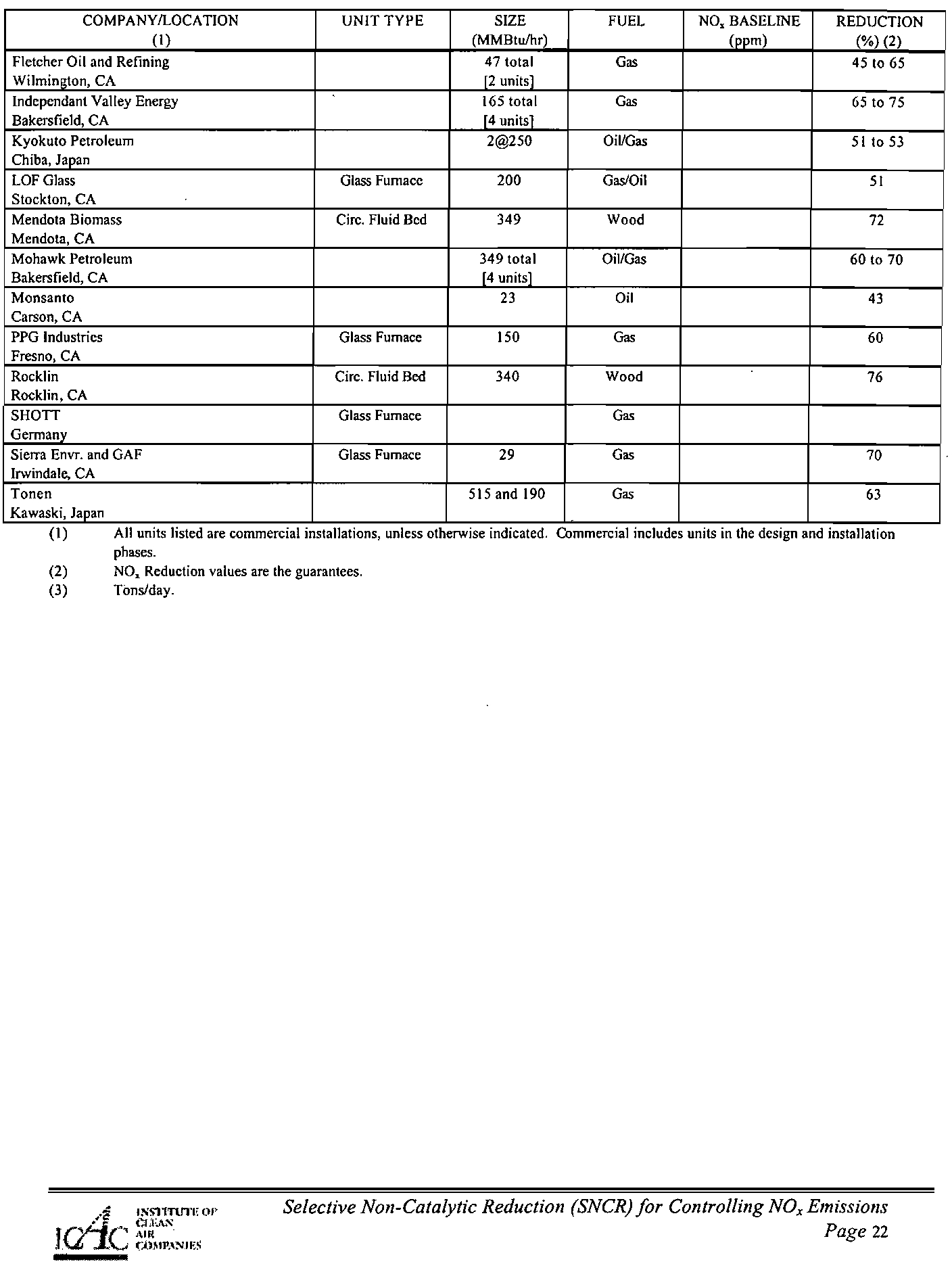
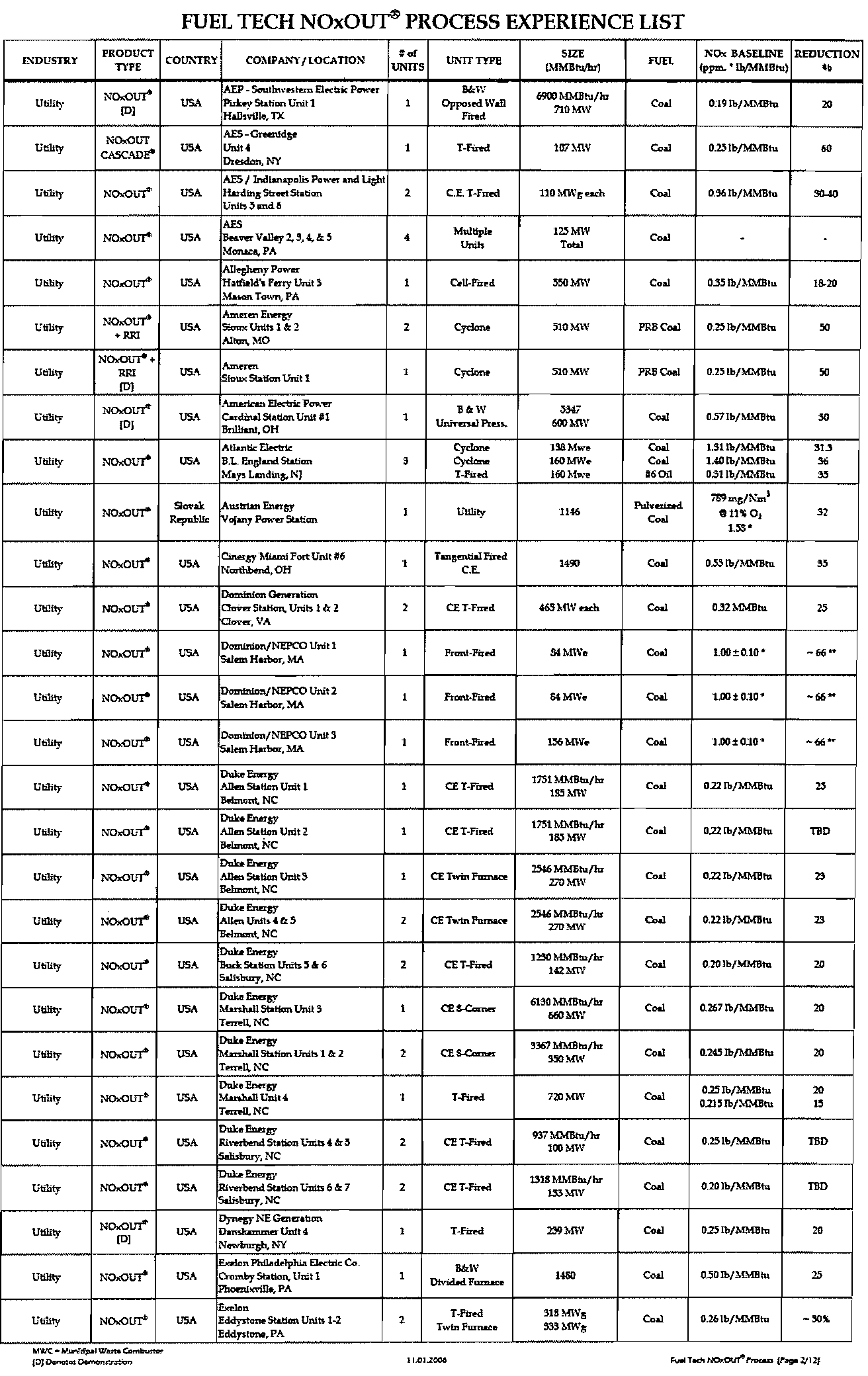
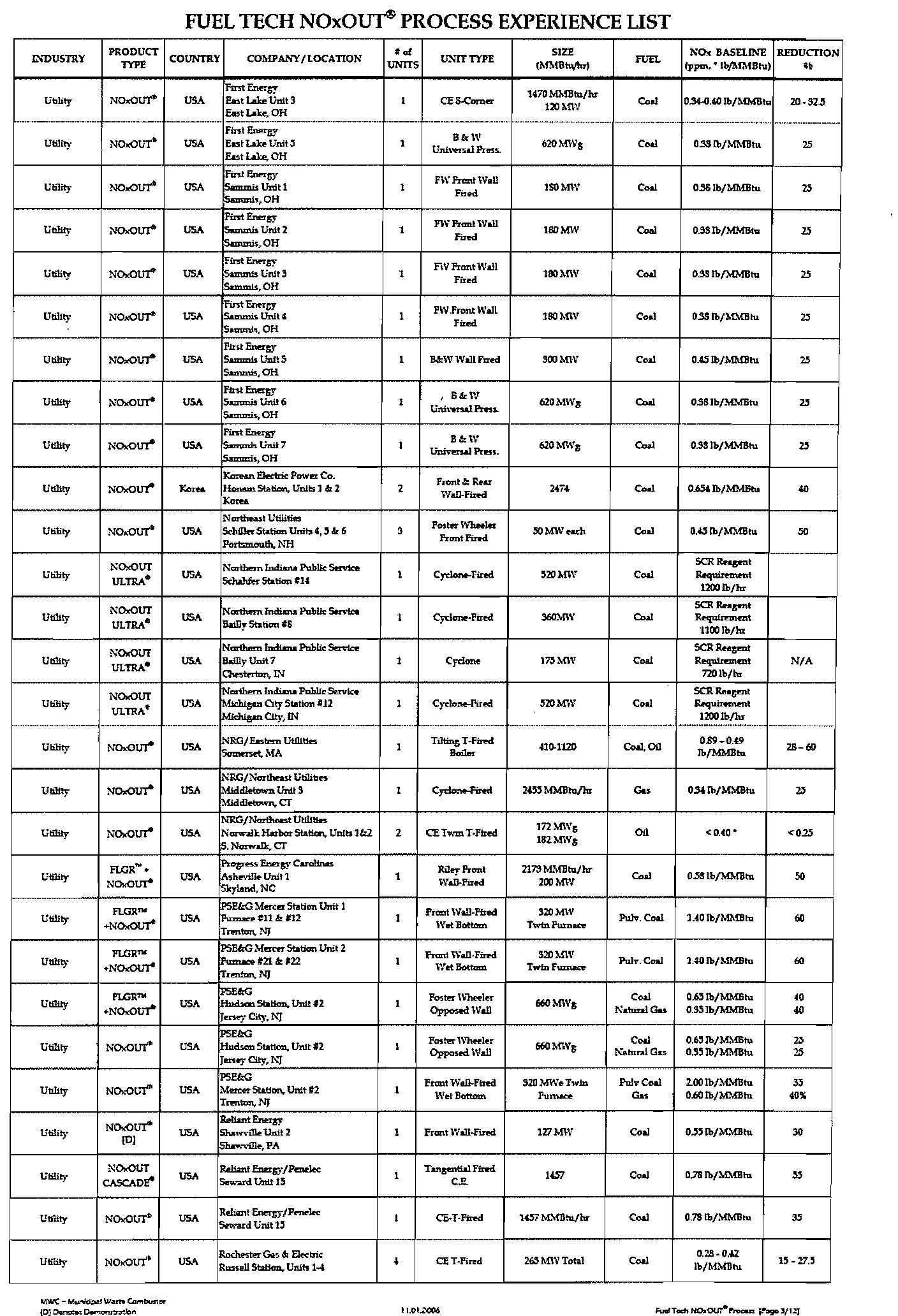
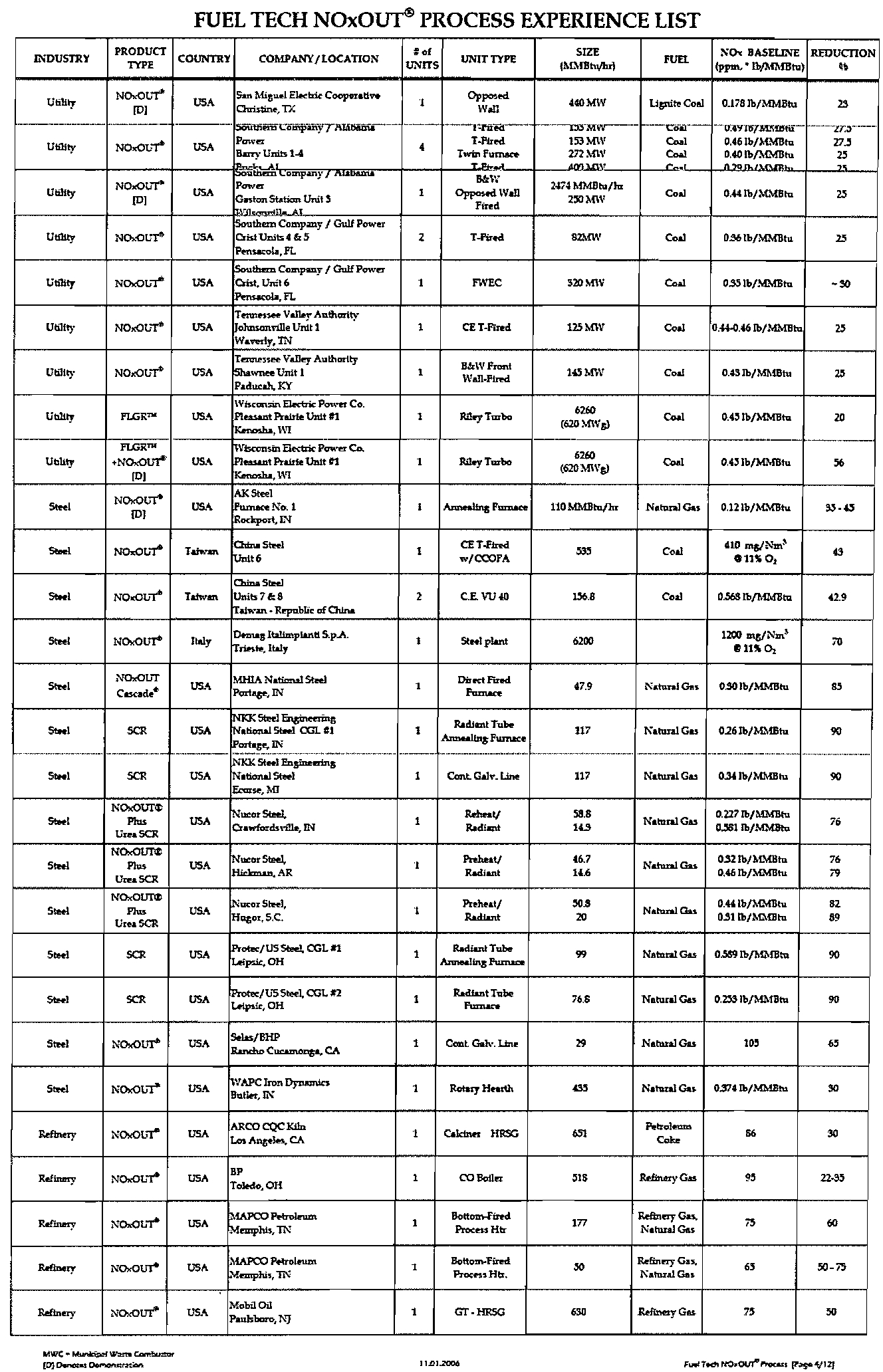
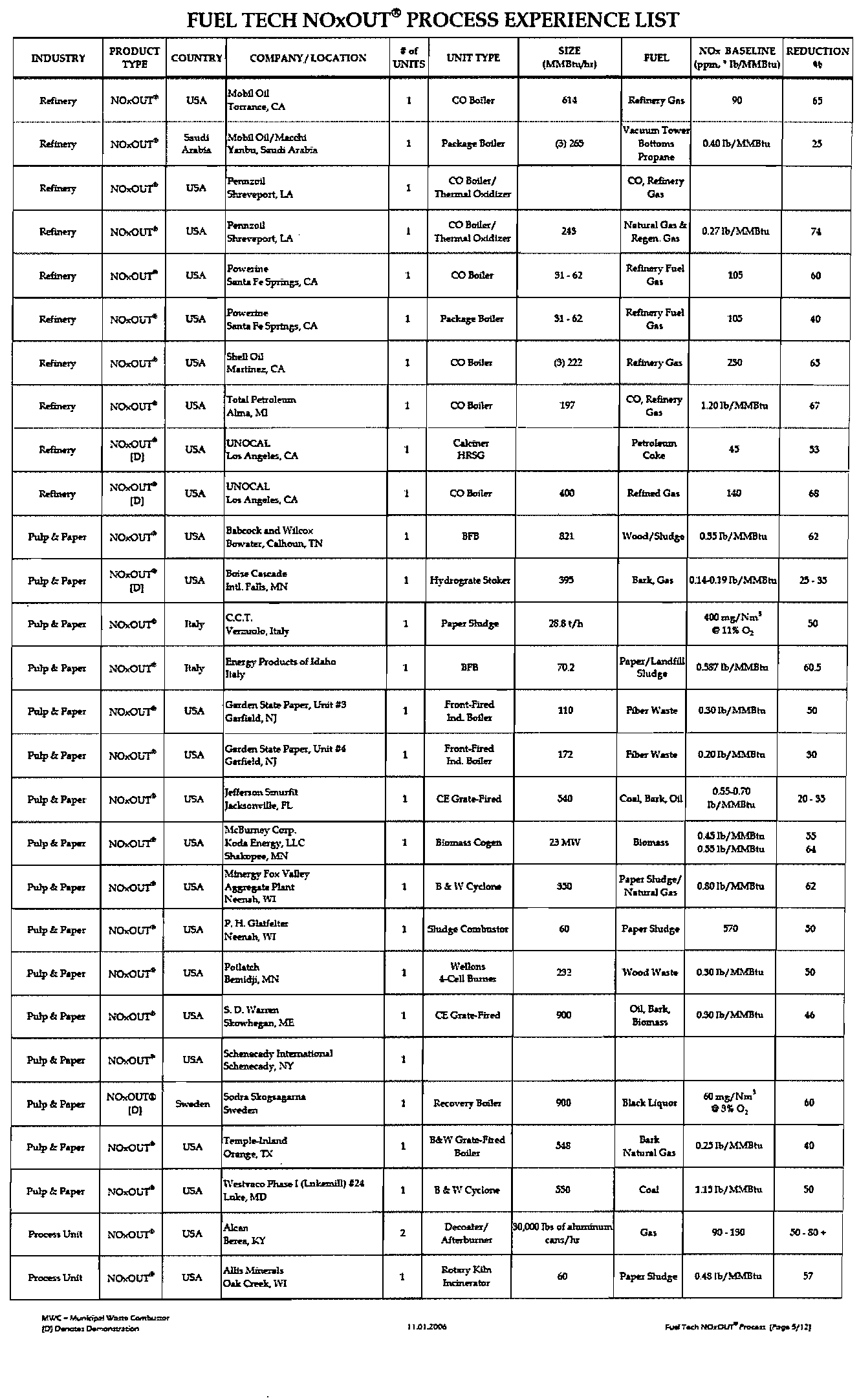
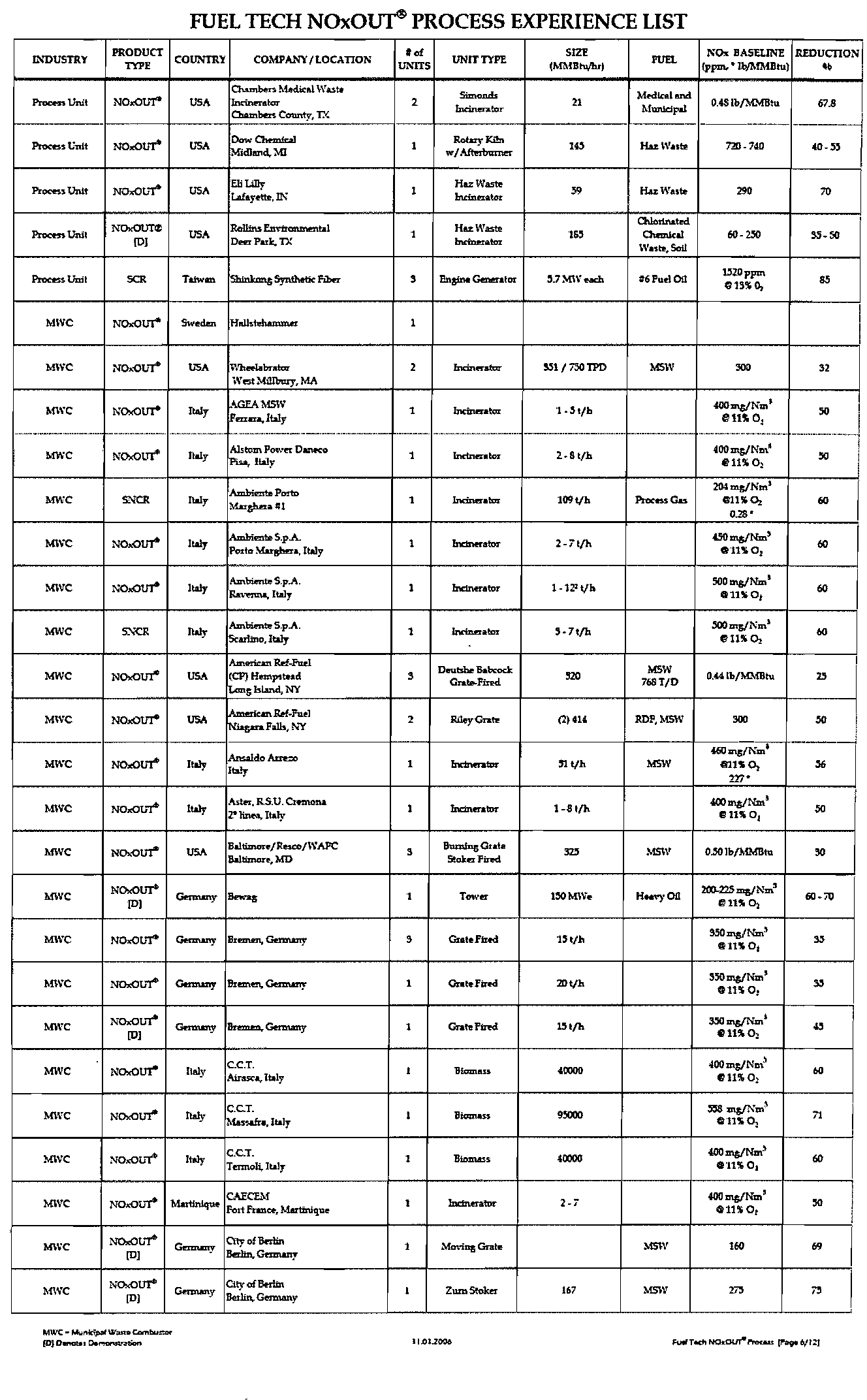
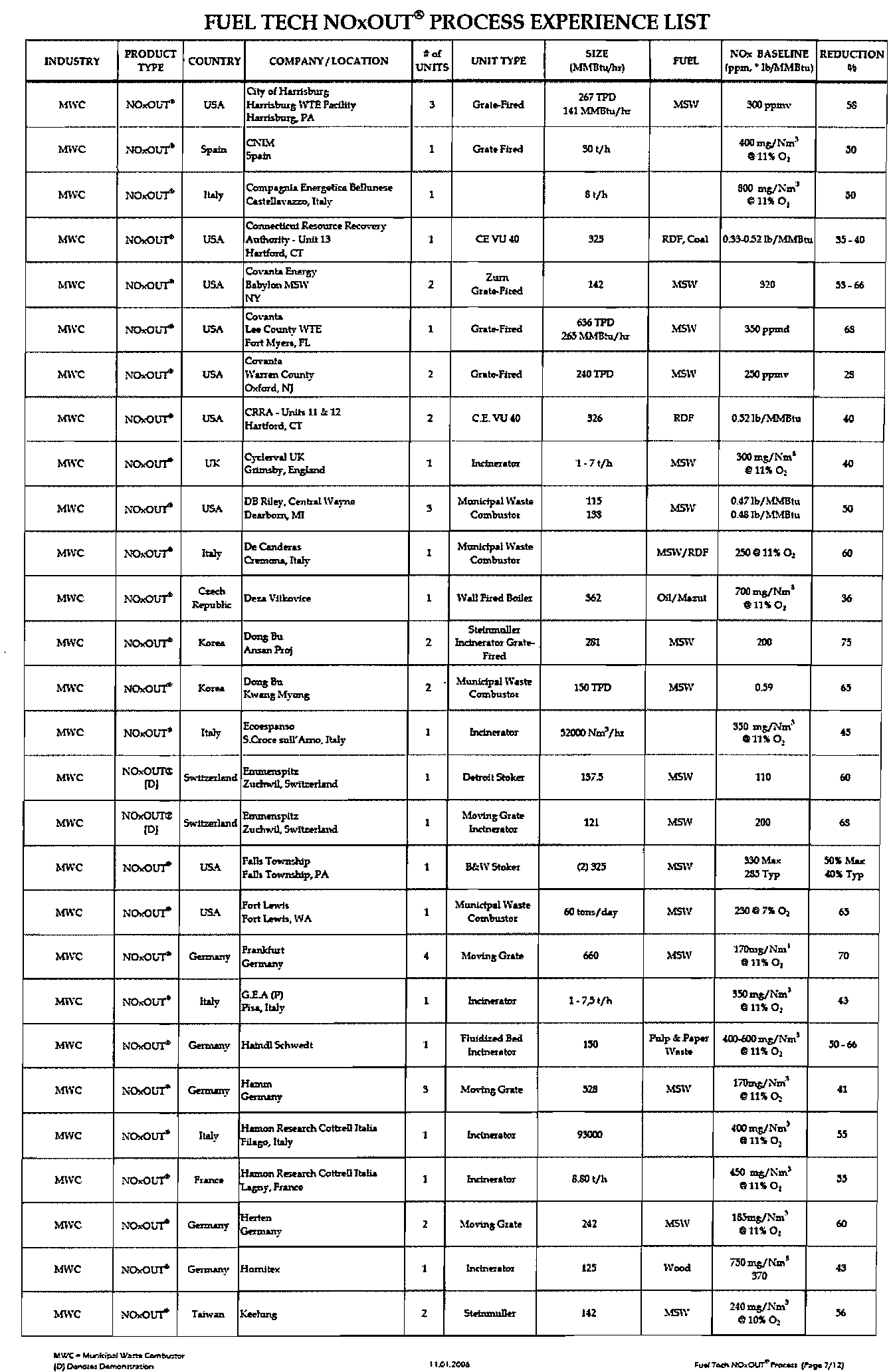
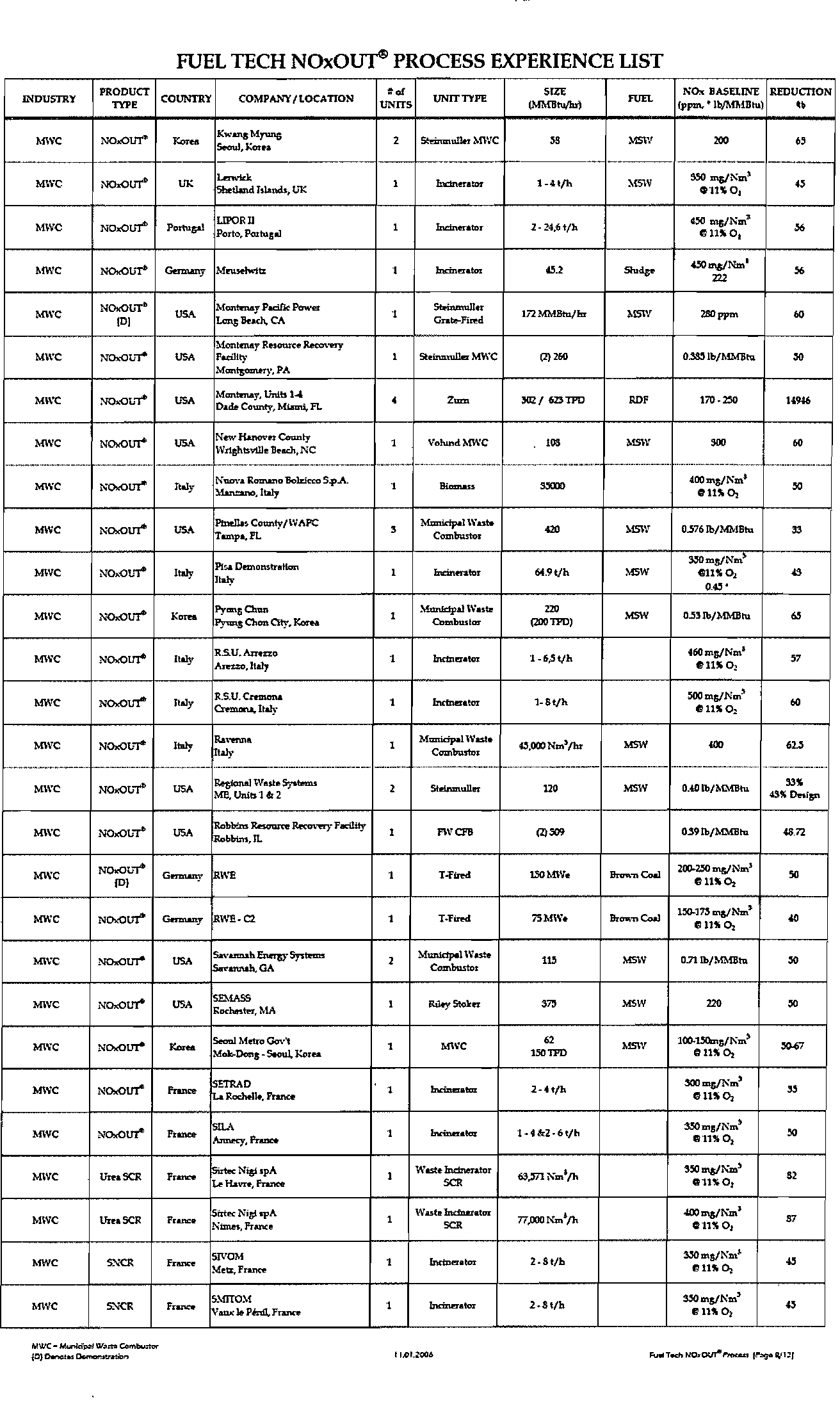
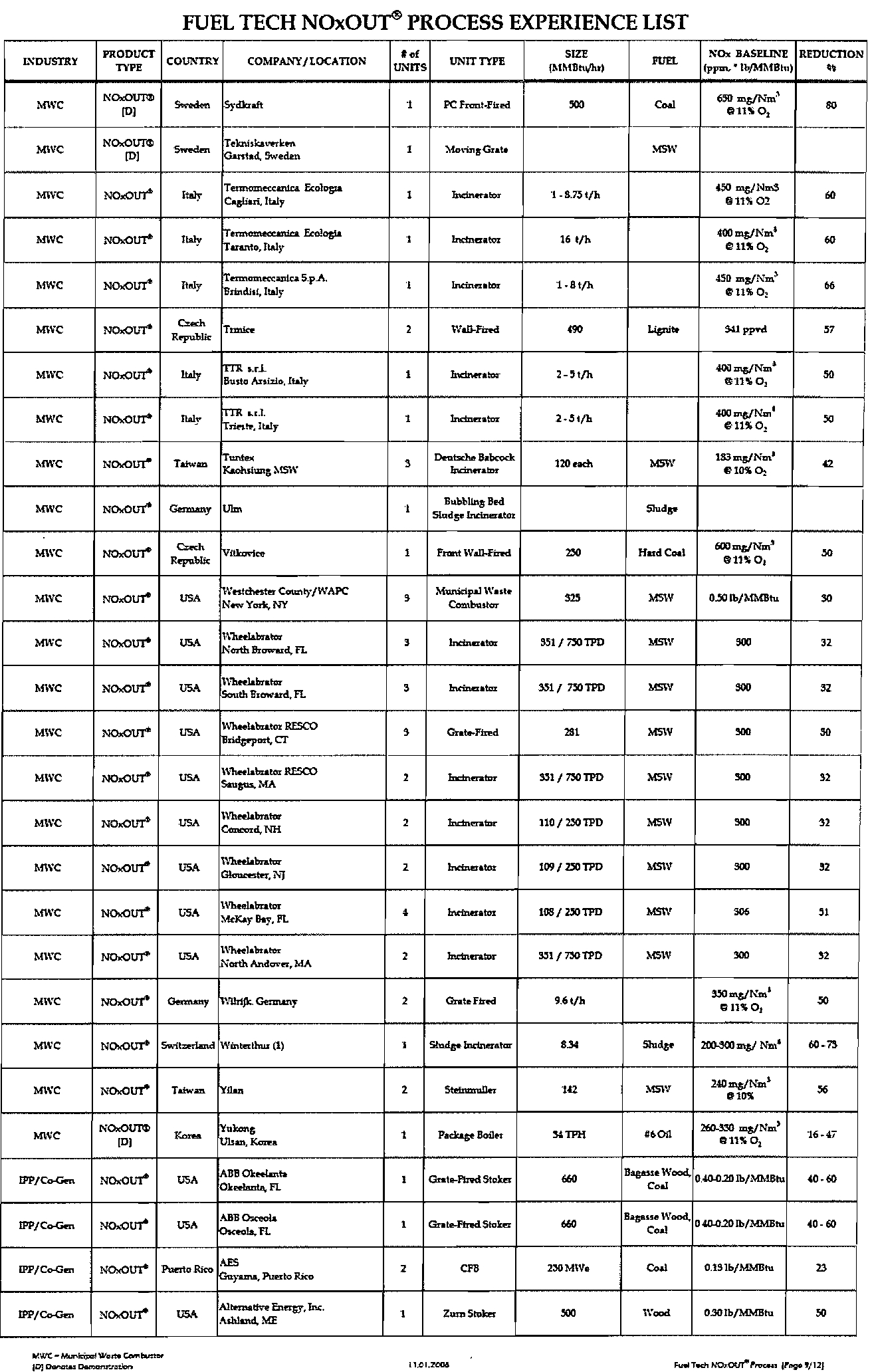
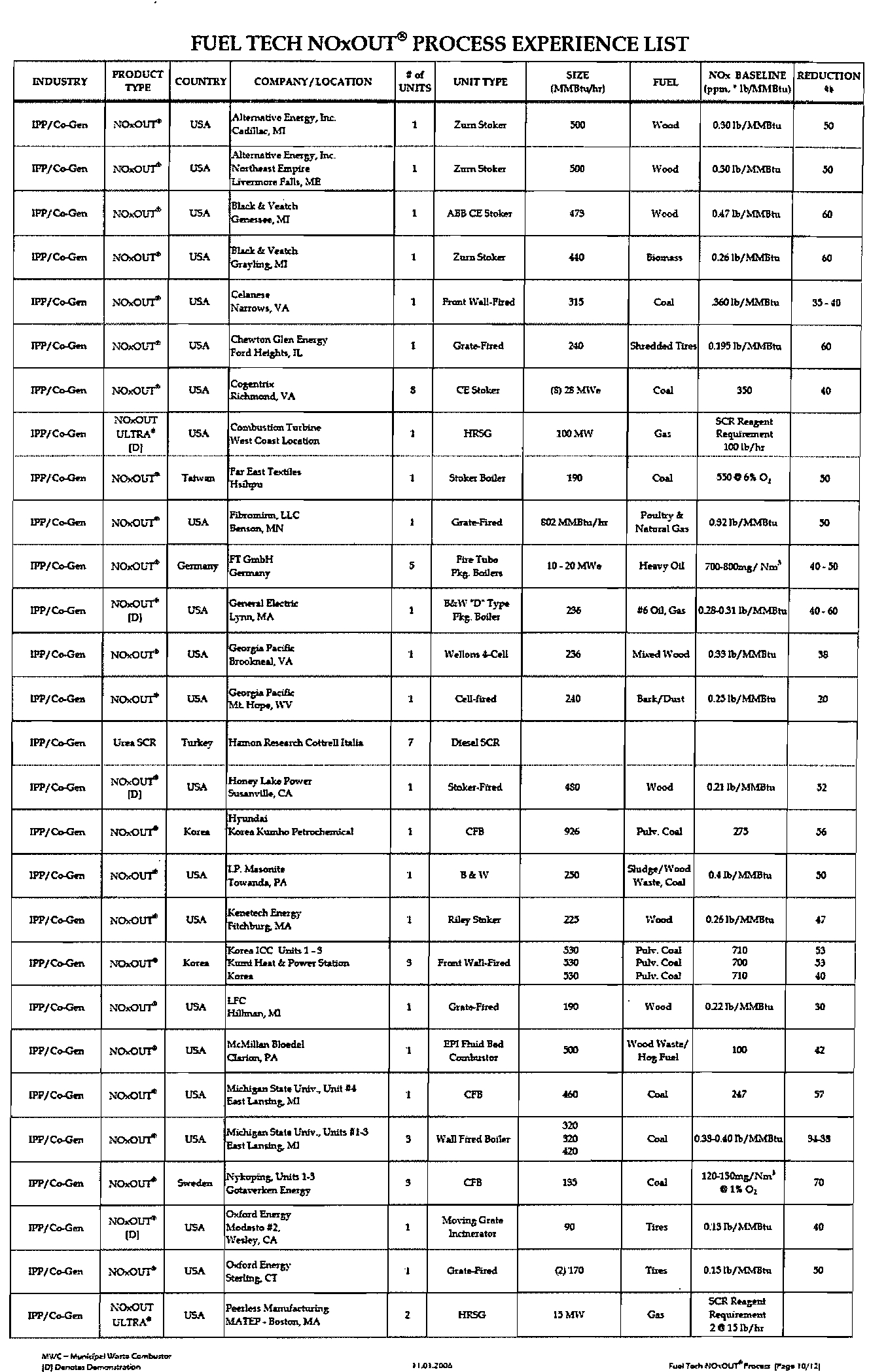
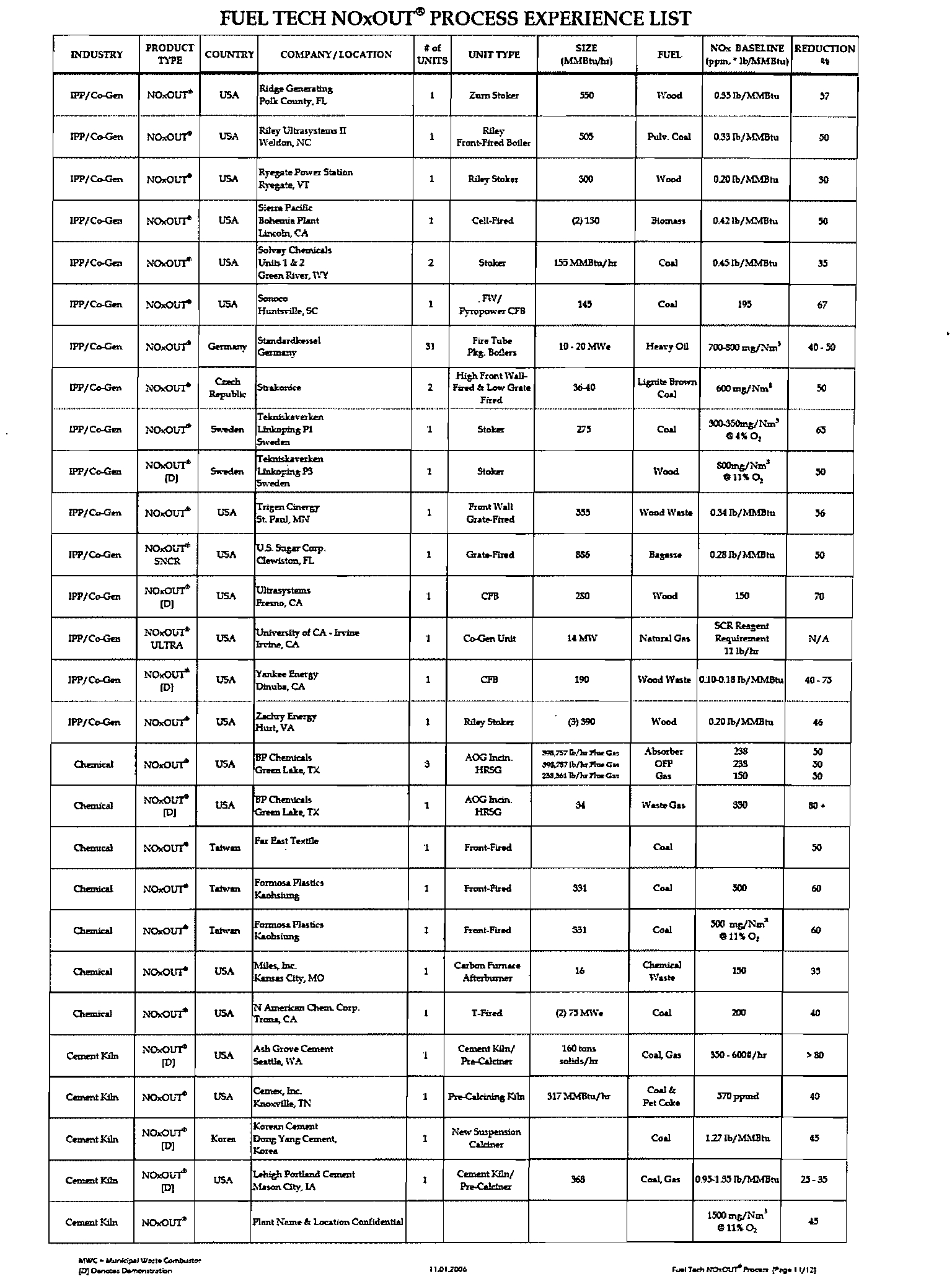
Also attached is the ICAC SNCR White Paper, as well as Fuel Tech's installation
list, to provide additional information regarding where SNCR has been applied (See
Attachments 5 and 6).
a.
Could you please describe how the formation of ammonium bisulfate is managed,
to avoid corrosion problems?
Ammonium bisulfate is primarily a concern for deposition on air preheater
surfaces.
It
is controlled by minimizing ammonia slip into the air preheater.
b.
What provisions need to be made to accommodate boilers with frequent load
swings?
More than one injection zone would likely be needed to ensure that the
reagent is injected into the proper temperature zone, and associated controls
would be necessary. This is a commonly included design feature in SNCR
systems that are expected to operate over a wide load range.
c.
How does SNCR affect the turn down ratio of the boiler?
SNCR should not affect turn down of the boiler if the SNCR system is
designed to cover the boiler's operating range. The most difficult load is
typically full load because temperatures are highest and gas flow is fastest
(treatment time is shortest). And, NOx emissions are often highest at full
load.
If
an owner wishes to operate the SNCR system at lower loads, then he
or she would normally design for injection zones and associated controls to
inject into the proper temperature location in the furnace at these lower
loads.
21.
Does the use ofSCR or SNCR affect the ability to beneficially re-use ash?
Potentially it does. However, this is normally avoided. The extent to which
ammonia slip can impact fly ash reuse will depend upon the level of ammonia slip,
the characteristics of the fly ash, the manner in which the fly ash is handled and how
II
Electronic Filing - Received, Clerk's Office, September 30, 2008
it is reused. But, if ammonia slip is maintained at sufficiently low levels, fly ash will
not be impacted.
Respectfully submitted,
ILLINOIS ENVIRONMENTAL
PROhAGENCY
By:
P
Gina Roccaforte
Assistant Counsel
Division ofLegal Counsel
DATED: September 30, 2008
1021 North Grand Avenue East
P.O. Box 19276
Springfield, IL 62794-9276
217/782-5544
12
THIS FILING IS SUBMITTED
ON RECYCLED PAPER
Electronic Filing - Received, Clerk's Office, September 30, 2008
STATE OF ILLINOIS
COUNTY OF SANGAMON
)
)
)
)
SS
CERTIFICATE OF SERVICE
I, the undersigned, an attorney, state that I have served electronically the attached
ILLINOIS ENVIRONMENTAL PROTECTION AGENCY'S ANSWERS TO PRE-
FILED OUESTIONS BY THE ILLINOIS ENVIRONMENTAL REGULATORY
GROUP, upon the following person:
John Therriault
Assistant Clerk
Illinois Pollution Control Board
James
R.
Thompson Center
100 West Randolph St., Suite 11-500
Chicago, IL 6060 I
and mailing it by first-class mail from Springfield, Illinois, with sufficient postage affixed
to the following persons:
SEE ATTACHED SERVICE LIST
ILLINOIS ENVIRONMENTAL
PROTECTION AGENCY,
Gina Roccaforte
Assistant Counsel
Division
of Legal Counsel
Dated: September 30, 2008
1021 North Grand Avenue East
Springfield, Illinois 62794-9276
(217) 782-5544
Electronic Filing - Received, Clerk's Office, September 30, 2008
SERVICE LIST 08-19
Timothy J. Fox
Hearing Officer
Illinois Pollution Control Board
100 W. Randolph St., Suite 11-500
Chicago, IL 60601
Virginia Yang
Deputy Legal Counsel
Illinois Department
of Natural Resources
One Natural Resources Way
Springfield, IL 62702-1271
Katherine D. Hodge
Monica T. Rios
Hodge Dwyer Zeman
3150 Roland Ave.
P.O. Box 5776
Springfield, IL 62705-5776
Matthew Dunn
Chief
Environmental Bureau North
Office
ofthe Attorney General
69 W. Washington St., Suite 1800
Chicago,
lL 60602
Kathleen
C. Bassi
Sheldon
A.
Zabel
Stephen
J. Bonebrake
SchiffHardin LLP
6600
Sears Tower
233
S. Wacker Drive
Chicago, IL
60606-6473
Alec M. Davis
General Counsel
Illinois Environmental Regulatory Group
215 E. Adams St.
Springfield, IL 62701
Electronic Filing - Received, Clerk's Office, September 30, 2008
IEPA ATIACHMENT
NO.--L-.
Electronic Filing - Received, Clerk's Office, September 30, 2008
150-9001
A TOP PERFORMER:
NATCOM
score sheet
oCO<10ppm
° Natural Gas
Firing:
• NO. < O.05lb1MMBTU (40 ppm)
• NO. < 0.01 IblMMBTU (8 ppm) w/IFGR
° Heavy Oil
Firing:
« 0.3% N,)
- NO. < 0.20 IblMMBTU (150 ppm)
- Particulates
< 0.03 IblMMBTU
o1\undown ratio
- > 40 : 1 (Natural Gas)
->15 :1 (Oil)
National
NAT-aJNI
Combustion Equipmenllnc.
R
diV!llion
01
oquo-chetm.",,-
8515 Lalrenaia, SHaonanl, Oc, Canada HiP 283
TEL.: (514) 3216-2511
FAX: (514) 326-9347
http~/www.nateomonline.com
NAT-1QCX)
Electronic Filing - Received, Clerk's Office, September 30, 2008
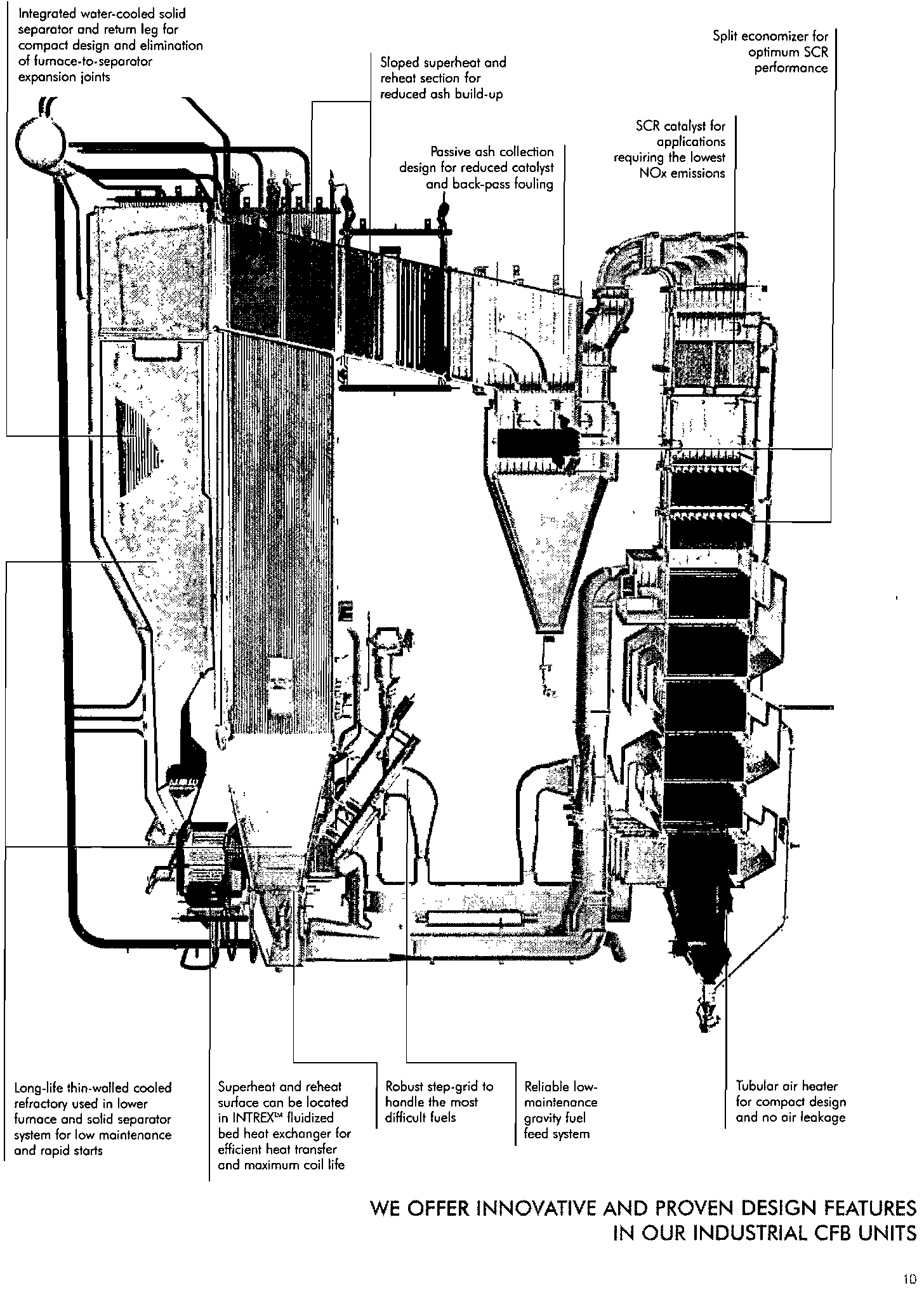
Integro1ed
WC~&:-cooled
solid
separate: and return leg for
compo'::: design and elimination
of f<Jrrloce-to-sepcrotor
expansion
icL'lls
Sloped supemem and
reheat
~ee.tion
for
r€duced mn build-up
PoSSlve ash collection
design fer reduced catalyst
and
bac?-pa~
foullng
lEPA ATTACHMENT NO
2-
Splil
economizer for
optimum SCR
perlormonce
SCR
cOlal~1
fo~
applicofions
requiring the to-west
NOx emissions
long-life fhin-'....olled cooled
refroetory used in lower
iumac~
and soHd separo:or
nstem for
ro-.•..
maintenance
and rapid sttllOS
Superheat and reheat
svrf.:ll:e con be located
in lNTREX"-' fluidized
bad heet exch::mger for
effident
h~t
transfer
and maximum
coillil~
RobuSI step.grid to
handle Ihe mOSl
difficult fuels
RelicblG
Io'r,o."
maintenance
grcvi:y fuel
feed
:;ystem
Tubular air heoter
for compad
de$ign
'Jnd no oir leokage
WE OFFER INNOVATIVE AND PROVEN DESIGN FEATURES
IN OUR INDUSTRIAL CFB UNITS
Electronic Filing - Received, Clerk's Office, September 30, 2008
IEPA ATIACHMENT
N~
3
Electronic Filing - Received, Clerk's Office, September 30, 2008
';f,
Electronic Filing - Received, Clerk's Office, September 30, 2008
P~ONlElERJNG
CFB
TECHNOLOGY
CIRCULATING FLUIDIZED BED (CFB) PIONEERS
We have steadily increased unit size and integrated advanced field-praven
design features into our
CFB technology. Our CFBs first reached small-scale
utility application
in 1987 an the 110 MWe Tri-State Nucla power project in the
U.S., then went on to the medium utility scale in 2001 with the 2 x 300 MWe
units for the Jocksonville Energy Authority. Over the
1998-2004 period we
delivered six CFB units totaling nearly 1500 MWe for the largest CFB
repowering project ever in history - the Tur6w project in Poland.
Our success has came fram a track record of satisfying clients' reliability,
environmental, and efficiency goals with innovative technology for converting
economical solid fuels into valuable steam and power. Through our experience
of supplying over 400 fluidized bed units to industrial.and utility customers
worldwide,
we hove steadily scaled-up and improved our technology. Over
300 of these fluidized bed steam generators have been CFB deSigns.
Our latest pioneering can be seen in our award for the Lagisza project in
Poland, which brings a double first to the utility power industry - the world's
first supercritical
CFB boiler and the world's largest single CFB unit, rated
at
460 MWe.
Looking into the future, our
CFB technology can be adapted to capture carbon
dioxide to help reduce
the threat of global warming. We are currently
developing Oxy-Fuel technology to
be applied to CFB units operating today as
well as, to new more advanced units. Oxy-Fuel technology looks very promising
allowing 100% capture
of carbon dioxide in a cost-effective and reliable way.
We expect Oxy-Fuel CFB technology to be a fuel-flexible, zero-air-emission
technology bringing high value to our utility and industrial clients.
2
Electronic Filing - Received, Clerk's Office, September 30, 2008
3
THINK GREEN
low emissions ore a key benefit of our CFB technology, allowing them to
meet the strictest environmental standards.
Our CFBs stage the combustion
process and operate at low combustion temperatures while giving the fuel
long burning times, resulting
in naturolly low nitrogen oxide (NOx) formation
and high combustion efficiency.
They can also capture the fuel's sulfur as the
fuel burns
by
using low-cost limestone and employing selective-nan-catalytic-
reduction (SNCR) to achieve very low NOx and sulfur oxide (SOx) emissions
in the most economical way, and in most cases, avoiding add-on pollution
control equipment.
The CFB advantage is particularly highlighted in repowering projects. SOx
and particulate emissions can often
be cut by over 90% and NOx emissions
by over 50%. Corban dioxide emissions ore often cut by 25% or more due to
the dramatic improvements in boiler and plant efficiency when older
equipment is replaced. For the lowest emissions, our supercritical, once.
through-unit (OTU) CFB technology can reduce all these emissions another
5-10%, due to
its ability to further increase overoll plant efficiency.
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL FLEXIBILITY
Our CFB units ore capable af firing nearly all
salid fuels - including waste products that
otherwise would have been land-filled - while
maintaining the lowest levels of emissions, and
the highest equipment reliability and efficiency.
Our fuel experience is unmatched as praven by
aur capability to design units for even the lowest-
quality fuels.
Our CFBs give plant owners the
flexibility to source fuel from a number
of
suppliers and industries, improving their fuel
supply security while taking advantage of fuel
prices and market conditions.
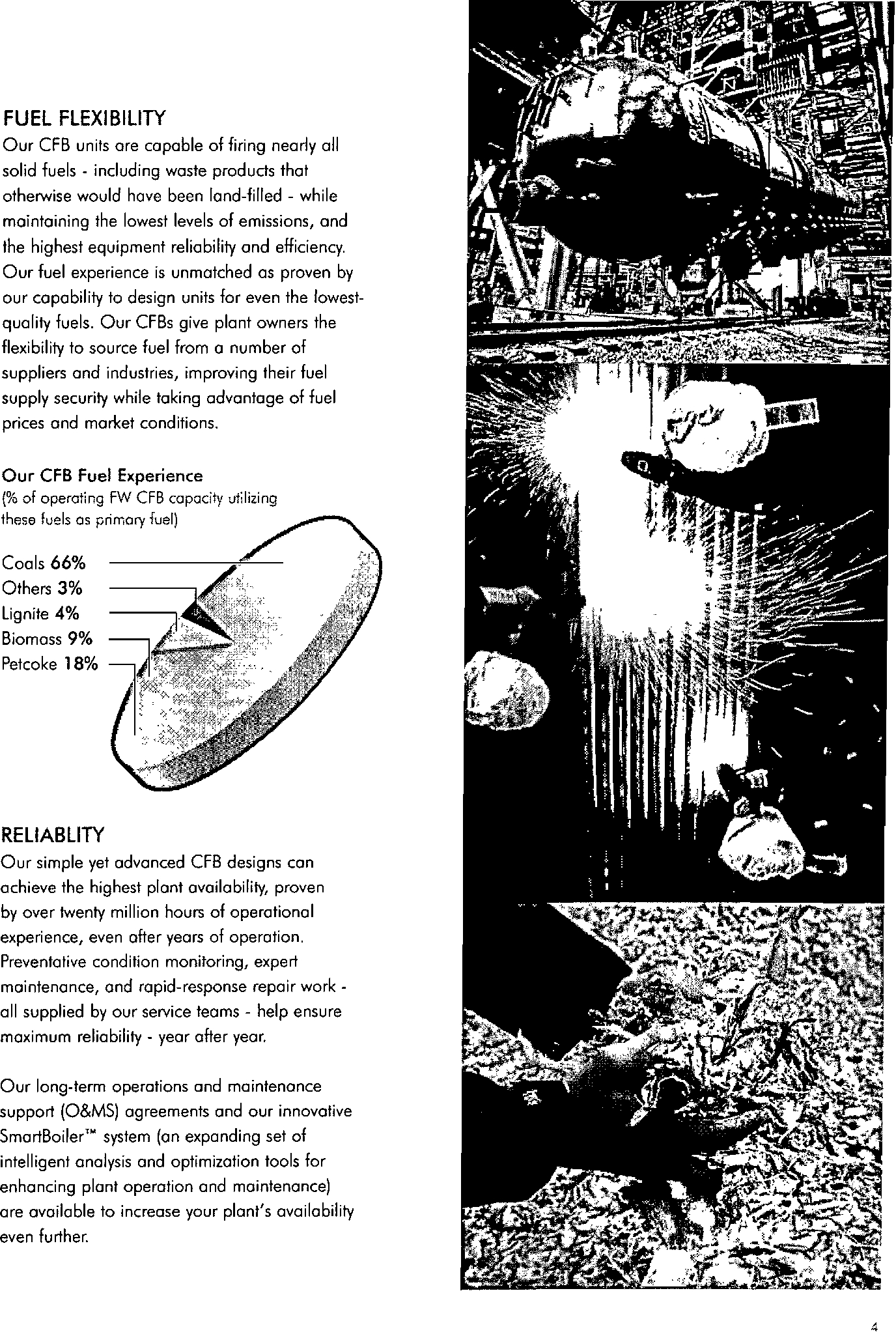
Our CFB Fuel Experience
(% of operating fW CFB capacity utilizing
these fuels as primary fuel)
Coals 66%
Others 3%
Lignite 4%
Biomass 9%
Petcoke 18%
RELlABLITY
Our simple yet advanced CFB designs can
achieve the highest plant availability, proven
by over twenty million hours of operotionol
experience, even ofter years of operation.
Preventative condition monitoring, expert
maintenance,
and rapid-response repair work -
all supplied by our service teams - help ensure
maximum reliability - year after year.
Our long-term operations and maintenance
support (O&MSI agreements and our innovative
SmartBoiler'.
system (an expanding set of
intelligent analysis and optimization tools for
enhancing plant operation and maintenance)
are available to increase your plant's availability
even further.
4
Electronic Filing - Received, Clerk's Office, September 30, 2008
5
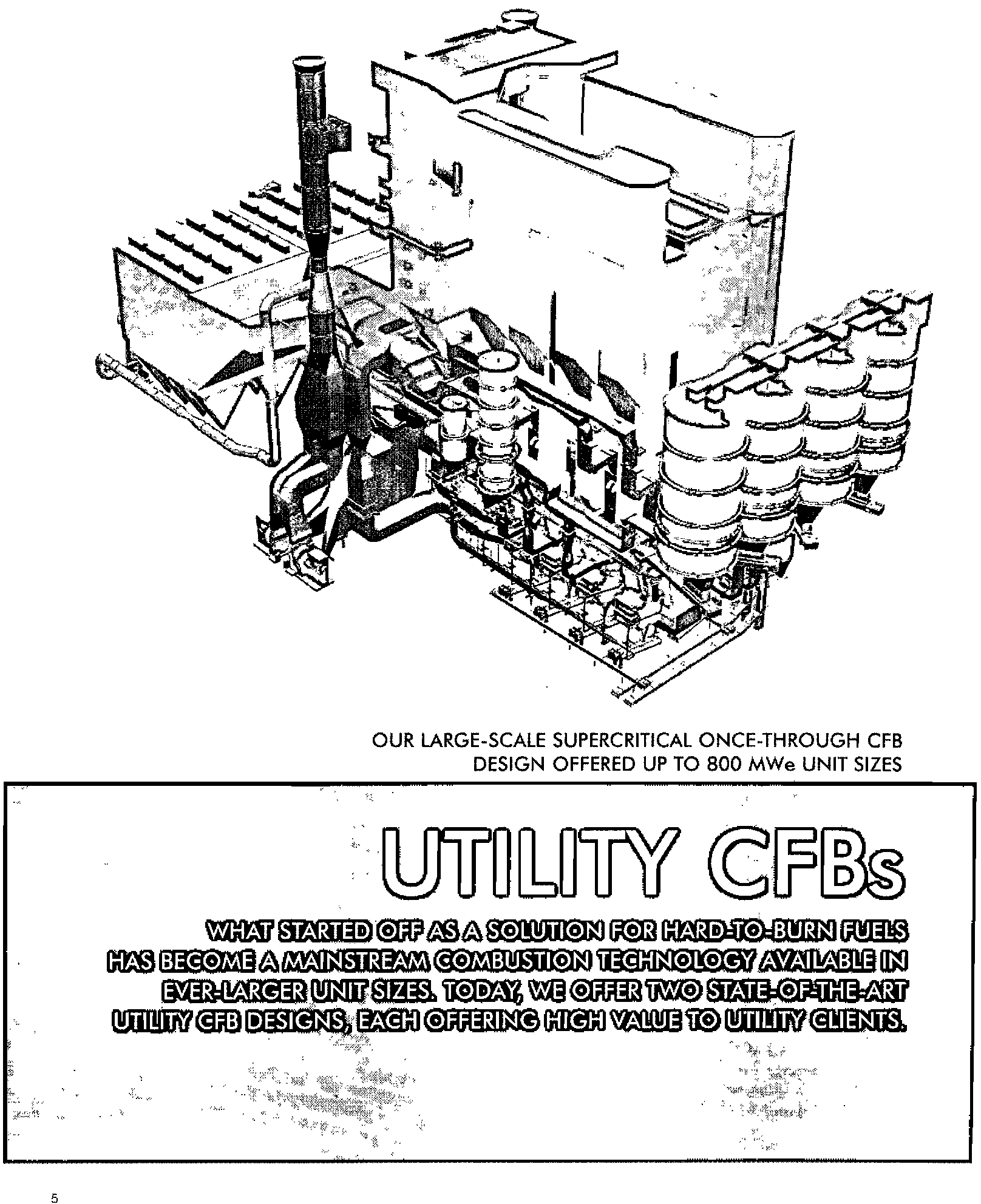
OUR LARGE-SCALE SUPERCRITICAl ONCE-THROUGH CFB
DESIGN OFFERED UP TO 800 MWe UNIT SIZES
Electronic Filing - Received, Clerk's Office, September 30, 2008
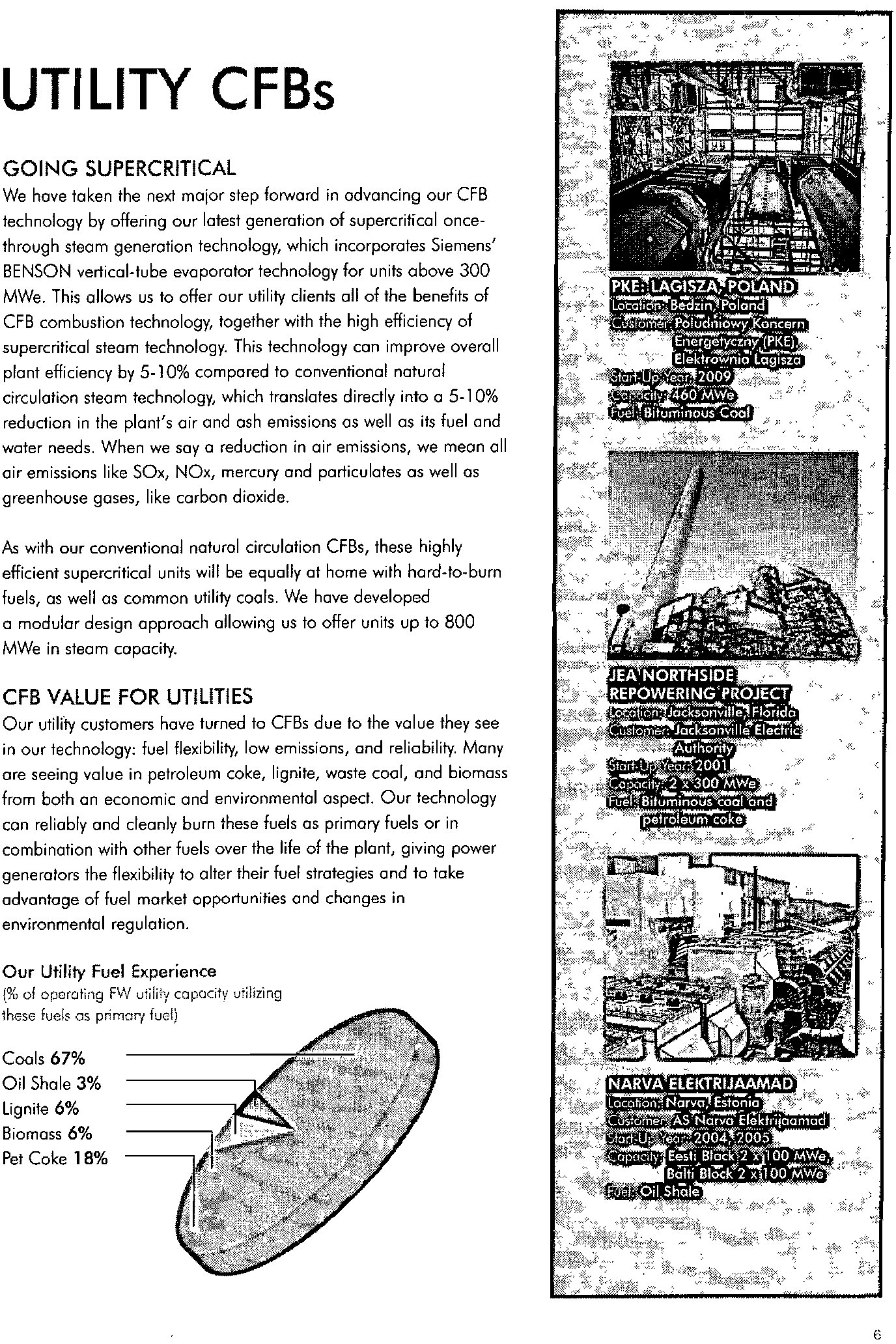
UTILITY CFBs
GOING SUPERCRITICAL
We have taken the next maior step forward in advancing our CFB
technology
by
offering our latest generation of supercritlcal once-
through steam generation technology, which incorporates Siemens'
BENSON vertical-tube evaporator technology for units above 300
MWe. This allows us to offer our utility clients all of the benefits of
CFB combustion technology, together with the high efficiency of
5upercritical steam technology. This technology can improve overall
plant efficiency by 5-10% compared to conventional natural
circulation steam technology, which translates directly into a 5-10%
reduction in the plant's air and ash emissions as well as its fuel and
water needs. When we say a redudion in air emissions, we mean all
air emissions like SOx, NOx
j
mercury and particulates as well as
greenhouse gases, like carbon dioxide.
As with our conventional natural circulation CFBs, these highly
efficient supercritical units will be equally at home with hard-to-burn
fuels, as well as cammon utility coals. We have developed
a modular design approach allowing us to offer units up to 800
MWe in steam capacity.
CFB VALUE FOR UTILITIES
Our utility customers have turned to CFBs due to the value they see
in our technology: fuel flexibility, law emissions, and reliability. Many
are seeing value in petroleum coke, lignite, waste coal, and biomass
from both an economic and environmental aspect. Our technology
can reliably and cleanly burn these fuels as primary fuels or in
combination with other fuels over the life of the plant, giving power
generators the flexibility to alter their fuel strategies and to take
advantage of fuel market opportunities and changes in
environmental regulation.
Our Utility Fuel Experience
(?-il
of operating
FW utiliiy
capclCity utilizing
1hese fuels os primary fuel)
Coals 67%
Oil Shale 3%
Lignite 6%
Biomass 6%
Pet Coke 18%
6
Electronic Filing - Received, Clerk's Office, September 30, 2008
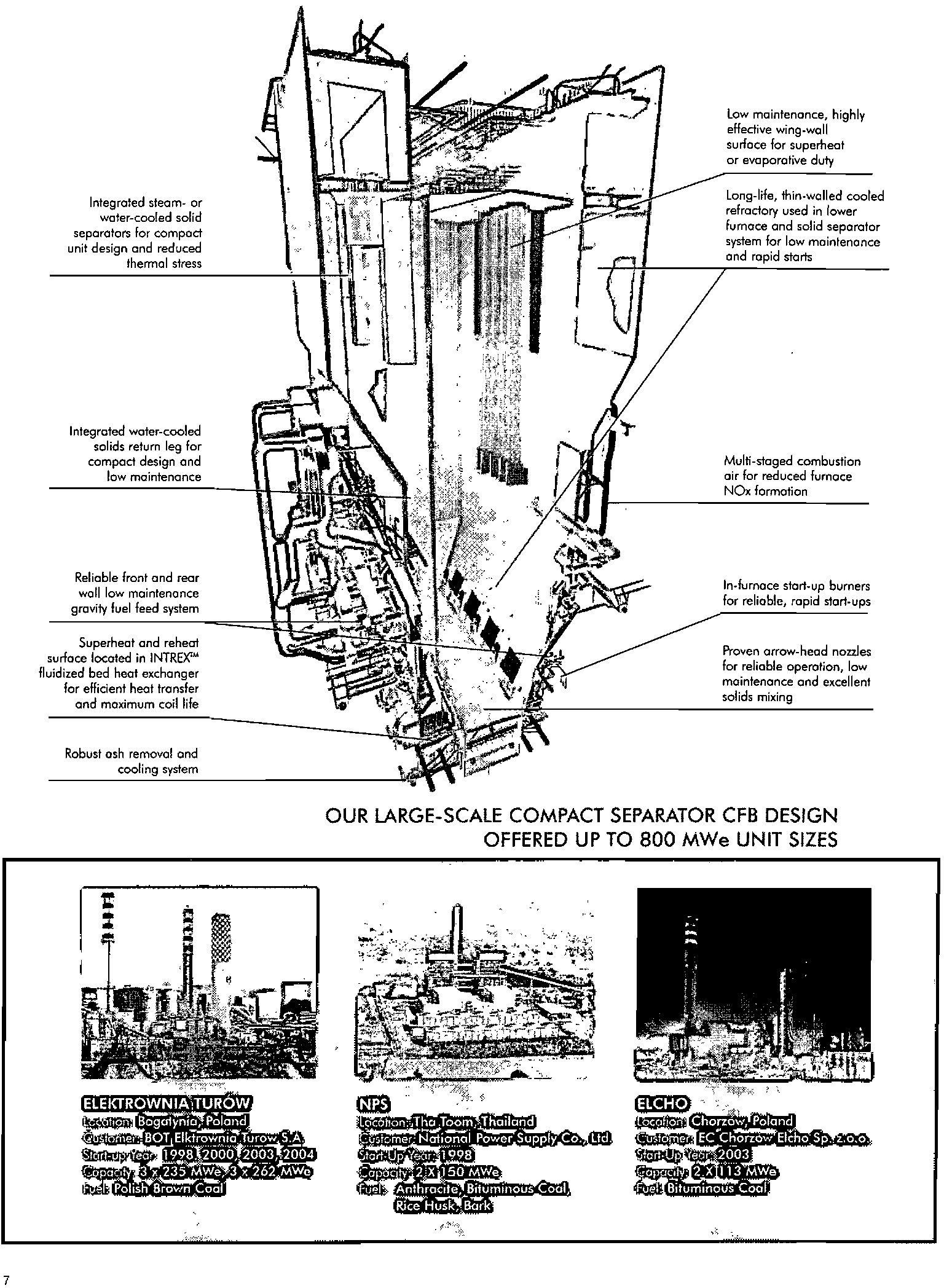
Integrated steam- or
wafer-coaled solid
separators for
compad
unit design and reduced
thermal
stress
Integrated water-cooled
solids return leg for
compact design and
low maintenance
Reliable front and rear
wall law maintenance
gravity fuel feed
system
Superheat and reheat
surface located in
INTRE)(IM
fluidized bed heat exchanger
for efficient heat transfer
and maximum coil life
Robust ash removal and
cooling
system
low maintenance, highly
effedive wing-wall
surface for superheat
or evaporative duty
Long-life, thin-walled cooled
refractory used in lower
furnace and solid separator
system for low maintenance
and rapid storts
Multi-staged combustion
air for reduced furnace
NOx
formation
In-furnace start-up burners
for reliable, rapid start-ups
Proven arrow-head nozzles
for reliable operation, low
maintenance and excellent
solids mixing
7
OUR LARGE-SCALE COMPACT SEPARATOR CFB DESIGN
OFFERED UP TO 800 MWe UNIT SIZES
Electronic Filing - Received, Clerk's Office, September 30, 2008
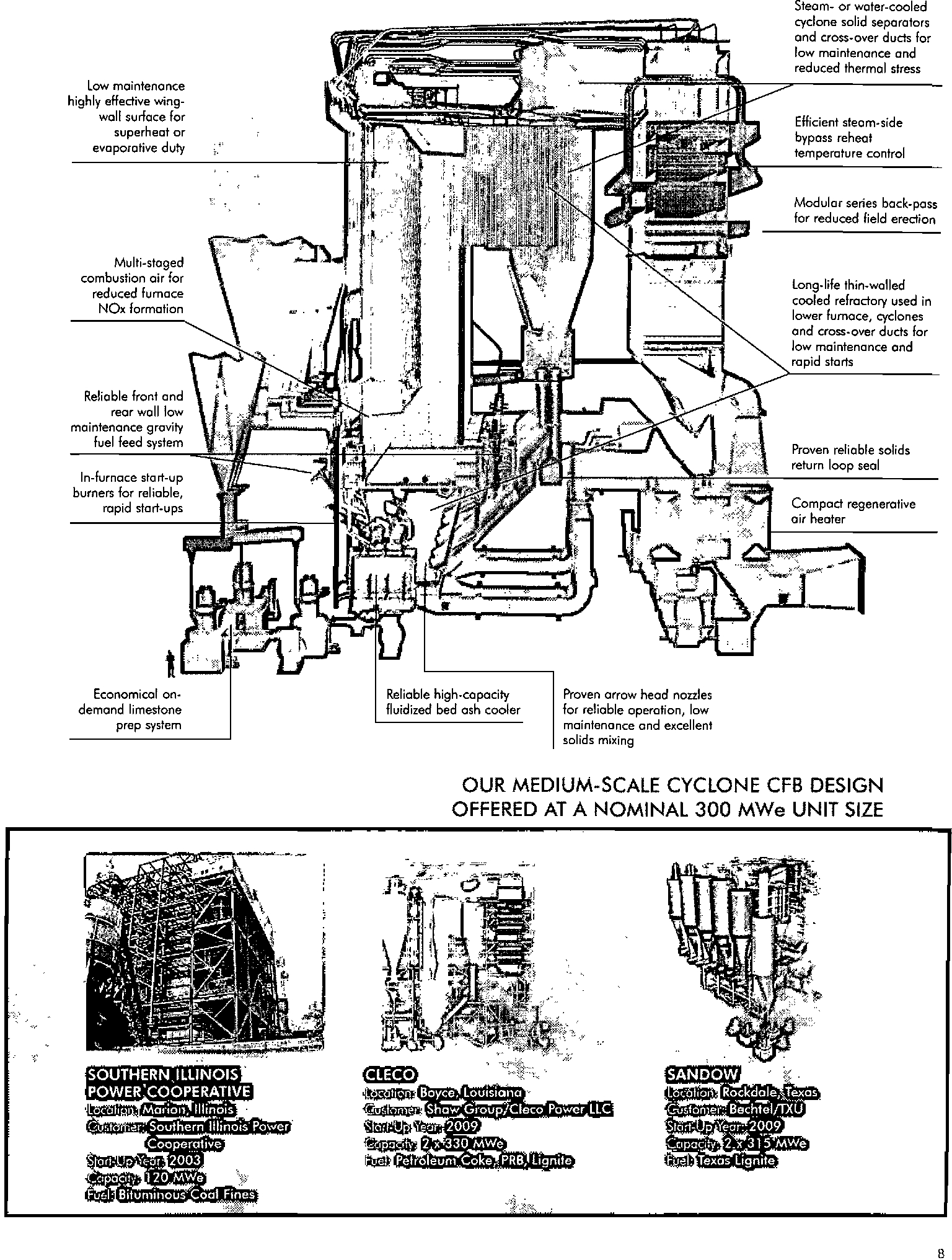
Low maintenance
highly effedive wing-
wall surface for
superheat
or
evaporative duty
Multi~staged
combustion air for
reduced furnace
NOx formation
Reliable front and
rear wall
low
maintenance gravity
fuel feed
system
In-furnace start-up
burners for reliable,
rapid
start~ups
Economical
on~
demand limestone
prep
system
Reliable high.capacity
fluidized bed ash cooler
Proven arrow head nozzles
for reliable operation, low
maintenance and excellent
solids mixing
Steam-
or water-cooled
cyclone solid separators
and cross-over ducts for
low maintenance and
reduced thermal
stress
Efficient steam-side
bypass reheat
temperature control
Modular series back-pass
for reduced field erection
long-life thin-walled
cooled refractory used in
lower furnace, cyclones
and cross-over ducts for
low maintenance and
rapid
storts
Proven reliable solids
return loop
seol
Compad regenerative
air heoter
,-
OUR MEDIUM-SCALE CYCLONE CFB DESIGN
OFFERED AT A NOMINAL 300 MWe UNIT SIZE
8
Electronic Filing - Received, Clerk's Office, September 30, 2008
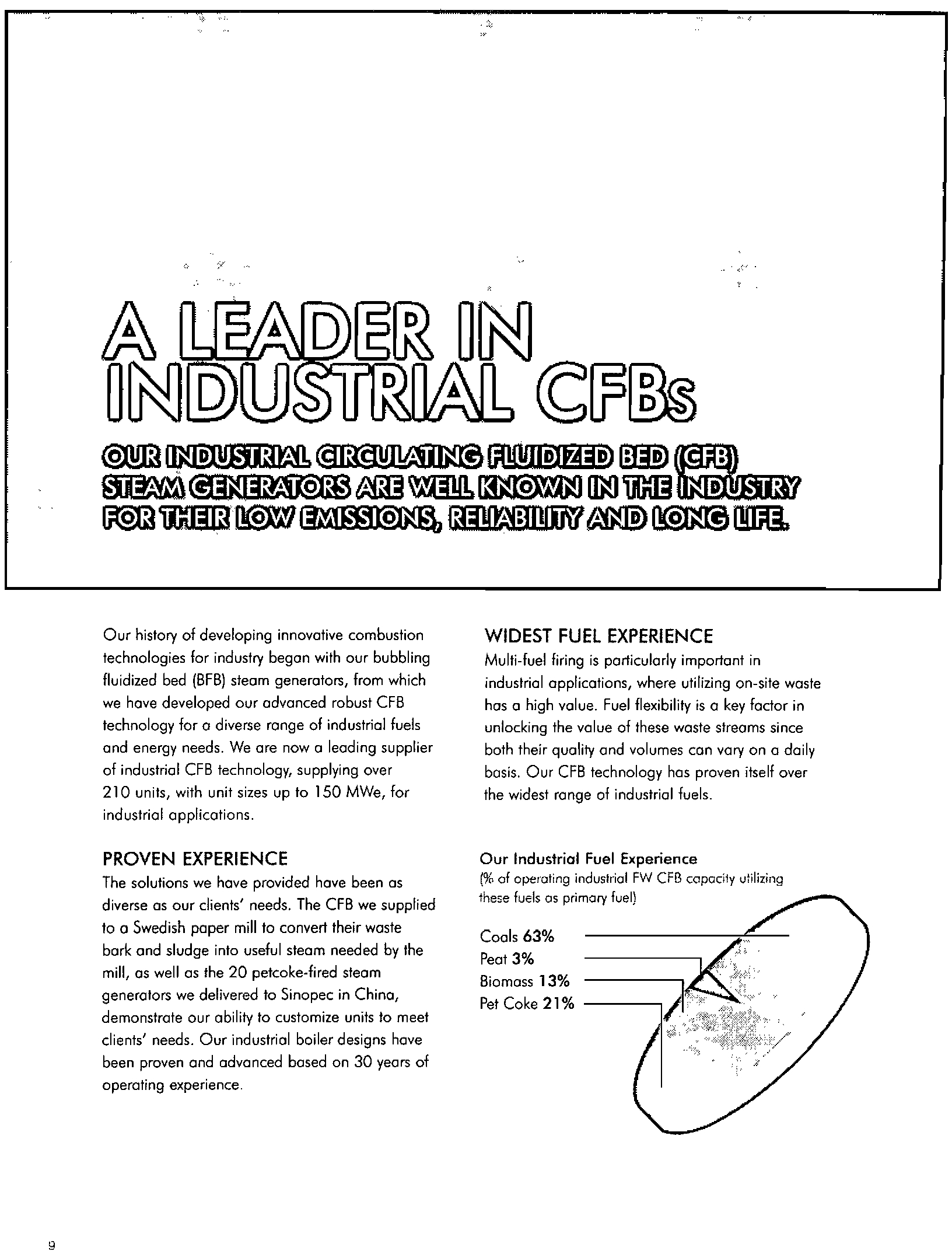
9
Our history of developing innovative combustion
technologies for industry began with our bubbling
fluidized
bed (BFB) steam generators, from which
we have developed our advanced rabust CFB
technology for a diverse range of industrial fuels
and energy needs.
We ore now a leading supplier
of industrial CFB technology, supplying over
210 units, with unit sizes up to 150 MWe, for
industrial applications.
PROVEN EXPERIENCE
The solutions we have provided have been as
diverse as our clients' needs. The CFB we supplied
to a Swedish paper mill to convert their
waste
bark and sludge into useful steam needed by the
mill, as well as the 20 petcoke-fired steam
generators we delivered to Sinopec in China,
demonstrate our ability to customize units to meet
clients' needs. Our industrial boiler designs have
been proven and advanced based on
30 years of
operating experience.
WIDEST FUEL EXPERIENCE
Multi-fuel firing is particularly important in
industrial applications, where utilizing on-site waste
has a high value. Fuel flexibility is a key factor in
unlocking the value of these waste streams since
both their quality and volumes can vary on a doily
basis. Our CFB technology has proven itself over
the widest range of industrial fuels.
Our Industrial Fuel Experience
(% of operating industrial FW CFB capodiy utilizing
these fuels as primary fuel)
Cools 63%
Peat 3%
Biomass
13%
Pet Coke
21
% -----,
Electronic Filing - Received, Clerk's Office, September 30, 2008
Split economizer for
optimum
SCR
performance
SCR catalyst for
applications
requiring the lowest
NOx emissions
Passive ash collection
design for reduced catalyst
and bock-pass fouling
Sloped superheat and
reheat section
for
reduced ash build-up
Integrated water-coaled solid
separator and refum leg for
compact design and elimination
of fumace-to-seporator
expansion joints
Long-life thin-walled cooled
refractory used in lower
furnace and solid separator
system for low maintenance
and rapid
starts
Superheat and reheat
surface can be located
in
INTRE)(l'IA fluidized
bed heat exchanger for
efficient heat transfer
and maximum coil life
Robust step-grid to
handle the most
diffiClllt
fuels
Reliable low-
maintenance
gravity fuel
feed system
Tubular air heater
for
compad design
and no air leakage
WE OFFER INNOVATIVE AND PROVEN DESIGN FEATURES
IN OUR INDUSTRIAL CFB UNITS
10
Electronic Filing - Received, Clerk's Office, September 30, 2008
r
-~
.~'
....
~0t:=
~"""
Electronic Filing - Received, Clerk's Office, September 30, 2008
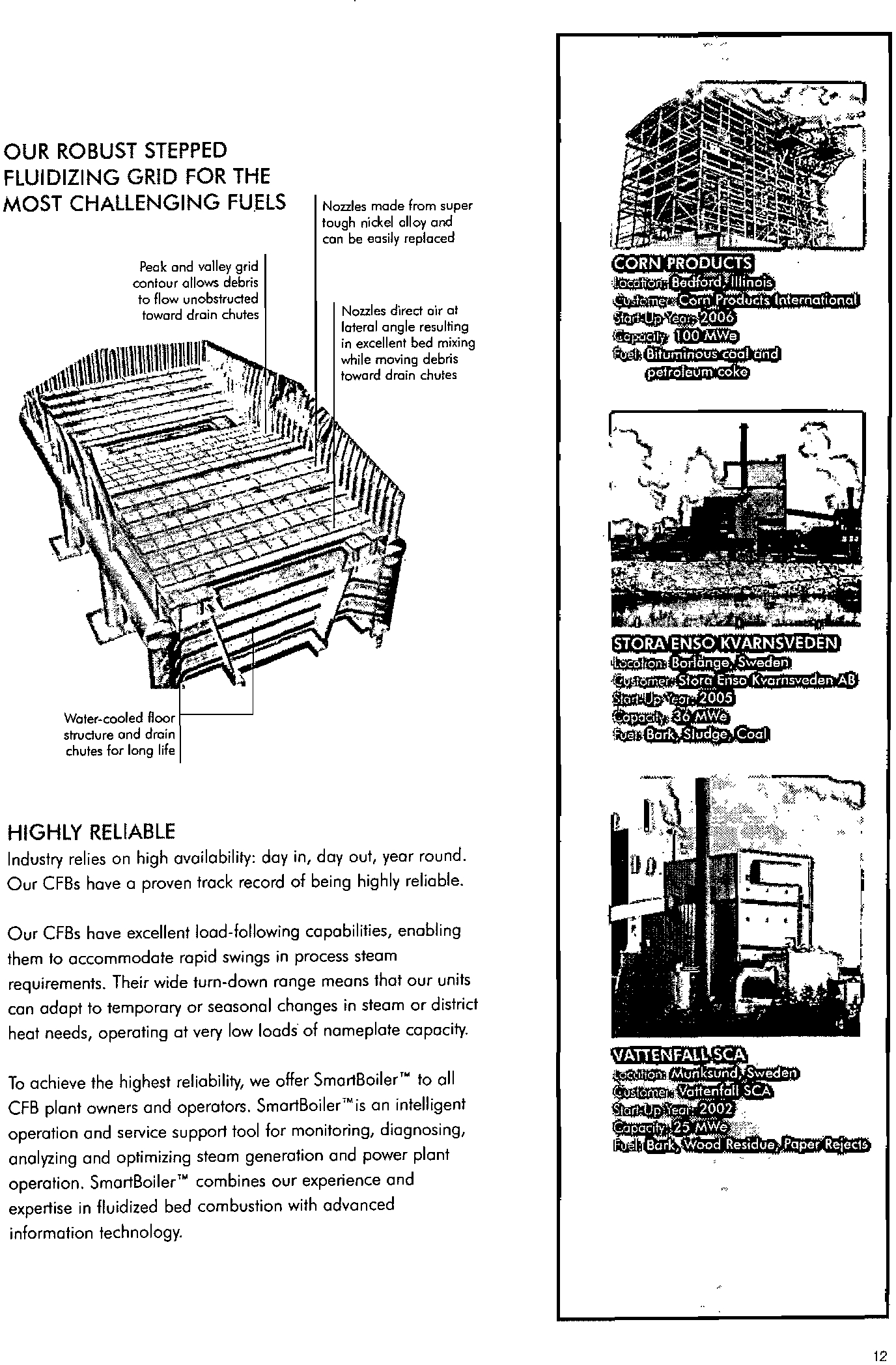
OUR ROBUST STEPPED
FLUIDIZING GRID FOR THE
MOST CHALLENGING FUELS
Peak and volley grid
contour allows debris
to flow unobstructed
toward drain chutes
Woter.cooled floor
1------'
structure and drain
chutes for long life
Nozzles made from super
tough nickel alloy and
can be easily replaced
Nozzles direct air
01
lateral angle resulting
in excellent bed mixing
while moving debris
toward drain chutes
HIGHLY RELIABLE
Industry relies on high availability: day in, day out, year round.
Our CFBs have a proven trock record of being highly reliable.
Our CFBs have excellent load-following capabilities, enabling
them to accommodate rapid swings in process steam
requirements. Their wide
turn-down range means that our units
can
adapt to temporary or seasonal changes in steam or district
heat needs, aperoting at very low loads of nameplote capacity.
To achieve the highest reliobility, we offer SmartBoiler'" to all
CFB plant owners and operators. SmartBoiler'"is an intelligent
operation and service support tool
for monitoring, diagnosing,
analyzing and optimizing steam generation and power plant
operation. SmortBoiler
Thl
combines our experience and
expertise in fluidized bed combustion with advanced
information technology.
12
Electronic Filing - Received, Clerk's Office, September 30, 2008
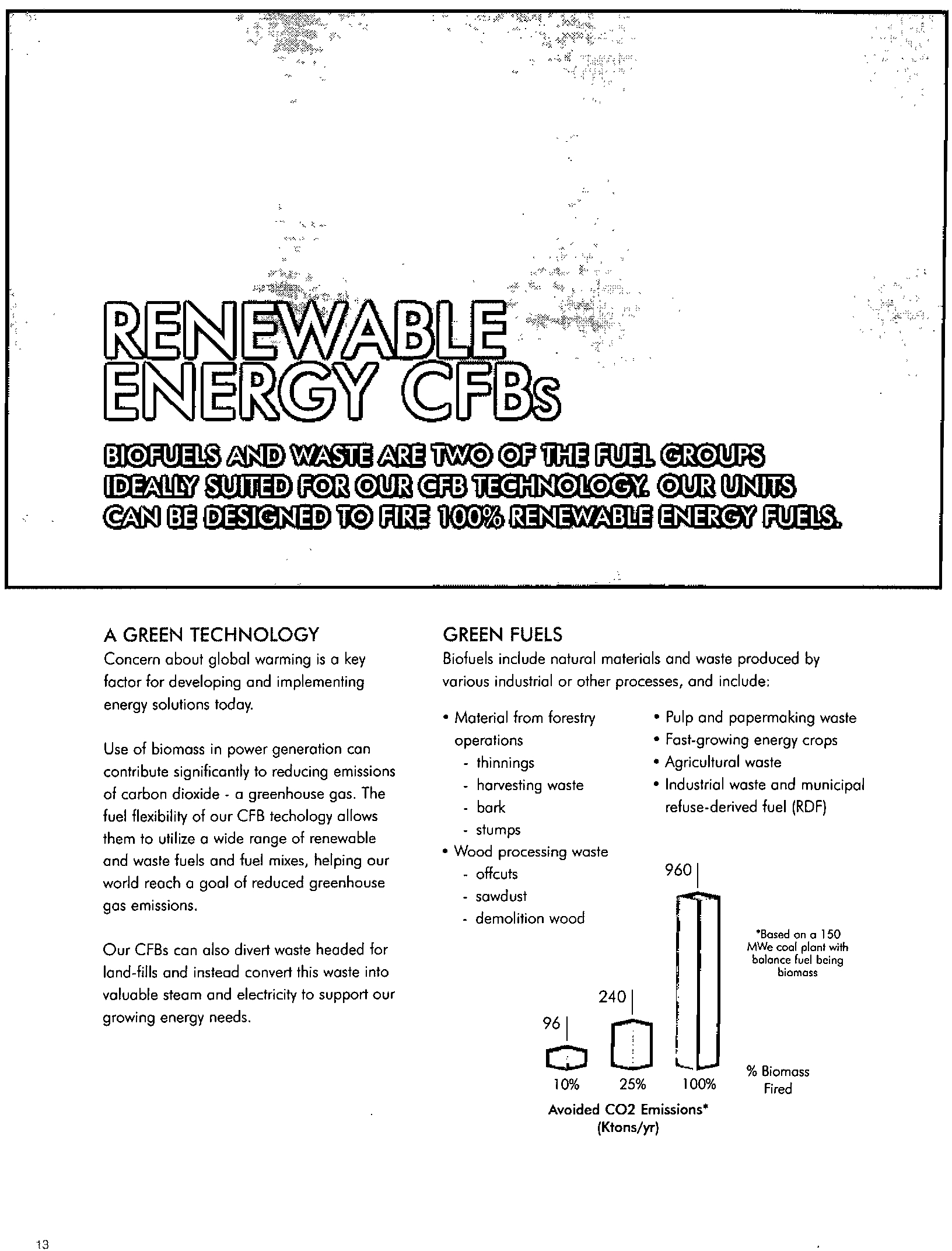
GREEN FUELS
Biofuels include natural materials and waste praduced by
various industrial or other processes, and include:
A
GREEN TECHNOLOGY
Concern abaut global warming is a key
factar for developing and implementing
energy solutions today.
Use of biomass in power generation can
contribute significantly to reducing emissions
of carbon dioxide - a greenhouse gas. The
fuel flexibility of our CFB techology allows
them to utilize a wide range of renewable
and waste fuels and fuel mixes, helping our
world reach a goal of reduced greenhause
gas emissions.
• MateriaI from forestry
operations
thinnings
harvesting waste
bark
stumps
• Wood processing waste
offcuts
sawdust
demolition wood
• Pulp and papermaking waste
• Fast-growing energy crops
• Agricultural waste
• Industrial waste and municipal
refuse-derived fuel (RDF)
960
1
Our CFBs can also divert waste headed for
land-fills and instead canvert this
waste into
valuable steam and electricity ta support
our
growing energy needs.
96
1
o
10%
240
1
QJ
25%
I
•
L.-.
100%
.Based on a 150
MWe coal plant
with
balance fuel being
biomass
%
Biomass
Fired
13
Avoided C02 Emissions.
(Ktons/yr)
Electronic Filing - Received, Clerk's Office, September 30, 2008
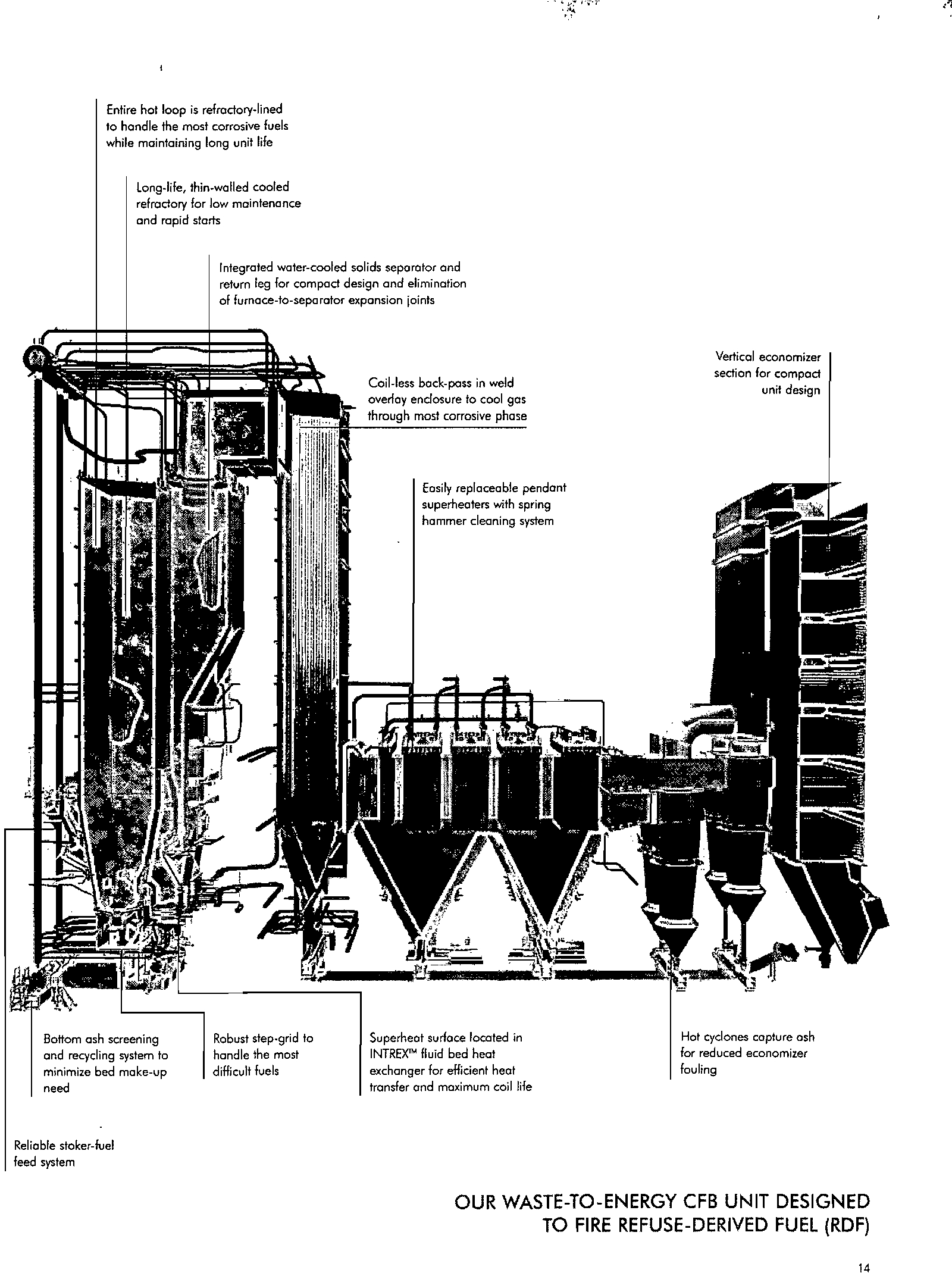
Entire hot loop is refractory-lined
to handle the most corrosive fuels
while maintaining long unit life
long-life, thin-walled cooled
refractory for low maintenance
and rapid storts
Integrated water-cooled solids separator
and
return leg for compad
design and
elimination
of furnace-fa-separator expansion
ioiots
Coil-less bock-pass in weld
overlay enclosure fa cool gas
through most corrosive phase
Easily replaceable pendant
superheaters
with
spring
hammer cleaning system
Vertical economizer
sedion for compad
unit design
"
Bottom ash screening
and recycling system to
minimize bed
make-up
need
Reliable stoker-fuel
feed
system
Robust step-grid to
handle the most
difficult fuels
Superheat surface located in
INTREJ<'M fluid bed heat
exchanger for efficient heat
transfer
and maximum coil life
Hot cyclones capture ash
for reduced economizer
fouling
OUR WASTE-TO-ENERGY CFB UNIT DESIGNED
TO FIRE REFUSE-DERIVED FUEL (RDF)
14
Electronic Filing - Received, Clerk's Office, September 30, 2008
}{,
\~:
.
.',
Electronic Filing - Received, Clerk's Office, September 30, 2008
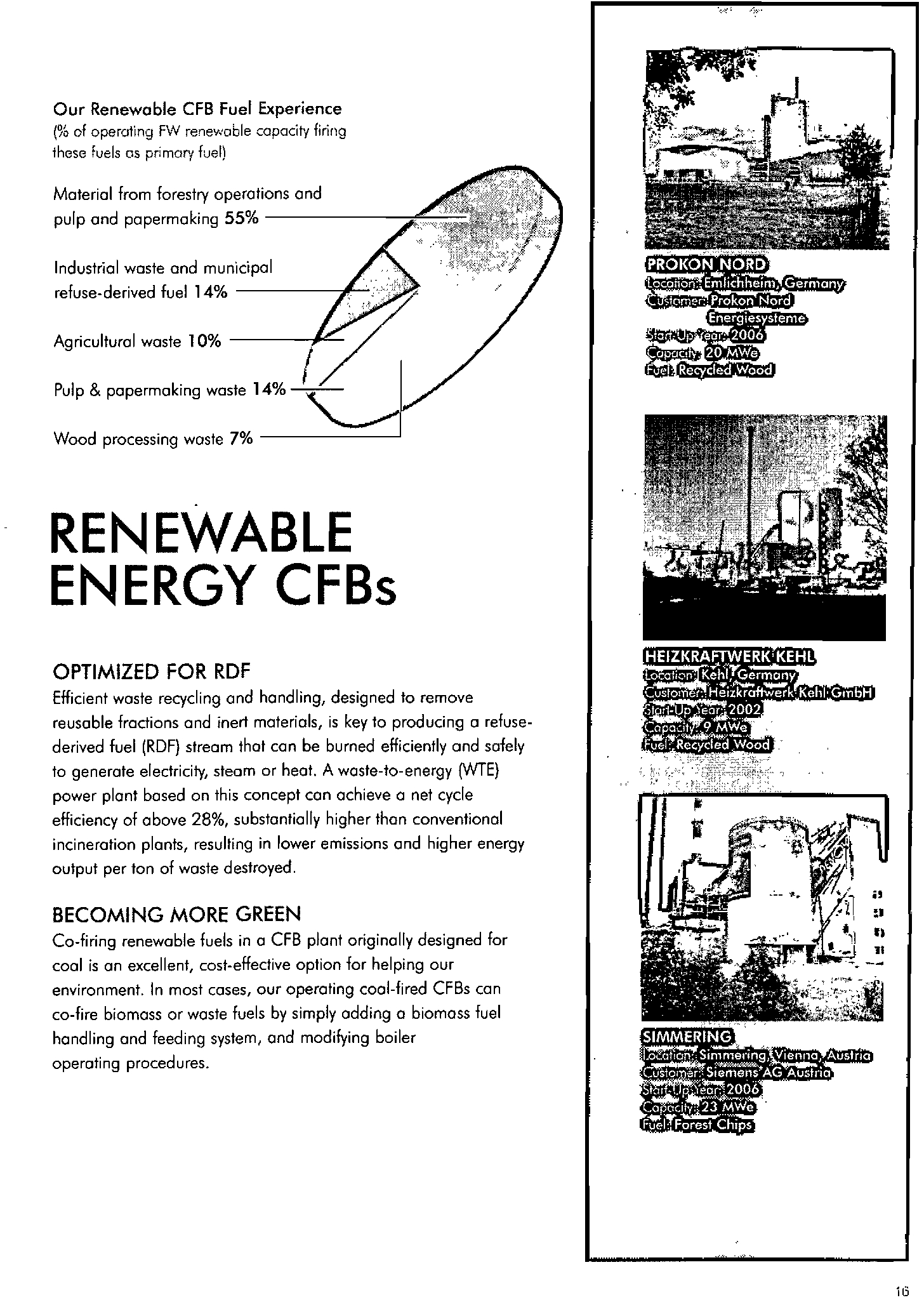
Our Renewable CFB Fuel Experience
(% of operating FW renewable capacity firing
these fuels os primary fuel)
Material from forestry operations and
pulp and papermaking
55% --------.;"=--
Industrial waste and municipal
refuse-derived fuel
14%
-----~=>
Agricultural waste 10%
----p.:...
Pulp & papermaking waste 14% -':"';;-"--
Wood processing
waste 7% ---------'
RENEWABLE
ENERGY CFBs
OPTIMIZED FOR RDF
Efficient waste recycling and handling, designed to remove
reusable fractions and inert materials, is key to producing a refuse-
derived fuel (RDF) stream that can be burned efficiently and safely
to generate eleetricily, steam or heat. A waste-to-energy
(WTE)
power plant based on this concept can achieve a net cycle
efficiency of above 28%, substantially higher than conventional
incineration plants, resulting in lower emissions and higher energy
output per ton of waste destroyed.
BECOMING MORE GREEN
Co-firing renewable fuels in a CFB plant originally designed for
coal is an excellent, cost-effective option for helping our
environment. In most cases, our operating cool-fired CFBs can
co-fire biomass or waste fuels by simply adding a biomass fuel
handling and feeding
system, and modifying boiler
operating procedures.
i15
Electronic Filing - Received, Clerk's Office, September 30, 2008
.).
.
.
,"-
9.
@liblOOlDiI!iii1~
Order Start.Up
,:::':"
~'
..
,
Steam
Primary
Secondary
Date
Date;.:
Client
Plant
..
7~i;~~
'.X<
MW.
Fuel
"
;~Fuel
-
-_.__
.-
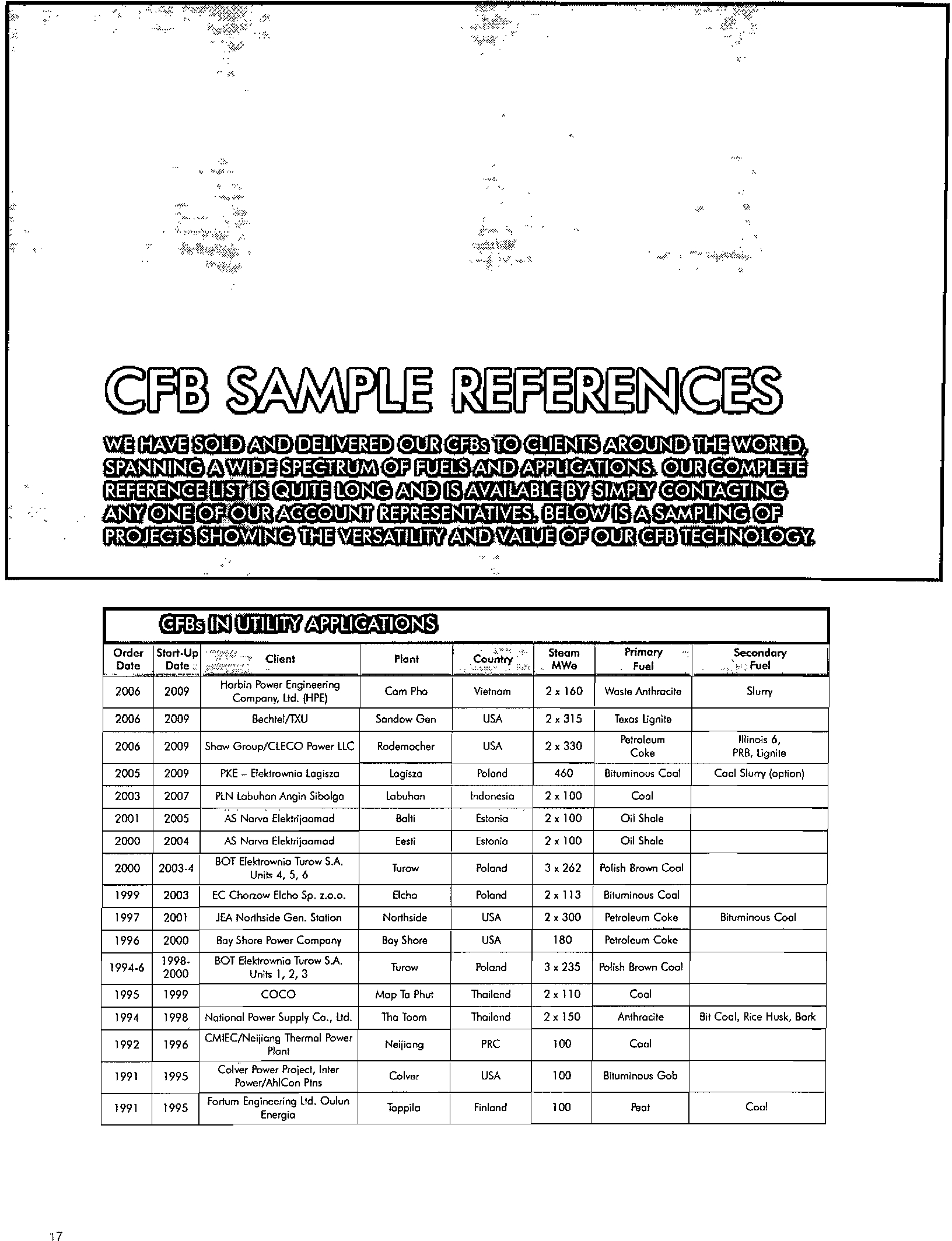
2006
2009
Harbin Power Engineering
Cam Pho
Vietnam
2 x 160
Waste Anthracite
Slurry
Company, ltd. IHPE)
2006
2009
BechtellTXU
Sandow Gen
USA
2 x 315
Texas lignite
2006
2009
Shaw Group/ClECO Power LLC
Rademacher
USA
2x 330
Petroloum
Illinois 6,
Coke
PRB, lignite
2005
2009
PKE - Elektrawnia logisla
Lagiszo
I
Poland
460
Bituminous Cool
Coal Slurry (option)
2003
2007
PLN lobuhan Angin Sibolga
labuhan
Indonesia
2 x 100
Cool
2001
2005
AS Narva Eleklrijaamad
Bohi
Estonia
2 x 100
Oil Shale
2000
2004
AS Narva Elektrijoamad
Eesti
Estonia
2 x 100
Oil Shale
2000
2003-4
BOT Eleldrawnio Turow SA
Turow
Poland
3:c. 262
Polish Brown Cool
Units 4, 5,6
1999
2003
EC Chorzow Elcho Sp. Z.O.o.
Elcho
Poland
2 x 113
Bituminous Coal
1997
2001
JEA Northside Gen. Stotion
Northside
USA
2:c. 300
Petroleum Coke
Bituminous Cool
1996
2000
Bay Shore Power Company
Bay Shore
USA
180
Petroleum Coke
1994.6
1998-
BOT Elektrownia Turow SA
Turow
Poland
3 x 235
Polish Brown Coal
2000
Units 1, 2, 3
1995
1999
COCO
Mop To Phut
Thailand
2 x 110
Coal
1994
1998
National Power Supply Co., ltd.
Tho Toom
Thailand
2x 150
Anthracite
Bit Coal, Rice Husk, Bark
1992
1996
CM1EC/Neijiang Thermal Power
Neijiang
PRC
100
Coal
Plant
1991
1995
Colver Power Project, Inter
Colver
USA
100
Bituminous Gob
Power/AhICon Ptns
1991
1995
Fortum Engineering ltd. Oulun
Toppilo
Finland
100
Pool
Cool
Energio
Electronic Filing - Received, Clerk's Office, September 30, 2008
,
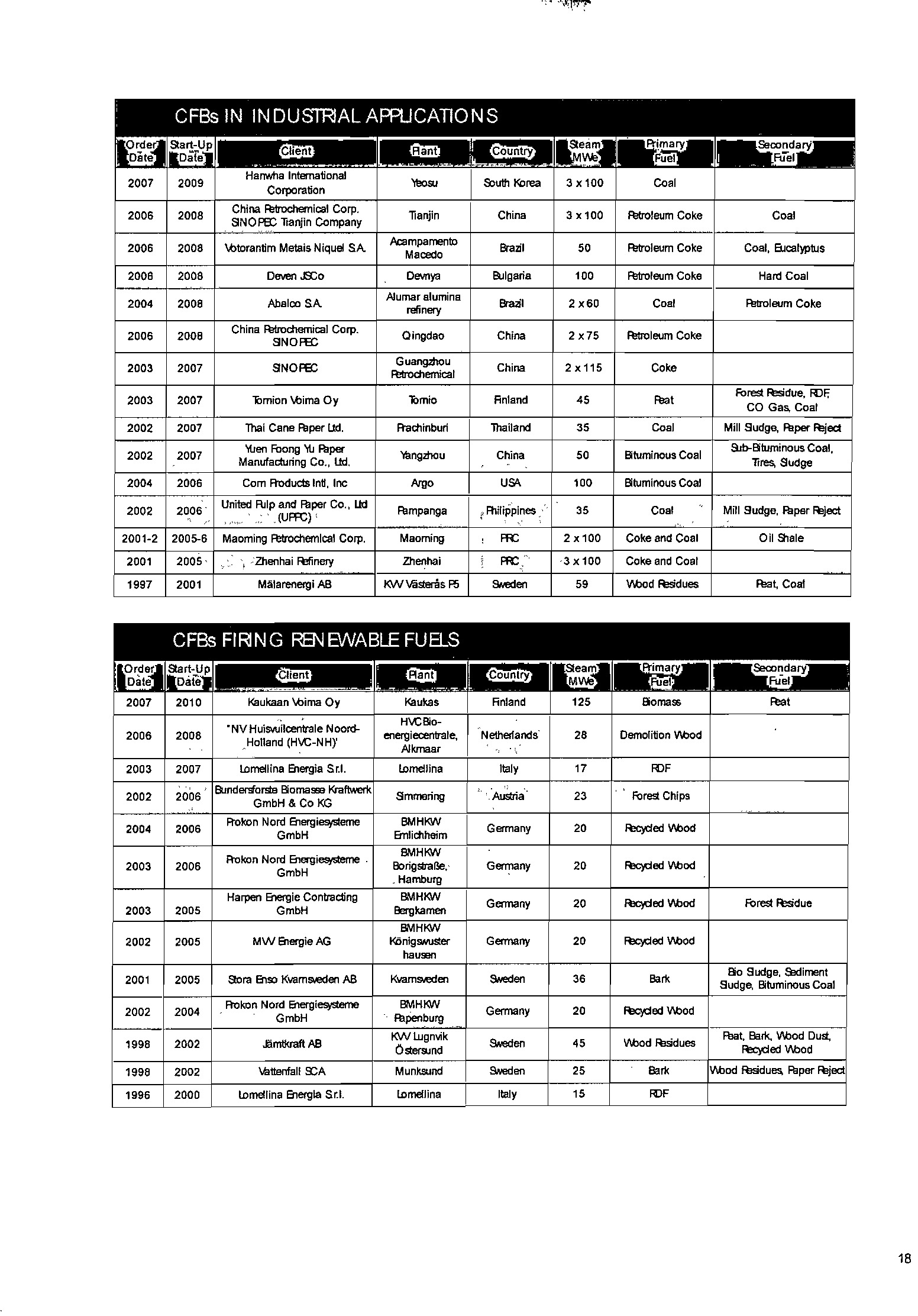
CFBsIN IN DUSTRlAL APPUCAllON S
rIfl~~~~~
2007
2009
HaITWha
In~tionm
""""
$:)uth
Korea
3
x
100
Coal
Corporation
2006
2008
China RWochemical Corp.
lianjin
China
3 x 100
Fetroleum Coke
Coal
SNOPEC lianjln Company
2006
2008
\Otorantim Metals Niquel SA
I'I::2mpamento
Bra~1
50
FIWoleum Coke
Coal, Eucalyptus
Macedo
2006
200S
Deven ..s::o
Oevn"
8Jlgaria
100
Fetroletlm Coke
Hard Coal
2004
2008
Abalco SA
AJumar alumina
Eira2i1
2 x60
Coal
Fetroleum Coke
"'"''''Y
2006
2008
China Rrlrodlemical Corp.
Qingdao
China
2 x75
Rm'oleum Coke
SNOF£C
2003
2007
SNOF£C
Guangmou
R:ltroc:hemicat
China
2 x 115
Coke
2003
2007
"ilmion \bima Oy
bmio
Roland
45
AlaI
FortS. R:Sdue, RJF,
CO Gas, Coal
2002
2007
Thai
Cane Riper Ud.
Rachinburi
Thailand
35
Coal
Mill Sudge, A:tper
~ec:t
2002
2007
'I1Jen Foong 'I1.J Riper
'tctngzhou
China
50
Bituminous Coal
9.lb-Efwminous Coal,
Manufacturing Co.,
lid.
..
Trres, $udge
2004
2006
Com R'oducts Inti, Inc
","0
US'<
100
Bituminous Coal
2002
2~06
United ,RJlp and Fbper Co., l1d
. (UFfC) •
Fampanga:
;:Fhilippines .'"
. ..
35
Coal
'.
Mill Sudge, RIper
Feject
2001~2
2005-6
Maoming Fttrochemlcal Corp.
Maoming
,
FRO
2 x100
Coke and Coal
Oil Slale
2001
2005,
.•
"
Zhenhai R:!finery
Zhenhai "
FRO.,'
-3 x 100
Coke and Coal
1997
2001
Malarenergl AB
KW\Fcisteras F5
s.wd",
59
W:lod RSdues
F83t, Coat
CFBs FIRING RENEWABLE FUaS
fWl~~QiiO~~~
2007
2010
Kaukaan \.bima Oy
Kaukas
Finland
125
Bomass
FOal
'NVHui~flcentrale
Noord-
H'vCBio-
2006
2008
energiecentrale,
Netherlands'
28
Demolition V\bod
....
~
Holland (H\A::-N H)'
A1kmaa,
.. " "
2003
2007
lomelHna Energia Sr.l.
lomellina
Italy
17
F<lF
2002
2006
'"
...
".',
B.mder'!forSeGmbHBiomasse
& Co KG
Kraflwerk
Austria'
Fore!i
Chips
Smmering
23
2004
2006
Rokon Nord Energie¥teme
BMHKW
Germany
20
_edVlbod
GmbH
Emlidlheim
Rokon Nord
Energiesysteme .
BMHKW
2003
2006
GmbH
BorigslJ'aBe.'
G~ny
20
_edVlbod
.Hamburg
Harpen 8lergie Contracting
BMHKW
Germany
20
_edVlbod
FareS:
fbdue
2003
2005
GmbH
"""ka""'"
BMHKW
2002
2005
MW Energie AG
KOnig9NUSl:er
Genna""
20
_edVlbOd
hau","
2001
2005
Sora En9:l Kwm9JE!den AB
Kwm~en
s.wd'"
36
sa"
Bio SOOge, S:ldiment
Sudge, Bituminous Coal
2002
2004
Rokon Nord
&lergi~
BMHKW
Germany
20
fU)ded
V\bod
GmbH
Rl.pen~urg
1998
2002
Jamtkraft AB
t\!Nlugnvik
s.wd",
45
\f1.bod R3Sdues
Feat, B3.rk,
Vlbod Dud,
6:&er'9Jnd
Fec)ded
V\bod
1998
2002
\attenfall 3;A
Munksund
s.wd",
25
sa"
Vo.bod
R:lsidu~
Faper R3ject
1996
2000
lomellina 81ergla Sr.I.
LDmellina
IlaJy
15
F<lF
18
Electronic Filing - Received, Clerk's Office, September 30, 2008
~
~~
=e:=~=.t~==:::r.~~Wt1
.,~
-,,'''.'i'* . .
_. _,".'. .
-
..... - . --,.c,,',
"
." . -
. >
o
o
o
.
:,
•
CONTACT US
CHINA
Units 12 to 26, 6th Aoor - To_ A
Beijing CO
FCO Aaza
NO.8 Janguomennei
Sreet
Beijing, Roople-s Fepublic
01
China 100005
T
+86(0)1065263480/81
8th Aoor, UC To_, 500 Fuman RJad
flJdong New
I'lea,
S1anghai, China 200122
T + 86 (0)
21 5058 2266
FINLAND
Metsanneidonkuja 8
R-02130 Espoo, Rnland
T + 358 (0) 10 393
11
RlIandennkatu 2, 78201 \/arkaus
1'0.8o<201,78201\/arkaus
T +358 (0) 10 39311
GERMANY
ElJrggrnlemlrnsse 5A
40545
Dusseldorf, Germany
T + 49 (0)
211 55024700
FOLAND
Aleja Jana PaYAa II 15
00-828
Warsaw, FOland
T + 48 (0) 22 697 6870
ul.
Sas1ica 31, 41-200 Eb"",";oo, FOland
T + 48 (0)32 368 1300
Website: www.fwc.com
SPAIN
Calle Gabnel Garda Marquez, 2
28230
UlS
RJzas - Madnd, spain
T + 34 (0)
91 336 2500
SWEDEN
UndOv1lgen 75, 602 28 NorrkOping
I'0, Ebx 6071, 600 06 Norr!<Oping
T +46 (0)11285330
THAILAND
9th ROOf, Maneeya BJilding
518/5 Roenchil RJad
wrJ1lini, FathUfTlINcm
Bangkok 10330, Thailand
T + 66 (0)
26520760
USA
~lIe
Corpornte Flux,
Clinton, New.e-sey
T + 1 (1) 908 730 4000
9780
Mt. F\<amid Court, $lite 260
8lglewood, CO 80112-7060
T
+ 1 (1)3037844880
Rinted on add
free
and environmental dllorine
free paper oontaining 50% rec:¥=led content
induding 25% pos: oon9Jmer waS-e.
Electronic Filing - Received, Clerk's Office, September 30, 2008
C. Giesmann, K. Stuckmeyer
IEPA ATTACHMENT ND•
...::L
,lrjIiJJ
b=oI~
J.
Boyle
r'
~1YI,
%:t:Alneren
The Electrical Utilities Environmental Conference
January
22-25,
2006
Tucson,
Al
Al
/ ,i
'
,
T'~A
,:-
A
:- C
h'
(ilieva,S,-,
III
S
,,-,U.II,
b
i
0
I;
1'5
~! ~ )~
Ib'
i
"M'!B't
=
""'....,-
-'"
~!!!!!!'7!!J
_=-"!ff~
_
(
i
"i
i ;-',
cu.,'
-
_
1.1
~
~IIJ
-.J
=--
- =-'....
_
.... _-'
NiO:
~ _._~~
v
E'm!is,
..... ='
Ill ..... '_
sloin;
!!!!!/'_)
~
'S;
~_;;'~
OIl
.... _
a~
~
i
5~O!O)
_
=--- =-'
M,
-'
;W;
.~.
_'
C
r
,Y/C,
/ __".
I0
~
n.,,'
"~
!~~Firj8dr!
_ 11 __
__~
'
Bo!iili8'r
~ -~
_ --'
_~
'"'"
~
/' \
'~EACTION
ENGINEERING
INTERNATIONAL
M. Cremer, A. Chiodo, B. Adams
Electronic Filing - Received, Clerk's Office, September 30, 2008
A
.__
ic~niO!\NII!e·dlgc
_."",,"~
~
__ .
~
~
le,m!e'nit~s~~:
~!!J!!J
_.
""' _
~
» The authors wish to thank the US DOE NETL
J
for providing funding for this program. The
authors would also like to acknowledge Bruce
Lani,
project officer for DOE NETL, and the
integral support of AmerenUE Sioux Plant
Manager, Bruce Bruzina, and his staff.
» "This presentation was prepared with the
support of the USDOE National Energy
Technology Laboratory's Innovations for
Existing Plants Program, under Award No. DE-
FC26-04NT42297. However, any opinions,
findings, conclusions, or recommendations
expressed herein are those of the author(s)
and do not necessarily reflect the views of the
DOE."
Electronic Filing - Received, Clerk's Office, September 30, 2008
vvv
OJ
V
~
"'U
OJ
n
m
m
...,
n
0
Ul
I
A
:::J
rt
~
lC
n
-
;:0
m
...,
Ul
0
0
c
m
rt
C
Ul
Ul
»
:::J
1<
_.
0
c
c.
d'
:::J
rt
-
n
Ul
rt
OJ
[2
Ul
_.
<
:::J
t
-.
~-
rt
C.
-'l'
-.
I
m
Ul
0
\-..I.
rr
m
rt
n
_.
Ul
<
m
Electronic Filing - Received, Clerk's Office, September 30, 2008
R
.'
h
R
t' I'.'
t.
-
~=-
JIIC,,"'1'
~.
.~.
~
Jeag-eJn
~ .~= ~
;
~!!!J ~~
i
__
~I
~
'n-
i',e.
;
_~
~c;
~ ':J~
1~IIQini
,
=--'"
~
=>
0=/
~
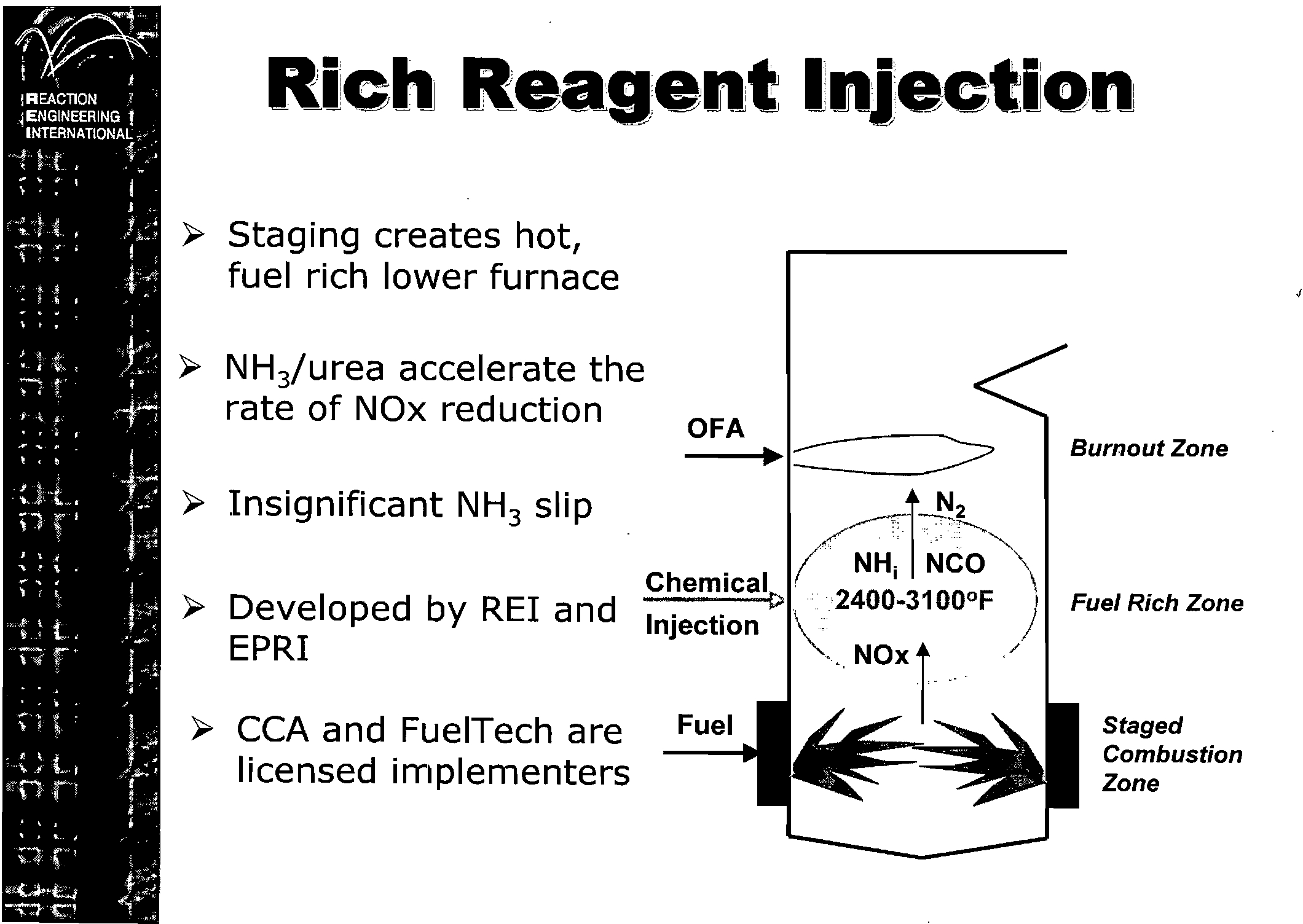
NHiurea accelerate the
rate of NOx reduction
J
Staged
Combustion
Zone
Fuel Rich Zone
Burnout Zone
OFA
~
I::::
=>
1
• _
N
2
Chemical
Injection I>
~'2400'31000F
~N~~"
)
", NOxt
/
Fuel -
~
-- r"
~
Developed
by
REI and
EPRI
~
CCA and FuelTech are
licensed implementers
~
Staging creates hot,
fuel rich lower furnace
~
Insignificant NH
3
slip
Electronic Filing - Received, Clerk's Office, September 30, 2008
ALTA
=:
Adv'anced Layered
Techn
-
.~
_=--!"'!J ' =-'
1
Q,llo,g.y/
-~ ~
--
~/
,/
Ap'
---
-'~~!!!l=-'
;p
~~
.. )fo!achl
~
=-- ---
~
=
~
Deep staging
~
Rich Reagent Injection (RRI)
~SNCR
Electronic Filing - Received, Clerk's Office, September 30, 2008
ProJ,~!e,ctr
o'~
'b
l
~
!!!J
~
, _
~
~=
J)~!ectiY"
,,_
~ _~
/etS
~ ~
="
,
~'
,
~
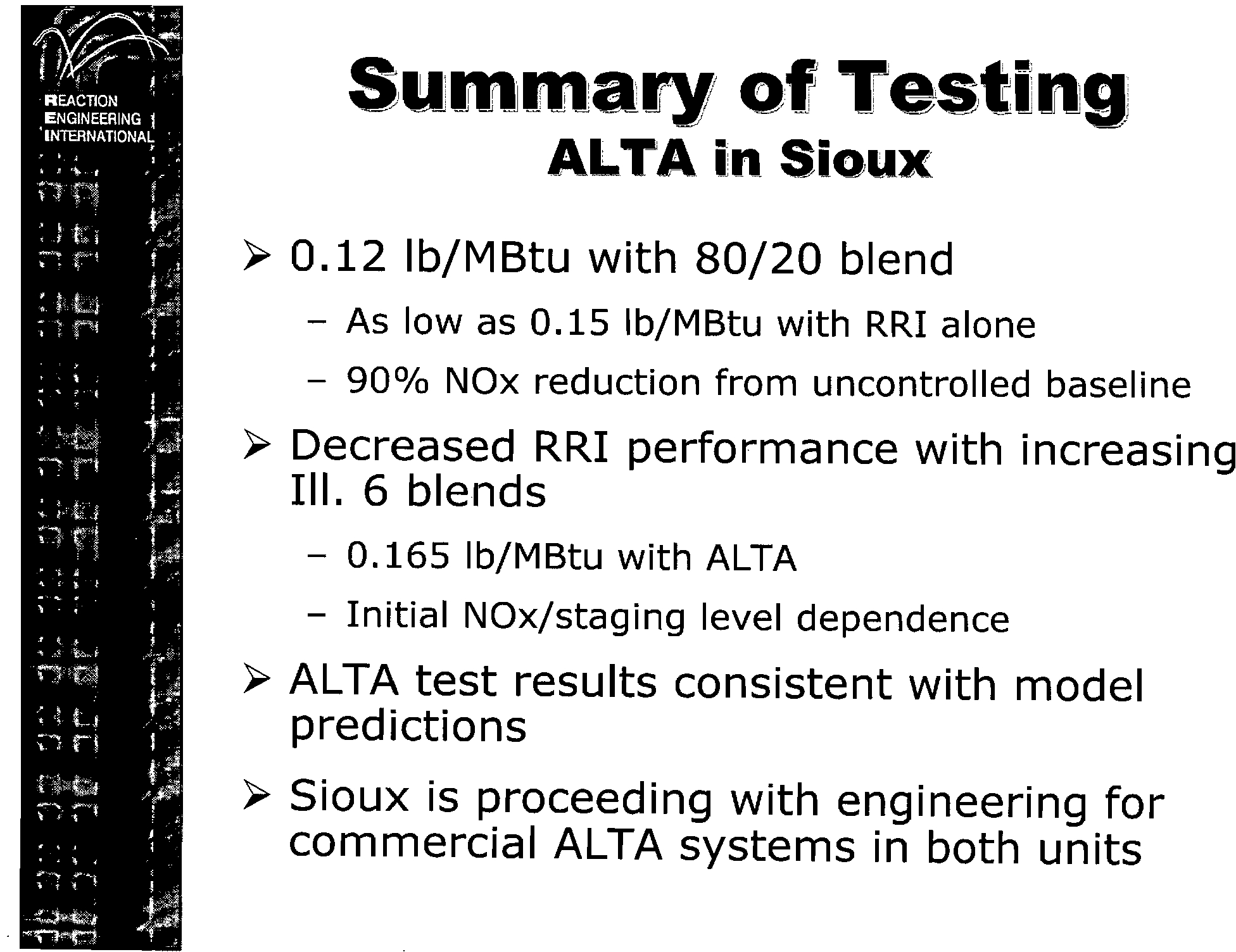
NOx < 0.15 Ib/MBtu
~
Levelized cost below 75% that
of current state-of-the-art SCR
~
BOP impacts including LOI, slag
tapping, and NH
3
slip
Electronic Filing - Received, Clerk's Office, September 30, 2008
Project
Ti
eam
~
AmerenUE Sioux Plant - Host
~
REI - Project Lead
~
FuelTech - RRI and NOxOut SNCR
equipment supply and testing
~
EPRI - Field support and
continuous NH
3
monitoring (UC-
Riverside)
Electronic Filing - Received, Clerk's Office, September 30, 2008
AnI:e..r'-Q,n'U'
=
,~=
"I
~
_!"
_~ _~
I
,IE's
~"~
S-IQU'
~ ~
__
'XI PI1a::
II !!!OJ
Int
_
~
Two Units -500 MW
each
~
Supercritical
~
10 cyclone barrels
~
85% PRB blend with
Illinois bituminous
~
FGR and GT for steam temperature control
~
Fine grind crushers
~
First application of OFA on cyclone in unit 2 in 1997
Electronic Filing - Received, Clerk's Office, September 30, 2008
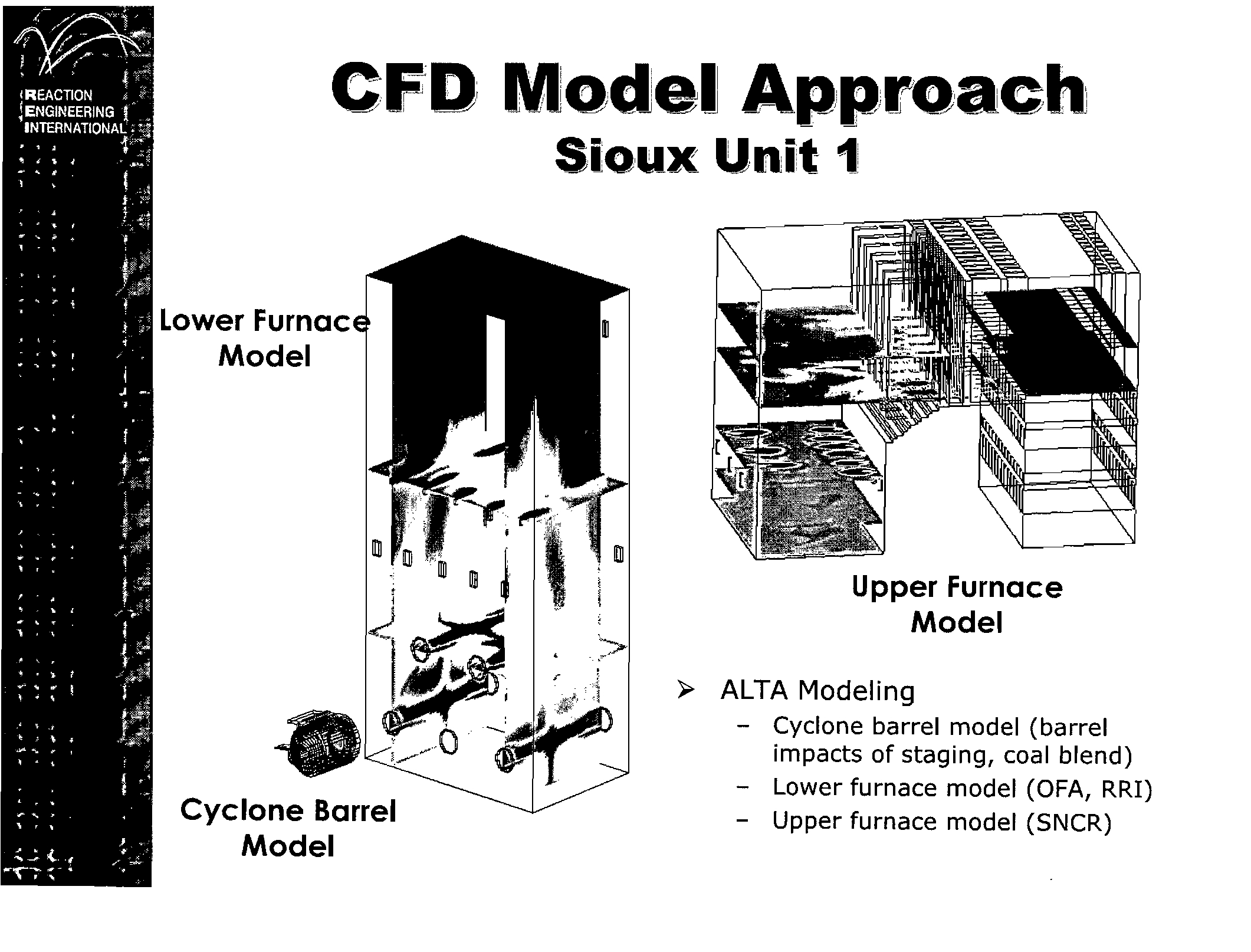
C.FD:
=-'"'
J
Modlel
!!!!!l _
_~
_
Ap,.-
_;='"
:ipr
j __
)Fa,ach
~
__~ __
_~
-
-
Sio,ux Uniit 11
~
ALTA Modeling
Cyclone barrel model (barrel
impacts of staging, coal blend)
- Lower furnace model (OFA, RRI)
- Upper furnace model (SNCR)
Upper Furnace
Back to top
Model
Back to top
Cyclone Barrel
Back to top
Model
Lower Furnac
Back to top
Model
Electronic Filing - Received, Clerk's Office, September 30, 2008
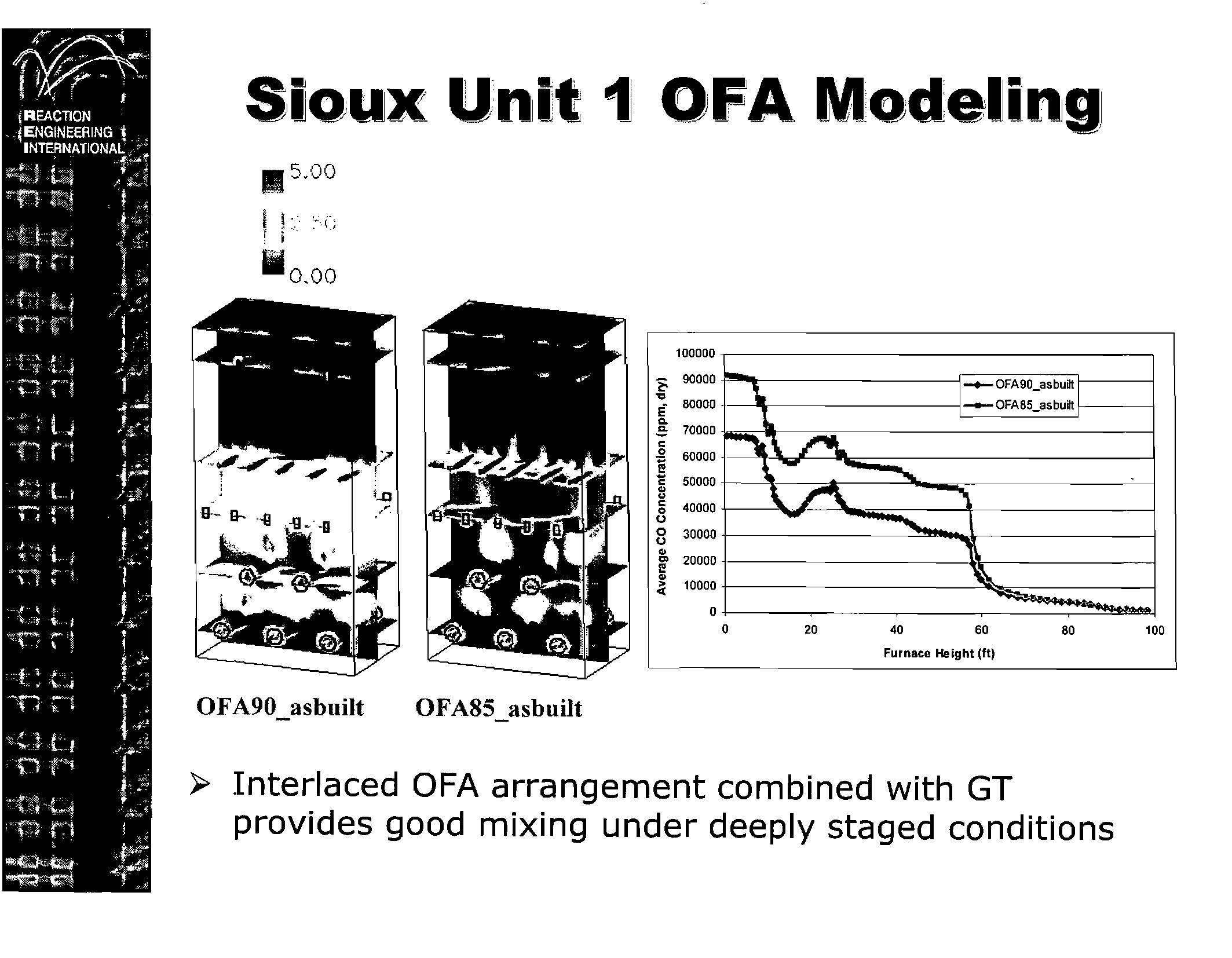
Sioux Unlit 1 OFA Modeling
~
Interlaced OFA arrangement combined with GT
provides good mixing under deeply staged conditions
40
60
80
100
Furnace Height (ft)
20
-
\.
I-+-
OFA90_aSbU~
I
\.
___ OFA85 asbuilt
1\.\ ............
~--
..,..
\~
--
""-
""'
.,
~
o
o
100000
F
90000
...
If
80000
Cl.
.e:
70000
c
0
60000
~
~
..
"
c
0
5000040000
U
u
0
..
0>
3000020000
..
!!
>
10000
'"
OFA85 asbuilt
.0.00
11
5
.
00
I !'
".C;
,
.
OFA90 asbuilt
Electronic Filing - Received, Clerk's Office, September 30, 2008
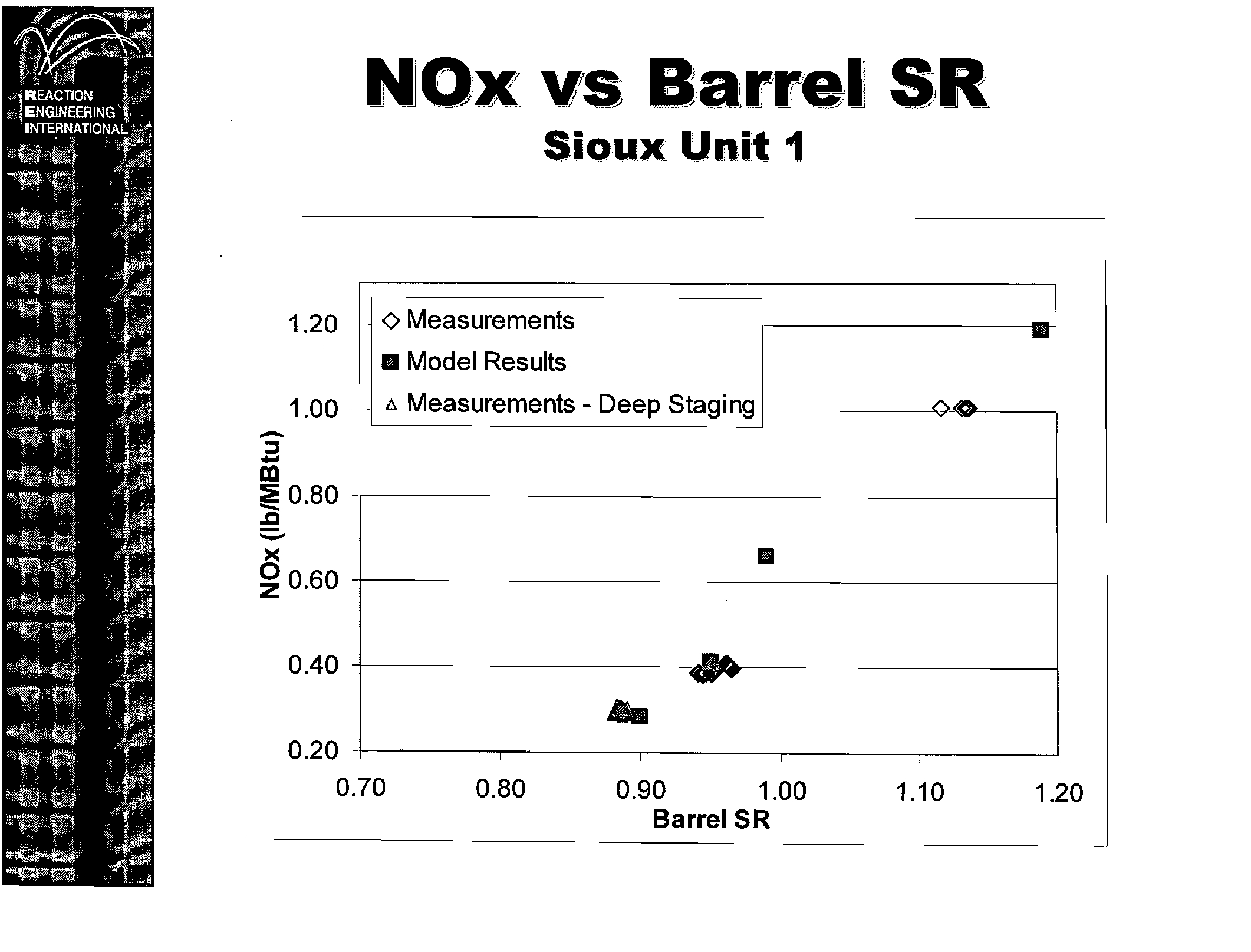
NOx
VIS Barre11 SiR
Sioux Unit 1
0.90
1.00
1.10
1.20
BarrelSR
0.80
II
<:> MeasurementsModelResults
-
f:,. Measurements - Deep Staging
0-
III
•
I
0.40
0.20
0.70
1.00
1.20
><
°060
z.
-
1XI
-
~
~
0.80
-
Electronic Filing - Received, Clerk's Office, September 30, 2008
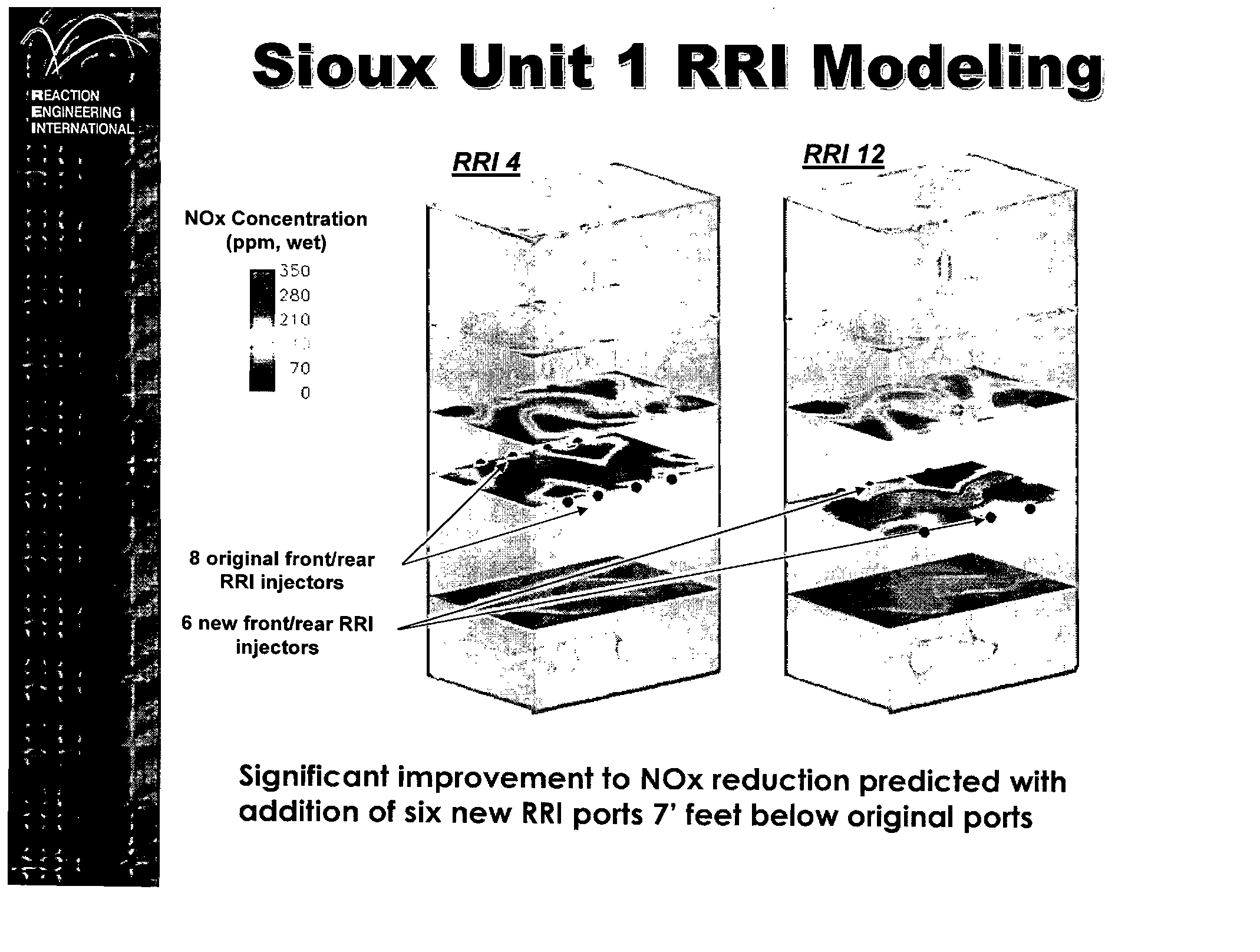
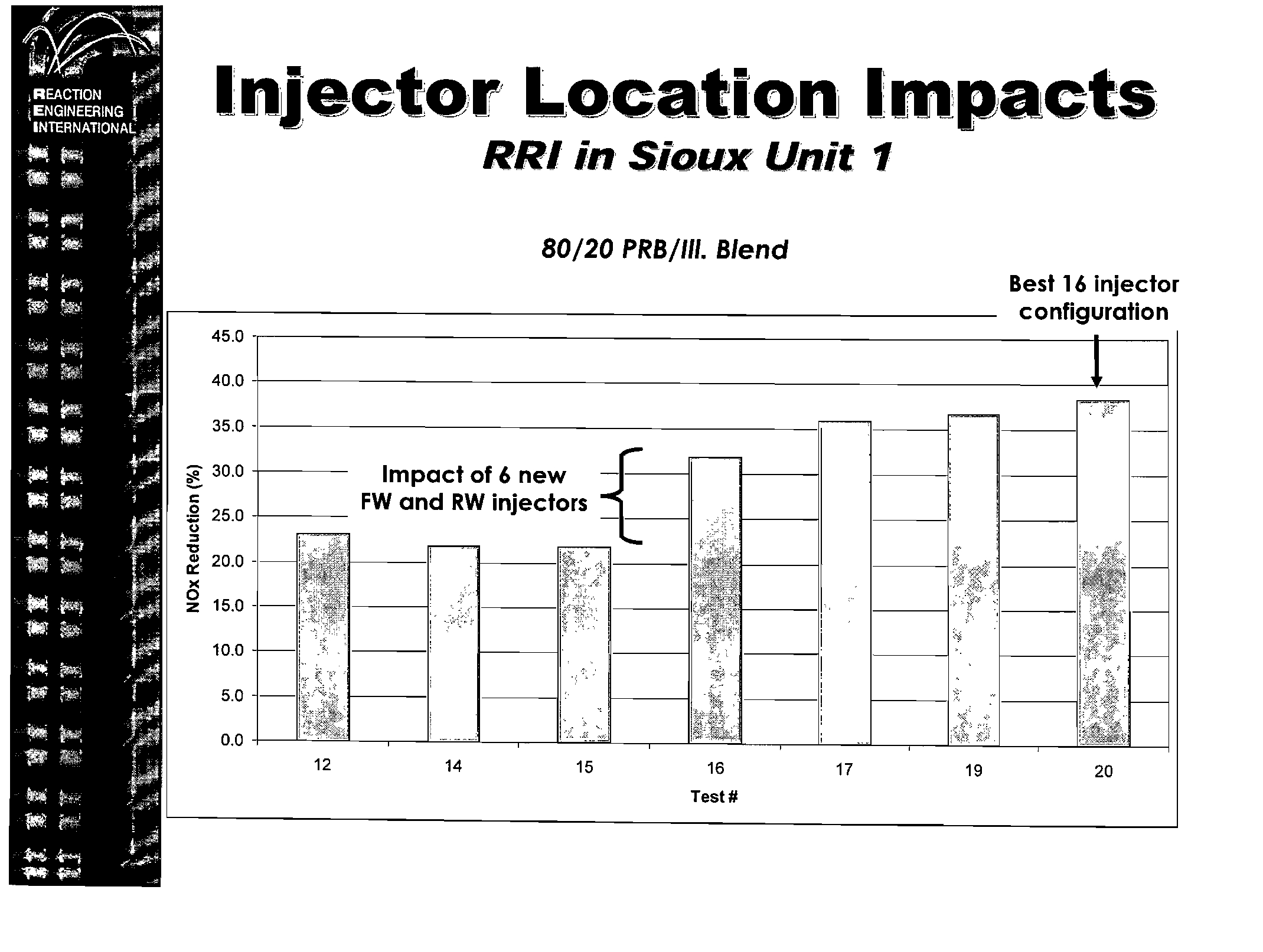
Significant improvement to NOx reduction predicted with
addition of six new RRI ports 7' feet below original ports
",'i"
~
...
-
.......
~
.
'rv~
_
..
~.
~\
q.,
.,~
..
-""....
""'..
, .....'
..., -.....................
---....,.:}<.:~"~,;~_.,,
RR/12
'~p
..
j:<-r-::~.J'«<'""
,-
RR/4
S
010JUX
~
u"
Jnl!
~t'
1!
v J
RR'I
:
~~- ~
,I,
.u.
,.,0
d!
~~e
I'~
ilng
117~
NOx Concentration
(ppm, wet)
_
35,0
280
21(1
8 original front/rear
RRI injectors
6 new front/rear RRI
injectors
Electronic Filing - Received, Clerk's Office, September 30, 2008
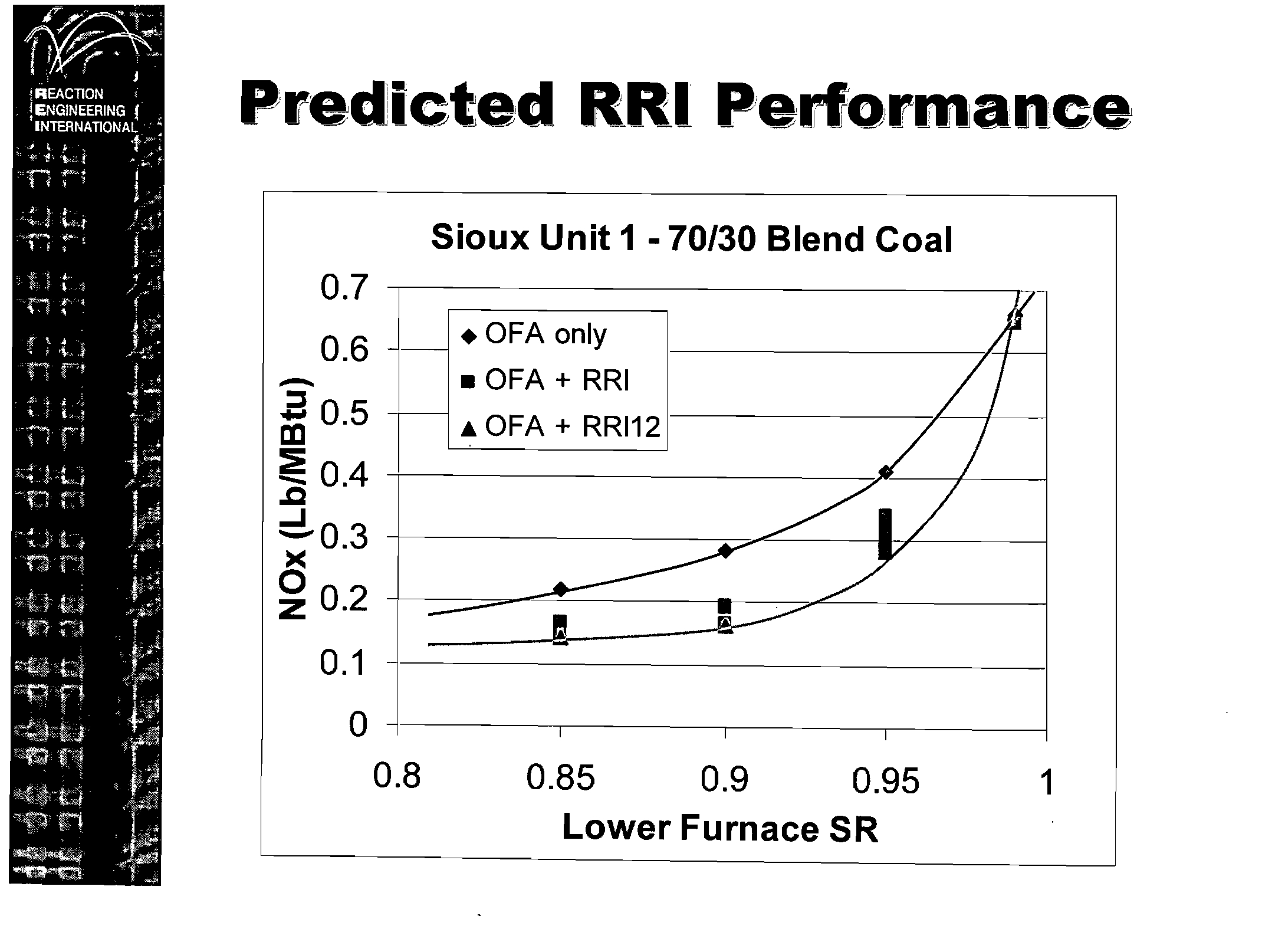
Predicted RRI Pe,rfolrmance
Sioux Unit 1 - 70/30 Blend Coal
• OFA only
)i
.&
• OFAOFA
++ RRI12
RRI
//
//
//
-.-~
/v
P.l
II
~
I
I
I
0.85
0.9
0.95
1
Lower Furnace SR
0.7
-
.a
0.60.5
m
~
0.4
.c
d.0.3
><
~
0.2
0.1
a
0.8
Electronic Filing - Received, Clerk's Office, September 30, 2008
S
~
~--')p_C
.I~
;r-.III!:n:-
, -'
,g,
~i
20'
-' -
,O_r;5'
~;r
GiU-
._~
-.~
ft'~ag-_!e,
~~
i
~
""'
--
~
Sioux Unit 1
y Installation of 8 new RRI ports
-
6 on front and rear walls
-
2
on the side walls
y Installation of 14 new SNCR ports
-
9 through existing GT ports
-
5 through
upper front wall
•
Electronic Filing - Received, Clerk's Office, September 30, 2008
O
:~)y·
,
/e'"N'"
.
11~8'W'
;'
O,e
,f;
T~.-e·s,-·t·..:s'
~
/ ---:
/
I
~
/,.'
.':
!
_!!!!l .' ,'--
~~
:
~........;
.......i
=.I':;..'"
~=.;'
='
=
-
-
~~-_
...../
~
Test Plan
- RRI only tests
- SNCR only tests
- Combined RRI+SNCR tests
~
Parametric Testing Conditions
- 480 MWgf 80/20 blend
(10 days)
- 530-540 MW
gf
100% III. #6
(2.5
days)
- 530 MW
gf
60/40 blend
(0.5 days)
- 425 MW
gf
80/20 blend
(1
day)
~
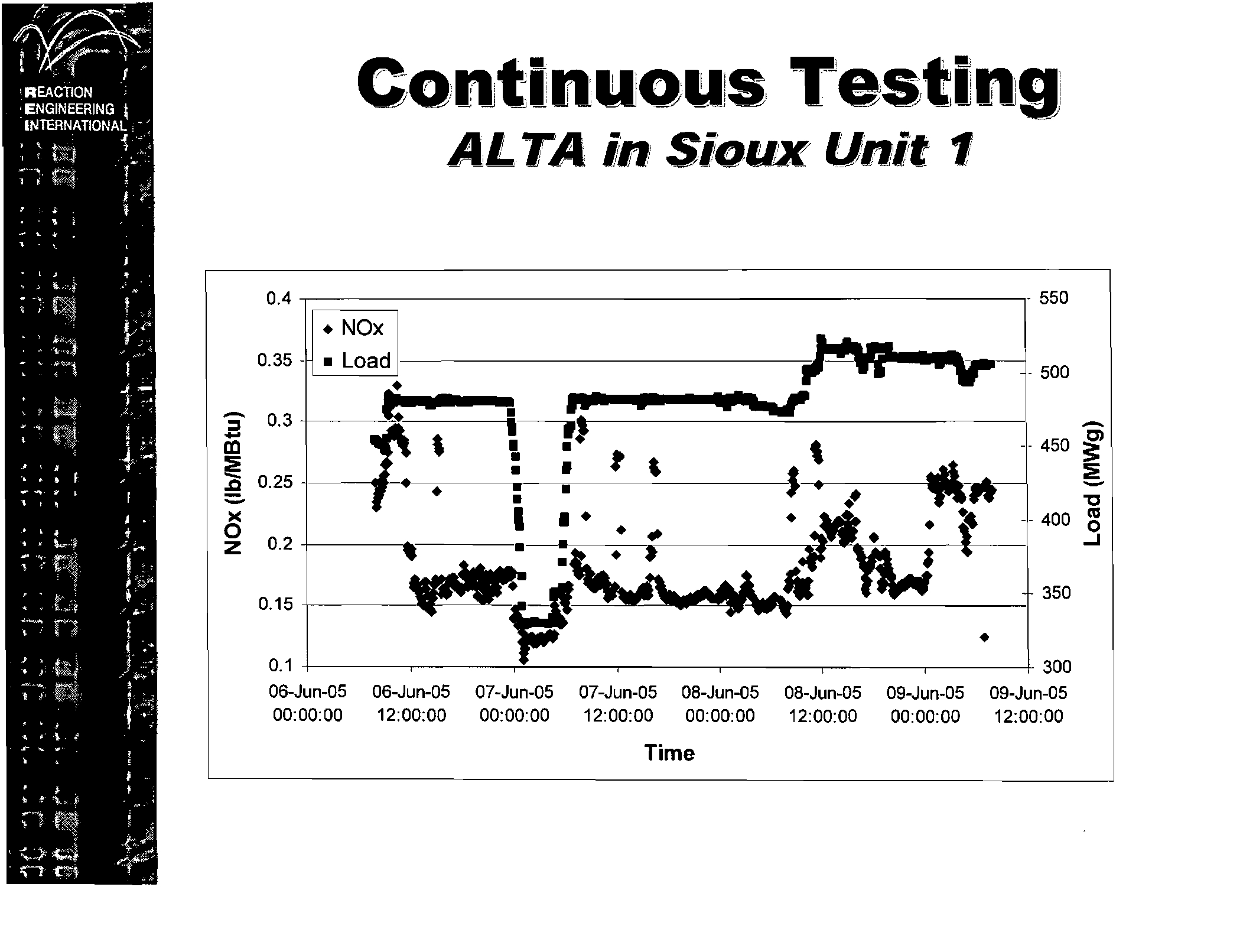
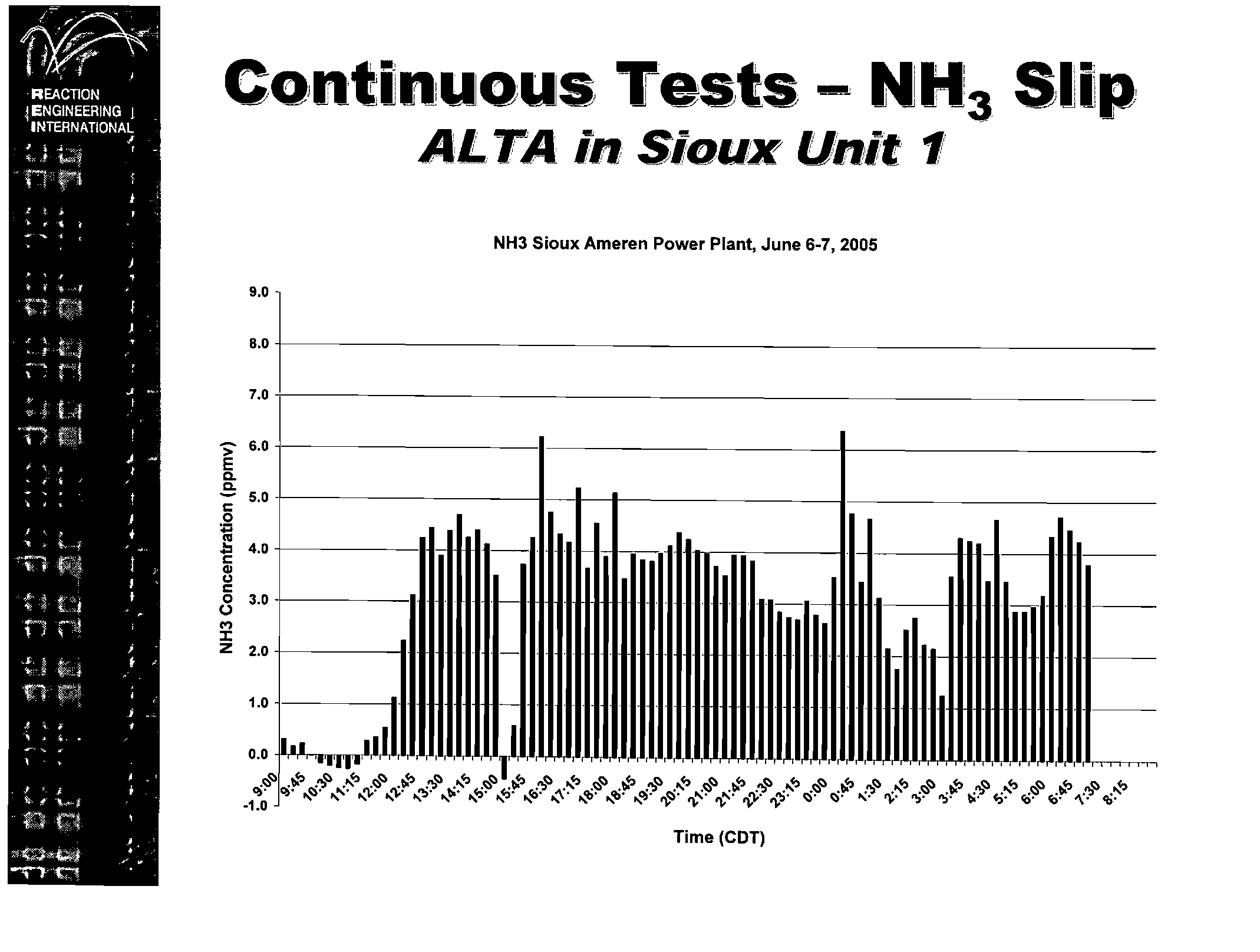
Continuous Tests - 3 days 24 hrsjday
Electronic Filing - Received, Clerk's Office, September 30, 2008
O
r
~
)Ve=--Jrraill
=.I
.'
'='-'"~
_
ReSU'llitS~-i
_
........
_
~
~
.,=r
~
'_"-'
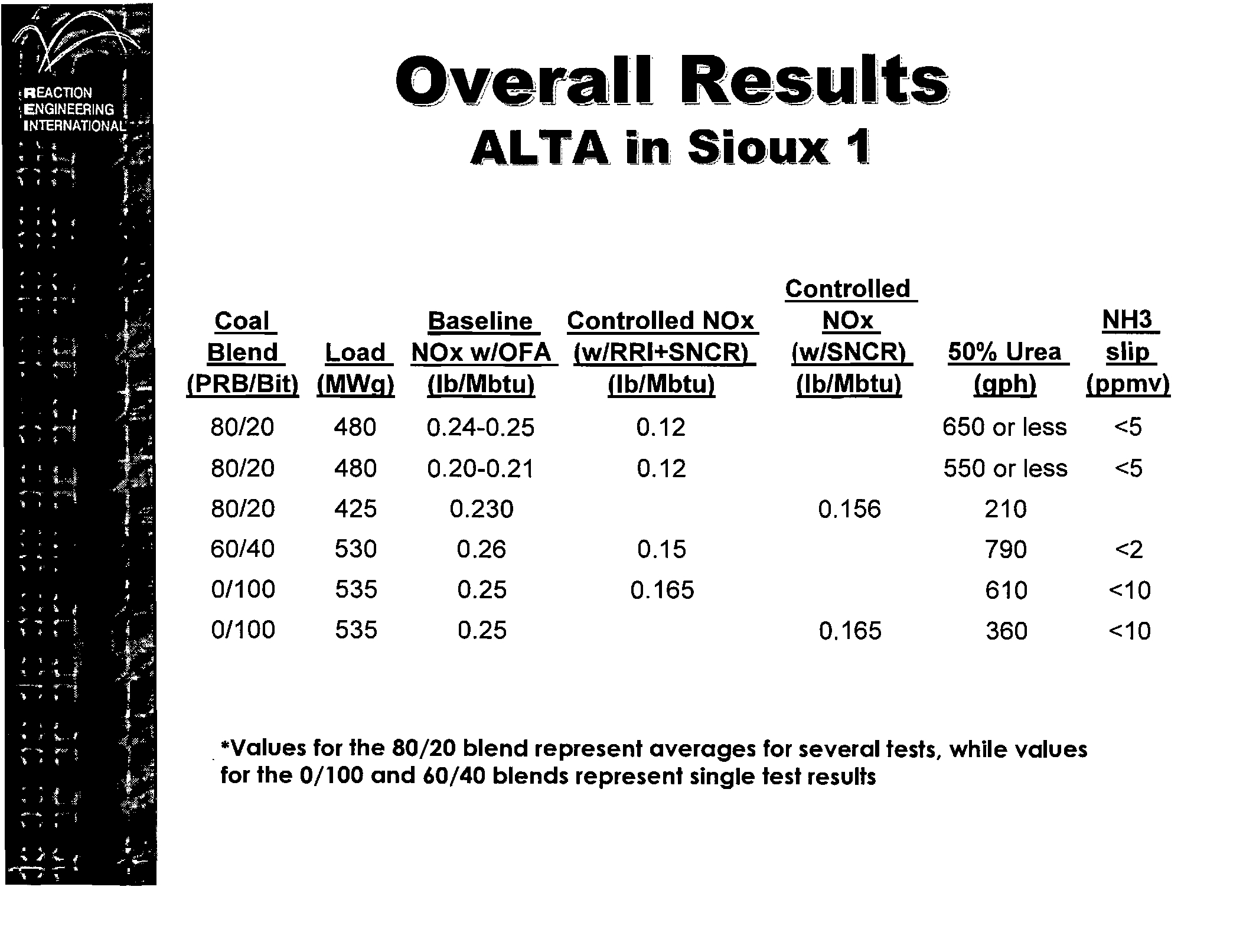
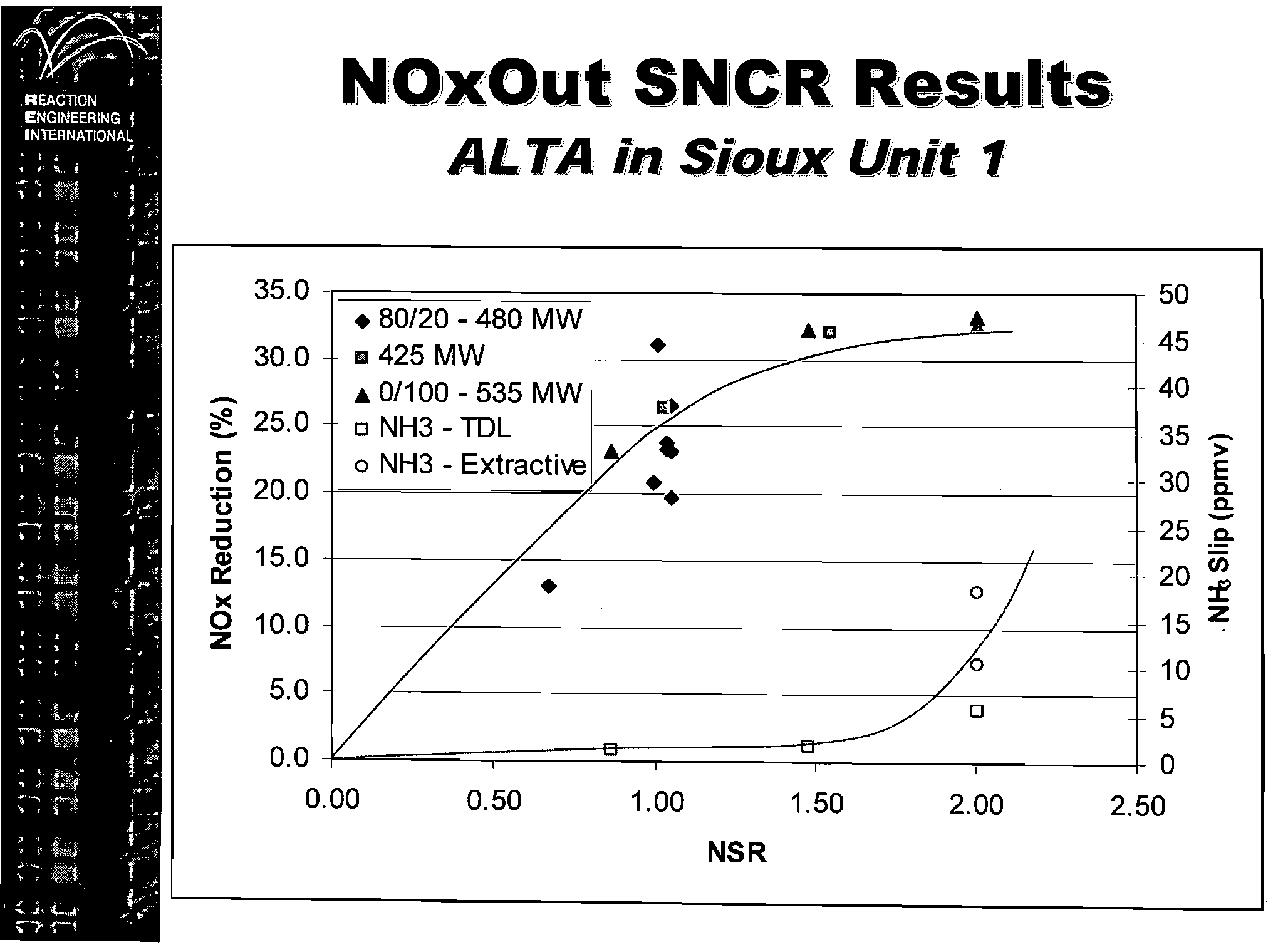
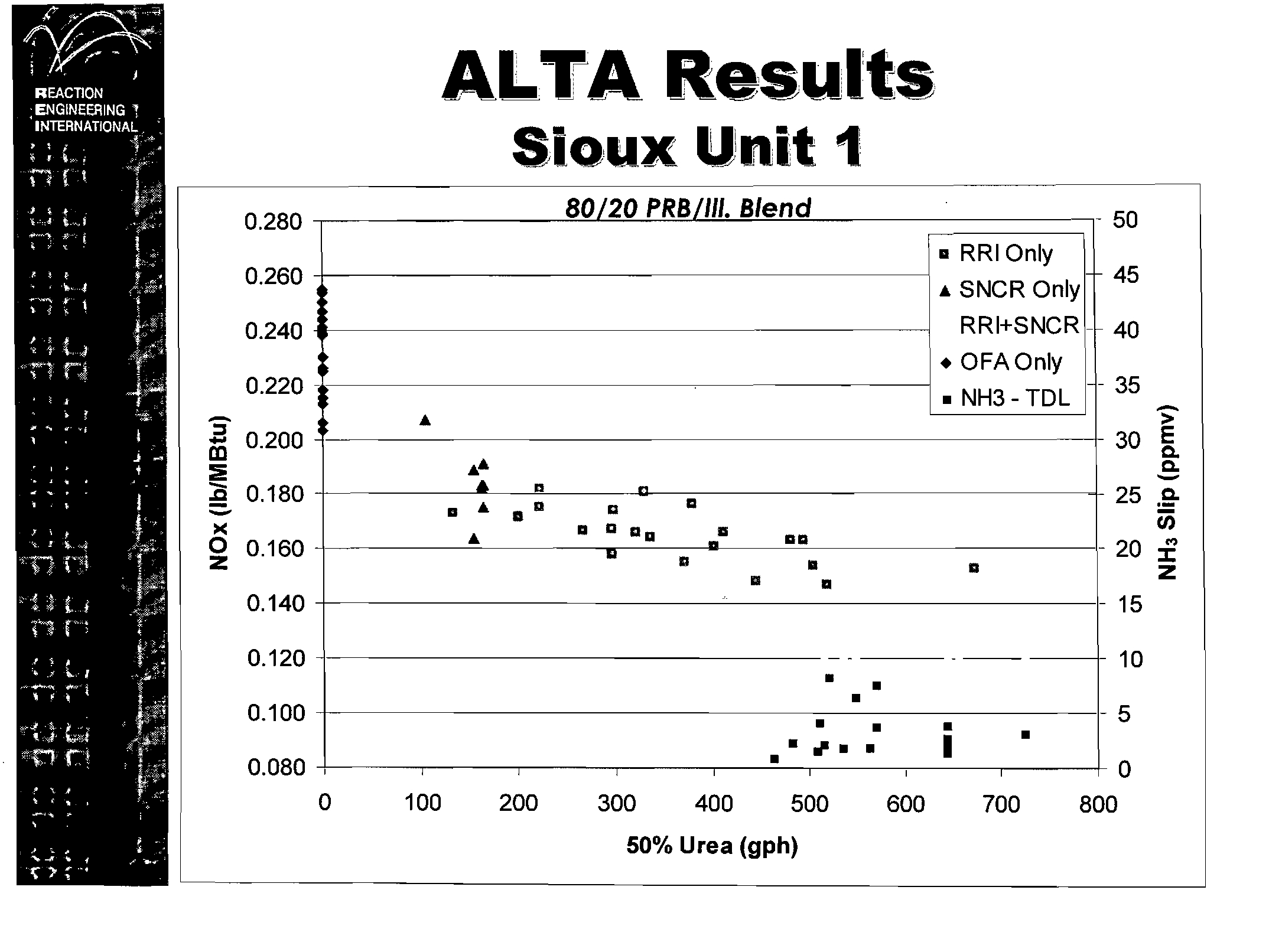
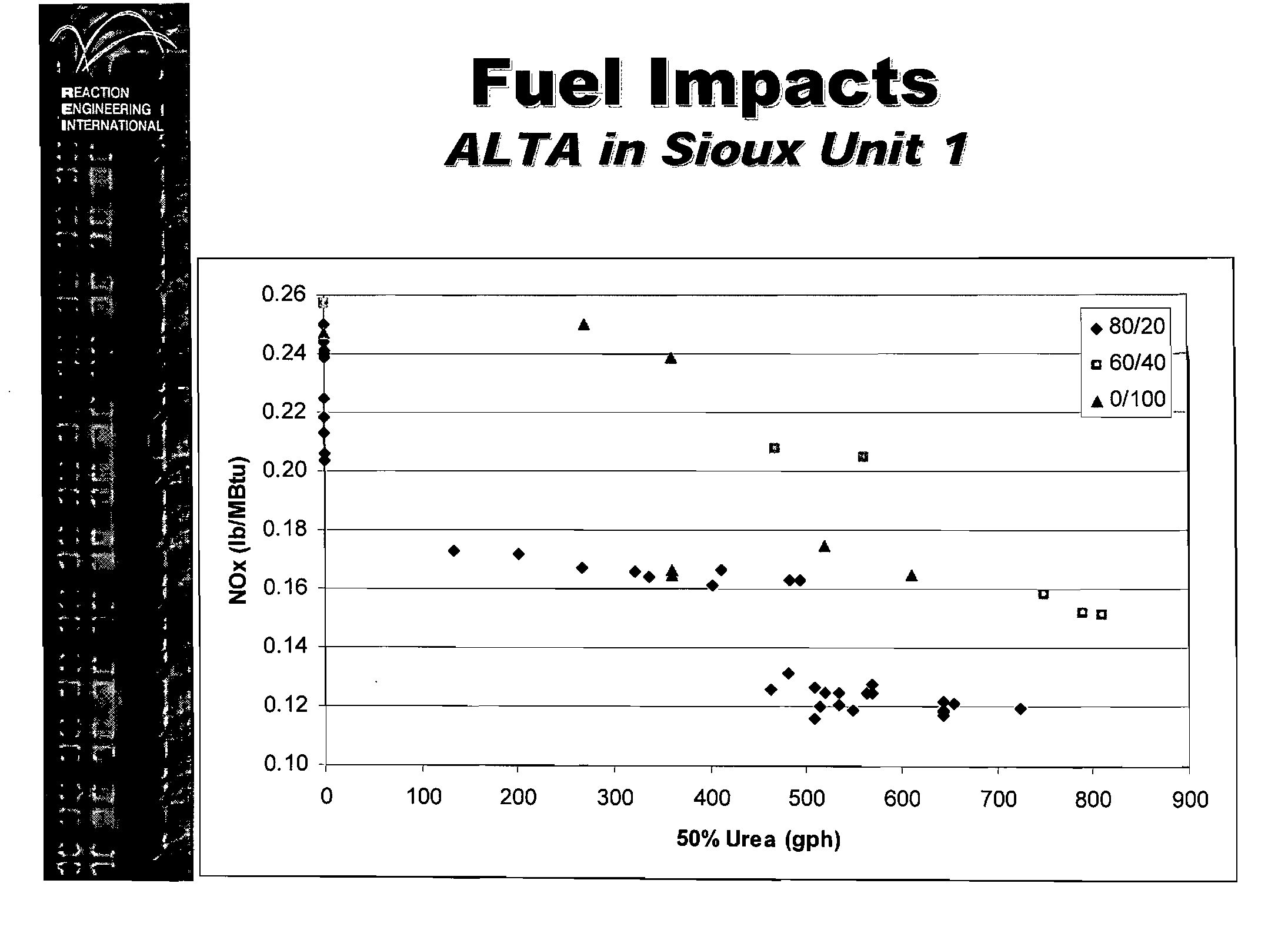
ALTA
in
SiiQJux 1
Controlled
Coal
Baseline
Controlled
NOx
NOx
NH3
Blend
Load
NOx w/OFA
~w/RRI+SNCRl
.(w/SNCRl
50% Urea
slip
lPRB/Bitl,
{MWg>. llb/Mbtul,
,(Ib/Mbtu>.
{lb/Mbtul
{gph>'
(ppmv>.
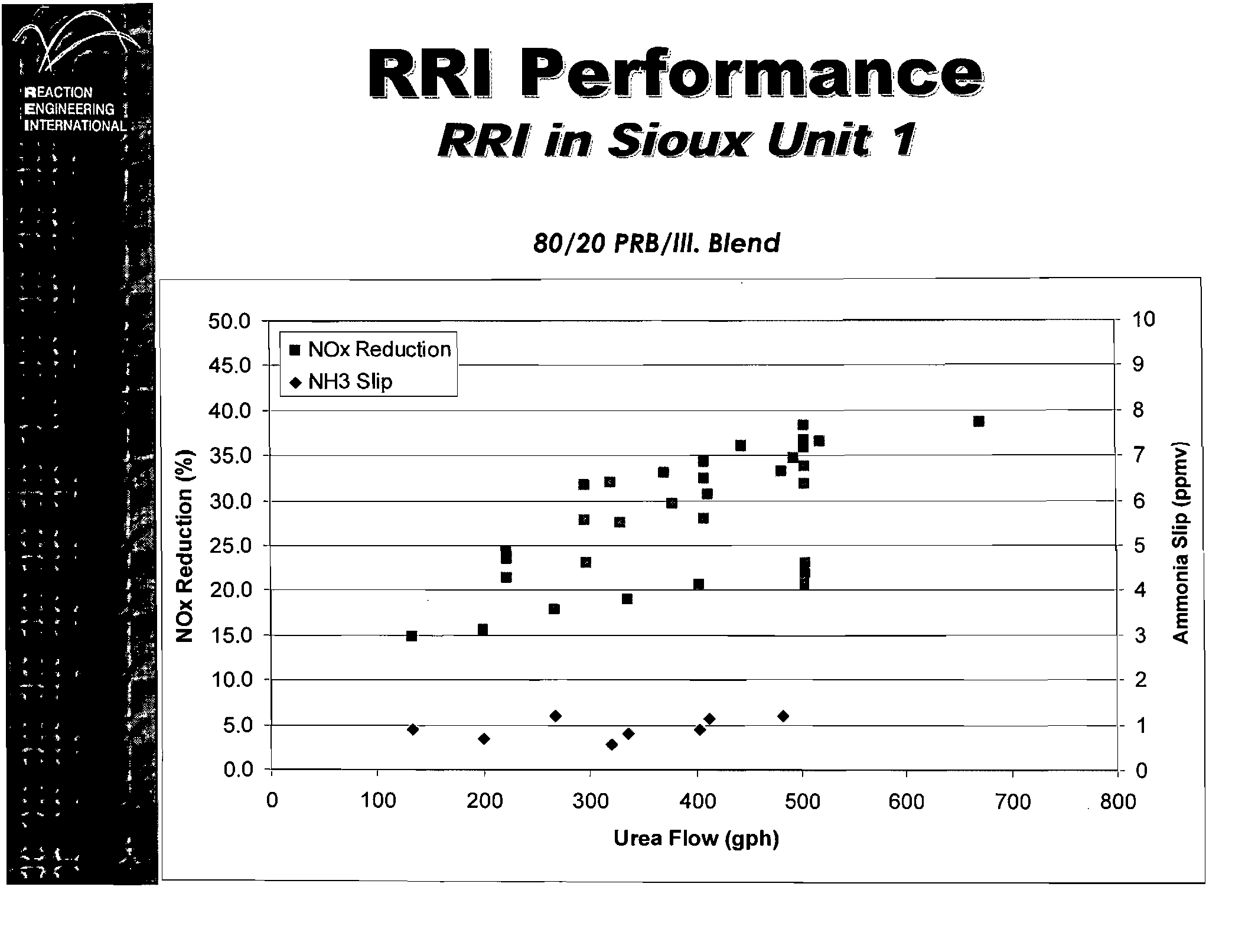
80/20
480
0.24-0.25
0.12
650 or less
<5
80/20
480
0.20-0.21
0.12
550 or less
<5
80/20
425
0.230
0.156
210
60/40
530
0.26
0.15
790
<2
0/100
535
0.25
0.165
610
<10
0/100
535
0.25
0.165
360
<10
.
*Values for the
80/20
blend represent averages for several
tests,
while values
for the
0/1 00
and
60/40
blends represent single test results
Electronic Filing - Received, Clerk's Office, September 30, 2008
, .
~
..
Electronic Filing - Received, Clerk's Office, September 30, 2008
.
1I •
I
\ .
Electronic Filing - Received, Clerk's Office, September 30, 2008
Electronic Filing - Received, Clerk's Office, September 30, 2008
.
.1'-
'"" ':;:;
l_......
~ilI.l'
'""
.
.:..-..--
,."\
•
Electronic Filing - Received, Clerk's Office, September 30, 2008
Electronic Filing - Received, Clerk's Office, September 30, 2008
Electronic Filing - Received, Clerk's Office, September 30, 2008
.OFA Only
II RRIOnly
..
n
B
I
II II
•
II
II
II
II
II.
,
.
..;
-
II
I
II
II
II
RRI
'.!')!
' P
I
".,i7"
rf~
,.J(.I'-;,,'!(~
~ ~~
.J
~e-1
,ormanee
ft:ft.i
BBI''''
I
,n'
S""
.'Iaux
UJn,
,:
Ii
"'"
r'
4'
.1
Urea Flow (gph)
300
400
500
600
700
800
80/20 PRB/III. Blend
100
200
0.160
0.140
0.120
0.100
o
0.300
0.280
0.260
0.240
o
><
0.180
z
-
::::J
as 0.220
:iiB
;e 0.200
-
Electronic Filing - Received, Clerk's Office, September 30, 2008
• NOx Reduction
+ NH3 Slip
-
••
•
•
-
.
••
•
•
•
••
...
•
-
••
•
•
•
•
•
I
-
•
•
•
-
-
•
+
+
++
.+
+
-
,
-
R
:
-
.......
)R~I'
__ J
P-'e.rf.;o',..r....'8-'n,'c.e'
•
__
;-"j J
~~)
i
1111.:..
j~ ~ ~;./
=:
«*
n}nl.'
/
III.JlOUrx
S.
..,rJlJ_,
I: I:
-. 4:
i
50.0
45.0
40.0
?j
35.0
..
-
u
g 30.0
.g 25.0
Q)
0::: 20 0
~
.
z
15.0
10.0
5.0
0.0
o
100
200
80/20 PRB/III. Blend
300
400
500
Urea Flow (gph)
600
700
10
9
8
7
>'
c..
E
6
-
.a-
c..
5
Ci)
.!!!
4
c:
0
E
3
E
«
2
1
o
.800
Electronic Filing - Received, Clerk's Office, September 30, 2008
• Base NOx > 0,25 Ib/MBtu
• 0.23 Ib/Mbtu
<
Base NOx
<
0.25 Ib/MBtu
... 0,22 Ib/Mbtu
<
Base NOx
<
0.23 Ib/MBtu
II Base NOx = 0.20 Ib/MBtu
..
~
•
~
.....
•
•
•
/,r" :
.."
...
•
n
-
,
I
I
R
.
)R"I,' p-Je,rf'
'~Q'
"f"m
r
'a~
,n,<
~c~-~e
,
-'~.I
I . "
,,- I I'
-
~
~
.
~
III.....J=--:J:
~~=......J......;~~
Dependence
on
level
of
staging
50
45
40
~35
-
o
c: 30
:;:::i
g
25
"C
Ql
a:::
20
><
o
z 15
10
5
o
0.0
0.5
1.0
1.5
2.0
2.5
NSR
3.0
3.5
4.0
4.5
Electronic Filing - Received, Clerk's Office, September 30, 2008
16
17
19
20
Test
#
12
14
15
0.0
I
II"':'
Best 16 injector
configuration
5.0
Back to top
80/20 PRB/III. Blend
35.0
-I
II
l------r-l
1
40.01
t
I
45.0 '1
I
I
10.0 -1-11
In'II.·'.·e.,c-=:t~or'
~
~~,
.~
~
-,
LO;C8Itio'
~ ~.
-=-
~
,nl'
=.I
I'ml]"
~
=.I
.........
:p'
;~
Ja-
_
ICr~ts-'~:
.....,
Back to top
RRI in Sioux Unit 1
~
~
25.030.0
~,
.•.,
.. ,.•. ,
.. ,
.. "
•... ,..:
FW
Impact
and RW
ofinjectors6
new.
t
_
II
.;
"
Ii: _x'':lillt,1
i;'•
i... ",
~
,I
~
20.0 -
S
z 15.0 -,-
Electronic Filing - Received, Clerk's Office, September 30, 2008
Fuel Blend
&
NOx Cone. Impacts
RRI in Sioux Unit 1
0.30
0.35
•
-
EI
0.25
Baseline
NOx (Ib/Mbtu)
0.20
40 i
35
-l-I •
80/20
•
• ./
I
~
........
30
1_
III 60/40
:
.:
•
~
--,
I
~
.0/100
.... ./.
o 25
/'. •
I
~
::J 20
.4
.
•
I
~
0:::: 15
~/'
-.
o
z
x
10
~
~.
•
~
5
o
~
~
0.15
Electronic Filing - Received, Clerk's Office, September 30, 2008
N!OxOiut SNCR Res,ults
A
',L,
~_
J:~,
~
...
•
in/-
j,
/
s;~·!
..
=~
..
IIJX
!~_
Y'A
f!
~ni
(!ift
,.'.~
1./
+ 80/20
- 480 MW
Am
-'-
-
-
II 425 MW
+
----
~
-
A
0/100
- 535 MW
-
0
NH3 - TDL
~
_
o NH3 - Extractive
+
--
/+
I
/+
0/
/
~
--
V
~
0
~
I
35.0
30.0
'*'
--
c
25.0
0
~
20.0
0
:::J
"t:l
(I) 15.0
c:::
><
o 10.0
z
5.0
0.0
0.00
0.50
1.00
NSR
1.50
2.00
50
45
40
35 -
>
25
30
-
a
c.c.
20
U)
£
15
~
10
5
o
2.50
Electronic Filing - Received, Clerk's Office, September 30, 2008
__ , __ •• ,_, •••• ___ 11-
• RRIOnly
& SNCR Only
-
RRI+SNCR-
.OFAOnly
-
• NH3 - TDL
&
&&
•
•
&
II IIa
III
-
II
&
D
II Da
•
DD
U
D
•
II
a
a
D
- -
-
••
•
••
•
,
•
.....
I
I
•
ALTA Re:sul:ts
Back to top
Sio,ux Unit 1
50% Urea (gph)
15
10
5
35
-
>
30 E
Q,
25
-
~
Q,
en
20 :E
z
45
40
50
o
100
200
300
400
500
600
700
800
0.100
0.080
o
0.240
0.260
0.220
0.120
0.280
><
o 0.160
z
0.140
-
i
0.200
:i!E
:c
-
-
0.180
Electronic Filing - Received, Clerk's Office, September 30, 2008
.80/20
j.j
•
c 60/40
1
...
-
-
.0/100
-
EI
III
-
•
•
•
•
•
•
•••
•
..
-
Cc
•
•
..
~.
:'
~
..
•
,
Fuel! Im!pac,ts
ALTA in
Siou~
Unit
f
50% Urea (gph)
100
200
300
400
500
600
700
800
900
0.12
0.14
0.10
o
0.24
0.22
0.26
><
o
z
0.16
-
-
.a 0.20
In
::a=
J5 0.18
Electronic Filing - Received, Clerk's Office, September 30, 2008
0,28
0.26
0.24
0.22
~
0,2
~
-
::J
0.18 :0
~
0.16
6
0.14 Z
0.12
0.1
0,08
03-Jun-QS
03-Jun-OS
03-Jun-OS
03-Jun-OS
03-Jun-OS
00:00:00
02:24:00
04:48:00
07:12:00
09:36:00
Time
R
.
_.
le-,d:u!cedi
---... =--
-=.r
-~
_
~
Lo'
_
-
/a~
_~
.d:
.....-.
I
T:es,t~in!g·.
_
_!!y
~
•
!!!!!.!
~ ~
-_.
!
I
..
__
../
ALTA in Sioux Uni'. ,
•
•
.,17
~
~
•
•
....
•
•
•
•
,
•
•
•
•
•
....
..
•
•
'J""trIdF
•
•
"
•
•
:
-..(1
0
,,"
.....
• Load
J61V~
••
A- ••
,...
~
·V.~
• NOx
~
"",1X1It'lIb
.)1'
..
300
,
02-Jun-OS
02-Jun-OS
02-Jun-QS
16:48:00
19:12:00
21:36:00
3S0
4S0
SOO
Cl
s:
400
:2
Electronic Filing - Received, Clerk's Office, September 30, 2008
350
•
C
~
'~~,Q'-
)ni~l,ni!U'
~!!IJ
t
__
-'
~
10Ui
~_
iS~~,
~
Ti
--
_
'--e',s~,'
t'~
~==!IJ_,
'Iin:gi
ALTA
in'
SiOUiX
Unit 1
•
•
NOx
Load
I
7.
=::::~:.,
CO
wi'
~
i-500
u 450
.-.
~
t
•
7
e
i
"
"
_~ _~
:0-
"
J-I
1--
--,
t.'
--
..
,-~:..
.
::
••
i.....
.- --
t,
J
.~.
~
.,
!'f',
J_
400
~
l,
r
550
0.1 I.
I
300
06-Jun-05
06-Jun-05
07-Jun-05
07-Jun-05
08-Jun-05
08-Jun-05
09-Jun-05
09-Jun-05
00:00:00
12:00:00
00:00:00
12:00:00
00:00:00
12:00:00
00:00:00
12:00:00
Time
0.4
0.35 -
.-.
m
-
:::J
0.3
~
0.25
~
-
Z
0.2
0.15
Electronic Filing - Received, Clerk's Office, September 30, 2008
9.0
Time (COT)
NH3
Sioux Ameren Power Plant, June 6-7, 2005
"1--
'-'H~-nn
I
IIHUI-.~"I--
H.I .•
fbh ..
I
I-
8.0
tl----------------------------------
7.ol:------
~----__==
0.01.0
~
~W~TIfI~dJ"i~111lljll~lU1ll'luIJJJlIJ.'11mJJIJuljullll
ill JJJJ "
ill , II """"
"'
"
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
-
1
~~~~~~~~~~~~#~~~~~#~~~~~~~~~,~~~
.0
C
:;oln
t
!Inuous
.,
T'
ses
t'
is -
N'H'
IJ j
~~J3
81'.'
..J~IP
A
.__ f--
'
',Li
'
?n,
'''0''
r
:
S"''';'~
••
i¥'
Ui
iM
l
li.,
~'
: ...
• '".
i!'
_
-~I
__ } ...,..
!:A..
~././.!ti
",
>'
6.0
i
1----------1-1----------
E
0.
0.
-; 5.0
----I
1
1-----------
1"
8 3.0
1
Ihtltt~-
M
J:
Z 2.0 +1-----
Electronic Filing - Received, Clerk's Office, September 30, 2008
SumJm'ary
of
T'es,ting
j
ALTA
i,n Sio;ux
~
0.12 Ib/MBtu with 80/20 blend
- As low as 0.15 Ib/MBtu with RRI alone
-
90% NOx reduction from uncontrolled baseline
~
Decreased
RRI
performance with increasing
III. 6
blends
- 0.165 Ib/MBtu with ALTA
-
Initial NOx/staging level dependence
~
ALTA test results consistent with model
predictions
~
Sioux is proceeding with engineering for
commercial ALTA systems in both units
Electronic Filing - Received, Clerk's Office, September 30, 2008
Electronic Filing - Received, Clerk's Office, September 30, 2008
IEPA ATTACHMENT NO• .5
WHITE PAPER
SELECTIVE NON-CATALYTIC REDUCTION (SNCR)
FOR CONTROLLING NO
x
EMISSIONS
PREPARED BY:
SNCR COMMITTEE
INSTITUTE OF CLEAN AIR COMPANIES, INC.
MAY 2000
Copyrighi C Institute ofClean Air Companies, [ne., 2000. All rights reserved.
Electronic Filing - Received, Clerk's Office, September 30, 2008
/-E
JN$TJTIJTE or
~.
...
(J..
r...
-\N
I
rY-fC. AIR
,
',\.ti
"
..IJ" '
-.J
()().",tPANU:S
1660 L Street NW
Suite 1100
Washington, DC 20036-5603
Telephone 202.457.0911
Fax 202.331.1388
Jeffrey
C.
Smith. Executive Director
Email: jsmith@icac.com
David
C.
Foerter, Deputy Director
Email: dfoerter@icac.com
The Institute of Clean Air Companies (ICAC) is the national assOCIation of companies that supply
stationary source
air pollution monitoring and control systems, equipment, and services. It was formed in
1960 as a nonprofit corporation to promote the industry and encourage improvement
of engineering and
technical standards.
The Institute's mission is to assure a strong and workable air quality policy that promotes public health,
environmental qnaJity, and industrial progress. As the representative
of the air pollution control industry,
the Institute seeks
to evaluate and respond to regulatory initiatives and establish technical standards to the
benefit
of all.
Members
ALSTOM POWER
Anguil Environmental Systems, Inc.
Babcock & Wilcox
Beaumont Environmental Systems
Belea Technologies Corporation
Croll-Reynolds Cleau Air Technology
CSM Worldwide, Inc.
DB Riley, Inc.
Engelhard Corporation
Enron Clean Energy Solutions
Environmental Elements Corporation
FLS milja, Inc.
Forney-Anarad Environmental Systems Group
Fuel Tech
Hamon Research-Cottrell, Inc.
Horiba Instruments, Inc.
Huntington Environmental Systems,_ Inc.
Land Combustion
McGill AirClean Corporation
MEGTEC Systems
Mitsubishi Heavy Industries America, Inc.
Procedair Industries
REECO
Sargent & Lundy
Smith Environmental Corporation
STI
Wheelabrator Air Pollution Control
Associate Members
3M Company
Acme Structural, Inc.
Albany International Corporation
BRA Group, Inc.
BOC Gases
Chemical Lime Company
Church & Dwight Company, Inc.
Coors Ceramics Company
Cormetech, Inc.
Corning Inc.
CRI Catalyst Company
Dravo Lime Company
ECOM America Ltd.
W.L. Gore & Associates, Inc.
Haldor Topsoe, Inc.
Hitachi America, Ltd.
Hitachi Zosen Corporation
M&C Products Analysis Technology, Inc.
The McIlvaine Company
Midwesco Filter Resources, Inc.
NWL Transformers
Praxair, Inc.
PSP Industries
Research Triangle Institute
Siemens Westinghouse Power Corporation
Spectra Gases, Inc.
Structural Steel Services, Inc_
Sud-Chemie Prototech
Testo, Inc.
Universal Analyzers, Inc.
Williams Union Boiler
Selective Non-Catalytic Reduction (SNCR) for Controlling NO
x
Emissions
Pagei
Electronic Filing - Received, Clerk's Office, September 30, 2008
TABLE OF CONTENTS
PURPOSE
1
EXECUTIVE
SUMMARy
2
SELECTIVE NON-CATALYTIC REDUCTION (SNCR)
FOR CONTROLLING NO,
EMISSIONS...3
What is SNCR?
...............................................................................................3
How much NO, can SNCR remove?
..4
Is SNCR a new technology?
5
Is SNCR commercially demonstrated?
5
Are there applications for which SNCR
is particularly suited?
7
How much does SNCR cost?
7
What about annnonia slip?
8
Does SNCR have other limitations?
9
What are common misconceptions regarding SNCR?
10
Can SNCR be used in combination with selective catalytic reduction (SCR)?
10
What developments
in
SNCR technology are expected?
11
How can SNCR be used to best advantage?
12
APPENDIX I: Selected Applications of Urea-Based SNCR, by Industry
13
APPENDIX 2: Selected Applications of Ammonia-Based SNCR, by Industry
18
REFERENCES
21
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Pageii
Electronic Filing - Received, Clerk's Office, September 30, 2008
PURPOSE
To comply with federal, state, and local acid rain and ozone non-attainment rules, both regulators
and regulated industry seek nitrogen oxide (NO,) controls which offer the greatest reliability and
effectiveness at the least cost. One such
NO
x
control technology is selective non-catalytic reduction
(SNCR). Although SNCR will not
be universally applicable, or always the most cost effective control
strategy, in many cases it will meet the dual requirements
of high perfonnance and low cost, and so should
be considered by affected sources and pennitting authorities. To date, SNCR technology has been installed
on
32 units in the power generation industry and on more than 250 industrial units (see Appendix 1 for a
partial installation list).
The SNCR Committee
of the Institute of Clean Air Companies, Inc. (ICAC) prepared this white
paper to educate all interested parties on the capabilities, limitations, and cost
of SNCR
ICAC is the nonprofit national association of companies which supply stationary source air pollution
monitoring and control systems, equipment, and services. Its members include suppliers
of SNCR systems,
and
of competing NO
x
control technologies.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
I
Electronic Filing - Received, Clerk's Office, September 30, 2008
EXECUTIVE SUMMARY
Selective non-catalytic reduction (SNCR) is a chemical process for removing nitrogen oxides (NO,)
from flue
!JlS.
In
the SNCR process, a reagent, typically urea or anhydrous gaseous ammonia, is injected
into the hot flue gas, and reacts with the NO" converting it to nitrogen gas and water vapor.
No catalyst is
required for this process. Instead, it is driven
1¥ the hgh temperatures nonnally found in combustion
sources.
SNCR perfonnance depends on factors specific to each source, including flue gas temperature,
available residence time for the reagent and flue gas to mix and react, amount
of reagent injected, reagent
distribution, uncontrolled
NO, level, and CO and
Q
concentrations. However, reductions in emissions of
30-75% are common. Using appropriately designed SNCR systems, these levels of control are not
accompanied by excessive emissions
ofunreacted ammonia (ammonia slip) or of other pollutants,
particularly using recent design upgrades demonstrated on commercial systems. Further, SNCR does not
generate any solid or liquid wastes.
SNCR also may be combined with a selective catalytic reduction (SCR) system or with gas rebum
technologies
to provide deeper emissions reductions for moderate capital investment.
A combined
SNCR/SCR systems uses substantially less catalyst (typically installed "in-duct") than a conventional SCR,
allowing higher overall
NO, reduction than SNCR alone and lower ammonia slip, but with a relatively small
increase in capital cost.
SNCR
is a proven and reliable technology. SNCR was first applied commercially in 1974, and
significant advances in understanding the chemistry
of the SNCR process since then have led to improved
NO, removal capabilities as well as better ammonia slip control. As a result, approximately 300 SNCR
systems have been installed worldWide. Applications include utility and industrial boilers, process heaters,
municipal waste combustors, and other combustion sources.
SNCR is not a capital-intensive technology. Low capital costs, ranging from $5-15/kWe on power
generation units, make SNCR particularly suitable for use on lower capacity factor units,
on units with short
remaining service lives and for seasonal control. SNCR also is well suited for
NO, "trimming" and for use
in combination with other
NO, reduction technologies. SNCR can provide 10-25 % reductions in power
generation boiler
NO, emissions Dr total costs below 1 mill/kWh. Removal cost effectiveness values for
SNCR center around $1000 per ton
ofNO, removed.
The perfonnance and cost
of SNCR make this technology attractive for export, including to
developing and fonner Communist countries.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
2
Electronic Filing - Received, Clerk's Office, September 30, 2008
SELECTIVE NON-CATALYTIC REDUCTION (SNCR) FOR CONTROLLING NO,
EMISSIONS
What is SNCR?
Selective non-catalytic reduction (SNCR) is a chemical process that changes nitrogen
oxides (NO,) into molecular nitrogen (N2), carbon dioxide (C0
2)
(if urea is used), and water
vapor. A reducing agent, typically anhydrous gaseous ammonia or liquid urea, is injected into the
combustion/process gases. At suitably high temperatures (1,600 - 2,100 F)I', the desired
chemical reactions occur. Other chemicals can also be added to improve performance, reduce
equipment maintenance, and expand the temperature window within which SNCR is effective.
Conceptually, the SNCR process is quite simple. A gaseous or aqueous reagent
of a selected
nitrogenous compound
is injected into, and mixed with, the hot flue gas in the proper temperature range. The
reagent then, without a catalyst, reacts with the
NO, in the gas stream, converting it to hannless nitrogen
gas, carbon dioxide gas (if urea
is injected), and water vapor. SNCR is "selective" in that the reagent reacts
primarily with
NO". A schematic depicting the SNCR process is shown in Figure 1.
2
Uma or Ammonia Injoction
Temperature Range
1,600. 2,100"F
__
Combustion Zone _
Figure 1
No solid or liquid wastes are created in the SNCR process.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
3
Electronic Filing - Received, Clerk's Office, September 30, 2008
While either urea or ammonia can be used as the reagent, for most commercial SNCR systems,
urea has become the prevalent reagent used. Urea
is injected as an aqueous solution while ammonia is
typically injected in either its gaseous or anhydrous form using carrier air
as a dilutive and support medium.
The principal components
of the SNCR system are the reagent storage and injection system, which
includes tanks, pumps, injectors, and associated controls, and often
NO, continuous emissions monitors.
Given the simplicity
of these components, installation of SNCR is easy relative to the installation of other
NO, control technologies. SNCR retrofits typically do not require extended source shutdowns.
How
much NO, can SNCR remove?
While SNCR performance is specific to each unique application, NO, reduction levels
ranging from 30% to more than 75% have been reported.
Temperature, residence time, reagent injection rate, reagent distribution in the flue gas, uncontrolled
NO, level, and CO and 0, concentrations are important in determining the effectiveness of SNCR.' In
general, if NO, and reagent are in contact at the proper temperature for a long enough time, then SNCR will
be successful at reducing the
NO, level.
SNCR is most effective within a specified temperature range or window. A typical removal
effectiveness curve, as a function oftemperature within this window,
is shown in Figure 2. At temperatures
bebw the window, reaction rates are extremely low, so that little or no NO, reduction occurs. As the
temperature within the window increases, the
NO, removal efficiency increases because reaction rates
increase with temperature. Residence time typically
is
the limiting factor for NO, reduction in this range.
At the plateau, reaction rates are optimal for NO, reduction. A temperature variation in this range will have
only a small effect on NO, reduction.
Typical SNCR Tempemture Window
100,-----------------,
80
.,.
~
0
60
~
"
Cl
40
:.-.
l~
20
oL-_...L..."'--L_----'__
L-_--'--_-'
1000
1200
1400
1600
1800
2000
2200
Temperature,
Degrees F
Figure 2
A further increase in temperature beyond the plateau decreases
NO, reduction. On the right side of
the curve, the oxidation of reagent becomes a significant path and competes with the NO, reduction
-,~
,,,mnrm,JI'
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
cfj
"
el;J~;\'''
Page 4
I
, C
AIR
;;..
.
O)!\ll"\~lF;!,
Electronic Filing - Received, Clerk's Office, September 30, 2008
reactions for the reagent. Although the efficiency is less than the optimum, operation on the right side is
practiced and recommended to minimize byproduct emissions. On the left side of the curve, there is also
greater potential for ammonia slip for a given
NO, removal and residence time.
The effective temperature window becomes wider
as the residence time increases, thus improving
the removal efficiency characteristics
of the process. Long residence times (>0.3 second) at optimum
temperatures promote high
NO, reductions even with less than optimum mixing.
Normal stoichiometric ratio (NSR)
is the term used to describe the NINO molar ratio of the reagent
injected to the uncontrolled
NO, concentrations. In general, one mole of ammonia species will react with one
mole
of NO in the reduction reaction. If one mole of anhydrous ammonia is injected for each mole ofNO,
in the flue gas, the NSR is one, as one mole of ammonia will react with one mole of NO,. If one mole of
urea is injected into the flue gas for each mole of NO" the NSR is two. This is because one mole of urea
contains two ammonia radicals and will react with two moles
of NO,.' For both reagents, the higher the
NSR, the greater the
NO, reduction. Increasing NSR beyond a certain point, however, will have a
diminishing effect on
NO, reduction with a resultant increase in ammonia slip and reagent cost.
Is SNCR a new technology?
No.
Commercial installations using SNCR have been in existence for more than 20 years.
The first commercial application of SNCR was in Japan in 1974.
4
This installation used anhydrous
ammonia. At about the same time, the anhydrous ammonia injection process was patented in the U.S. by
Exxon Research and Engineering Co. This process is commonly known
as the Thennal DeNO, process.
Fundamental thermodynamic and
1<inetic studies of the NO,-urea reaction occurred during 1976-
1981 under the direction
of the Electric Power Research Institute (EPRl). Patents granted to EPRI for this
process were licensed to Fuel Tech which, with its implementors and sub-licensees, has marketed the urea-
based NOxOUT
R
process with improvements to the original patents.
Is
SNCR commercially demonstrated?
SNCR systems are in commercial operation in the United States, as well as in Europe and
Asia.
SNCR is a fully commercial NO, reduction technology, with successful application of the urea- and
ammonia-based processes at approximately 300 installations worldwide (see Appendix I and 2), covering a
wide array
of stationary combustion units firing an equally large number of fuels.
In the U.S., commercial installations or full-scale demonstrations include virtually every boiler
configuration and
fuel type, as well as other major NO, emitting process units, such as cement kilns and
incinerators. Urea-based SNCR has been applied commercially to sources ranging in size from a 60
MMBtu/hr (gross heat input) paper mill sludge incinerator to a 640 MWe pulverized coal-fueled, wall-fired
electric utility boiler. The longest running commercial urea-based SNCR system in the U.S. was installed
in
early 1988 on a 614 MMBtu/hr CO boiler in a Southern California oil refinery. This SNCR system reduces
NO, emissions 65% from a baseline of 90 ppm.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO
x
Emissions
Page
5
Electronic Filing - Received, Clerk's Office, September 30, 2008
Industrial boilers, process units, municipal and hazardous waste combustors, and power boilers make
up the largest share
of commercial SNCR installations in the U.S. This distribution is determined more by
NO
x
control regulations than by SNCR process limitations. Examples of commercial installations include:
• Two
75 MWe pulveri7..ed coal tangentially fired power boilers in California equipped with low NO
x
burners and overfire air required the installation of SNCR to meet a 165 ppm permit
limit'
•
SNCR systems installed on the
coa~buming,
wall-fired New England Power Company's Salem
Harbor Station Units I, 2 (84 MWe each) and 3 (156 MWe) in 1993, together with LNBs, can
reduce
NO
x
emissions 50-75 % from a baseline ofO.85-1.121bIMMBtu.
•
Commercial SNCR systems retrofit on 320 MWe wet-bottom,
twin
furnace boilers in New Jersey
provide 30-35%
NO
x
reductions."
•
Commercial SNCR systems retrofit on cyclone-fired boilers in
New Jersey reduce NO
x
emissions
by 35-40%.
•
SNCR is achieving compliance with RACT limits at
co~fired
boilers in Massachusetts' and
Delaware.'
•
An
SNCR system installed on a circulating fluidized bed boiler designed to produce 350,000 lblhr of
steam can reduce NO
x
ernissions from a baseline of 0.2-0.35 IblMMBtu to below 0.15 IblMMBtu
over a load range
of 40-1 00%:
•
Among significant demonstrations in the U.S.:
•
An
SNCR system on a 600 MW
coa~fired
boiler reduced NO
x
by 30 % across the load range while
maintainging ammonia slip near 5 ppm. The unit experienced very few operational difficulties.
to
•
SNCR, in conjunction with combustion tempering, is achieving NO
x
reductions of nearly 60 % on a
244 MWe gas-fueld cyclone boiler.
11
•
SNCR, in conjunction with burner optimizations, reduced NO
x
on coal over 70 % on coal fired
boilers."
•
SNCR provided an 80+ % reduction from uncontrolled emissions
of 3.5-6.0 b NO
x
per ton of
clinker in a demonstration at a West Coast cement kiln.
•
A SNCR system in combination with a modified reburn process is meeting 0.2 Ib/MMBtu on a 600
MW boiler firing Powder River Basin coal.
SNCR also has been commercially installed and demonstrated in Asia. For example, an SNCR
system installed on a
331 MMBtuIhr pulverized coal-fired industrial boiler in Kaohsuing, Taiwan, in 1992
reduced NO
x
emissions from this front-fired boiler from 300 to 120 ppm.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO
x
Emissions
Page
6
Electronic Filing - Received, Clerk's Office, September 30, 2008
In addition, SNCR has been commercially installed throughout Eurcpe. Installations include coal-
fueled district heating plant boilers, electric utility boilers, municipal waste incinerators, and many package
boilers.
In Gennany, commercial SNCR systems installed on municipal waste incinerators in Hamm, Herten,
and Frankfurt reduce
NO, emissions 40-75 % from baselines of 160-185 ppm. SNCR also has been
installed on more
than 20 heavy oil-fired Standardkessel package boilers.
In Sweden, a commercial SNCR system on a 275 MMBtu/hr coal-fueled, stoker-fired boiler at the
Linkoping PI district heating plant reduces
NO, emissions 65 % from a baseline of 300-350 ppm. At the
Nykoping demonstration on a 135 MMBtu/hr coal-fueled circulating fluidized.bed boiler, SNCR achieves a
70 %
NO, reduction from a 120-130 ppm baseline. Demonstrations of SNCR, in addition to municipal waste
incinerators and wood- and coal-fueled district heating plant boilers, included a pulp and paper mill
kraft
recovery boiler, where a 60
%
reduction from uncontrolled emissions of 60 ppm was attained. l3
To meet new environmental demands in Eastern Eurcpe, SNCR systems were installed on five coal-
fired industrial boilers
in the Czech Republic since 1992.
Are there applications for which SNCR is particularly suited?
Yes. Some applications have combinations of temperature, residence time, unit geometry,
and uncontrolled NO, level, and operating modes which make them especially well-suited for
cost-effective reduction of NO, by SNCR.
Certain applications are technically well-suited for the use
of SNCR These include combustion
sources with exit temperatures in the 1550-1950
"F range and residence times of one second or more,
examples
of whic h are many municipal waste combustors, sludge incinerators, CO boilers, and circulating
fluidized bed boilers. Furoaces or boilers with high NO, levels or which are not suited to combustion
controls, e.g., cyclone-type or other wet bottom boilers and stokers and grate-fired systems, also
are good
candidates for SNCR.
Other applications are well-suited to the use
of SNCR for economic reasons. For these applications,
controls with reduced capital cost, even at the expense
of somewhat higher operating costs, may be the least
expensive to operate. Applications meeting these criteria include units with lower capacity factors, such as
peaking and cycling boilers, units requiring limited control, e.g., additional "trim" beyond combustion control
or seasonal control.
How much does SNCR cost?
The capital cost of a selective non-catalytic reduction system is among the lowest of all
NO, reduction methods. Recent innovations in the control of reagent injection make SNCR
operating costs also among the lowest of all NO, reduction methods.
SNCR is an operating expense-driven technology, so that the absolute cost of applying SNCR varies
directly with the
NO, reduction requirements.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
7
Electronic Filing - Received, Clerk's Office, September 30, 2008
Typical SNCR capital costs (including instanation) for utility applications are $5-15/kW, vendor
scope, which corresponds to a maximum
of $20/kW if balance-of-plant capital requirements are included.
For example, the total capital requirement for the commercial installation
of SNCR at New England
Electric's Salem Harbor Station (three pulverized coal-fired boilers) was $15/kW.
14 Similarly, total capital
requirements for Public Service Electric and Gas' Mercer Station Unit 2 and
B.L.
England Station Unit I
were $1O.6/kW and $15/kW, respectively.
15 Southern California Edison reported an even lower capital
requirement
of $3/kW for installing "urea injection" on 20 units totaling 5600 MW
I6
In
the industrial sector, SNCR capital costs have been on the order of $9001MMBtuIhr (equivalent
to $9/kWe on m electric utility boiler) for CO boilers, industrial power boilers, and waste heat boilers.
Waste-to-energy plants and process heaters typically require
$1,5OOIMMBtuIhr (equivalent to $15/kWe).
For similar
type sources, the installed capital cost per mit of output (e.g., $/kWe) decreases as the
source size increases, i.e., due to economy
of scale, total capital outlay increases less than linearly with
increasing boiler capacity.
Given such low capital requirements, most
of the cost of using SNCR will be operating expense. A
typical breakdown
of annual costs for utilities will be 25 % for capital recovery and 75 % for operating
expense. For industrial sources, annual costs will
be 15-35 % for capital recovery and 65-85 % for
operating expense. For an operating expense-driven technology, little cost will be incurred
if the source is
not operating, and cost effectiveness (the cost per ton of NO, removed) will be relatively insensitive to
capacity factor or duty cycle. This makes SNCR attractive for seasonal control
of NO, emissions. (For
capital-intensive technologies, cost effectiveness becomes worse with decreasing capacity factor.)
Demonstrated cost-effectiveness values for SNCR are low, ranging from $400 to $2,000 per ton
of
NO, removed, depending upon site-specific factors. For example, the cost effectiveness of SNCR at New
England Electric's Salem Harbor Station unit 2
is $670/ton.
17
The wide range exists because of differeing
conditions found across different facilities, even with in the same industry. For utility boilers alone, cost
effectiveness varies with filctors such as uncontrolled
NO, level, required emission reduction, unit size,
capacity factor (or duty cycle), heat rate (or thermal efficiency), degree ofretrofit difficulty,
and
econornic
life
of the unit.
Of primary interest to electric utilities is the cost of pollution controls per unit of electricity
generated, expressed on a busbar basis (mills/kWh). For SNCR, the busbar cost varies directly with the
amount
of NO, to be removed. Costs range from less than 1.0 rnill/kWh for
"trim
reduction" on a coal-fired
unit or RACT-Ievel reduction on an oil-fired unit, to
3.5 rnills/kWh for a 75 % reduction on a unit with
uncontrolled emissions greater than I
Ib NO,IMMBtu. A commercial installation of urea-based SNCR on a
New England Electric unit has a busbar cost
of 2.7 mil1s/kWh, and a cost effectiveness of approximately
$I,OOO/ton. (To convert the busbar costs of SNCR to a cost increment relative to fuel price, 0.5-3.5
mills/kWh is roughly equivalent to $0.05-$0.35IMMBtu.)
Innovations in SNCR control systems and continued system optimization during operation have
reduced reagent usage
at commercial installations, thus decreasing operating costs further. At one coal-
fired
utility boiler, a control upgrade, including continuous ammonia and temperature monitors, improved
control hardware and software, and additional injector pressure controls,
al10w over a 50 % decrease in
reagent use from baseline levels." At a second coal- and oil-fired unit, system optimization after start-up
has lowered reagent consumption
35 % below predicted levels.
19
Given that the reagent dominates SNCR
operating cost, such large reductions in reagent use translate to significant reductions in operating cost.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
8
Electronic Filing - Received, Clerk's Office, September 30, 2008
What about ammonia slip?
Ammonia slip, or emissions of ammonia which result from incomplete reaction of the NO,
reducing reagent, typically can be limited to low levels.
Ammonia slip
may result in one or more problems, including:
•
Formation
of ammonium bisulfate or other ammonium salts which can plug or corrode the air
heater and other downstream components;
•
Ammonia absorption
on fly ash, which may make disposal or reuse of the ash difficult;
•
Formation
of a white ammonium chloride plume above the stack; and,
•
Detection
ofan ammonia odor around the plant.
Ammonia slip
is
controlled by careful injection of reagent into regions of the furnace or other
sources where proper conditions (temperature, residence time, and
NO, concentration) for the SNCR
reaction exist. If the reagent reacts in a region where the temperature is too low for the NO,-reducing
reaction to occur in the available residence time, then some unreacted ammonia will
be emitted. Further, if
reagent
is
injected in such a way that some regions of the furnace are over treated, the excess reagent can
lead to ammonia slip. Thus, it is critical that the SNCR injection system be designed to provide the
appropriate reagent distribution.
The difficulty in controlling ammonia slip will vary from application to application. At many
commercial installations, particularly
in electric utilities, units have operated with ammonia slip levels of
equial to or less than 5 ppm upstream of the air heater to meet the requirements of owners or permitting
authorities.
lbis is a far more stringent criterion than stack emissions. In any case, ammonia concentrations
at ground level will
be well below thresholds for both odor and toxicity.
Control system upgrades and process optimization after installation can lower slip below guaranteed
levels.
Thus, at a commercial
SNCR system on a
coa~
fired boiler, improved controls have lowered
ammonia slip from 10-15 ppm to below 5 ppm, and have reduced ammonia on the fly -ash
by half.
Use
of an SCR downstream ofa SNCR also optimizes the integration to ammonia-sensitive units.
Does SNCR have other limitations?
As do all pollution control technologies, SNCR has limitations which must be understood
in order to use
it
properly to optimize the control of NO, emissions.
High temperature and critical NO, concentration. As temperature increases, the "critical" or
equilibrium NO, concentration at a given oxygen concentration increases. At high enough temperatures, any
reduction
of NO, to below the critical level by SNCR or other means will be counteracted by the rapid
oxidation
of nitrogen to re-form NO,. For this reason, at sufficiently high temperatures and baseline NO,
levels below the critical concentration, injection of ammonia or urea into the flue gas will result in
increased
NO, levels. If, however, the baseline NO, concentration is above the critical level, NO, reduction will
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
9
Electronic Filing - Received, Clerk's Office, September 30, 2008
result. For typical coal- and oil-fIred steam boilers, critical NO, levels are 70-90 ppm (ca. O.llbIMMBtu) in
the upper furnace.
High
furnace carbon monoxide concentration.
High CO concentrations can shift the
temperature window
of the SNCR process. When CO concentrations in the region of reagent injection are
above 300 ppm, the critical
NO, level and SNCR reaction rate will increase above what they would have
been had little CO been present, as
if the temperature were slightly higher. Therefore, in some furnaces
with high
CO levels, it is preferable to inject reagent at lower temperatures to effect good NO, control.
Carbon monoxide emissions.
In
a well-controlled urea-based SNCR system, the carbon
contained in the urea is fully oxidized to carbon dioxide. Normally, steps taken
to control ammonia slip
impose sufficient restrictions
on reaction temperature to prevent substantial emissions of CO.
Nitrous oxide (N,O) emissions. Nitrous oxide is a by-product of the SNCR process, with urea-
based systems typically producing more nitrous oxide than ammonia -based systems. At most, about
10 % of
the NO, reduced in urea-based SNCR is converted to nitrous oxide. With proper control, the nitrous oxide
production rate may be limited
to significantly lower levels. Nitrous oxide contributes to neither ground level
ozone nor acid rain formation, and biogenic sources dominate the atmospheric budget
ofN,O.
What are common misconceptions regarding SNCR?
Several common misconceptions have slowed the acceptance of SNCR by utilities.
Misconception: As boiler size increases, SNCR efficiency decreases. As long as reagent
can be distributed, there
is no technical limitation to the size of boilers on which SNCR will be effective.
This misconception arose in part from the earliest experiences at large utility boilers in Califomia. These
boilers were equipped with low
NO, combustion systems, had high furnace exit gas temperatures, and very
rapid cooling
of the gases in the boiler convective regions. Low baseline NO, levels resulting from these
natural gas-fired boilers and rapid cooling led
to low NO, control efficiencies and high ammonia slips using
SNCR. Increased technical knowledge and experience have allowed better delineation
of the limitations of
the SNCR process, which since then has been used to achieve over 60 % NO, reductions on some electric
utility boilers.
The commercial development
of retractable multi-nozzle lances as well as advances in feed-forward
controls has extended the applicability
of urea-based SNCR technology. These advances enable delivery of
reagent across the boiler, as has been demonstrated both in the U.S. and abroad. Recently, three utility units
(each with a different type
of combustion system) with capacity in excess of 600 MW each have
successfully implemented the SNCR technology. The combustion systems for these units include opposed
wall-, cell- and turbo-fIred technologies.
Misconception:
SNCR cannot be used on boilers equipped with low NO, combustion
controls. SNCR has been installed commercially on boilers equipped with low NO, burners, overfrre air,
and flue gas recirculation, and has been shown
to operate effectively with all of these technologies.'o
Misconception: Use
of SNCR on coal-fired plants results
in
fly ash which cannot be sold
and the disposal of which is expensive. The tendency of fly ash to absorb ammonia is a function of
many factors in addition to the amount of ammonia slip. Ash characteristics such as pH, alkali mineral
content, and volatile sulfur and chlorine content help
to determine whether or not ammonia will be absorbed
..;
",,'mrrHW
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
.':;:
euw\.'\'
I~C ~~'m\~IE!'
Page
10
Electronic Filing - Received, Clerk's Office, September 30, 2008
readily by the fly ash.
In
most applications, properly designed SNCR systems will keep the ammonia slip
levels low enough so that the salability
of the ash should be unaffected.
Can SNCR be used in combination with selective catalytic reduction (SCR)?
Hybrid SNCR-SCR systems have been demonstrated at a number of utility plants, and are
being commercially installed to meet post-RACT NO, limits.
SNCR may be combined with selective catalytic reduction (SCR).
While achievable NO,
reductions using SNCR normally are limited by ammonia slip requirements, in a combined SNCRJSCR
system, ammonia slip is generated intentionally as the reagent feed to the
SCR catalyst, which provides
additional
NO, removal. The quantity of catalyst required in a hybrid system is reduced from that in an
SCR-only application, so that the hybrid system will have lower capital requirements. This hybrid approach
has
been demonstrated in several full-scale utility applications.
For example, at two gas-fired utility boilers in Southem California, hybrid systems gave emissions
reductions
of 72-91 %." At a wet bottom
coa~fired
boiler in New Jersey, a hybrid system reduced NO,
emissions by up to 98%. A utility in Pennsylvania is installing a full-scale SCRJSNCR hybrid system on an
148 MW
coa~fired
boiler. A SNCR system currently operating at that boiler reduces emissions from 0.78
IblMMBtu to 0.45 IblMMBtu. With the installation of in-duct SCR catalyst, the utility expects to further
reduce
NO, emissions to below 0.35 IblMMBtu, with less than 2 ppm ammonia slip.
22
What developments
in
SNCR technology are expected?
Efforts are in progress to optimize the combination of SNCR with other technologies for
controlling NO, and other air pollutants.
SNCR Combination with Gas Reburn. Rebuming under
fue~rich
conditions converts NO, to
reduced nitrogen-containing compounds. During bumout, which occurs at lower temperatures than normal
combustion, a substantial fraction
of these compounds are converted to Nz (with the remainder oxidized
back to NO,). Pilot scale demonstrations have shown that conditions in the bumout zone are appropriate for
SNCR.' Thus, rebum and SNCR may be combined to achieve NO, reductions of over 70 %, and a full-
scale demonstration with the electric utilities is underway. Recently, Fuel Lean Gas
Rebum (FLGR) has
reached commercial status and in combination with
SNCR is known as Amine Enhanced Fuel Lean Gas
Rebum (AE-FLGR). The first full-scale installation of this combined technology is achieving 60% NO,
control.
2
'
SNCR Combinations for Control of Other Pollutants. Many sources must control flue gas
constituents other than
NO" such as S02, chlorides, heavy metals, and dioxins and furans.
It
has been
found that co-injection
of a lime slurry with aqueous urea provides effective control of S02 and chlorides,
in
addition to NO,.24 With a reduction in chlorides, there is an associated reduction in dioxin and furan
emissions.
25
In-furnace lime injection has also been shown to reduce emissions of heavy metals. Thus, the
combination
of SNCR and lime injection has the potential for simultaneous control of NO" S02, HCI, heavy
metals, and dioxins and furans.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
11
Electronic Filing - Received, Clerk's Office, September 30, 2008
SNCR and Wastewater Disposal. In many cases, the ability to discharge wastewater into local
streams, rivers, and sewers is restricted, with no discharge allowed in sensitive locations. As an accessory
pollution control program to SNCR using aqueous reagents, wastewater can be disposed
of by injection into
a furnace or other combustion source with simultaneous control
of NO,. The dilution or "motive" water
needed to inject urea reagent ranges from 100-500
%
of the reagent flow. For larger sources, such as utility
plants where 500-1000 gallons per hour reagent could
be used, typical dilution water use is 1000-5000 gallons
per hour or 20-85 gallons per minute, thus offering a significant opportunity for maintenance of plant water
balance or wastewater minimization.
How can SNCR be used to best advantage?
The features of being a low hazard, low capital cost, expense-driven technology that
requires little space and little unit down-time to implement suggests various appropriate uses to
comply with U.S. clean air regulations.
Beyond-RACT Controls for Ozone Attainment.
States not meeting the ozone National
Ambient Air Quality Standard after application
of RACT controls will require greater NO, reductions from
sources within their borders. Many states presume that these reductions
will
be based on the addition of
post-combustion controls, including SNCR. In some cases, SNCR could be retrofit to units that already have
implemented combustion modifications. Where SNCR has been used to meet RACT
I
limits, the reagent use
rate could be increased to meet new, lower limits.
Seasonal
Controls for Ozone Attainment. In a seasonal approach, NO, reductions beyond
RACT would be required only during the "ozone season" (May through September) when exceedances
normally occur. For example, the states
of the northeast Ozone Transport Region have committed to a plan
calling for control
of ozone precursors only during the May-September ozone season to help meet regional
ozone attainment goals. SNCR is particularly well-suited for seasonal control in that
it may provide deep
reductions
n
NO, emissions, but incurs little cost when the system is not in use. For urea-based SNCR, the
incremental cost
ofcontrol during the ozone season would be on the order of $0.30IMMBtu on a unit without
low-NO, burners, expressed as a fuel cost adder rela tive to the
"off' season.
Acid
Rain Control. Under the acid
rain
provisions (Title
N)
of the Clean Air Act Amendments,
NO, limits for Group 2 coal-fired utility boilers, which include cyclones, wet-bottom wall-fired boilers, cell-
burner-fired boilers, stoker-fired units, and roof-fired boilers were promulgated in 1996 based upon the
capabilities and costs
ofavailable control technologies.
SNCR technology has been successfully installed on cell-, pulverized-coal wet bottom-, cyclone-,
and stoker-fired units
as well as on circulating fluidized
bed
boilers.
Overcontrol. The low capital cost and ease of retrofit of SNCR suggest its use as an add-on to
other NO, control technologies to provide overcontrol, or control to below permit limits. Overcontrol can be
useful where the marginal cost
of control on one unit is lower than on other units, and where averaging or
trading emissions or emissions reductions
is pennitted Trading provisions of the proposed NO, SIP Call
regulation, the Regional Clean
Air
Incentives Market (RECLAIM) instituted by the California South Coast
Selective NOll-Catalytic Reductioll (SNCR) Jar COlltrollillg
NO
x
Emissiolls
Page
12
Electronic Filing - Received, Clerk's Office, September 30, 2008
Air
Quality Management District, the acid rain NO, rule, and proposed rules for generation of emissions
reduction credits all authorize strategies based on overcontrol.
In an overcontrol strategy, a second SNCR system may be used
to provide insurance:
If
the
overcontrolled unit in the averaged group is forced out
of service, the insurance system is available to
provide the requisite emissions reductions
on a second unit. When the overcontrolled unit is in service, the
cost
of the insurance SNCR system is limited to a relatively low capital charge.
BACTlNew Source Controls.
SNCR has been utilized to fulfill best achievable control
technology (BACT) requirements for new stoker units in Maine, Vennont, Massachusetts, Connecticut, and
Virginia, among other states.
In North Carolina, a new pulverized coal-fired unit was pennitted recently
with SNCR
to meet a 0.17 IblMMBtu NO, emission limit.
Selective NOll-Catalytic Reductioll (SNCR) for COlltrollillg NO, Emissiolls
Page 13
Electronic Filing - Received, Clerk's Office, September 30, 2008
APPENDIX 1: Selected Applications of Ure a-Based SNCR, by Industry
COMPANY/LOCATION
UNIT TYPE
SIZE
FUEL
NO. BASELINE
REDUCTION
m.m
(MMBtu/hr)
- (uom)
("!o)
13\
Wood-Fired IPP/O)oGen Plants
ABB Okeelanta
Grate-fired StoKer
660
Bagasse, Wood,
0.2.0.4 (4)
40.60
Okeelanta, FL
Coal
ABB Osceola
Grate-fired Stoker
660
Bagasse. Wood.
110.200
40-60
Osceola, Fol
Coal
Alternative Energy, Inc.
Zurn Stoker
500
Wood
128
50
Ashland, ME
Alternative Energy, Inc.
Zurn Stoker
500
Wood
128
50
Cadillac, MI
Alternative Energy, Inc.
Zurn Stoker
500
Wood
128
50
Livennore Falls, ME
Black
&
Veatch
ABB-CE Stoker
473
Wood
0.47 (4)
60
Genessee. MI
Black
&
Veatch
Zum Stoker
440
Biomass
150
60
Gravlin\!. MI
Georgia Pacific
Wellons 4-CeIl
236
Mixed Wood
0.33 (4)
38
Brookneal, VA
Georgia Pacific
Cell-fired
240
BarklDust
144.00
20
Mt. Houe,
GA
I.P. Masonite
B&W
242.5
SludgeIWood
0.404 (4)
48
Towanda,
PA
Waste, Coal
Kenetech Energy
Riley Stoker
225
Wood
210
47
Fitchburg, MA
LFC
Grat(}ofired
190
Biomass,
170
35
Hillman, MI
Tires
McMillan Bloedel
EPI Fluid Bed
291,000 #/hr
Wood Waste,
100
42
Clarion, PA
Combustion
steam
HOl! Fuel
Ridge Generating
Zurn Stoker
550
Wood
0.35 (4)
57
Auburndale. FL
Ryegate Power Station
Riley Stoker
300
Wood
0.2-0.3 (4)
30-50
Ryegate, VT
Sierra Pacific
Ccll-fircd
2@130
Biomass
200
46-57
Lincoln, CA
Zachry Energy
Riley Stokcr
3@390
Wood
0.20 (4)
50
Hurt, VA
Utllltv Boilers
American Electric Powcr
B&W
5347
Coal
0.57 (4)
30
Cardinal Station Unit #1
Universal Press.
Atlantic Elcctric
(3
Cyclone
138 MWe
Coal
1.31 (4)
31
unite:;)
Cyclone
160 MWe
Coal
1.40 (4)
36
Mays Landing, NJ
T -fired
160 MW3
#60il
0.31 (4)
35
Carolina Power
&
Light
Riley Front Wall-
2173
Coal
426
50-AEFLGR
Asheville #1
Fired
25 - SNCR
(AEFLGR)
Cinergy Miami Fort Unit #6
Tangential Fired
1490
Coal
0.55 (4)
35
Northbend.OH
C.E.
Delmarva Power
T -fired
84MWe
Coal
0.54 (4)
30
Wilmington. DE
Eastern Utilities
Tilting T -Fired
410-1120
Coal, Oil
0.49-0.89 (4)
28 - 60
Somerset, MA
Boiler
First Energy Unit #3
T .fired CE with
1470
Emerald or
255
20 - 32.5
East Lake. OH
Division Wall
Powhatan Coal
First Energy Unit #2
FWSteam
1735
Coal
0.450 (4)
25 -
30
Sammis.OH
Generator
GPU Genco Seward Station
Tangential Fired
1457
Coal
0.78 (4)
55
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
14
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANY/LOCAT10N
UNITTVPE
SIZE
FUEL
NO, BASELINE
REDUCTION
1Il.12l
IMMBtu/hr\
Innm\
I%H3\
Seward, PA
(Cascade)
C.E.
Korean Electric Power Company
Front
&
Rear
2474
Coal
0.654 (4)
40
Hanam Station, Korea
Wall.Fired
LILCO
T-fired
185 MWe
Oil
250
50
Port Jefferson, NY
1(0)
LlLCO
T-fired
108 MWe
#6 Oil
0.354 (4)
35-60
Port Jefferson, NY
I
(D)
Middletown Unit #3
Cyclone-Fired
2455
Gas
0.34 (4)
25
Middletown, cr
NEPCO Unit 1
Front-fired
84MWe
Coal
1.0±0.1 (4)
-
66 (5)
Salem Harbor, MA
NEPCO Unit 2
Front-fired
84MWe
Coal
1.0±0.1 (4)
-
66 (5)
Salem Harbor, MA
NEPCOUnit 3
Front-fired
156 MWe
Coal
1.0±0.1 (4)
-
66 (5)
Salem Harbor, MA
NYSEG Milliken (DOE)
CE T -Fired, LNCFS
150 MWe
Coal,Oil
0.37.0.4 (4)
30
Milliken, NY
111
(0\
Northeast Utilities Norwalk Harbor Station
CE Twin T-fired
I72MW
Oil
<0.4 (4)
<0.25 (4)
Norwalk Harbor, CT
182MW
Penelec Seward #15
eE T
-fired
1147
Coal
0.78 (4)
<0.45 (4)
Seward. PA
PSE&G
ofNew
Jersey
Front Wall-Fired
2@320MWe
Pulverized
2 (4)
35
Mercer Station
Wet Bottom
Twin Furnace
Coal, Gas
, (SNCR)
PSE&G Hudson Station, Unit #2
Foster Wheeler
6017
Coal
0.65 (4)
2.525.00
Jersey City, NJ
Opposed Wall
6000
Natunll Gas
0.35 (4)
PSE&G Mercer Station Unit 1
Front Wall-Fired
320MW
Pulv. Coal
1.4 (4)
60
Furnace #11 & #12
Wet Bottom
Twin Furnace
PSE&G Mercer Station Unit I
Front Wall-Fired
320MW
Pulv. Coal
1.4
60
Furnace #21
&
#22
Wet Bottom
Twin Furnace
Pennsylvania Electric Company
B&WDivided
1480
Coal
0.5 (4)
25
Combv Station
Furnace
PSNH, Schiller
(SNCR
Wall-Fired
80MW
on
0.40 (4)
50
WEPCO Valley Power Pit.
Wall-fired
70MWc
Coal
725
60
Milwaukee, WI
'Dl
Wisconsin Electric Power Company
Riley Turbo
6260
Coal
0.45 (4)
56
Pleasant Prarie Unit
#
I
(620 MWg)
(AEFLGR)
Tire Burners
Chewton Glen Energy
Grate-fired
240.00
Shredded Tires
0.195 (4)
60
Oxford Energy
Moving Grate
75
Tires
85
40
Modesto, CA
Incinerator
(0)
Oxford Energy
Grate-fired
2@170
Tires
80
50
Sterling, IT
Puln and Paner Industrv
Boise
Cascade
Hydrogate
395
Bark,
117-136
35
International Falls, MN
(0)
Stoker
Gas
Energy Products
of Idaho
BFB
70.2
Paper/Landfill
0.587 (4)
60.5
Italy
Sludge
Garden State Paper
Front-fired
72
Paper
355
50
Garfield, NJ
Ind. Boiler
Garden State Paper
Front-fired
172
Fiber
374
50
Garfield, NJ
Ind. Boiler
Waste
Selective Non-Catalytic Reduction (SNCR) Jor Controlling NO, Emissions
Page
15
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANY/LOCATION
UNIT TYPE
SIZE
FlJEL
NO, BASELINE
REDUCTION
(1).12\
lMMBtulbrl
'nnm)
(%)(3)
J.P. Masonite
Towerpak Boiler
204
Wood Waste
0.404 (4)
53
Towanda, PA
Jefferson Smurfit
CE Grate-Fired
540
Coal, Bark, Oil
0.55-0.70 (4)
<0.45 (4)
Jacksonville, FL
Mincrgy Fox Valley
B&WCyclone
350
Paper Sludge,
0.8 (4)
62
Neenah, WI
Natural Gas
P. H. Glatfelter
Sludge
60
Paper
570
50
Neenah, WI
Combustor
Sludge
P. H. Glatfelter
Sludge
60
Paper
570
50
Neenah, WI
Combustor
Slud""
Patlach
Wellons 4-Cell
242
Wood Waste
0.30 (4)
57
Bemidji, MN
Boiler
S. D. Warren
CE
900
Oil, Bark,
235
50
Skowhegan, ME
Grate-fired
Biomass
800m. Skogsagarna
Recovery
900
Black
60
60
Sweden
Boiler
Liquor
(D)
Refinerv Process Units and Industrial Boilers
ARCO CQC Kiln
CalcineT
Petroleum
25
34
Los Angeles, CA
HRSG
Coke
1(0)
Babcock and Wilcox
BFB
821
Wood/Sludge
0.35 (4)
62
Bowater, Calhoun, TN
Chambers Medical Waste, Incinerators (2 units)
Simonds
221
Medical and
0.48 (4)
67.8
Chambers County, TX
Incinerator
Municioal
Com Products
Gasifier
262
Wood
163
20
North Carolina
MAPCO Petroleum
Bottom-fired
177
Refinery Gas,
75
60
MemDhis, TN
Process Htr.
NG
MAPCOPetroieum
Bottom-fired
50
Refinery Gas,
65
50-75
Memphis, TN
Process Hu.
NG
Mobil Oil
GT-HRSG
630
Refinery Gas
75
50
Paulsboro, NJ
Mobil Oil
CO Boiler
614
Refinery Gas
90
65
Torrance, CA
Mobil Oil/Macchi
Package Boiler
3@265
Vac. Tower
Yanbu, Saudi Ambia
Bottoms,
Prooane
Pennzoil
CO Boiler
CO.
Shreveport, LA
Thermal Oxidizer
Refinerv Gas
Pennzoil
CO Boiler
243
Natural Gas
&
0.27 (4)
74
ShreveDort, LA
Thcnnal Oxidizer
RC12:cn. Gas
Powerine
Package Boiler
31-62
Refinery
105
60
Santa Fe SprinRs, CA
fuel Gas
Powerinc
CO Boiler
31-62
Refinery
105
60
Santa Fe Sorinl!S, CA
fuel Gas
Shell Oil
CO Boiler
3@222
Refinery Gas
230
65
Martinez, CA
Total Petroleum
CO Boiler
247
Refinery and
1.2 (4)
67
Alma,MI
Natural Gas
UNOCAL
CO Boiler
400
Refinery Gas
140
68
Los Angeles, CA
1(0)
UNOCAL
Calciner
Petroleum
45
53
Santa Maria, CA
HRSG
Coke
1(0)
Chemical Industrv
BP Chemicals
I
AOO Incin.
I
34
I
Waste
I
330
I
80+
Selectlve Non-CatalytIc ReductIOn (SNCR) for Control!l1lg NO, EmISSIOns
Page 16
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANY/LOCATION
UNIT TYPE
SIZE
/<lJEL
NO, BASELINE
REDUCTION
([).12\
IMMBtu/hr\
Innm\
1%){3l
Green Lake, TX
HRSG
Gas
(D)
BP Chemicals
(3
AOO lncio.
399
Absorber Off Gas
238
50
units)
HRSG
399
238
50
Green Lake, TX
238
150
50
lib flue
mJhr)
Formosa Plastics
Front-fired
331
Coal
200
60
Kaohsiung, Taiwan
Miles, Inc.
Carbon Furnace
16
Chemical
150
35
Kansas City, MO
Afterburner
Waste
North American Chemical Corp.
T-fired
2@75MWe
Coal
200
40
Trona, CA
Coal-Fired Industrial and IPP Co-Generation Boilers
eagentrix
CE Stoker
8@28MWe
Coal
350
40
Richmond, VA
Far East Textiles
Stork Boiler
190
Coal
550@6%O2
50.00
Hsihpu, Taiwan
General Electric
B&W Packaged
236
#6 Oil,
Gas
0.28-0.31 (4)
40-60
Lynn, MA
OoType
(D)
Michigan State Uni....
CFB
460
Coal
247
57
East Lansing, MI
NFT GmbH
Fire Tube Package
5@1O-20MWe
Heavy Oil
700-800 mgINm'
40-50
Boilers
Nvkooimz, Sweden
CFB
135
Coal
120-130
70
Riley Ultrasystems II
Riley Front-Fired
505
Pulverized Coal
0.33 (4)
50
Weldon, NC
Sonoco
Foster-Wheeler!
145
Coal
195
67.00
Huntsville, SC
PvroDOwer CFB
Standardkessel, Germany
Packaged Firetube
31@
Heavy Oil
700.800 mgINm
J
40.50
10-20 MWe
Strakonice
Wall Fired, Grate
2@36-40
Lignite, Brown
600 mgfNm
J
50
Czech Reoublic
Fired
Coal
Tekniskaverken
Stoker
275
Coal
300-350
65
Linkopin~
PI, Sweden
Tekniskaverken
Stoker
Wood
200
50
Linkoping P3, Sweden
(D)
Municinal Waste Combustors
American Ref-Fuel
Riley Grate
2@414
RDF,MSW
300
50
Niaeara Falls, NY
BaltimoreJResco/WAPC
(3
Burning Grate
325
MSW
0.50 (4)
30
units)
Stoker Fired
Baltimore, MD
City of Berlin
Moving Grate
MSW
160
69
Berlin, Germany
(D)
City
of Berlin
Zum Stoker
167
MSW
275
75
Berlin, German
(D)
CRRA - Units 11
&
12
CEVU40
326
RDF
0.52 (4)
40
Hartford, CT
De Canderas
MWC
MSW,RDF
250@ll%O2
60
Cremona, Italv
DB Riley, Central Wayne
(3
Municipal Waste
115
MSW
0.47 (4)
50
units)
Combustor
138
0.48 (4)
Dearborn, MI
Dong Bu
(2
Municipal Waste
150 tpd
MSW
0.59 (4)
65
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
17
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANYILOCATI ON
UNIT TYPE
SIZE
FlJEL
NO
x
BASELINE
REDUCTION
(1),(2)
IMMBtu/hr)
- (uom)
(%\(3\
units)
Combustor
Kwang Myon!!:, Korea
Emmenspitz
Moving Grate
121
MSW
200
68
Zuchwil,
Switzerland
(0)
Emmenspitz
Detroit Stoker
137.5
MSW
110
60
Zuchwil, Switzerland
(D)
Falls Township
B&W Stoker
325 (2)
MSW
330 Max
50 Max
Falls Townshio, PA
285 Tvn
40 Tov
Fort Lewis
MWC
60 tons/day
MSW
230 1@7%0
2
65
Frankfurt
Moving Grate
4@660
MSW
170
70
Germany
Hamm
Moving Grate
3@528
MSW
170
41
Germanv
Hcrtcn
Moving Grate
2@242
MSW
185
60
Germany
Kwang Myung
Steinmuller MWC
2@58
MSW
200
65
Korea
Montenay Resource Recovery Facility
Steinmuller MWC
2@260
0.385 (4)
50
Montgomery, PA
New Hanover County
VolundMWC
108
MSW
300
60
Wrightsville Beach, NC
North Andover, MA
351
750lnd
300
32
Pinellas CountylWAPC
Municipal Waste
200 tpd
MSW
0.53 (4)
65
Combustor
Ravenna, Italy
MWC
45,000 Nm)lhr
MSW
400
62.5
Regional Waste Systems Units 1
&
2
Steinmuller
120
MSW
0.40 (4)
33
ME
43 -
Desi""
Robbins Resource Recovery Facility
Foster-Wheeler
2@309
0.39 (4)
48.72
Robbins,IL
CFB
SEMASS
Riley Stoker
375
MSW
220
50
Rochester, MA
Seoul Metro Gov't
Municipal Waste
62
MSW
100 - 150
50 - 67
Mok-Dong - Seoul, Korea
Combustor
Tekniskaverken
Moving
Grate
MSW
Garstad
(D)
Process Units
Alcan
(2
Decoater/
30,0001h
Gas
90-130
50.80+
units)
Afterburner
canslhour
Berea, KY
Allis Minerals
Rotary Kiln
60
Paper Sludge
0.48 (4)
57
Oak Creek, WI
Incinerator
Fort Lewis
MWC
60 tons/day
MSW
230 (al7 %
0,
65
Rollins Environmental
Hazardous Waste
185
Chlorinated
60-250
35-50
Deer Park, TX
Incinerator
Chemical Waste,
(D)
Soil
Industrial/Steel Industrv
China Steel Units 7&8
C.E. VU40
156.8
Coal
0.568 (4)
42.9
Republic
of China
(Taiwan)
MHIA National Steel
Direct Fired
47.9
Natul1ll Gas
0.3 (4)
85
Portage, IN
Furnace
(Casoade)
NKK Steel Engineering National Steel
Cant. Galv. Line
Ecorse, MI
(SCR)
NKK Steel Engineering National Steel
Radiant Tube
117
Natural Gas
0.26 (4)
90
CGL#I
Furnace
(SCR)
,4
IN.
'S1.
Tfll'n: or
.'
i1
CLL\.N
j
\,J;
rY-f('
.
...a.: ..
...
CO.\ll',\;':IF.-S
SelectIve Non-Catalytic ReductIon (SNCR) for Controllzng NO, EmIssions
Page
18
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANY/LOCATION
UNITTVPE
SIZE
FUEL
NO, BASELINE
REDUCTION
m,(2)
(MMBtu/hr)
-
(uum)
('/0)(3)
Nucor Steel
Preheat Radiant
46.7
Natural Gas
0.32 (4)
75.5
Hickman, Arkansas
(SNCR& SCR)
14.6
0.46 (4)
78.9
Nucor Steel
Preheat Radiant
50.8
Natural Gas
0.44 (4)
82
Hugor, SC
(SNCR& SCR)
20
0.31 (4)
89
ProtcclUS Steel, CGL #2
Radiant
76.8
Natural Gas
0.253 (4)
90
Leipsic,OH
(SCR)
SelasIBHP
Cont. Galv. Line
29
Natural Gas
105 (4)
65
Rancho
Cucamon~a,
CA
WAPC Iron Dynamics
Rotary Hearth
435
Natural Gas
0.374 (4)
30
Butler, IN
Cement Kilns
Ash Grove Cement
Precalcincr
160
tons
solidsfhr
Coal, Gas
350-6001b/hr
>80
Seattle, WA
(0)
Korean Cement Demonstration
New Suspension
Coal
1.27 (4)
45
Don~
Yang Cement, Korea
Calciner
Taiwan Cement
Cement Kiln!
260
Coal
1.29 (4)
50
Units #3, #5, #6
Precalciner
697
Coal
1.58 (4)
45
658
Coal
0.92 (4)
25
Wulfrath Cement
Cement Kiln
140
Lignite
1000 ngINm
3
90
Germany
500
ID)
(1)
All units listed arc commercial installations, unless otherwise indicated. Commercial includes units in the design and installation
phases.
(2)
CompanylLocations which arc not named are requirements of Confidentiality Agreements. (D) Denotes "Demonstration."
(3)
NO. Reduction values are not necessarily the limit
of the
technology. These values may be the guaranteed limits.
(4)
Ib/MMBtu
(5)
Aetuallimit
=
0.33 IblMMDtu
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
19
Electronic Filing - Received, Clerk's Office, September 30, 2008
APPENDIX 2: Selected Applications of Ammonia-Based SNCR, by Industry
COMPANYILOCATION
UNIT TYPE
SIZE
FUEL
NO, BASELINE
REDUCTION
(1)
fMMBtulhr)
(oom)
(%) (2)
Stoker-Fired and Pulverized
Coal~Flred
Boilers
Atavista,
VA
Stoker Fired
2@380
Wood/Coal
321
50-65
Buena Vista
Stoker Fired
2!al385
Coal
324
54-66
Hopewell, VA
Stoker Fired
2(a)385
Coal
324
54-66
KMW
Pulverized Coal
2@450
Coal
600
83
Mainz, Gennanv
Modesto, CA
Stoker Fired
2(a)204
Tires
N/A
78
STEAG
Pulverized Coal
4500
Coal
250
55
Heme, Gennanv
Showa Denko
Pulverized Coal
1000
Coke
315
57
Oita, Japan
Coal-Fired Boilers
Kraftwerke Mainz
Cyclone
2@433
Coal
83
WiesbadenIDeutsche Babcock Anlagen AG
Germany
Northeast Utilities
Cyclone
Coal
Merrimack Station Unit 1
Bow, New Hamoshirc
Rio Bravo Jasmin
Circulating Fluid
391
Coal
80
Rio Bravo, CA
Bed
Rio Bravo Poso
Circulating Fluid
391
Coal
80
Rio Bravo, CA
Bed
Stockton Cogen
Circulating Fluid
620
Coal
N/A
Stockton,CA
Bed
Veba Kraftwerke A.G.
Cyclone
730
Coal
38
Gelssenkirchen, Gcnnanv
Stoku-Fired
Woo~FlIeled
Boilers
Brawley,
CA
Stoker Fired
250
Wood
400
60
Burney, CA
Stoker Fired
2!al478
Wood
116
52
Lon~
Beach, CA
Stoker Fired
200
Wood
325
60
Sacramento, CA
Stoker Fired
164
Wood
220
59
Shasta, CA
Stoker Fired
3!al903
Wood
75-90
40-52
Susanville, CA
Stoker Fired
500
Wood
130
58
Terra Bella, CA
Stoker Fired
158
Wood
100
50
Tracv, CA
Stoker Fired
275
Wood
310
75
Clrculatinl! Fluidized aDd Bubbllnl! Bed Boilen
Chinese Station, CA
Bubblin~
Bed
315
Wood
125
80
Chowina, CA
Bubbling: Bed
152
Wood
Colmac,
CA
Fluidized Bed
590 total
Coal
12 unils]
Combustion Power, CA
F1uidi7.cd Bed
Coal, Coke
E1Nido,CA
Bubbling Bed
175
Wood
Fresno,
CA
Fluidized Bed
350
Wood
120
76
Jasmine, CA
Fluidized Bed
394
Coal
150
80
Madera, CA
Bubblin~
Bed
384
Wood
Mendota,
CA
Fluidized Bed
349
Wood
120
80
Poso, CA
Fluidized
Bed
394
Coal
150
80
Rocklin, CA
Fluidized Bed
340
Wood
120
76
Stockton, CA
Fluidized Bed
620
Coal
Woodland,
CA
Fluidized Bed
330
Wood
120
76
Municinle Solid Waste Incinerators
Commerce
300 (3)
200
60
Bremerhaven, Gennanv
Essex County
3@770 (3)
190
60
Selective Non-Catalytic Reduction (SNCR) for Controlling NO
x
Emissions
Page
20
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANYILOCATION
UNIT TYPE
SIZE
FUEL
NO, BASELINE
REDUCTION
(I)
(MMBlulhr1
(ppm)
(%)
(2)
Huntinl!ton, Long Island
3@480 (3)
350
60
Long Beach. CA
3(al,470
(3)
200
70
Minneapolis
2@600 (3)
240
60
Munich, Germany
930 (31
190
70
Spokane
2@400(3)
300
45
9:anislaus County
2(al,400
(3)
200
67
Union County
3@480(3)
350
70
Unit "Mil
750 (3)
320
65
Vanor Sludv:e and Hazardous Waste Incinerators
Carson, CA
2(al,204
Sludge
350
65
Deepwater, NJ
2@103
Sludge
265
77
Gaviota, CA
20
Yaoor
112
70
Germany
Vapor
Gladstone, Australia
57
Yanor
2000
91
Gas- and Oil-'Fired Industrial Boilers
Champlin Petroleum
OiUGas
65
WilminlZton, CA
Chanselor-Westem Oil
50
Crude
65
Santa Fe Springs, CA
Getty Oil
ClUde
California
Golden West Refinery
60
CO
75
Santa Fe Sorin25, CA
Mitsui Petrochemical
340
Oil
53
Japan
Mohawk Petroleum
[2 units]
Oil/Gas
60-70
Bakersfield, CA
Oxnard Refinery
18.5
Crude
30
Oxnard, CA
Santa Fe Energy
3@150
Crude
Santa Fe Snrinlls, CA
Tonen
400
CO/Gas
50
Kawasaki, Japan
TSK
215
Oil/Gas
55
Kawasaki, lanan
TSK
574
Oil/Gas
65
Kawasaki, Japan
TSK
1135
Oil/Gas
57
Kawasaki, laoan
TSK
1135
Oil/Gas
55
Kawasaki, Japan
Glass Meltinl:' Furnaces
AGF Industries
125
Gas
61
Los Angeles, CA
LOF Glass
200
Gas/Oil
51
Lathrop, CA
PPG Industries
150
Gas
60
Fresno, CA
SHOTT
Gennany
Sierra Envr.
&
GAF
29
Gas
70
Itwindalc, CA
Oil~
and Gas-Fired Heaters
Champlin Petroleum
627 total
OiUGas
50 to 60
Wilmington,
CA
fI3 unitsl
Chevron Research
315
Gas
69
San Francisco, CA
SelectIve NOll-CatalytIc ReductlOll (SNCR) for Co1ltrollmg NO, EmlsslOlls
Page
21
Electronic Filing - Received, Clerk's Office, September 30, 2008
COMPANYILOCATION
UNIT TYPE
SIZE
FUEL
NO, BASELINE
REDUCTION
(I)
(MMBtulhrl
(ppm)
(%)(2)
Fletcher Oil and Refining
47 total
Gas
45 to 65
Wilmington, CA
12 units]
lndependant Valley Energy
165 total
Gas
65 to 75
Bakersfield, CA
14 units]
Kyokuto Petroleum
2@250
QiUGas
51 to 53
Chiba, Japan
LOF Glass
Glass Furnace
200
Gas/Oil
51
Stockton, CA
Mendota Biomass
Cire. Fluid Bcd
349
Wood
72
Mendota, CA
Mohawk Petroleum
349 total
Oil/Gas
60 to 70
Bakersfield, CA
14 unitsl
Monsanto
23
Oil
43
Carson, CA
PPG Industries
Glass Furnace
150
Gas
60
Fresno, CA
Rocklin
Cire. Fluid Bed
340
Wood
76
Rocklin,CA
SHOTT
Glass Furnace
Gas
Germanv
Sierra Envr. and GAF
Glass Furnace
29
Gas
70
Irwindale,. CA
Tonen
515and190
Gas
63
Kawaski,
JaDan
(1)
All Units hsted are commercial installations, unless otherwise indicated. Commerclal Includes umts
In
the design and installation
phases.
(2)
NO.. Reduction values are the guarantees.
(3)
Tons/day.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO
x
Emissions
Page
22
Electronic Filing - Received, Clerk's Office, September 30, 2008
REFERENCES
Smith, DJ., "NO
x
Emission Control Demands a
Range of Solutions", Power Engineering, July, 1992, page 45.
Sandell, M.A., and M.T. Hoydick, "Selective Non-Catalytic Reduction
ofNO, Control", presented at the 1992 Spring
Gulf Coast Co-Generation Association Meeting, April 21-22, 1992, Houston, Texas.
Sun, W.H., and
lE. Hofmann, "Reaction Kinetics afPost Combustion NO
xReduction
with
Urea", presented at the
AFRC 1991 Spring Members Meeting, March 18-19, 1991, Hartford, CT.
4
9
10
II
12
I'
14
I'
16
17
Hurst, 8.E., White, C.M. "Thcnnal De-NO
x
:
A Commercial Non-Catalytic NO
x
Reduction Process for Waste to Energy
Applications." Presented at the ASME 12th Biennial National Waste Processing Conference, Denver, June 2,1986.
Comparato, J.R., Buchs, R.A., Arnold, D.S. and Bailey, L.K., "NO, Reduction at the Argus Plant Using the NOxOUT
Process," EPA/EPRI 1991 Joint Symposium on Stationary Combustion NO
x
Control, Washington, D.C., March 25-28,
1991.
Huhmann, A.L., Wallace, AJ., Jantzen, T., O'Leary, J.H. "Evaluation of Retrofitted Post Combustion NO, Control
Technology on a Wet Bottom, Coal-Fired Boiler." Presented at the U.S. Department of Energy Conference on
Selective Catalytic and Non-Catalytic Reduction for
NO, Control, Pittsburgh, May 15-16, 1997.
Tsai, T.S., Ariagno,
L., Cote, R., Staudt, J.E., Casill, RP. "Living with Urea Selective
Non~Catalytic
NO
x
Reduction at
Montaup Electric's 112 MW, PC Boiler." Presented at ICAC Forum '96, Baltimore, March 19-20, 1996.
Ciarlante, V., Romero, C.E. "Design and Characterization
ofa Urea-Based SNCR System for a Utility Boiler."
Presented
at the EPRJ-DOB-EPA Combined Utility Air Pollution Control Symposium, Washington, D.C., August 25-
29, 1997.
Ellerhorst,
R.j
Edvardsson, C, "Experience with NO
x
Control at
ToB. Simon CFB Boilcr at Michigan State University-
Case History." Presented at the Council ofIndustrial Boiler Owners NO
x
Control VIII Conference, Philadelphia,
Pennsylvania, March 7-8, 1995.
Malone, P.M., Sun, W,H. "Cardinal Unit
1: Large Scale SNCR Demonstration Project." Presented at ICAC Forum
2000, Rosslyn, VA, March 23-24, 2000.
Durso, R.A., Trippel, C.E. "Combustion Tempering
in Conjunction with SNCR Reduces NOx Emission Nearly 60
% on a Natural Gas Fired Cyclone Boiler." Presented at ICAC Forum 2000, Rosslyn, VA, March 23-24, 2000.
Trego, P., St. Laurent, G., Broderick, R.G., Schindler,
E. "Burner Optimizations in Conjunction with SNCR
Reduced NOx Emissions Over 70 % on Coal-Fired Boilers." Presented at ICAC Forum 2000, Rosslyn, VA, March
23-24,2000.
Lovblad,
R" Moberg, G., Olausson, L., Bostrom,
C.
"NO
x
Reduction from a Recovery Boiler by Injection
of an
Enhanced Urea Solution
(NOxOUT Process)." Presented at the TAPPI Environmental Conference, San Antonio,
Texas, April 7-10, 1991.
Braezyk,
EJ.; Sioad, A.W.; Arak, L.M.; Johnson, R.A.; Albanese, V.M. "Cost-Effectiveness ofNO, Control Retrofit at
Salem Harbor Station." Presented at PowerGen '94, Orlando, Florida, December 7-9, 1994.
Himes, R.; Hubbard, D.; West, Z.; Stallings, J. "A Summary ofSNCR Applications to Two Coal-Fired Wet Bottom
Boilers." Presented at the EPRIIEPA Joint Symposium on Stationary Combustion
NO
xControl,
Kansas City,
Missouri,
May 19, 1995.
Utility Generation Report, Power Engineering, August 1991.
Braezyk,
EJ.; Sioad, A.W.; Arak, L.M.; Johnson, R.A.; Albanese, V.M. "Cost-Effectiveness ofNO, Control Retrofit at
Salem Harbor Station." Presented at PowerGen
'94,Orlando, Florida, December 7-9,1994.
A
lNS1'!TUTI<;OI'
.":;;
Cl.:l-~\.:\'
I
r ......
C
M
•
-
~..J.:
. '."OMf'.,\.:"lE'i
Selective Non-Catalytic Reduction (SNCR) for Controlling NO
x
Emissions
Page
23
Electronic Filing - Received, Clerk's Office, September 30, 2008
IS
19
20
21
22
23
24
"
O'Leary, 1., Sun, W., Afonso,
R.,
Sioad, A. "SNCR Reagent Reduction Through Innovative System Controls at Salem
Harbor Station Unit 3." Presented at the U.S. Department
of Energy
Conference on Selective Catalytic and Non-
Catalytic Reduction for NO, Control, Pittsburgh, May 15-16, 1997.
Hofmann, J.E., von Bergmann, 1., B6kenbrink,
D.,
and Hein, K., "NOli Control in a Brown Coal-Fired Utility Boiler."
Presented at the EPRJlEPA Symposium on Stationary Combustion NO, Control, San Francisco, CA, March 8, 1989;
Comparato, J.R., Buchs, R.A., Arnold, D.S.,
"NO, Reduction at the Argus Plant Using the NOxOUT Process."
Presented at the EPRl/EPA Symposium on Slationary Combustion NO, Control, Washington, D.C., March 1991;
Sun, W.H., Stamatakis, P., and Grimard,
F.x., "NOxOUT Process Demonstration on 325 MW Oil-Fired Boiler." ENEL,
Piombino, Italy (Naleo Fuel Tech - Unpublished).
Jantzen, T.M., Zammit, K.D. "Hybrid Post Combustion NO, ControL" Presented at the U.S. Department
of Energy
Conference on Selective Catalytic and Non-Catalytic Reduction for
NO, Control, Pittsburgh, May 15-16, 1997;
Nylander, 1., and Krigmont, H.Y., "Evaluation ofa Full-Scale Hybrid NO, Control System at SDG&E's Encina Power
Plant." Presented at the EPRT/EPA Joint Symposium
on Stationary Combustion NO, Control, Bal Harbour, FL, May
24-27,1993.
Wallace, A.J., Gibbons,
F.x., Roy, R.O., O'Leary,J.H., Knell, E.W. "Demonstration ofSNCR, SCR, and Hybrid
SNCRISCR NO, Control Technology on a Pulverized Coal, Wet-Bottom Utility Boiler." Presented at ICAC Forum '96,
Baltimore, Maryland, March 19-20,
1996.
Urbas, 1., Boyle, 1. "In Field Results of
SNCRISCR
Hybrid on a Group I Boiler in the Ozone Transport Region."
Presented at the EPRI-DO&EPA Combined Utility Air Pollution Control Symposium, Washington, D.C., August 25-
29,1997.
Greco, R.A., Morris, E.L., Michels, W.F., Cardinal, T.A., Houy, S. "Amine-Enhanced Fuel Lean Gas Reburning at
Pleasant Prairie Power Plant Demonstration Impact on
Syste~Wide
NO" Compliance." Presented at ICAC Forum
2000, Rosslyn, YA, March 23-24, 2000.
Gullett, B.K., U.S. Patents 5,021,229, June 4, 1991, and 5,185,134, February 9, 1993.
Gullett, B.K., Raghunathan, K.• "The Effect ofSorbent Injection Tcchnologies on Emissions
of Coal-Based.
Mctallic
Air Toxics." Presented at the EPRTIEPA SO, Control Symposium, Boston, MA, August 24-27, 1993.
Selective Non-Catalytic Reduction (SNCR) for Controlling NO, Emissions
Page
24
Electronic Filing - Received, Clerk's Office, September 30, 2008
IEPA ATTACHMENT NO.
~
redm%gres to
«Ii;!)/(.'
('Jean efffcient e,nergy""
FUEL TECH NOxOUT® PROCESS EXPERIENCE LIST
Legend
•
All units listed are commercial installations, unless otherwise
indicated.
•
Commercial includes units in the design and installation phases.
•
[D] Denotes "Demonstration".
•
%
NOx Reduction and Ammonia Slip values are not necessarily
the limit
of the technology.
•
These values may
be the guaranteed or permitted limits
structured to easily meet permit conditions.
•
(CP) Denotes an agreement has been reached, however, the
"Contract is Pending".
•
CompanieslLocations which are not named are requirements
of
Confidentiality Agreements.
I
J.O 1.2006
Fuel Tech
NOxO~
Process
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH NOxOW PROCESS EXPERIENCE LIST
Th:DUSTJ!.Y
PRODUCT
COtr.\iRY
...
SIZE
NO:< BASELINE
KEDUCIlON
TI'PE
COMPM'Y/lOCATION
UNITS
U"ITTYPE
(MMBtu,IIu)
flIR
(ppm. '1b/MAIBru)
..
NCkOlJl'"
AU -
Scutln"..1ftn
aKU Pcrwff
BkW
6900 MMBtu/m
Utili!:).
101
USA
~Sb.tiDn
Unit]
1
Opposed-WaD
710MW
Cool
0:19 Jb./MMBtu
20
Halkvill". TX
Firl!d
No..our
AES-OrMn!d~
UtiliI}'
C"SC,,,,£,
USA
Dz~.NY
tJn;"
1
T-firt.d
l117},flV
Cool
O.23lbjMMBtu
..
AES/
Ind~aplllli;
Po1\"@f ..
nd
~t
Utility
NO":O....
~
USA
Hardl!ls: sa-tStation
2
C.E. T-froed
l10MWtudt
Cool
0.36 Ib/MMBta
"'-40
Unib'~li
AES
Multiple
12SMW
Utilit)-
"o.oU1"
USA
~~Valley2,.~,4,.b.'
Mmw:Il,PA
4
Cool
-
tJnjh
Tob!
lAD~rP"wer
Utility
NOJ<Or.'"
USA
[H~tfiI!ld'
Fury Unit S
1
C..
U-F"",~d
~MW
Cool
O.3.5Ib/MMBlu
1~20
lli......
Town, PA
NO""Ou~
AmRtD'l
Eners:r
Utility
.RR1
USA
$trmr;
Units 1
&:
2
2
Cydono
nOM\\'
"""Cool
o.~
IbfMMBtu
so
AIlvn, MO
NCh:OuT'
+
......"
UtiliI}'
RR1
tJS.,
lou>< StaHan
Unit
1
1
C"""
SlGM\'.'
"""Cool
O.251b/MMlltu
so
101
""""ut'
_~E1lrlri<:I'
.......
1"T
B.W
~347
Gtilily
101
tJS.,
c..diN1
StationUnit
#1
1
UnnuuJPr,.....
600MW
Cool
O.571b/MMlltv.
SO
BrillimI.
OH
.... u.:.tic
DKtric
Cydono
l!8MW&
Cool
1.Sllb{MMBtu
m
Utility
""""U1"
USA
11.1.-
M.~
En&!and
Land1n3-Nj
SW:ian
,
Cydono
T-I'ind
160MW.
160M""-,,
1160i1
Cool
O,Sllb/MMBtu
UOtb/Mlmtu
"
"
.......
~:Ir1a2IEnftSY
"""'......
m~/NmI
Uolfty
NOJCOUT*'
_lk
ofan] Pawu Stamm
1
Ul:l1ity
"..
Cool
Cl1~OJ
,,,.
32
Utility
No.co~
USA
Cine'.sr 'MWnl
Port Unit 116
.,
TUlI;~Find
NClrlhb<md, OR
C."
"..
Cool
O..5'tbjMMBtu
"
Dommi_ Omuatian.
Utility
NOxal;'"
USA
"-,VA
a.m.r SWion, Units 1
tr
1
,
CET-Fm.d
46SM\V-=h
Cool
O.32MMBtu
"
Utility
NO.out'
USA
Domirl1on/NEPCO Ul'!it1
1
Fraat-Fil:m
MMWIl
Cool
1.OD:t0.10.
5..J~Hubor,MA
-66'.
NEPCOUnil2
Utility
No.oU1"
USA
s.;~H"""",MA
1
Pmnt.F'"aed
SlM\';"
Cool
l.ootO.1O~
-..
-
Will.,.
No.ovI"
USA
O=UrdonfNEPCO Unit 3
SalemHarlom,
MA
1
.FtDnt.Jlir..d.
I~WV".
Cool
'J.DOt<UO"
-..-
"""'-'"
1151 MMBlD./h:
Utility
NO>e01..:"T""
USA
_"JhmSbIicn Um:1 1
1
eET-ruN
I~MW
1lehn<lrrt, NC
Cool
022 Ib/MMBtu
"
"""'-.,.
t~t
MMBlu./hr
Utili!)-
NOxQl;'"
USA
A.n....
Sblicn Um:1 1
1
CET-Finod
Cool
0.22 Ib/MMBl:Il
TBO
Belmorrt,
NC
I~MW
"""'....'"
2546 MMBtu.{hr
Utility
""""vI"
USA
Behmm.t,.NC."Jhm
Sbtlon Unit 3
1
CETwin~
Cool
022 Ib/MMBtu
"
270Mi\'
""",-.,.
.
2546 MMBtufhr
Utllity
No.oU1"
USA
.........
.AUen
Unit~
NC
4 (: 5
2
CET....-tnJ'nmKe
=-
Cool
O.22lb/MMBl:Il
"
"""'
.....,.
lZ30
M.\flllD/hr
Utility
NO'l<Oli't.
US.,
"Bad<
Stdkm lhCts :J '"6
2
CET-lmd
Cool
0.201bfMMBtu
2D
Sali5bu:ry,
NC
142Ml'l
"""'.....,.
6130 M1mtDjh:
Utilit)"
NChOtJ1"
USA
Manhall Statkm Unit 5
1
tt~
66OM\\'
Cool
0.261
IbfMMBtu
2D
Tenell,
Nt:
"""'-'"
3361 MMBtufhr
Utility
"""",,,--
USA
~-St..I:iDn
Units 1
&:
2
2
tt~
""_
eo.
O.245lbfMMBtu
20
Tenell,NC
DAkIlEMo-sr
O.25Jb/MMllhl
2D
U1i1ity
NO>:OliT
to
USA
M.arslWI
Ullit4.
I
T..".,
nOMW
Cool
TGRIlNC
O.21'Ib/MMBl:Il
"
"""'-.,.
tmMMBtujh:r
Utility
NO'l<Om-
tJS.,
Ri~
Stalion 'l.'mbf&3
2
CET-n-l.
Cool
Q,251bfMMBlu
TBO
SBlWmrv,NC
looMW
[)"ben"""
1318 MMBlD/hr
Utility
NO><OuT"
tJS.,
Ri"'!fbmdSbtlontinlts 6 & 7
2
CET-Fired
Cool
O.201b/MMBhl.
TBO
""''=T,NC
1S3MlV
""""vI"
Dj-nem-
NE
Gml!Ja1ion
U...,.
USA
~U11ftil
1
T-.n-:I
239M\-\'
eo.
D25Ib/MMBIu
20
(0]
N_NY
NOxOl.,;T'
Emon
Phfla~lphia
Eled::ric Co.
B&W
Utlli!)"
USA
=
Station.
Ullia 1
1
_PA
DtvidMl
Fwna::.
"SO
Cool
O.50Ib/MM:B1u
"
N"""ur'
"""'.
T..".,
518M\V!i
U1i1i1y
USA
Eddysta_SWlanUnils 1-2
1
Cool
O.26lb/MMBIu
-".
Eddf5tM'llt,PA
TwtnFunw:.
S33MW~
MWC.,.. or,..l_c..m_
I::» D8n<J1
o..-r,r~
II.OUOClI
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH
NOxO~
PROCESS EXPERIENCE LIST
~"DU5TRY
PRODUCT
COUNTRY
COMPANY/LOCATION
'of
ID.TJTTYPE
SIZE
NOx BASUINl! REDUCTION
TYPE
VNITS
(MMUtWlu)
fVEL
Ippm.. IbjlfMBhI)
..
NO""I;"'"
-...,.."
1470MMBm/hr
Litility
USA
Ea.t Ld:t! Unit 3
I
CEs-c.mn
120MW
Cool
O.M-.O.~
Ib/MMBtu
2O-Sl..'
•.•.•..
__
.•.•.•.•.•.•.•.•.•
-
•.........
_-_
.•.
-_.__
.
__
.•.•.•.•.
FinlEt-gy
wtul;e.OH
_.
__
.•.•.•
-.-.-
..
_-----
..
-
..
_-.--_
..
-.-.-.----
... .•.
_---_
.
._---_._-_
.•.•.•.•.•.•
..
-_.__
.•.•.•
_-_._-------"
.
-.---
--
.
-
.._---_.•.•.
.._.
__
.•.•.•.•.•.
_-_
..
_.-
..
.
-_.•. _-_
.•.•.•.
_-
--
B&W
Utility
NOl<OUT
t
USA
Ea:stLaUUrril:l
1
Uniwrul Prr.;s.
620MWS
Cool
D.5lJIb/MMBtu
25
Ea.tW;e.OH
NO..our
t
!rn'-.,.
FWFnmtW.D
Ub1itJ.-
USA
!Sammis
Unlt 1
1
Fnod
180MW
Cool
O.381b/MMlItu
25
!:s-=m.,OH
Pint
Enr"sr
Fl'i"FnmlW.u
Utilily
i\'O><OW
USA
~Uni12
I
Fnod
180MW
c.ol
0."
Ib{MMBta
25
ismmus,OH
ir5tEnPrsy
FWFrontWall
UtiliI}'
No..oUT'"
us.<
~Unit3
1
Find
l00}.fiV
c.ol
O~Ib/MMBtu
25
Sammis,OH
NO...otn4'
nmEriffGY
FW,FrontWall
Utility
USA
s...n..mUnit'
,
,...
180~nV
e.ol
0.38 Ib/!.'L\CIlu
25
auunb,OH
FJnl:~
Utility
NO><01.t"-
USA
.......u.n,
I
B&W Wall
FiTm
SOOMW
Cool
O.45Il>/-MMBtu
25
s-mu.,OH
-...,.."
B&\'l
U""r
NOKO~
USA
s-mu.UnU6
1
li'nh-w.
fins,.
620M'''3
c.ol
O.5SlbfMMlltu
_OH
-...,.,.
B&:W
--
-
"
U""r
NOxOUY*'
USA
~t.ml.i,
1
~Pr"'l.
Sammil,OH
620MWz:
c.ol
0.9S IbfMMBtu
"
Km-n~PDWl!l:CO.
Fnmt&RNr
U""~
NOxOut'
.....
Honm:nStation, Unil:51 &2
2
WaD-F.-3
<-
2.7.
Cool
0.65f0 Ib/MMBtu
..
N DJ1he.u1 Utilities
Postft'l\~
Utility
NO..
-o~
us.<
5chl1Jft'5tJ;tion
Unib4,' &: 6
,
:;OMW~
Cool
O.~
Il>/MMBtu
SO
Pormn.oulh,.l\;"H
Fr<mtPind
KOxOlTI
NCJrlb!oJn Indiana Public Savb
sa .......
Utility
ULTRA"
USA
SdWIkr Station fl.,
1
Cyclone-Fired
~20Ml,r
Cool
-
1200Ib/hr
NOxOlTI
lNarthftn Indiana Public
5urial
sa Rn.r"t
U""r
ULTRA"
USA
BaiIly
Stalkm IS
I
Cydono-F'"
360M\\'
c.ol
--
"1100 Ib/hl:
NC>KOUT
Narfhmn Indiana Pablk
5enrL:o!
5CRRHl:'"'"
U""~
ULTRA"
USA
B.odIlyUnlt1
1
e",~
l~MloV
Cool
R~mt
N/A
""'-IN
720lb/hr
NCMltIT
~arfhmn
Indiana
Pahl.l~
Servlce
SCIl.~.p
Utility
U1.TRA'"
USA
~
City StlItton 1112
,
Cycl<me-l'Ued
~20MW
e.ol
R.qum.mmt
~.CllyIN
1200lb,llu-
.." ..
_-"."_._
.._"_..
_._.
•.•.
_._._
.•.•.•.•.
.•.•.•.•.•.•.•
_
.•.•.•.• :"...•.•.•.•
_
..
_-_
..
_
... _.
---
...
~.-
...-.-.-
.-.--
.----
-
.-.-.-
...
__
.
__
.
__
..-
._-._----".•.•
__
.
~--_."."."."."-"._.
__
."_.•.•
....
_
.•.•. "
Utility
NO>.Qut'
USA
fNRG/&;t..n\ Ulll1tit5
,
Tiltins T-Fftd
41lH12O
Co..:I,Oil
0B9_0..f,9
2Jl-60
~>lA
......
lbfMMBtu
NRG/N<n-thNst
titilibn
Utility
NCM>ut'
USA
~dletown
Unit 9
1
C~
:u»
MMBta/br
Go>
031Ib/MMBtu
25
""......... cr
NRGfNm-tN..nt UHlIlI8
InM\-
VS
Utility
NOxOut'
USA
N........dlHcbctrStaticn, Um151t:l.
2
CE TWIn T-Fired
00
<0.4:0.
<.25
.N-.Ik,.CT
llJ2.
MW
s:
UtUity
FLGR....
USA
~
Eo-sr
Cara!lna
1
_"on>
2113MM.Otujhr
c.ol
O..5Slb/MMBtu
SO
NCMlut"
S:~lJnill
W.IJ..Pi:r..:l
l00MW
land,NC
FLGRN
PSE&GMm:l!l:5taticmumt 1
Pnmt W.n.PfJed
32Il"'W
Utility
<-N'M'U"
USA
~t!:11.l:t112
1
Wott:BDttom
TwtnPumaa.
Pun. Coti
1.40 Ib/MMBtu
60
renton,
NJ
l'LGll
N
P5BltG MEreU
Staticln
urnt 2
from
~
...
.n.FirPd
521)},fi\'
UlI1fly
+No..ot:Jr'
USA
I'u:ma»#21
&;
.22
I
WetBottum
Twinf~
PW-r.c.w
UOlb/MMBtu
,"""",NJ
'"
U""r
l'LGll
N
USA :
..._u.n"
I
Foster \\'heelff
66OM\VS
.NO&U~
Cool
0"" Ib/MMBtu
"
..-ney
City.
~j
PSEW
OpposedWaIl
N.tu:ral.Gu
0.95lbfMMBtu
..
Utility
NOxOuT"
USA
~
5tIItton, Unit
#2
I
Foster l\'hftoler
Cool
O.~lbjMM61u
,.
Opposed.Wall
660 Ml,vS
NatunlGn
O,5SIbjMMBtu
25
J......,.City,l\.j
PSU-G
U""r
NCMllll"
USA
Meroe!-
SUtlan,.
Unit
t2
I
Front \"'aD-Ftml
S2lI Ml\'e-Twb:>
Pul.c.ol
2.00 Ib/MMBtu
"
Trenton,NJ
'WetBottmn
Fn_
G,,,
0.60 lbjMMBtu
•••
Utili!)-
NCMlut"
USA
......
Sha•..,m.,
...,.,.
thrlt
2
1
FrGnt Wall.fired
l11M~V
c.ol
0-'51l>/MMBtu
tDJ
!sJ-~,PA
'"
NC>KOlTI
ReIiaIt
a-;y/PmrIK
,
TansentillFired
Utility
'''''
C.ol
0.78Ib/:!-.n{8tu
"
CASCADE"
USA
Sn.=dUnil15
e-a
Ubuty
NO""OlrT~
USA
RelWnt
~/P
......lK
I
C&-T.Pir..:I
14~;
M,\{8!u/hr
c.ol
O.181b/MMlltu
Seward tinit '1'
"
NCMlut"
RocltesterGQ~
&
Ele<ln.::
2~MWTotal
c.ol
0.28-0.402
Ub"lily
USA
15 -27.5
R..nslI
StaHon,. Unih
1-4
•
CET-Fired
Ib/MI>fBtu
l.\'llIC - """'*';:001
w.....
Cmrtbusror
IOJ o..n-,
o-.".,,,,.,,"J<o~
11.OI.z<X\6
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH NOxOW PROCESS EXPERIENCE LIST
INDUSTRY
PRODUCT
COUNTRl'
COMPANY/LOCATION
:of
sm
SCh: BASELINE
REDUcnON
TYPl!
tlNlTS
UNlrnn
lMMllhVhrl
fUEl
(ppm,.. Th/MMBttI)
..
Uti.1ily
NOKOL~
VSA
San Mitpal El«trlc COOJIft.tl....
1
o,J'O''''
'<OMW
UpU~Coft1
O.178lb/MMBtu
-----_._-----
._---_.-
[OJ
------
.
~lfiiinn:ompmyT~~--
~,T'''
----
---I:::riiiG'--
Woll
---~-MVV--'--
---'t:"0iil---
U':4"ltrT.M."iUltii:-
------ZT.:J".----
"
Utillty
NCMlL""
VSA
Paw""
,
r...,,,,
153MW
Co.I
O.46Ib/MMBtu
27~
Ban)'
_--.A
Unib 1-4
Twin
f1ml&A'
2nMW
,
c..I
UOIb/MMBtu
"
NOxOt.,T"
tlii'm
,-omp.m)'
B&W
P=~
2474MMEltu!m
Utility
VSA
I
OppoHdWall
Cool
O.~
Ib/MMllIu
2.>
IDl
Gnton Sud:>='Unit ,
Find
2:KlMW
NQ,£lLT
Southern Comp;my
I
Gulf Power
UU1<Iy
VSA
~sa=t..FL
Crtd
UDi!:;; 4
6;
5
,
T-I'ir.d.
"MW
c..I
D~lb/MMBlu
"
N(M)L"-
Southt=. COJnP"lly
I
GulfJ'owlo,-
Utility
VSA
~.fL
cmt. IJn:I 6
1
FWEC
52:0MW
Cool
035lb/MMBtu
-
..
Tf'tU'lf'SW@'V~AIl!tlC1rltv
Utili!)'
NO>tOl;T'
IJSA
ohnson1'illeunit 1
.
1
CET-F'"aed
125MW
c..I
O.44-0.«i Ib/MMBtu
2.>
W.ftrly. TN
T~~~""
Van..y Authority
B&:W Front
Utilll)'
NO...oUl.$
IJSA
IsN-wnee urnt 1
1
wan.FInd
145MW
Cool
O.431b/mmtu
P.aducah,KY
"
wr.C<Jr\:;:jn
E1Kbic:
P<m-er Co.
UtI1Uy
PLGR~
us.,
Pleasant Pralrle UnIt #1
1
~Tl1ibo
"'"
(620M\Vs)
c..I
D.• ' Ib/MMBtu
20
K.N>o.ha, WI
PLGR~
lWisamsin:Electtic
P<n-..".
CD.
-
+-----_._- ---,---
Ubl1ly
+NOxOLT'
[OJ
us.,
~eas.Lllt
~,li''1
Pnine Unit "
1
Ri1eyTurbo
"..
Cool
0,-4'
Ib/MM'Btu
"
(620M\\';)
NO!<OL~
AK ...I
...1
us.,
fPwnac'e
No. 1
I
-'~
IDl
ockporl.1N
UOMMBtufhr
N.tllnlo.,
O.12lb/MMBtu
"
..,
Stool
NO><lJ,T'
r.......
a.......1
1
CET.fbd
'"
Cool
410
msI~'m~
11m..
w/CCOFA
011~O.l
"
...
,
NO><OL....
r.......
Urlib7
ChiDaSlHI
&8
,
C.E. VU-lO
1-'<.8
C.ol
ll.56Slb/MMBtu
42.9
.t,,":an.
R~li~
of
Chln.
Stool
NC><Our"
1"'1
Otmas
Ibllmplantl
s.p.A.
1
StHlpwu
"00
~
...,lt.oly
1200
rll1~C>,;
znYNm~
,.
NQxOLj
M!fiA
N.timW 5tH)
DiJ~Fired
...1
Cascade.
us.,
_ .... IN
1
.......
47.9
Nahu'alo..s
O,SOlb/MMBtu
"
NKKStooI-'
RadlmtTubIP
...1
=
VSA
N.ti=aI St.J. 001. #1
1
~Fumace
ortav,.lN
117
KatonlGas
026Ib/MMBtu
..
-',-_.-
.
_
..
_
..
-_
..
•.•.•.•.
..
_._...._
...
-
•.•.
_--_.
NKK·Si~i-&;:::;,:;-
.. "-"
..
_-.---.....
..
_--
.•.•
_
.•.
_
•.•.•.•.•.
_
•.•.•.•.•.
-----,,----,,-" ------_
.•.•.•.•.
_._......._
..
_
...
_
..
...
_-_
.•...•
_..._......
-
"". "-,,_
.. _- .........-
•.•.
...,
=
USA
&'ane,MI
N.tional5telo1
I
Cent.
Gall'.lJne
117
N.tonlGas
o.34lb/MMBIu
..
NCM>UT~
...
,
-
IJSA
IN~ClfStaJ.
1
.....V
".8
NaturalGas
0.2271b/MMBtu
70
Uf~&SCR
eraodo:rd51-m., IN
Radi.-nt
1'-'
a.:lS11b/MMBtu.
NCMIIJT¢
IN~ClfSteel,
......V
.
.,
O.32Ib/MMBtu
76
S""
-
VSA
I
N
...... ""
"'-=
~AR
R&di&nt
1«
O.46Ib/MMBtu
,.
NC><OIffiO
fNlKOf 5tHl,
Pnohut/
...
0.," Ibflo,iMBtu
82
S""
-
us.,
1
N.hu-:a1Gu
Ure.a5CR
Hg;Of,S.C.
.....,.
"
OoSt [b/M:MBtu
89
S..I
=
VSA
~otK/USSteeJ,
CGUt
1
Radiant
Tube
"
NlltaralGll
O.5S9lb/MMBtu
90
Lei~OH
AnoooI..._
...1
=
VSA
~/t"S5teel,CGL~
I
RadiaDtTube
76.8
NlltunlG45
0.2» Ib/MMBtu
90
t...lpsir,OH
.......
....1
NOltOUl'"
IJSA
Sew/BliP
1
Conl Gah.. Line
Randu>C~CA
"
NatlualGu
'"
"
s""
NOltOLT
us.,
'JAPe
Iron Dynamks
ButleT.IN
1
RomyH.....
."
N.turalGu
0.374 Ilo/MMBtu
..
NOltOL-r-
VSA
ARCO CQC:Kiln
1
eo""",
HRSG
6S1
p.,trol~
RoIlo<>y
"
..
LosA~1M.CA
Coko
lWimrry
NOxOL'"
VSA
8P
Toledo. OR
I
co ...
~
'1$
..-,.a..
"
"."
NOxOL'"
w=_
I
Bottom-firftl
177
Roan..,- "'"
Iw-mmy
USA
"
'"
M""P
hh
•
TN
Proc~Htr
N.turalGM
......,.
NC><Our"
VSA
:MAPCO P.trole-mn
1
Bottom-l'irftI
SO
Ro!finlPfJ GlIS.
"
.50-7'
Memphi',1N
~sHtr.
Nat=A1GIlS
Roan..,-
No....-out"
us.,
Mobil
Oil
Paubboro,
T\'J
1
GT.HRSG
650
..-.,.Gu
"
"
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH
NOxO~
PROCESS EXPERIENCE LIST
INDUSTRY
PRODUCT
COUNml'
COMPANY/LOCATIOS
..
,
VNlTnPE
SIZE
l'\(h
BASD.INl
REDUCTION
TYPE
UNITS
(MMBhl,IhrJ
fUEL
(ppm. "ll>/MMBtu)
..
......'Y
NOxOL"T'"
USA
~~~:CA
I
COlloiln
614
.R.fInny
ant-
90
"-•.•.•.
__
•.
__
.......•
-
•.•.
_-
".".,---,..
__
..
1----------
.....
_
..
_--_._-------_
..
_
•.•.
_--_._--_
.•. -
_._---
..
_--_
.•.•.•.•.•.•.•.
__
.•.•.
...
__
.
__
.•.•.•.
__
.
__
._.
...
__
.•.•.•.•.•.•.
__
..
__
..
.-"-_._.__
"
.•.•.•
...•.
NO.OL'T"
Sa.,"
Mobil 0ll/Ma.:dl1
'-'-V;-~T~
-",
I
"""'"
ty;"'bu.,Smul:i
A7&lr.a
,
p~Botl
....
Pl'"
........
OAO I1>/MMBtu
»
PropAne
.or..".
NO.OL'T"
USA
~""
,
COBalkr/
CO,RdlMry
Shnwport,
u.
IhomW
""""=
Go>
......",
No..our'
USA
........
I
COBoI1er/
'"
N_hualG",tr.
O.271bjMMBtu
-..-u.
IhomWOM....
~en,GIl.S
"
-.",
No..our"
USA
Pow~in
1
CO ......
31-62
:RellnMy flJoK
5.ntaF.. 5prin.p, CA
Go.
'OS
..
......",
NO:tcO,,;1
4
USA
Powm:r.
SlIntil F.
..
SJmn&s. CA
,
p............
'1.62
""""'"
Go•
'uol
lOS
"
RefUmy
No.:o~
USA
....
""
,
COlkril"",
(3)222
RUinMyOa
Martinu, CA
""
"
......",
No..our'
USA
.,tal
P..tralemn
1
C08cliltor
191
CO,Refirmy
UOlb/MMBh:I
67
IIlmo, '"
Gu
------- ---
--
1----
-----_._----
------
......",
:-.-oxour*'
USA
UNOCAL
(0)
"'_,,",CA
1
"""""
H1lSO
--
eo>.
"
"
""""'"
NOxOl.J'r-
USA
UNOCAL
(0)
Los
Anse1es, CA
1
COBcrileT
'"
RelinRdGas
,."
..
PulphP.!'"
NO....our*'
USA
8abcockand Wikox
,
EFE
llGwater, Ctihoun,. 1N
'"
\Vood./51u~
11351b/MMBtu
"
PWp&Pa}'fi
NO..o~
USA
[OJ
Intl.
BaiwCa~e
ralls, MN
,
Hydnl&rate
StoRr
'"
Bark,G.u
O.14,.O.19rb/MMBtu
»,S>
Pulp&:
PaJ"l'"
NOKOW
I"",
C.C.T.
1
PapuSlDdp
2S.8t/b
COO ....51
Nml
SD
Vft:U<IlD, Italy
Co 11"
O::t
Pulp &:
PaJ1ft
N(M)~
J11I!y
EMrsr
Prod\ld5-of.ldaha
1
EFE
,..,
Paper{tG'ldfill
"oIy
Slucl!;a
O.581Ib/MM!ltu
...
Palp
&
P"}'fi
NOxOl;"
USA
Gmcl.m~Papl"l",
Unit
#3
1
fumt.rlnd
110
PlbftWan..
O.30Ib/l>lMlltu
G.m.lcl,~1
lnd. ...
u
'"
--
Palp&Paper
NOxOL~
USA
Gmdm State
P~,
Unit
IU
,
,"""
.....
112
PlbftWart.
O.1OIb/MMBIu
G.melcl,Io.1
Ind.......
'"
Pulp & Paper
NOJ<O~
USA
Jtfknon Smuttit
,
CE Grate-Fired
Co.!,
BIIJk,. Oil
O.55.{l.ro
la.cbcn..-iIlto, Pl.
""
Ib/MMBtu
lD-"
Pulp
&
PaJOft
NO><OLi*
USA
!lkBumey
SlW:DpH,MN
I::ocla EneJs>',
CalF.
liC
1
Bimnae
Caf;m.
"MW
,,_.
O.4.Slb/MMBIu
"
O-"lb/MMBtu
"
M!nqy
fox VaDt-y
Piper
Slucl;e/
Pulp '"
PaJOft
No..oL~
USA
A __
I
B&:WCyd_
""
0.80 Ib/MMBtu
62
Nto=oIh,
l\~
NaturalGn
Pulplz.Paper
NO.OL'T"
USA
P. H. GhlflO1t...
,
Sludt;e Com1mstor
..
PapnSlucl~
NHNlh, 1VJ
""
'"
.PuJp
lz.
Paper
NO.OL'T"
USA
Pollatcl\
1
Wellon~
,,,
Wood Wast.
0.30 Jh./MMBlu
SD
&mtIclji,MN
<-<:oU""-
...".
.
..."..
NOxOtrr6
us.,
S.D. Wamm
1
CEGrate-l'ired
""
sm...h......, ME
00._
,,~
O.so Ib,IMMBtu
..
Pulp&:
Papa-
NOlIOur"
USA
.........,.-
1
~m«aclr,NY
Pulp&:
Papa-
No..oUTiJl
,......
~S>o....-
1
"""'"'1.....
90D
BladcUquO!
(0)
"'m
6Om5lNml
e3",ol
..
Pulp
l:.
Paper
NQ,rOUr.
USA
Tl'D\pl..lnlancl
,
BdcW Gram.-)fJnd
'"
....
OZ! Ib/MMBtu
CO
Ot-ow',1)(
.....
Natu...lGu
Pulpl:.
Paper
NCh<OL'"
USA
Wl5ITaco Phase- I
(lnbmill)
:24,
,
11
/I:
W
Cyc:tor.
""
C...
1.15 Ib.jMWltu
SD
Lub,MD
I
~Unil
NCMlL'T"
USA
Akm
,
D.=om/
_.000"'0'_=
G..
90.]30
.:'iO.50
+
......
~'Y
.........,
c-={hz
""""" um.
NOl<O~
us.,
A1lb .MinIonIh
1
""""Y"""
'"
Paper Sludse
o.4Slb/MMBtn
51
Oak
o-k, \\.'1
......,.
..
ll.ol.lOO6
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH NOxOur'PROCESS EXPERIENCE LIST
INDUSTRY
PRODUCT
COUNnU'
COMPANY ILOCATION
.of
UNITn'PE
SIZl
l'UEL
No,. BASUINl!
nEDUcnON!
TYPE
Ul'toTIS
(MMBtu,lhrJ
{ppm. • Ib}?fMBtu
}
~
!
~!l.tedU.:alW&S1:ao
-....
MflIkalftnd
~Unil
NO...ouI'*
USA
lnrinono""
2
I
~tor
21
!o.Il1I'I1dpal
03ambers Courrty, IX
0.48 Ib/MMBtu
.,.
i----
---
-
----------
-------~~
-------1
Pto.=es Unit
NQ.our'
USA
Dowa...m.J
1
RoW,-"""
""
HazWubI!
720_14D
Mi"eUlllld,.MJ
wi""""""'"
40-"
I
Pr~nUnit
NO.oUt'
USA
E1iLIDf
,
HazWaste
La£"r~.IK
IndnI':I1ltDr
"
HuWute
'"
70
~Unil
NO.olJT¢
USA
RcdIms E=trcmDvmb.l
1
HeWaste
"""......,
'"
""""'"
60- '"
,,_SO
[OJ
O"""P.d,. TX
.....,...,.
Waste, Soil
_urn,
SCR
T""'m
fm----
,
EDp GenentOl
'.7MW-m
~6PudO!l
t:lZOppm
C15~
0,
"
MWC
NO.our'
Ow....
[H..udehammn
,
I
I
M\....C
NOxOtJ'"
USA
"'hft'blwatm
w
C5t Millbwy. MA
2
lOOn.....
"l/750TPD
MSlV
sao
"
MWC
NOl<Out4'
lWr
<GEAMSW
1
~.t<;a:
·l.~t/b
4OOmo/NlII'
SO
nt......
1Wy
eu, 0l
I
--
--~.
__._._-,_
..
_._--_.-
-------------- --
._--_..
_-
•.•.
_-_
.•.•.•.
_--_.__
.•.•.•.•.•.
__._-_.-
.•.•.
_---
.•.•
.
__
.•.•.•
--_
.•.
__
.•.
-_
.•.•.•.
__
.•.•.
__
..
..•.•.•
•.•.•.•.•.
__._-----
"._--_.,".
__
."'.'.'.'.-.-...
-
.
.
--_
..•.•.•.•.•.
_-.
-,
Alstom
Pow~
DIlZ\KO
fOOms/NEll.-
I
><We
No..:olJI'"
""r
iPW, lbly
1
""""'"..,.
l.8t/h
el1"O~
SO
i
.Aznl>mrte
PDrlD
204.mY
Nmi
MV."C
S"CIt
lWr
Mnp",~l
I
1
Indn..
nlm
l09tjh
_0.,
G1I"Oz
0.28"
..
MWC
No...o~
''''''
AmbienteS.pA.
1
"""""""
2-7tfh
"'-'
60
l'oJ:t...
MargMr....
Italy
CU1%0!
M\VC
NO~
''''''
AmbienteS.p.A.
1
........,.
I-IPVb
5IJOms/Nm
I
60
Jla,..~IllIl,.
011%0;
MWe
=
IWr
AmbienteS.p.A.
1
.....,.
..,.
'.7t!h
Scarlino,Italy
.5OOm5/Nm
~l1%Ch
l
..
.........,."Rof-ful
Deutsbo! "6a1xod:
MSW
I
MWe
NO><Our'
USA
(CP) Hempstead
,
Gram-Find.
",
768T/0
LmtS hw.d, NY
0.« tb/MMBtu
"
MWC
NO.our'
USA
AmmunlW.Fwol
NiagaraFalh,
~"Y
2
~Gnf1!'
mila
RDP,MSW
sao
"
I
--
~JnS/~
-----'
MWC
NO.out'
''''''
Ansaldo Auco
lb.'"
1
........
'''/h
MSlV
M.l'SOt
"
m"
MlVC
NO..ou"
''''''
Adtor,RS.U.Cr9mona
1
......
..,.
I-81th
4OO~NmI
SO
~nr-.
Italy
1;11%0;
><We
No.our'
USA
BaltiDun-../ReKO/WAPC
,
8nnlfnsGrat..
lIallimon.MD
Slokll'%Fired
'"
MSW
O.501b/MMBtu
"
Mlve
No.our'
-
......
,
Towll'%
t:50M\......
HM"')'011
m.225mtJNm'
6Q.';ll
IDI
@11~0:!
MWC
NO.o"t'
-
Bzl'm2JI, Gerrnmy
,
GraI..Piud
l'I/!!
9.50 ms/Nzr..'
.UI'S°i
"
W"'C
NQ,.QU1""
-
fuanel"
Gennazly
1
Ofttefirl'd
."/h
'50m;lNm
I
Ola 0:
"
M\\'C
!'oI""Ch:OU~
-
--
1
(ht1!fired
lS'fh
",-'
[OJ
el1"O~
"
><We
No.our'
'''''y
C.C.T.
,
lI!C1mllB
.0000
400myNm"
60
Airas>t-.... lbly
Cl1"O~
M\\'C
No.our'
IWr
C.C.T.
,
........
'SOOO
~ U13fNm~
71
?I~.,Jtal,.
Oll'S°l
!
M\VC
NO..oI.;"'1'"
''''''
C.c.!.
1
""",on
.0000
400
mYNm"
60
TI'mlOIi,.Ital,.
0"11%01
I
NO..oUT*'
CAECE>!
fOOm&!Nm
I
i
MWe
MorllnJquo
Fort
fnDoe-,
Mmtinlqu..
1
!Ddnmm><
2-7
GlaO:
"
i
,
M'
Ml.VC
....C
NO..oU~
[0]
-
--
Cit;
of
'Bmin
1
MoriD!jGnte
MSW
160
.,
No"oUT"
[DJ
o.nn.ny
Berlin,.City
ofBtrlin
Gt'm\iU\y
,
Z=""""
16'
MSW
27S
"
I
MWC _
~W
...... c...nbu.....
(DJD
,c..-.............,
11.01.1006
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH NOxOuT'PROCESS EXPERIENCE LIST
INDUSTRY
PRODUCT
COUNTRY
COMPANY/LOCATION
#or
UNITn'PE
SIZE
NO:< 8ASEUNl
REDUcnON
TYPE
UNITS
(Wlmtv/hr)
FUEL
(ppm... IbJMMBtu)
..
City of HarrlsburS
MWC
NOxOliT"
tlSA
Hanhbw! ;'ll'EPIIdlity
,
Gnl..
Flred
"'lPO
141MMBtujl-a
M5W
3OOpptm..
58
-------------1----
Harnsbluo.
PA _____
--
-
---
---------
-----
Mwe
NOJOOlJ-r-
.....
CN'"
1
cn.teFind
"Vh
400 m&!Nlfr'
.....
311'"0)
"
Wi....e
NOl<OL~
'Wy
Comp.gU.a.~.,..~
1
"/h
800
D1&Ii.:m
l
CU1rD.,'azzo,lholy
~l1"OI
"
e-rtinlJhromce
Reccm!f)'
l.,fi\'C
NOl<OL"
U5-'
jAuthvrlly -
li"""
1
avu"
,,,
RDF,Coal
O~.52lb/MMBtu
'-5.40
H_cr
C:",.anbt.~
MWC
NCMlur'
liSA
BabyllX'lM5W
2
(lut.PiMd
Z=
142
MSW
~no
55_66
NY
MWC
NO>cO,,""
USA
Lee
"'"~'"
County WTE
1
Grate-Fum
6S6lPO
26SMMB..'u/hr
FartM1~,FL
MSW
""P....
"
MI\'C
NO>;OtJtI'
USA
"""
Oxfard,NJ
Wurm
....
C&unty
,
Graw.-ftmi
'''lPO
MSW
"'ppm-
"
MWC
NCMlur'
USA
CRRA-Urdh 11
&U
H.rtfMd,cr
2
C.E.. VU40
,,.
RDF
O.~21b/MMBt1:I
"
---------
-----
MWC
NCMlur'
UX
Cyd..... UX
1
........
1-7t/h
MSW
300myNm
l
GIimsby. Ensl=d
~11"Ol
"
MWC
""""ur'
USA
DB Riley. CeJ1tnl WaY""
,
Mgnlcip.alW.....
ta
115
MSW
O.471b/MMBtu
""....... Ml
Combustor
133
0_48Il>/h-tMBtu
'"
Mlve
""""'i"
..".
DeCandens
1
M~IWut&
MS\\'JRDF
250Gl1'!'OO:
60
erwm...... naly
Comb".."
MlVC
N"""Ii"
e-b
1
W.n l'ir.d
Boill'%
700mslNmI
-"'"
Dez.aVflbn-:lat
,,,
00/"""
0'11,"0,
'"
.......
S.-..nu
l>f\\'C
NCMlur'
""""
2
IrldneratoT Grate-
,.,
MSW
200
""'"""~
Find
"
MWC
NO><Our'
""""
.......
2
Munldpal
W.s~
KwmSMyanS
Combtuto.
''''lPO
MSW
0>9
"
M\...
.C
NO,.,.oL,.-
IWy
..........
s.cn.c. sun'A=o, Jt.aIy
1
........
'2000Nai'fbI
"0
."11~O:
frIofN.m~
.,
----------
~----
-----
---
---~-----
--_._-
w\"c
NOxOtrr¢
...",.".".
I--pl~
1
Dttnril Stoker
157.:1
MSW
no
[OJ
Zudlwll.
~'1~
'"
MWe
NCMllITO
Sw....,.".
Emmmspllz
1
:Mov1n!lGra~
MSW
[OJ
Zuc:hwll. Switzerlmd
....
~
..
121
'"
"
MWC
NCMlur'
U5-'
PaI1s TOWZl"..hlp
PaDl TowmhIp,PA
1
Bl::WStobt
(2)325
MSW
",,,'""
2SHyp
",-
<Cl"Typ
M\\'C
NCMlur'
L"-'
""
......
1
Munldpal
Wam
6Otom/dAy
M5\V
230G7"~
Fort Lewb,
WA
Com1nmOI
"
M\\'C
NOxOlt"
o..n..y
Frankfurt
•
l'I1ovUlSGu.b!
'"
MSW
11D'1nglNml
7D
G•
.,n.n,
Cll'!lO,
MlYC
NOJ<Ol.J"T
a
..".
~~.A(P)
1
...........
t.7,.:i1/h
u.ltaly
'SOms/Nm)
on," 0:
...
MWC
NCMlur'
o..n..y HWdlSc:hwftl!
,
l'Iut.uz.dB~
''''
Palp&:Papu
'OO-lOOmtfNrn'
Xl-66
Indneutw
Wut.
C!lU'" 0l
M\'iC
N<M)U~
o.m..ny
H_
,
McwfnsOnl1l'
'"
MSW
17tlzn&lNm"
41
o..n..y
Cl1"~
It.iWC
l\'OorOur-
Italy
Hamcm Research Cclttrftl Jtirolia
1
........
"""
400m.s/Nm)
55
ilaao, Italy
ClU'!I°l
MWC
NOxOLT*'
1'.......
Hamon
Research C<>ttrell ItaliA
1
...........
8.80 tin
'50 mYNm'
L.aaur. ptarft
an" OJ
"
Ml';C
!\"OxOu'rt'
o..n..y
"m.n
,
~tov1nSGI.te
24'
MSW
t~Nm~
G.=ony
O'lt'JIO
,
'"
"WC
NO><OtrrI'
""""""',
""""""
,
lndnftato:r
125"
W"",
750m&fNll'l'
".
...
MWC
NO><O~
Taiw;m
....""'"
2
-
142
MSl\"
240~Nms
e
tMi
0:
"
MWC·~Wa_e-to.r.=
10}
e-e.... D6Mof'I.......Jco:>
11.o1.Z006
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH
NOxO~
PROCESS EXPERIENCE LIST
----~~
----
_._-j--------~-
~._+--~~-~~--
MWC
NOIOl.1'f'
"
"
Jlio,. BASElINE REDUcnON
(ppm..
.lbjMM.Btu)
_b
MSW
I-41fh
~{5W
SIZE
(MMBrui!ul
-------
"
----
-~---------
-----
:lSI) mo/Km)
0"11"°1
UNlTTl'PE
,
>of
UNITS
PRODUCT COUNTRY
COMPANY/LOCATION
TYP'
INDUSTItY
MWC
NOIOut"
Portupl LIPOR D
Porto,
P<ntu,!;.:J
1- 24..6t/h
dXl msJNm
ll
1111,. 0.1
M\\!C
M\\'C
USA
1
St.mIrniller
Grab!-Fi....d
".,
172
MMBtu/hr
MSW
""ppm
..
M\\'C
USA
Montmay
RfJOUf«'
ReC'O'-..ry
P.ciIIt}.
Montsomn)., PA
S1einnmn.... MWC
(2)260
OjMlb/MMBtu.
"
Ml\'C
MlVe
USA
USA
Monm.ay, Units 1..&
Dol&> Coumy,
M:Lmni,
FL
New &novn Ccnmly
Wrt,!;htsvtlll!B....
ch.NC
Ilolund MV.'C
~/62HPD
1"
RD,
MSW
170_250
"'"
..
MWC
MWC
rtaly
USA
N1Ia\... R<nna%lO BoWttO S.p.A.
~,IWy
~nn
Connly/WhPC
,Tlmpa.
PL
,
M=idpalWnt.
Combustor
MSW
O.s761b/MMBtu
"
"
Mlve
1""
64.9tjh
"
Mlve
(20011'1)
""
0.53Ib/MMBtu
"
M\"'C
><We
Holy
Ilaly
R.5.U_Anuzo
Arnzo,ltaly
R.5.U.
Cnmcm.a
Cnmoau. Ilaly
1
l-Stjh
~mslNm'
IIlai
Ol
"
..
w\'c
1""
MWC
M\VC
><IVe
""""'JT'
ID!
USA
USA
~,
:WE
FWCl'B
no
(2)""
tSOM\V,.
'"nmCool
UOIb/MMBIu
0.391b/MMBIu
""
,.
><IVe
"
M\VC
Mlve
USA
USA
",
MSW
""IV
O.71Ib/MMBtu
"
"
W"'C
Secml.
Md«! Go....'t
MoJc..Do:!S -
Seoul,
Kor~
MWC
,,,11'1)
"
MSW
MWC
AfWC
M\VC
!"..seR
1
1-h/h
1
4
4&Z-6t/h
"
"
51
MWC
u...=
i'rteo:Nil;iq>A
Ntmn, J'rance
Mwe
M\VC
1
2.81/&
2.8t/h
"
"
MIVC-~W~
ceu""""""",,
10)0->.. o-- atiD"
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH
NOxO~
PROCESS EXPERIENCE LIST
L"DUSTRY
PRODUCT
COt.n\"1RY
•• f
SIZE
SOX BASELINE
REDUcnON
TYPE
COMPANY/LOCATION
UNITS
VNITTrPE
IMMBhl/hd
l'lJEL
(ppm,' IbjMMBtu)
..
Ml\-C
N"""",,"
.........
Sydlaoft
l
PC Fnmt.fired
65D mt;!Nm"
[OJ
500
c..I
CH1\i02
80
--
f----
-- ---
~-------
---
----
MWC
NC><O~
.......
Tekniska....-rkl!'l'\.
I
~\;,,5Gr.t.
MSW
[0]
ja..ntad, Sweden
MWC
NO.cO~
'<oly
Tennomecc&n1c&
Ecol~
I
-.
...
"1-S.73tfh
~ltol1
450
@11"'02msINmS
..
MWC
No...otrr"
IWy
ermomeccanll:a
&olopa
1
lndnulm
16 t/h
aranto,rtAly
400In5!Nm
elUi~
l
..
MVw'C
""""ur'
Hilly
h-ftIl\amK<:aIIla. S_p.A.
,
Incinftltor
'i.8Ith
mrlndilJ, Italy
45D
Cn"02
ml;/Nm~
..
e-h
I
MW'C
""""'iT'
Roopublk
T""""
,
WaD-Fu.d
...
Ligtitt
..,-
"
I
I
MWC
NO.our'
".".
~l.r..l
I
-.
...
2-'tfh
4OOIn&INm~
&u.stll h:uw.., Italy
@ll~Ol
'"
I
I
MWC
NC><Our'
IWy
~".,
1
"""""....
2 • .5I/h
40CI
In&INm
I
>'in!l'.ltaly
@l1"O~
"
--
----
MWC
NC><OUl"
To>wm
T.....
,
Dnlb<},.. B.kocl<
120 '"'"
MSW
183In5/Nm'
Kaohlhm; MSW
~.lDr
tl'1~~
"'-
MWC
NC><Our'
-
Ulm
1
BtlbbUn! Bed
SladS"'
Jndnerl.to:t
Slu'..
MWC
""""L"
e-h
,-~
I
Fmnt W.n.Find
210
HudCoa.l
600 rzy;/Nrz('
........
311," 0,
'"
MWC
""""Ul"
U>A
\'ntc:hftm
CouzttoilW
APe
,
MWlSdp.olWule
'"
MSW
O..50IbJMMBtu
N..... yorte,.NY
"""'......
'"
MWC
NOl<OUT'
U>A
WhH1&bntwNorth
Br,"""",d.
FL
,
"""""....
'51/ iXllPD
MSW
..
"
MWC
NC><Our'
U>A
~d.lr.CJWard.
WhHlabntm
FL
,
lnri....utaJ:
3S1f
noTPD
MSW
..
"
-
MWC
NC><OllI"
-
U>A
~labu.m
_cr
RESCO
,
Gnt.-Fm.d
1S1
MSW
---
~-------
..
------l
'"
I
MWC
NO.our'
USA
Saup,.MA
WhHl&butm RISCO
,
!Ddn~
...
"1/7'OTPD
MSW
300
"
i
\VhHlabmfu'
,
MWC
NO.ocOlJ'T'"
USA
c.....~NH
,
lDdn~
...
110/250lPD
MSW
300
"
MWC
NC><Our'
USA
t'.'hHltbmfu'
~tn.N
,
""""""
..
109/
ZiOli'D
MSW
..
"
MWC
Nc><orr
L-sA
\VhHlamtor
•
""""""'"
108/ 2Xlli'D
MSW
~Karu.y.PL
""
"
M\\.C
NO.ottr"
U>A
\''hHl.bNarthAnd=
..
,~
.... MA
,
lDdn""'"
3:l1/7'OlPD
MSW
300
"
MWC
""""Ul"
""-"Y
".~Gomany
,
GrateFJrftI
9.6tjh
~",,&!Nm·
l; US OJ
'"
MWC
NC><Our'
Swit=erlBnd
Wint<!l:lm... (1)
•
S!udrindJw"atar
....
Slu'"
2OO-:3OOmY Nm'
60.~
M\\"C
NCM)~
T""'m
...
,
.........,.,
m
MSl.....
2411m&lNm
.,,.
l
,.
MINC
N"""",,"
.....
.....
1
P.~BoilN
#1&00
2tO-!3O
mtJINm'
"16.47
ID]
Uh~,
I<cm.a
,nPH
l;l1S Oz
IP'P/Co-Gnl
NCMJuye
USA
ABBOl:Hlanta
•
GnlIII-PlTvd Stetk8
...
Bagasse Wood.
0l:Manta, FL
C.ol
O,40-0.2DIb/MMBtu
.....
IPP/Co-&n
No...o~
L'SA
.-\DB Q;reol&
I
GnIte-FtndSlam
...
B..p .... Wood,
o-Jo,R
Cool
040-0.20Ib/MMlltu
40. 60
IPP/Co-GI'I'I
NC><Ottr"
Pumo.Rko
AES
i:3u.}"&DUl, Plzerla Rico
,
CF1l
230MW.
c..I
O.l~
Ib/MMBtu
"
lPP/c:.<lm
No.cour-'
USA
A.1t.mat!ve
m~.
In<:.
.'uhland, ME
1
Zlm'S~
500
Wood
O.30lbfMMBtu
"
~WC-"""""i<i:-lw..rtooe-~
l"l
~
OAro><mr...
t!or>
11.o1.~
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH
NOxO~
PROCESS EXPERIENCE LIST
INDUSTRY
PRODUCT
COUNTRY
C01{P~'"Y/lOCATDON
'of
SIZE
NCb:
BASElINE
RmUcnON
TYP'
UNITS
VNITn'PE
(MMBtWhd
FUEL
(ppm..l\y'MMBlu)
..
IPPle.-<l<n
NO><OUT"
us.,
AltfiNll:i\'o
Cad111ac, M1
Etm:gy, Inc.
,
ZumStam
'"
Wood
0.30 Ib/),{MBlu
SO
---~~
----
Altl!nultive
fnooJsr.
In<:.
-_.-
--
------
--
--
---_._-_._--
------
IPPle.-<l<n
NthOllI"
USA
r.;oro..utEmpire
1
Ztrrn5to1:...
'"
Wood
o.3OIb/MMlltu
SO
~CJ'1!PaJl,.,ME
IPPjCi>Gan.
N<><nn'"
USA
Bhcl:
lit
VU:b;h
1
AllB CE 5tot-
'"
Wood
OA71h/MMBtu
60
"--.M!
IPPle.-<l<n
No..ot.T'
us.,
~&Ve
..
tm.
1
Z=......
...
........
O.261b/MMBh:I.
60
tcn-"rhns,MI
IPP/C~
No..o~
us.,
C......
,
Prant Wall-Ptred
'"
Co.!
.36Olb/MMllh>
!N;arroWI, VA
~-40
IPPle.-<l<n
NOxOUT~
USA
Chewton Glm u....sy
1
Gr..te-P"tnd
240
ShreddN
Tiles
O.l951bP.-u..1'BtQ
60
ord Hdabk.1L
lPP/e.-<l<n
NO....ot.T'
USA
~VA
C"",,'""
,
CEStab!r
CS)2S;MW..
Cool
'SO
..
Na..ouT
CMl'llnr!;tio:nT"ibine-
SC'RRo.
8
t"l't
JPP/Co-G..n
ULTRA'
us.,
!Wnt eo.,;t Location
1
HRSG
looMW
Go>
Ri!qUIMDlmt
___.J!'L____.
lOOlb/hr
-".".-.".".-...,.".'-_..
.
__
.
.
"--.------~
----_
...• "..
_-_
.•.
_--_._--_
.•.•.•
_-_._-
.
---
.
..-
-,--------_
.•.. ,•...
."--"-"------.'-_
.
.
-.-
--_
.•.•.•.•.•. •.•.•. .
.........................
_-"._-
-
.-.-
...
-
..
_
..._-"
IPP/Co-OnJ
N<M)1."t'""
T....
~
arwtT<tldiln
,
......-
'90
Co.!
~5006,.0J
SO
H.....
IPP/Co-OnJ
N(M)1.""
USA
Flbmminn,. UC
I
""'
........
stl2 MMBtu/1rr
PouIlry&:
....... MN
Nfltu...lG.n
0.S2Jb{MMBtu
SO
lPP/c..&n
NOXOGT~
-
FTGmbH
,
Fb-e-Tuba
10-20MWe-
Hen-yOil
7IlO-8DOma1
Nm~
40-.51)
"""""r
~"""~
IPPle.-<l<n
NthOu-r'
USA
"""'"
"""""
1
MW"D-T)'p*
136
~60il.Gas
0.284.31 Ib/MMlltu
40_60
lPP/Co-Gm
N(M)ut
101
ll
USA
Lynn..MA
...
-
1lroolcnul.
~pPari&:
VA
.,
WeTIom4-Cell
136
MhNWClCld
0.33
IbjMMBtu
..
lPi'/Co-OnJ
NO><OllI"
USA
Mt:'H~.WV
~P""
1
c..U.lired
240
""kfD='
O.2.)lb/MMBtu
3D
IPP/c..&n
_sa
T""-1
HmwnReearch Cottr-..nltalla
7
""",,sa
.•.•.•.
_
•.•.•.•.
__
.•.•.•.•. -
._
•.•.
_-----.-.-
...
._-_
.•
_
.•. -
._._
.•.•.•.•.
_-------_.-
..
_
.•.•
- ._._---
--------_
•.•.
•.•.
_
.....
__
..
---
.
-_.-.-
...
_.
-_.__
.•.•.
_-.-_
.....
.•.•.•.•.•.•.•.•.•.
_
•.•.•.•.
__
.
......_
•.•.•.•
_.__
.
IPP/c..&n
NO><Olil"
IOJ
USA
~ey
SuunvW..CA
Lake
POWif!'
1
5mbr,F1n1i
<SO
Wood
021 Ib/MMBtu
"
1PP/e.-<l<n
NQ,."ol.1"r-"
""'~
iH-"
~Kwnho
Pelnlchemkal
1
CPB
.,.
Puh-. Coo
17>
"
IPP/e.-<l<n
NOxOU'f'
USA
p.Mnonitl
1
B&:W
250
SudteJWDOd
O.4lb/MMBhl
SO
lrow~PA
l\'ut..ec..J
IPP/Co-Gm
NOxOU'f'
USA
~
.....,.
1
RiJIoy StDbor
m
Woad
O.26lbjMMBhl
f]
!Fttchb-u!;. MA
~!CC
Ur:dbl_3
530
Porr.Co.!
710
"
I
IPP/e.-<l<n
N<hOIIT"
...
~
K~
umi
H.-t
&:
Pown 5taaan
,
Prcmt W.n.F..-ed
530
>SO
Puh..C<:w
Porr.CooI
'"
710
"
40
I
IPP/CO<>=
NO...<>l.J't'
USA
11'C
H;lIma,.Ml
1
Grllt&--Fu.d
190
Wood
O.22l1>/MMBtu
..
IPP/Co-Gm
NO><OW
USA
Mc..\!illan Bloedel
1
EPI
fluid
Bed
'"
a.rnm,PA
""""""m
WoodH"llWas"'/
....
100
"
lPP/Co-Gm
NO><Otl'l'*
us.,
MiohIpn
Statl
U"niv
~
Unit ....
East1..ulsfnt;.MI
I
CPB
""
Co.!
'f]
"
Michla- Stall Untv.• Units 11..3
33D
lPP/Co-Gm
NO><Out"
USA
EasI1..ul5lnt;.Ml
,
W.aJlFirI'dBoI'\n
320
Co.!
0.39-0.•0
Ib/MMBtu
.....
""
1PP/c..&n
NChOur"
......
Nyb>pm&. Units M
,
CPB
'"
Cool
120-15Cma/Nm)
"""......
.....,
01100
1
70
NthOUT'
<Manl_.,.
Mo\ins-
Grll
IPP/Co-Gen
USA
ModaT.to
~2.
1
'"
90
T""
O:13l1>/MMlltu
40
(01
'<\'~.CA
lndne:rlltor
IPP/Co-Om
NthOllI"
USA
O>cford~'
1
arat...l'inld
(2)170
T""
0.15 tb/MMBtu
""""~
cr
"
n.'{)!<OUT
Peer~s
Mmuiarlarin3
SCRRMtfld
1PP/Co-GIfrI
ULTRA.
USA
MA1"EP
4
B...t=,.JdA
2
HRSG
I:lMlV
G~
.............
2
ct
1~
Ib/hr
MWC-~W"
.... CG...bu.....
IOjD-on<JlM
~:rtioft
11.01-"006
Electronic Filing - Received, Clerk's Office, September 30, 2008
FUEL TECH NOxOur'PROCESS EXPERIENCE LIST
INDUSTRY
PRODUCT
COtJN'TRl
COMPANY/LOCATION
'of
UNITTIPf.
SIZE
FUEL
No,. 8ASt.l1llo'"E
REDUCTION
n~E
UNITS
1W,lBtu,lbt'j
(ppm... .lbJMMBlu)
..
IPP/Co-<m.
NO><OUr"
USA
Ridt;eGe!na
a
tin3
,
Zum..,..,
Polk County. FL
'"
Wood
0'" Ib/MMBtu
"
-------------.-_.__
. ._..
_---
1-----
f--~----
--- -------- -------1-------
--_._-----
---------
IPPIC<>Gon
No.our"
USA
Ril~
Ultrasystl!lnS IT
Wcldon,NC
1
Front-firM
",,",'
BolIn
50>
Pulv. Cati
O.331b/MMBtu
oo
jPP/Co-Gen
NO><Ot,I"
USA
R~I
.. Paw""Slallim
1
RileoyStobr
""
W....
O.20Ib/MMBtu
R}-egate. VI
'"
S'.emt
P.acilk
1PP'C~
No.ouI"
USA
Bahftrtill.
Plant
1
C..U.Fnd
(2)1'"
,,-,
0.42 11>/MMlltu
,.
IJnroln,CA
So}"",. Ch.....ucak
lPP/C~
NCM>ur-'
USA
Grem.Ri\"U,lJnib."J
&2
l\"Y
2
.....,
155MMBht/hr
Cool
O.-ColbfMMBtu
"
IPPjCo-G....
No,.ou"
USA
.......
1
.FW/
'"
e...
Il}~
67
HunbTiIl.., SC
~·
..... crs
TPPjCbGn'l
NO..ourt'
"""''''l'
Sbndardbnel
"
Fir.. Tube
-
.... 11o<l<n
10- 2OM\'\'.
H"~·yOU
700-sD0m.sfNm'
40- 50
e..",
Hi&h
Front W.n-
Uuri~BTown
IPPI"""""
No.:o~
"-Pub'"
.........
,
fired tt
Fir.d
Low Onte
36-<,
6OOmvNrn'
"
Cool
"""',,,.--
--_
............
---.-.----
-'.'.'--.-.'."."."."
.....
----------
..,-.-.__
.•..
_--,
.. " ....•..
_-_.".
--",.. "-,,
-
----
---'.--
.-
...
-. .......................
-
,".....
-.-"
---,-.-
..
......_............_............_.-
-".-.-.-..............
TeladshvlUm
lPP/Co-GuI
N(M)u-rt'
.....
~
~P1
.,
"0'"
,,,
Cool
~Nm'
s..,...!_
~
..,.O:
"
NCM>uT'
~
~NmJ
IPP/C<l-Gm
(OJ
.........
.....
~P3
=
,
......
Wood
011"0:1
oo
lPP/~_
NOlCOut"
USA
rit;51 Cin«fJ
1
PrcmtWall
'"
\VaodWale
O.3tIb/MMBtu
tPmJ,MN"
Gr.~PtrR
'"
IPPjC<>Gon
NO..oU'I'"'
$\'CR
USA
u"_e....
1
Gr••
F"_d
'"
B.SU
H
028Ib/MMBtu
oo
"""""""fL
lPP/Co-Gm
NOlCO~
USA
Ultrasystems
.,
Cl'II
lEO
Wood.
!SO
70
(OJ
-"',CA
IPP/C<l-Gm
NOxQtiT'
lISA
~
of
CA.h-<-i=
1
Co<lmU""
l.. MW
NatrualGn
._
SCR""_
..
N/A
tiL"'"
~.CA
lllhfhr
IPP/Co<lm
No.otn"
USA
!Y
anbe
Erwrar
1
Cl'II
190
Wood WISt. O.1[).O.lB Ib/MMBtu
40·~
(OJ
~obo,CA
f----,'-----
,-,---_._-
-~~-
-_._------
----
._----------------
----~-----
._-----_
..-
.._......._
.•.•.•.•
_-_..__
.
----_._-_
...•.
IPPICo<lm
NOxOUt"
USA
b."-
~urt.VA
1
RU.yStcrl:"
PI'"
W....
020Ib/MMlltu
..
~Chemials
AOGIndn.
,;ra,:l!i7 li..ilIo:rt-
c..
.....bsoiber
""
oo
Chomiod
NO><Otn"
USA
~L""TX
,
HIlSG
m:vn.n.r;PI_q..
Off
""
oo
23lI.M1ll>/N-:rt-<h.
G.,
''''
oo
"""'"'"
NOxOli'T"
USA
m> """"'""
1
AOGIndn.
"
WISte>Gas
""
SO.
(OJ
GreeD Lak.. TX
HIlSG
NOl<OUI'"
T""m
Cl\ernitaJ
F...,East
TIf>ftl1e
.,
rnmt.Flnd
Cool
oo
""""'"
NOlcO~
T.....
Formosa. Plastics
1
Frcont.Ptnd
'"
e...
""
60
~
""""'"
NO><Otn"
T""~
ormosa. Pl.stk-J
1
Frcm.t.Plnd
'"
Cool
:lOO
rnr;/Nrn
l
60
Kaohs'lml;
011~O,
0.-01
No.ouI"
USA
........
1
Carbem fumacll
Kamas
Clt)., MO
..........
16
""""'"
Waste
""
"
o.-~
NO><Otn"
USA
~,'.,_'""
a.m.
""'p.
,
T-Fir.d
(2)
73MW.
Cool
100
rana,.CA
'"
N(M)trr4
Ash Grove Cemmt
e...... ""'"
160
tom.
Coal,.Gu
s"o.6OOU/M
,,,
"""""
"""
(OJ
USA
Sntlle, WA
.,
"'~
solid4lrr
""""""""
Nf><OL"
USA
e.-....
1
~."""
:U7MMBtu/hr
Cool
&
"'ppmd
40
Kno.<viIlII, TN
PIItCd:.
No.out'
Kotnrl c.mmt
New
5mpmsion.
""""""""
(0)
Kor_
~Yllrl&:~t,
I'Dr_
1
Cool
127 Ib/MM1Uu
..,
C"",,",
C....-tKila
NOlcOU1.l>
us.,
~
Portland
C~t
t
Cement
KIln/
(0)
M.I""",Oty,lA
~
'"
Caal,G..
O.9~1-"
Ib/MMBtu
2>-"
CflDI!lltKila
No.ollt'
Pllmt Nem.
&:
Loc&tJIln Ccmftdmttal
1500myNm
~11~~
J
.,
MW'C
~AAInIcfpalW=:to~
lDJo........
~
....
~t<>r>
Electronic Filing - Received, Clerk's Office, September 30, 2008
No,. BAStuNl! REDUC"110N
/J'pm.. n,tMMBtu)
4~
FUEL TECH
NOxO~
PROCESS EXPERIENCE LIST
INDUSTR'Y
PRODUCT
COVNTRl'
COMPANY/LOCATION
...
UNIT TYPE
SIZE
FUR
TYPE
UNITS
{MMBtuJhrJ
.-.e-..n,
C~nvn!
Ki1n/
""
c••
e-..n,1(JJn
NO:«OU'J*
Taiwm
Unit;;
#~,
ell"
l!r.6-
,
Pte-~
fHl
Cool
."
0..
.
-.-.-.-.-"-.-.""-"
"-"-"'
.....
, .-""'.'.'•.•.
---
.•.• '.'.'..
...
--_.......__
.•.•.•.•.•.•.
_--
.
__.•....•. __
._-,..
_
.•.
Cement Kiln
No.coUl"'"
"""'"""
Wulfnth Cement
c......"""
,
..
Lignllo
[D]
""""""
Total@
(If
Unit
'"
'29
,-"
D."
100D ms/Nm'
"'"
"
"
"
"
MWC-~_~_
1030-..
o..""""~..,,t<>n
II.0l.zoo,r,
Electronic Filing - Received, Clerk's Office, September 30, 2008