Far,~-=IR6r=-
D
ORIGINAL
--RK S OFFICE
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD aura 3
2006
STATE OF ILLINOIS
IN
THE MATTER OF :
Pollution Control Board
PETITION OF BIG RIVER ZINC
CORPORATION FOR AN ADJUSTED
STANDARD UNDER 35 ILL
. ADM
. CODE
720.131(c)
NOTICE OF FILING
To:
See Attached Certificate of Service
PLEASE TAKE NOTICE that on June 30, 2006, we filed with the Clerk of the Illinois
Pollution Control Board the attached
Petition of Big River Zinc
and
Motion for Expedited
Review of Petition of Big River Zinc,
copies of which are attached hereto and hereby served
upon you.
Dated: June 30, 2006
John W
. Watson
Sasha M. Reyes
BAKER & MCKENZIE LLP
One Prudential Plaza, Suite 3500
130 East Randolph Drive
Chicago, IL 60601
+1312 861 8000
AS 06 -
(Adjusted Standard - Land)
On@ a
he Attorneys for 4etitroner
Big River Zinc Corporation
THIS DOCUMENT IS FILED ON RECYCLED PAPER
CERTIFICATE OF SERVICE
The undersigned certifies that copies of the Petition of Big River Zinc and
Motion for
Expedited Review of Petition of Big River Zinc
were served on this 301h day of June, 2006 .
Upon the following by hand delivery :
Dorothy Gunn
Clerk of the Board
Illinois Pollution Control Board
100 West Randolph Street
Suite 11-500
Chicago, IL 60601
And upon the following by U.S . First Class Mail:
Mike Roubitchek
Division of Legal Counsel
Illinois Environmental Protection Agency
1021 North Grand Avenue East
P.O. Box 19276
Springfield, IL 62794-9276
CHIDMSI2444301
.1
ORIGINAL
IN THE MATTER OF :
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
PETITION OF BIG RIVER ZINC FOR AN
ADJUSTED STANDARD UNDER 35 ILL
.
ADM. CODE 720
.131(c)
AS 06- d
(Adjusted Standard
- Land)
R
ERKS
OFACE
U4
3iswo
Pollution
STATE OF
Control
ILLINOISBoard
MOTION FOR EXPEDITED REVIEW OF PETITION OF BIG RIVER ZINC
Petitioner, Big River Zinc ("BRZ"),
by its attorneys, Baker & McKenzie LLP, pursuant
to 35 Illinois Administrative Code 101
.512, hereby requests that the Illinois Pollution Control
Board (the "Board") consider and rule in an expedited manner on the Petition of Big River Zinc
Corporation ("Petition") for an Adjusted Standard under the solid waste determination provisions
at 35 Illinois Administrative Code 720
.130(c) and 720 .131(c)
. In support of this Motion, BRZ
states as follows :
1 .
In its Petition, BRZ seeks a determination that the electric arc furnace dust
("EAFD") that BRZ will receive at its Sauget, Illinois facility (the "Facility") for use as
feedstock for a new zinc recycling process to be employed at the Facility is not a solid waste
.
The Facility ceased production in February of this year due to its inability to source sufficient
raw material feedstock from local mining operations to operate at full capacity
. The EAFD
received at the Facility will replace a portion of the mined ore concentrates historically used as
raw material for BRZ's former operations .
2.
The solid waste determination that BRZ is requesting in its Petition is crucial to
the ability of the Facility to operate economically
.
3 .
Operations at the Facility remain idled
. Delays in the resumption of production
at the Facility could have significant negative implications on BRZ's ability to effectively
operate it business at the Facility
. Consequently, the expedited review by the Board of BRZ's
petition is necessary .
WHEREFORE, BRZ requests expedited review, pursuant to 35 Illinois Administrative
Code 101
.512, of the Petition of Big River Zinc Corporation for an Adjusted Standard under the
solid waste determination provisions at 35 Illinois Administrative Code 720 .130(c) and
720
.131(c).
Dated : June 30, 2006
CHIDMS 1/2419677 .1
Respectfully submitted,
One o the Attorneys fo
titioner
BigRiver Zinc
John W. Watson
Sasha M. Reyes
BAKER & MCKENZIE LLP
One Prudential Plaza, Suite 3500
130 East Randolph Drive
Chicago, IL 60601
+1312 861 8000
Asia
Pacific
Bangkok
Be9ing
Hanoi
Ho CM Mirih Oily
Honk Kong
Jakarta
Kuala Lumpur
Marra
McNOUrne
Snengear
Singapore
core,
Taipei
Tokyo
Europe &
Middle East
Almaty
Am atanlan,
Antwerp
Benrnln
Boku
Barcelona
B"I"
Bologna
Brnaael,
Budapest
Ca
Dusseldorf
Franklu,f / Main
Genera
Kyru
Lendon
Madrid
Melon
Moscow
Mdmcn
Paris
Prague
Riyadh
Rome
St Petersburg
Storrholot
Vienna
Warsaw
Znndr
North & South
America
Bogota
Briisilia
Duenns Aires
Cal gar y
Car,
Chicago
Ch,h l,ahpa
Dallas
Guadalajara
Houston
Juarea
Mexico City
Miami
Morierues
New
Pork
Palo Alto
Port,, me,-
Rio de Janeiro
San Diego
San 11 I'll "I r
Santia go
Sao Paulo
nioana
toromo
V,leooa
Wasmngmn .DC
BAKER & MCKENZIE
PROTECTED FROM DISCLOSURE
:
TRADE SECRET INFORMATION
June 30, 2006
Dorothy M
. Gunn, Clerk
Illinois Pollution Control Board
100 West Randolph St.,
Suite 11-500
Chicago, IL 60601
RE:
Trade Secret Claim for certain Exhibits to Petition of Big River Zinc Corporation
Dear Ms
. Gunn:
Enclosed for filing with the Illinois Pollution Control Board (the "Board") please find an
original Petition of Big River Zinc CBRZ") Corporation (the "Petition") and 9 copies of the
Petition with all Trade Secret material redacted.
This letter serves to document BRZ's Trade Secret claim for several Exhibits attached to the
Petition
. Specifically, BRZ is submitting Exhibits L, P, U, and V under Trade Secret
protection, consistent with the definition of Trade Secret in 35 III
. Adm . Code Part 130 and
the Illinois Environmental Protection Act
. Exhibit L provides information on the proposed
process that BRZ will be implementing at its Facility
. Exhibit P contains a confidential
supply agreement between Envirosafe Services of Ohio, Inc
. and BRZ's owner, ZincOx
Resources plc
. Exhibit U contains information on waste generation relative to recovery
rates, comparing zinc production from Electric Arc Furnace Dust reclamation to traditional
zinc sulfide processing
. Exhibit V provides information on constituents in waste residues
generated by the process historically employed at the BRZ Facility as compared to waste
residues that will be generated by the new process that BRZ will be implementing
. Given
the nature of the information provided by BRZ, the Board must protect the Exhibits from
disclosure
. The Exhibits have been marked Trade Secret in red ink pursuant to 35 III
. Adm .
Code 130
.302.
Please feel free to contact me concerning any additional information you need with respect
to BRZ's claim of trade secret
.
Enclosures
ORIGINAL
Baker & McKenzie LLP is a member of Baker & McKenzie International,
a Swiss Verein .
Baker & McKenzie LLP
One Pn,dentoil Plaza, Suite 3500
130 East Randolph Drive
Chicago, Illinois 60601, USA
Tel : +1 312 861 8000
Fax : 11 312 861 2899
ohicago .intoree,ation@bakernetcom
w ww.bekernet .co m
John W . Watson
Tel : +1 312 861 2646
john
.w .watson@BakerNet .co m
By Hand Delivery
RECEIVEDCLERKS
OFFICE
F
.,, r
.3
iuUS
Pollution
STATE OF
ControlILLINOISBoard
RECEIVED
CLERK'S OFFICE
BEFORE THE ILLINOIS POLLUTION CONTROL BOARD
MIN 3
2006
IN THE MATTER OF :
STATE OF ILLINOIS
Pollution Control
Board
PETITION OF BIG RIVER ZINC FOR AN
ADJUSTED STANDARD UNDER 35 ILL .
ADM. CODE 720 .131(c)
AS 06- 04
(Adjusted Standard - Land)
MOTION FOR EXPEDITED REVIEW OF PETITION OF BIG RIVER ZINC
Petitioner, Big River Zinc ("BRZ"), by its attorneys, Baker & McKenzie LLP, pursuant
to 35 Illinois Administrative Code 101
.512, hereby requests that the Illinois Pollution Control
Board (the "Board") consider and rule in an expedited manner on the Petition of Big River Zinc
Corporation ("Petition") for an Adjusted Standard under the solid waste determination provisions
at 35 Illinois Administrative Code 720 .130(c) and 720 .131(c). In support of this Motion, BRZ
states as follows :
1 .
In its Petition, BRZ seeks a determination that the electric arc furnace dust
("EAFD") that BRZ will receive at its Sauget, Illinois facility (the "Facility") for use as
feedstock for a new zinc recycling process to be employed at the Facility is not a solid waste.
The Facility ceased production in February of this year due to its inability to source sufficient
raw material feedstock from local mining operations to operate at full capacity . The EAFD
received at the Facility will replace a portion of the mined ore concentrates historically used as
raw material for BRZ's former operations .
2.
The solid waste determination that BRZ is requesting in its Petition is crucial to
the ability of the Facility to operate economically .
3 .
Operations at the Facility remain idled
. Delays in the resumption of production
at the Facility could have significant negative implications on BRZ's ability to effectively
operate it business at the Facility . Consequently, the expedited review by the Board of BRZ's
petition is necessary.
WHEREFORE, BRZ requests expedited review, pursuant to 35 Illinois Administrative
Code 101
.512, of the Petition of Big River Zinc Corporation for an Adjusted Standard under the
solid waste determination provisions at 35 Illinois Administrative Code 720 .130(c) and
720.131(c).
Dated: June 30, 2006
CHIDMSI/2419677.1
Respectfully submitted,
Ong o the Attorneys for P titioner
B'
ver Zinc
John W. Watson
Sasha M. Reyes
BAKER & MCKENZIE LLP
One Prudential Plaza, Suite 3500
130 East Randolph Drive
Chicago, IL 60601
+1312 861 8000
IN THE MATTER OF :
PETITION OF BIG RIVER ZINC
CORPORATION FOR AN ADJUSTED
STANDARD UNDER 35 ILL. ADM . CODE
720.131(c)
BEFORE THE ILLINOIS POLLUTION CONTROL BOARDRECEIVED
CLERK'S OFFICE
JUN 3 2008
STATE OF ILLINOIS
Pollution Control Board
AS 06 -
(Adjusted Standard
- Land)
PETITION OF BIG RIVER ZINC CORPORATION
Petitioner, Big River Zinc Corporation (`BRZ"), by its attorneys, Baker & McKenzie
LLP, hereby petitions the Illinois Pollution Control Board (the "Board") for an order granting
BRZ an adjusted standard pursuant to 35 Illinois Administrative Code 720 .130(c) and 720 .131(c)
with a determination that the electric arc furnace dust ("EAFD") that BRZ will receive at its
facility (the "Facility" or the "BRZ Facility") in Sauget, St . Clair County, Illinois and use as
feedstock for a new zinc recycling process to be employed in its operations at the Facility, is not
a solid waste
. In support of its Petition, BRZ states as follows :
I. LEGAL BACKGROUND
The federal Resource Conservation and Recovery Act ("RCRA"), 42 U.S.C. §§ 6901 et
seq., and accompanying regulations at 40 C.F.R. Part 260 et seq., governs inter alia the
management of hazardous waste . The RCRA hazardous waste program in the State of Illinois is
administered by authority delegated from U .S. EPA through regulations promulgated at 35 Ill .
Adm. Code Part 720 et seq
.
Because EAFD is a listed hazardous waste (K061 - emission
control dust/sludge from the primary production of steel in electric furnaces), 35 111 . Adm. Code
721 .132, the generation, transportation, and treatment of EAFD is subject to the requirements for
management of such hazardous waste .
The Board has the authority under 35 Ill . Adm. Code 720 .130 to determine on a case-by-
case basis that certain recycled materials are not solid waste and, accordingly, not subject to the
hazardous waste management requirements . Section 720.130(c) allows a solid waste
determination for "materials that have been reclaimed but must be reclaimed further before the
materials are completely recovered ." 35 Ill . Adm. Code § 720 .130(c) .
A solid waste determination under section 720 .130(c) will be granted if the Board finds
that the initially reclaimed material is "commodity-like," based on the following criteria :
1 .
The degree of processing the material has undergone and the degree of
further processing that is required ;
2.
The value of the material after it has been reclaimed ;
3 .
The degree to which the reclaimed material is like an analogous raw
material ;
4.
The extent to which an end market for the reclaimed material is
guaranteed
;
5.
The extent to which the reclaimed material is handled to minimize loss ;
and
6.
Other relevant factors
.
35 Ill . Adm
. Code 720.131(c) . Section 720 .130 also requires that solid waste determinations be
made according to section 720 .133, which, in turn, mandates that the Board follow the adjusted
standard procedures at 35 Ill . Adm. Code 104, Subpart D, when conducting a solid waste
determination
. The requirements of 35 Ill . Adm. Code 104 .406 are addressed in Part IV .
BRZ operates an electrolytic refinery in Sauget, Illinois that produces high quality zinc
products for a variety of industrial and agricultural applications. The primary raw material
feedstock for the BRZ refinery has been zinc concentrates from largely exhausted mineral ore
deposits in Missouri and Tennessee
. The Facility has also used secondary zinc oxide materials
reclaimed from EAFD via processing through a High Temperature Metal Recovery ("HTMR")
unit as feed for its refinery operations pursuant to an adjusted standard issued by the Board back
in 1999. See In re Petition of Big River Zinc Corporation for an Adjusted Standard,
AS 99-03
("BRZ
1999 Adjusted Standard") . At present, however, BRZ has ceased operations at the
Facility as a result of its inability to source sufficient feed at competitive prices to support
ongoing refining activities .
This Petition is being submitted in furtherance of BRZ's efforts to restart production
operations at the Sauget Facility . BRZ is proposing to retrofit the Facility with a new technology
-
the Leach, Solvent Extraction, Electrowinning ("LSXEW") process - developed by ZincOx
Resources PLC ("ZincOx") that allows the Facility to utilize non-sulfide feed materials,
including EAFD reclaimed at steel mills, as a substitute raw material feedstock in place of some
or all of the Facility's traditional raw material supplies of zinc concentrates from mined ore and
HTMR. By replacing approximately one-third of the Facility's production capacity with zinc
from EAFD using the critical LSXEW technology, BRZ is confident that it can restart the
refinery and return its Sauget Facility operations to profitability .
To utilize processed EAFD concentrate generated from HTMR at its Facility, BRZ
sought and obtained an adjusted standard . BRZ 1999 Adjusted Standard, AS 99-03 . As BRZ is
proposing now to utilize EAFD directly as a feed material, in a process that does not require
secondary concentration by HTMR, a new adjusted standard is required
. The relief BRZ seeks
through this Petition for a solid waste determination is narrow . If granted, the requested relief
would apply to EAFD only upon receipt at the BRZ Facility, and solely for BRZ's use as a raw
material feedstock for the new LSXEW process
. BRZ's requested solid waste determination
would not affect the applicability of RCRA hazardous waste management requirements to the
EAFD prior to delivery at BRZ . Finally, BRZ would still bear responsibility for addressing any
waste management requirements applicable to the wastes generated at its Facility .
BRZ meets each of the criteria set forth in Section 720 .131(c), as discussed in Part III .
For the reasons set forth in this Petition, BRZ requests the Board's issuance of this adjusted
standard .
11
.
FACTUAL BACKGROUND
A.
Zinc Markets and Uses
Zinc is an essential industrial raw material used in galvanizing, for brass and die cast
alloys, in chemicals, in rubber tires, in alkaline batteries, and for plant, human, and animal health
applications . Group Exhibit A contains information on zinc supply and consumption in the
United States and globally. Galvanizing is the most common use of zinc and accounts for about
47% of the metal's use globally
. (Exhibit A
.) Galvanizing involves the coating of steel with a
thin layer of zinc that physically bonds onto the surface of the steel . The purpose of galvanizing
steel is to retard the process of corrosion over time, prolonging the life of the steel and preserving
the world's natural resources . When molten, zinc may be mixed with small quantities of other
elements, such as aluminum, to produce alloys suitable for use by galvanizers .
The price of zinc is based on supply and demand and is set by the London Metal
Exchange ("LME"), the industry's major trade and accreditation organization
. As of January 3,
2006, the LME price of zinc was $0 .87/lb, or $1912/tonne . The lowest price listed for the past
decade has been $0.35/lb . Group Exhibit B includes information on current and historic zinc
pricing . In 2002, according to the International Zinc Association, the United States produced
237,000 tons of zinc but consumed 1,157,000 tons . (Exhibit A .) This overwhelming demand for
zinc has generally been satisfied by imports from Canada, Mexico, Peru, China, Australia, and
other countries. (Exhibit A .)
B.
Zinc Production
Zinc is produced from two general sources -
the mining of ores from primary zinc
deposits and the recycling of steel scrap .
1 .
Primary Zinc Production
In naturally occurring primary zinc deposits, zinc is typically found associated with sulfur
as the simple sulfide mineral sphalerite ("ZnS"). (Exhibit A.)
Zinc deposits are small pods of
mineralization that are mined when a sufficient number of pods are deemed to contain viable
quantities of ore
. The zinc ore is crushed, milled, and treated using physical processes that
separate the sphalerite from the other constituents of the ore . This initial processing is performed
at the mine to reduce the cost of transportation
. The average grade of mined zinc deposits is
about 5-6% zinc . (Exhibit C
; Exhibit D at 4.2.) After concentration at the mine, the
characteristics of the concentrate, although dependent upon the particular characteristics of the
mineralization at a given mine, generally range from 52% to 59% zinc
. (Exhibit D at 4 .2 ;
Exhibit E .)
Zinc concentrate is shipped to electrolytic refineries for production of zinc metal. Within
a conventional zinc electro-refinery operation, the zinc concentrate is first roasted to transform
the zinc sulfite in the sphalerite into a crude zinc oxide from which the zinc can be recovered by
dissolution in dilute sulfuric acid
. Various impurities are removed by a multistage purification
process
. The precipitated impurities are removed from the zinc bearing solution by filtration
. If
not removed from solution prior to electrolytic recovery of zinc, these impurities will interfere
with the electrodeposition of the zinc metal or will contaminate the quality of the product . If the
concentrate has less than about 40% zinc, removal of the proportionally higher impurity level
would compromise the economics of a refinery . After purification, the final step is
electrowinning, which involves passing the solution through electrolytic cells where the zinc is
plated from solution .
Some naturally occurring zinc deposits contain zinc oxides rather than zinc sulfides . Zinc
in these deposits generally occurs in a variety of minerals that cannot be efficiently concentrated
using known economic beneficiation technologies and can often also contain impurities that
preclude conventional treatment . Consequently, these deposits have historically been considered
low quality zinc feeds and typically uneconomic to extract .
In 1999, Reunion Mining PLC, a British mining and mineral exploration company,
pioneered the use of a new proprietary approach, LSXEW, for the recovery of zinc from non-
sulfide deposits . The innovation of the LSXEW technology derives from its ability to directly
process a relatively impure feedstock without initial concentration . The LSXEW approach
involves the direct dissolution ("L" = Leaching) of ore in dilute sulfuric acid, without prior
concentration, and the subsequent purification of solutions by solvent extraction ("SX") before
conventional metal recovery by electrowinning ("EW") .
This general approach has been used
for the treatment of non-sulfide uranium and copper deposits for many years but certain
problems had previously precluded its application to zinc deposits .
While the leaching and electrowinning steps in the LSXEW process are quite
conventional, and solvent extraction technology is well known for other metals, it has been little
used for zinc. In LSXEW solvent extraction, zinc is taken up from an impure aqueous solution
by a specially formulated organic solution designed to selectively extract the zinc
. The organic
solution is vigorously mixed with the zinc-bearing aqueous solution, and the zinc moves to the
organic phase . The zinc-rich organic phase and impurity-containing, zinc-depleted aqueous
phase can then be physically separated by simple settling since the organic and aqueous phases
will not mix
. Subsequently, the organic phase is vigorously mixed with a high strength acid
causing the equilibrium of the reaction to reverse, allowing the zinc to re-enter the aqueous
phase . Once again, the two phases are separated
. This extraction method separates the zinc from
the solution containing deleterious impurities into a high strength pure solution suitable for zinc
recovery by electrowinning
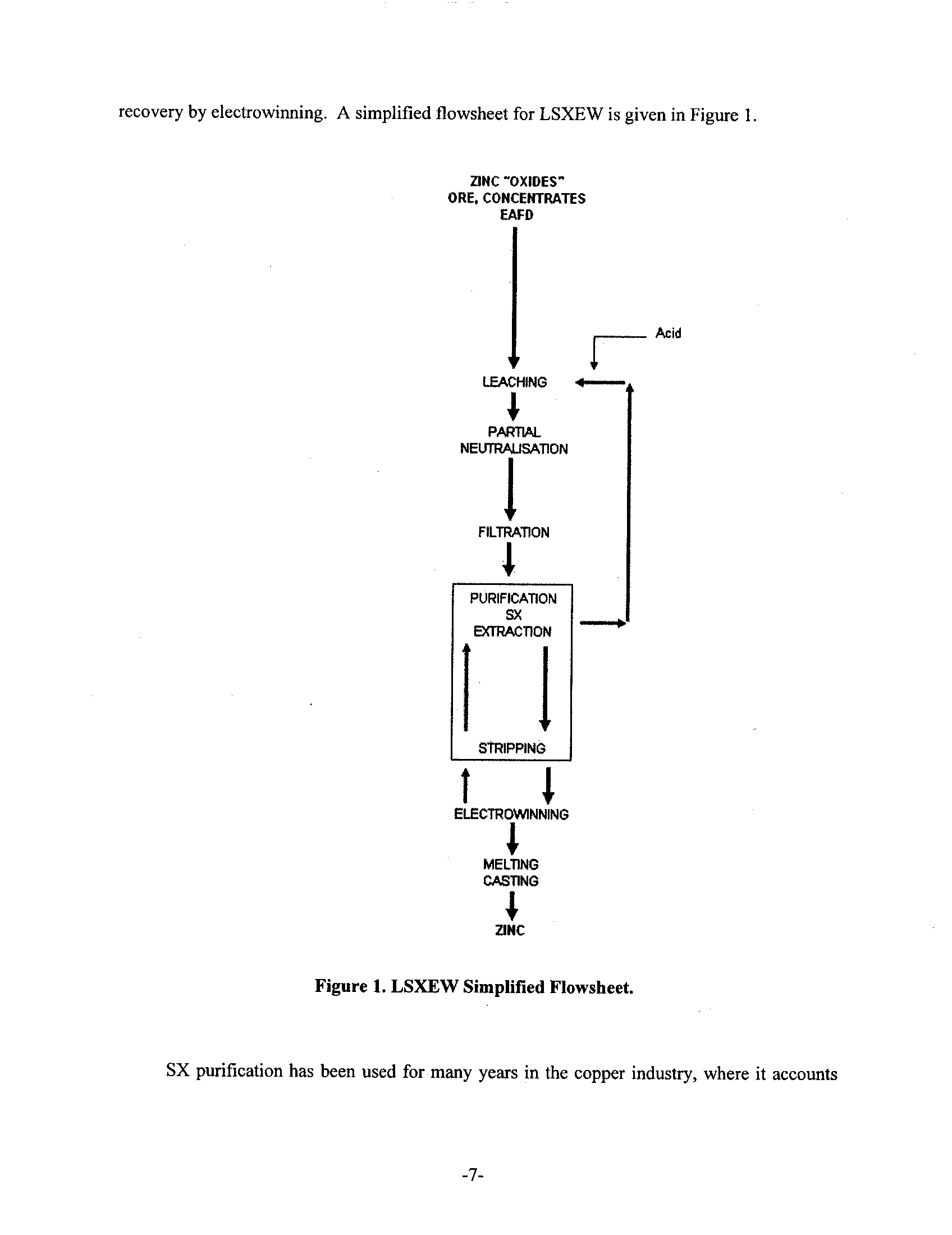
. A simplified flowsheet for LSXEW is given in Figure 1
.
ZINC "OXIDES"
ORE, CONCENTRATES
EAFD
Acid
LEACHING
T
PARTIAL
NEUTRALISATION
I
PURIFICATION
SX
EXTRACTION
STRIPPING
ELECTR0WINNIN0MELTING
I
CASTING
ZINC
1
Figure 1
. LSXEW Simplified Flowsheet
.
SX purification has been used for many years in the copper industry, where it accounts
for over 25% of global copper production
. SX was the principal process that transformed sub-
economic copper "oxide cap" mine waste rock into valuable ore . ZincOx has developed and
adapted the process for zinc . The effectiveness of the LSXEW for the recovery of zinc has been
unequivocally demonstrated at the Skorpion zinc deposit in Namibia . The Skorpion deposit was
believed to be uneconomic, and, having no value, remained undeveloped for twenty years
. Upon
development using the LSXEW process, the deposit became one of the lowest cost zinc
operations and today operates as the 10`s
largest zinc mine in the world
. The zinc oxide ore from
the mine has a grade of only 10% and without further concentration is able to produce 145,000
tons of Special High Grade zinc metal per year . (Group Exhibit F .)
The demonstration of the success of the LSXEW technology has led to the reassessment
of several oxide deposits that were, until now, considered to be uneconomic
. The technical and
management team at Reunion Mining PLC formed ZincOx in 1999 to specifically develop other
opportunities using LSXEW technology, including its proposed application in the recovery of
zinc from EAFD.
2.
Scrap Steel Recycling Operations
Zinc is also produced as a result of the recycling of scrap steel
. Last year the entire
United States steel industry recycled approximately 75 million tons of ferrous scrap
. Over 80%
of that scrap was consumed in electric arc furnaces
("EAFs") .
Additional information on the
U.S
. steel recycling industry is included at Exhibit G
. It is this source of zinc that is crucial to
BRZ's proposed new operation at its Sauget Facility
.
a. EAFs and EAFD
An EAF is the first step in the scrap steel recycling process
. It begins with loading of
scrap metal and other ingredients such as limestone, burnt lime, iron ore, and ferro-alloy
additives into a charge bucket
. The charge bucket is conveyed to a furnace unit equipped with :
(1) a roof lift and swing arrangement, which permits the roof to swing aside when cold scrap is
charged into the furnace, (2) a rocker and rail tilting type arrangement, which permits the furnace
to tilt forward for tapping and backward for slagging, (3) a system for additions through the
furnace roof, and (4) evacuation systems for the collection of dust generated during the steel-
making cycle
. Electrodes are supported by electrode arms and clamps and project through the
furnace roof.
The roof and electrodes are raised and swung to the side to allow the scrap
charging crane to move a full bucket of scrap into place over the furnace
. The scrap falls into the
furnace, the scrap crane removes the scrap bucket, and the roof and electrodes swing back into
place over the furnace
. The furnace roof is lowered and then the electrodes are lowered to strike
an arc between the electrodes and through the scrap
. This commences the melting stage of the
process.
Scrap is remelted in EAFs at approximately 1,400°C
. While most of the scrap is metallic
iron (which is recycled into new steel), there are also other metals, impurities, and other wastes
that are removed and recovered during scrap recycling operations
. Less volatile elements are
adsorbed into the slag, a semi-molten layer that floats on the metallic iron, formed by the
addition of fluxes
. The slag is then recovered, milled, and sold as a product
. More volatile
elements are essentially boiled off and carried into the flues together with fine particles of iron
oxide
. Air mixes with the off-gasses and the volatile impurities form simple oxides that have
high melting points and precipitate as a fine dust
. The precipitated dust is generated during
: (1)
charging of scrap, (2) tapping of furnaces, (3) pneumatic injection of additives, (4) oxygen
blowing, and (5) meltdown/refining periods
. The dust together with the iron oxide particles are
filtered and recovered as dry EAFD or scrubbed with water and collected as a filter cake
.
In the EAF, zinc is present in scrap iron in metallic form
. During charging, the scrap hits
the molten iron at 1,400°C, and the zinc immediately boils off, and the resulting vapor
recombines with oxygen in the air to form zinc oxide, which is then collected as a major
constituent of the EAFD in the baghouse
. This process for the recovery of zinc in the EAF is the
same as that for the recovery of zinc oxide via an HTMR (described further in the next section on
management of EAFD), a process approved by the Board for zinc processing in the BRZ 1999
Adjusted Standard .
Unlike HTMR, however, the charging of the EAF is a violent, almost
explosive, activity as scrap meets molten metal at 1,400°C
. The violence of the reaction causes
iron oxide particles on the surface of the scrap metal to be blown off and recovered in the
baghouse .
Reclaimed EAFD is an intermediate concentrate in the production of zinc
. The process
of melting the scrap steel in an EAF concentrates zinc and other volatile elements in EAFD
.
While scrap steel contains about 0.28%
zinc, the EAF partially reclaims or concentrates it by
approximately 70 times during remelting (fuming) in the EAF
. (Exhibit H
.) The concentration
of zinc in EAFD ranges up to 35%
. (Exhibit I) This is comparable to natural zinc concentrations
found in mined ore . (Exhibit J, Table 1
.)
b.
Management of EAFD
The value of zinc in EAFD has been recognized for years
. EAFD is not, however,
attractive as
a feed for conventional zinc smelters for many reasons, but particularly due to its
halide (chloride and fluoride) content
. In the electrowinning process, chloride ions such as those
contained in EAFD corrode the lead anode, putting lead into the electrolyte
. The lead is then co-
plated with the zinc at the cathode, compromising product quality
. The situation for fluoride is
more catastrophic
. Fluoride attacks the surface of the cathode and causes the zinc to bond to the
surface so that it cannot be removed
. For these reasons, the electrowinning cellhouse can only
tolerate very limited concentrations of these halides
.
Since EAFD contains significant
concentrations of halides, and since these halides cannot be removed in conventional zinc
electro-refineries, halides present a major challenge for traditional zinc reclamation technologies
.
Historically, reclaimed zinc in EAFD was disposed as a listed hazardous waste (K061)
.
As a result of the recognition of the value of the zinc in EAFD, however, considerable effort and
resources have been directed toward its economic recovery
. While most of these efforts have
been unsuccessful, some reclamation technologies have been developed to provide alternatives to
disposal in hazardous landfills
. Due to the impurities in EAFD, none of these reclamation
processes have allowed the direct use of EAFD as a feed material for direct production of high
quality zinc metal
. In the only cases where some success has been achieved, the EAFD has to be
processed and upgraded prior to such use in a zinc metal production process
.
The HTMR process is a classic example of traditional zinc reclamation technologies
.
HTMR units, such
as the Waelz kiln, have been utilized to further upgrade EAFD so that it may
be accepted by electrolytic refineries, such as BRZ, which have been historically limited by their
use of conventional purification technology
. In the HTMR process, EAFD is mixed with coal
and fed into a horizontal rotary kiln that is slightly inclined so that with each revolution the
material slowly progresses along the kiln
. The coal ignites, raising the temperature to about
1,100°C
. The coal also acts as a reductant, converting zinc into metal, which, at 1,100°C,
immediately boils
. The zinc vapor escapes from the solid material and reacts with the oxygen in
the air to re-form zinc oxide
. The zinc oxide condenses as a solid that is collected in bag filters
as the final product (crude zinc oxide or
"CZO").
Other volatile impurities act in a similar
fashion to zinc, but the iron is left behind so that the resultant "fume" is enriched in zinc, as well
as impurities including chlorides and fluorides
.
C.
Review of historic Big River Zinc operation
The Big River Zinc Facility in Sauget, Illinois, has been producing zinc utilizing
electrowinning refining technology for more than 65 years
. The BRZ Facility was originally
designed to process the exceptionally pure concentrates of zinc ore found in the mines in the
region
. (See Exhibit K, Affidavit of BRZ President George Obeldobel, at ¶ 3 .) In the past, BRZ
has also utilized processed EAFD concentrates produced from HTMR pursuant to the adjusted
standard granted to BRZ by the Board under Section 720 .130(c).
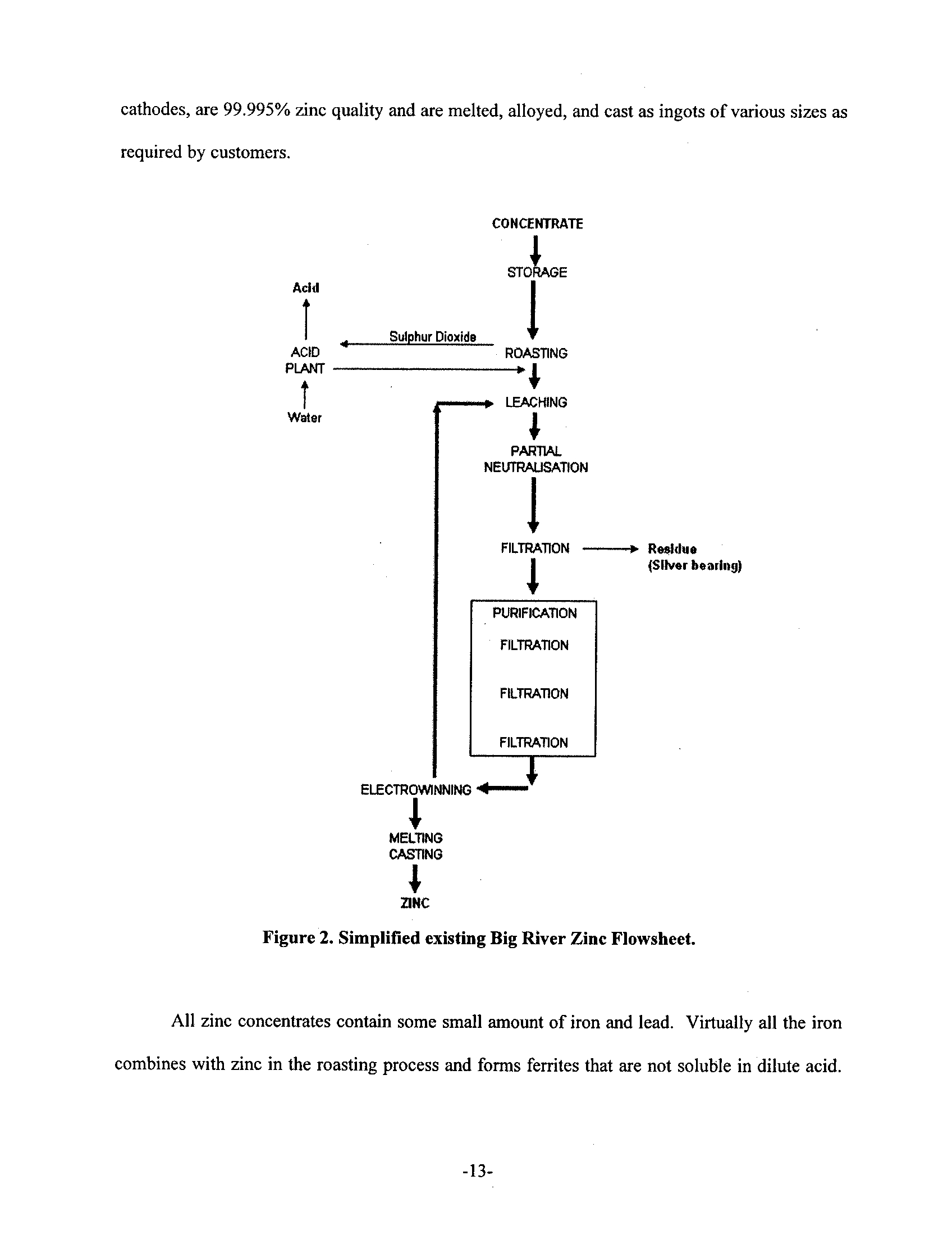
At BRZ, zinc metal is ultimately recovered by electrolysis from zinc sulfate solution
using conventional technology . A schematic of the process is included in Figure 2 below
. The
zinc sulfide concentrate is first roasted to produce a crude zinc oxide ("calcine")
. The sulfur
dioxide formed by oxidation of the zinc sulfide in the roaster is converted to sulfur trioxide that
is then adsorbed into water to produce sulfuric acid that is a valuable byproduct
. The zinc in the
calcine is dissolved ("leached") using dilute sulfuric acid in agitated tanks . The solution is
partially neutralized to precipitate iron and other elements that might compromise final metal
purity . The slurry is thickened and filtered prior to chemical purification .
Zinc metal is highly electropositive so that almost all other metals will plate before zinc
.
In order for the zinc to be of the desired quality all other base metals must be removed from
solution . This is done by adding zinc powder that essentially dissolves, at the same time
displacing the unwanted metals so that they precipitate as a metallic "cement
." The zinc powder
addition is undertaken in three stages under slightly differing conditions in order to separate three
saleable byproducts having different metal compositions .
The physically and chemically purified zinc sulfate solution, or electrolyte, advances to
the cellhouse where there are over 400 cells into which aluminum cathodes and lead/silver
anodes are alternately suspended .
The zinc plates onto the aluminum cathodes, which are
periodically removed, and the zinc is physically stripped off as sheets . The zinc sheets, or
cathodes, are 99.995%
zinc quality and are melted, alloyed, and cast as ingots of various sizes
as
required by customers .
CONCENTRATE
STORAGE
Acid
I
r
Sulphur Dioxide
ACID
ROASTING
PLANT
t
* j
-.~~..s LEACHING
Water
I
PARTIAL
NEUTRAUSATION
1
1
PURIFICATION
FILTRATION
FILTRATION
FILTRATION
ELECTROWINNING
MELTING
CASTING
ZINC
Figure 2
. Simplified existing Big River Zinc Flowsheet.
All zinc concentrates contain some small amount of iron and lead
. Virtually all the iron
combines with zinc in the roasting process and forms ferrites that are not soluble in dilute acid
.
FILTRATION -- 0 Residue
{Silver bearing)
Insoluble zinc held in ferrites will report to the leached solids filter cake
. In mineral deposits,
lead almost always occurs with zinc, and zinc concentrates almost always contain some lead
.
The lead oxidizes in the roaster and forms insoluble sulfates when mixed with sulfuric acid in the
leaching process
; therefore, the lead in the raw materials also reports to the leached solids filter
cake. In recent years, BRZ has purchased zinc concentrates rich in silver content
. While the
silver is not recovered in the process, it is effectively concentrated by the removal of zinc and
sulfur. The filter cake, therefore, contains zinc (as ferrite), lead (as sulfate), and silver that
makes it a valuable concentrate by-product from which the lead and silver (and often the residual
zinc) can be economically recovered in lead smelters such as the Onsan Smelter in South Korea
.
By contrast, most smelters do not purchase, or have available to them, silver rich zinc
concentrates and must manage the cake generated as a waste in surface impoundments and
landfills
. Thus, BRZ has been able to operate with a reduced waste stream compared to other
zinc operations, where the iron residue is usually discarded or stored in ponds on site
as waste .
Over the past 8 years, over $80 million in capital improvements has been invested by
BRZ to upgrade the processing capabilities of the Facility
. The Facility employed a staff of
about 300 employees during full production
. BRZ produces zinc ingots of 99 .995% purity,
equivalent to the highest quality (Special High Grade or "SHG") recognized by the LME
. (See
Exhibit K, Obeldobel Aff. at ¶¶ 4-5.)
The zinc metal is produced mainly as ingots of varying
sizes and shapes to suit the needs of the existing customers . In addition to ingots, BRZ produces
alloys, zinc powder for batteries, zinc sulfate monohydrate for use as a micronutrient in animal
feed and fertilizer, and other zinc compounds
. Since the United States is a major net importer of
zinc metal, there is a strong demand for BRZ's products in the area around St
. Louis, Missouri .
Unfortunately, the regional U .S
. zinc mines that have historically supplied BRZ are now
largely exhausted and have almost all closed
. (Exhibit A .) Sufficient quantities of available zinc
concentrates are geographically too far from the BRZ Facility to be economically attractive. The
exceptional shortage of zinc sulfide concentrates throughout the world has also made it difficult
for BRZ's owner, Korea Zinc Co ., Ltd ., to source sufficient concentrate for the operation .
Quantities of available zinc concentrate from HTMR are also finite and limited
.
In order to run economically, BRZ needs to operate at near full capacity . However,
sufficient domestic feed only exists for about 40% of the required capacity
. Consequently, the
facility has ceased production
. All but 20 of the workforce have been laid off and/or terminated .
(See Exhibit K, Obeldobel Aff. at 116-7.)
D.
Proposed LSXEW operation for Big River Zinc
In light of the success of the LSXEW process on the recovery of zinc from so-called
uneconomic ore deposits, ZincOx began a global search for other sources of zinc that may be
amenable to such process technology .
EAFD was the obvious choice since it is similar in
physical and chemical makeup as compared to ore but frequently has a higher zinc grade
.
Having established EAFD as an attractive source of zinc, ZincOx was drawn to BRZ because it
will benefit significantly from such a proximal and abundant source of new feed
. ZincOx is in
the process of acquiring BRZ .
Under ZincOx's ownership, BRZ is proposing to spend over $40 million to restart zinc
operations utilizing ZincOx's LSXEW process
. The LSXEW process represents a revolutionary
innovation in zinc reclamation technology given its ability to recover zinc from what
traditionally has been considered uneconomic low quality feed
. By installing LSXEW
technology, BRZ will be able to treat a far wider range of feed materials, including oxide ores,
oxide concentrates, and EAFD . While primary oxide zinc resources are uncommon in the United
States, there are several small deposits in Mexico that may in time be brought on stream to
supply BRZ
. Of more immediate importance is the use of EAFD as a feedstock, given that it is
high grade (when compared to many primary zinc oxide ores) and is plentiful and available to be
sourced from within the United States
. BRZ will utilize ZincOx's proprietary technology to
further process EAFD reclaimed at the numerous steel mills operating within the region
. Using
EAFD as feedstock in production operations as a supplement to the zinc sulfide concentrate and
HTMR concentrate will resolve the Facility's raw material deficiencies, allowing the Facility to
operate profitably .
As described previously, the ZincOx LSXEW process uses a purification system
("SX")
that allows the purification of zinc sulfate solutions to be undertaken much more efficiently than
the conventional processes used in electro-refineries, thereby allowing the processing of ores and
other feedstocks, including EAFD, without prior concentration
(i.e., by direct treatment) .
Because of this efficiency, impurity levels found in these feedstocks are not critical to production
economics .
The LSXEW technology involves zinc dissolution (leaching), purification by solvent
extraction, and final metal recovery by electrolysis (electrowinning)
. At the BRZ Facility, the
electrowinning will be performed in the existing electrowinning facility, so that installation of
equipment for the LSXEW process will be required solely for the receiving, leaching, and
solvent extraction steps .
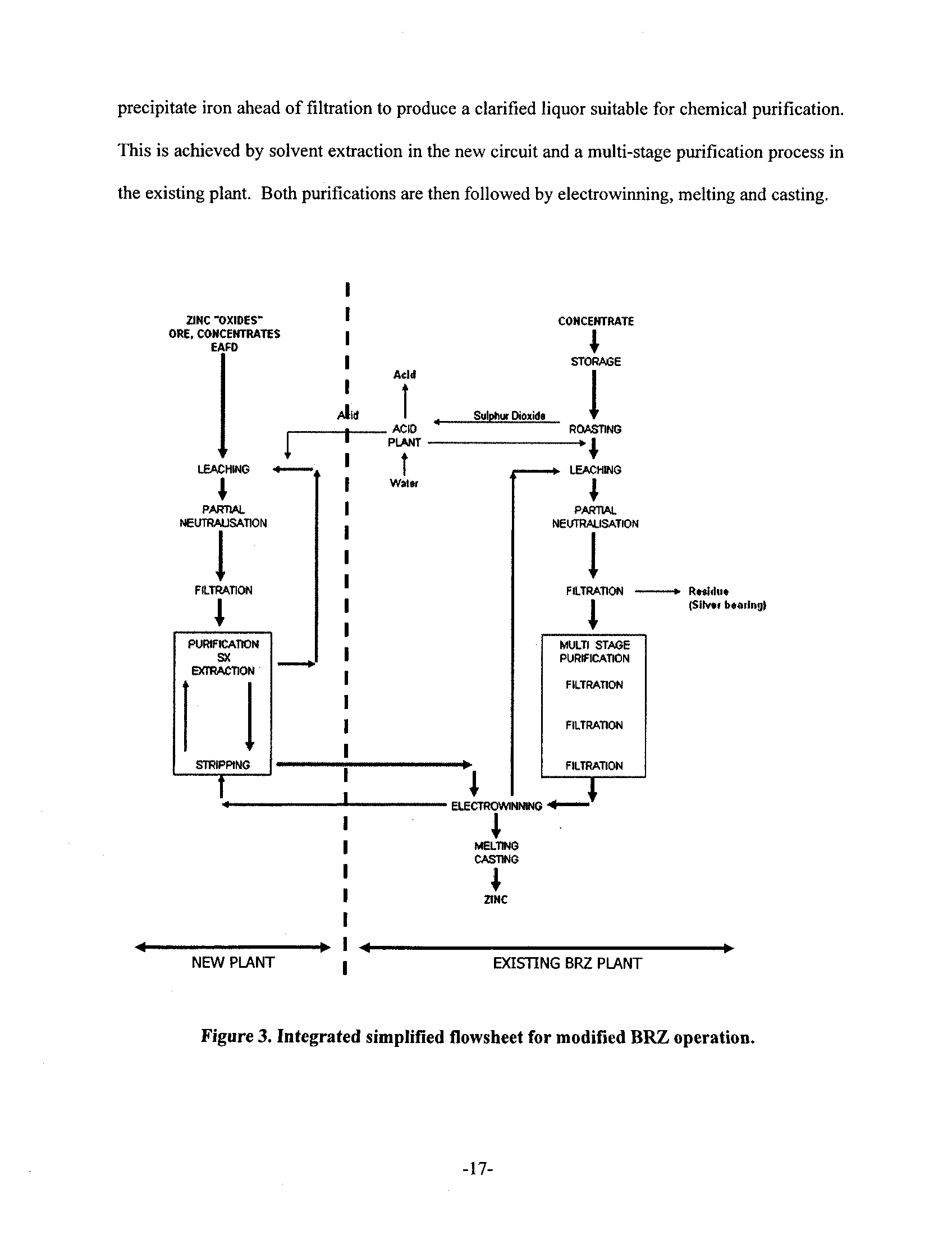
A simplified integrated flowsheet for the BRZ Facility after the
installation of the new leaching and solvent extraction equipment is shown in Figure 3
. This
figure illustrates the similarity of the new process with the existing circuit
. Both circuits involve
the dissolution of zinc oxide in dilute sulfuric acid
. The zinc feed into this initial process step for
the LSXEW process will primarily be EAFD, while the feed for the conventional operation is
zinc oxide calcine or HTMR concentrate
. The leaching is followed by partial neutralization to
precipitate iron ahead of filtration to produce a clarified liquor suitable for chemical purification .
This is achieved by solvent extraction in the new circuit and a multi-stage purification process in
the existing plant. Both purifications are then followed by electrowinning, melting and casting
.
ZINC -OXIDES"
ORE, CONCENTRATES
EAFD
LEACHING
I
PARTIAL
NEUTRALISATION
I
FILTRATION
1
PURIFICATION
sx
EXTRACTION
STRIPPING
I
I
CONCENTRATE
I
I
STORAGE
Acid
Ad
I ACIDI r
SulpliiDioxide
ROASTING
PLANT I
I
I
I
--~i LEACHING
wale,
I
I
I
(Sit",
bearing)
I
I
I
I
1
I
• 0.
NEW PLANT
I
EXISTING BRZ PLANT
4
MELTING
CASTNG
4
ZINC
1
PARTIAL
NEUTRALISATION
MULTI STAGE
PURIFICATION
FILTRATION
FILTRATION
FILTRATION
t
NNING4-.4
I
FILTRATION ---+ Residue
Figure 3
. Integrated simplified flowsheet for modified BRZ operation .
As explained in the Figure 3 schematic, the main difference between the LSXEW and
conventional processes is in the purification step .
In conventional purification, impure zinc
sulfate solutions are treated so as to remove sequentially those impurities that would interfere
with or contaminate the product of zinc electrolysis
. The LSXEW process, however, extracts the
zinc from the impure solution leaving behind all the other elements (whether deleterious or
benign). It is therefore a more efficient and comprehensive purification system
. For example,
the halides that cause such problems for conventional plants are not extracted by the organic and
will simply be left behind when the zinc is extracted into the electrolyte.
BRZ intends to construct the necessary equipment to utilize the LSXEW process at the
Facility
. This equipment will allow the recycling of zinc from EAFD into high purity zinc-
bearing solutions that will then be fed into the refinery's zinc electrowinning circuit
. It is BRZ's
intention to continue operating the traditional extraction method for available zinc concentrates
produced from sulfide ore and/or EAFD via HTMR processing .
It is estimated that this
feedstock will account for approximately one-third of recently suspended production levels,
equivalent to 30,000 tonnes per year
. A parallel leaching and purification system will be built
utilizing the LSXEW process
. Both the traditional extraction process and the LSXEW process
will feed zinc bearing solutions into the electrowinning circuit where zinc will be electro-
deposited on cathodes before periodic removal, melting and casting
. The zinc from EAFD will
simply supplant zinc from imported concentrate, and the resulting product will be sold to the
existing zinc metal market
. (Additional information on the LSXEW process proposed for BRZ
is included in Exhibit L, which is designated as Trade Secret
.)
BRZ is a well run operation with a strong management team, an experienced and skilled
workforce, and a strong customer base
. The primary product is high purity zinc metal
(-99 .995% Zn) . It is initially anticipated that 30,000 tonnes of high purity zinc metal will be
produced from EAFD per year. This represents a final product that can be used in galvanizing
and other applications . BRZ estimates that, once fully operating again using the LSXEW
technology, the Facility will employ approximately 300 people, similar to the level historically
employed at the Facility . Based on the timing of its proposed installation of the LSXEW process
at the Facility, including associated approvals required to commence construction, BRZ hopes to
maintain a reduced operation over the next 18 months while the EAFD facility is constructed, so
the work force and customers can be maintained
.
E.
Sources and Management of EAFD
To access the EAFD market, ZincOx has formed a strategic alliance with Envirosafe
Services of Ohio, Inc.
(`ESOP')
. ESOI is one of the largest management, treatment, and disposal
companies of EAFD in the United States . It maintains key contracts with EAF steel mills for the
management of EAFD and brings with it a trusted expertise in its management . ESOI also
brings proven technology for the handling and management of industrial residues. (Group
Exhibit M.)
Only EAFD of a sufficient quantity of recoverable zinc will be accepted at the Facility as
determined by a pre-acceptance evaluation . While EAFD with high zinc concentrations is most
desirable, the market price for zinc will determine the minimum zinc concentration in EAFD that
can be economically recycled at any time .
Numerous steps will be taken to prevent loss of EAFD during processing activities at the
BRZ Facility.
Incoming EAFD will be transported by highway or rail and managed as a
regulated RCRA hazardous waste until it arrives at the Facility . The vehicles will be kept closed
at all times except for sampling and unloading . A Contingency Plan, Training Plan, Inspection
Plan, and a Partially Reclaimed Product Analysis Plan will be developed in accordance with
RCRA Subtitle C guidance .
Unloading will take place using systems equipped with emission controls that are
designed to prevent releases of EAFD product and include baghouses to control emissions . The
existing raw material unloading structure will be redesigned and renovated or rebuilt, as
appropriate, to provide an enclosure that will prevent releases during unloading
. The Facility
will contain two segregated unloading areas - one for rail car unloading and one for truck
unloading. The unloading areas will operate with the doors closed where feasible and with no
visible emissions from the building . Both areas will be operated under negative air pressure with
air flow being managed through a baghouse cleaning system so as to avoid dust emissions . A
proposed design drawing for the unloading building is included in Exhibit N
. The air pollution
control system for the off-loading system will be permitted and the collected dust will be
recycled back into the slurry tank
.
The Facility will be designed and the EAFD processing operations will be conducted to
avoid any EAFD storage at the Facility
. When delivered to the Facility, EAFD in the rail cars
and trucks will be emptied in the raw material unloading structure directly from the rail car or
truck onto a screw conveyor that will lead to an adjacent tank where it will be slurried
immediately with a dilute acid solution to commence the leach phase of the recycling process
.
After the EAFD is slurried in the dilute acid, it will be transferred to pre-leach tanks that also
serve to produce a consistent feed to the next phase of the leach process
. The tanks will meet the
standard environmental requirements for containment, inspection and control .
The LSXEW process consists of three recirculating liquid circuits that produce two waste
streams - a liquid effluent that can be pretreated and discharged to the local publicly owned
treatment works and a filter cake residue
. The filter cake residue generated from the LSXEW
process will be managed as a newly generated waste in compliance with all RCRA regulations .
The residue will be managed as nonhazardous waste or characteristically hazardous waste, as
appropriate after characterization
. If the residue is hazardous, on-site de-characterization may be
performed
. The residue will be transported off-site to a properly permitted landfill in units such
as
rail cars, roll-off boxes, dump trailers, and/or dump trucks, also in accordance with applicable
laws and regulations .
The new process does not require roasting and therefore will significantly reduce the air
emissions that are currently generated at BRZ
. At recently suspended production levels, roasting
was performed on 100% of the zinc concentrate received and will be reduced by approximately
one-third, depending on the availability of domestic and international sulfide concentrate
.
F.
Market Demand for BRZ Products from LSXEW Process
The LSXEW process as implemented at BRZ will have four outputs . Two outputs, as
discussed further below, are products
- zinc metal, currently valued at $1,200/tonne, and
cadmium/copper cement, valued at approximately $200 to $800/tonne
. The other two outputs
are waste streams with negative value
- a filter cake residue and wastewater effluent . The
previous section discusses management of the filter cake residue
. The Facility has a permit that
addresses discharge of the wastewater to the local wastewater treatment facility .
Use of the LSXEW process at the Facility will not change the products produced or
BRZ's customer base for its zinc products
. The LSXEW process produces zinc ingots of
99.995%
purity, equivalent to the highest quality (Special High Grade or "SHG") recognized by
the LME
. The zinc metal will be produced mainly
as ingots of varying sizes and shapes to suit
the needs of the existing customers
. In addition to ingots, BRZ will also continue to produce
alloys, zinc powder for batteries, zinc sulfate monohydrate for use as a micronutrient in animal
feed and fertilizer, and other zinc compounds
. The treatment of EAFD will also result in a
modest amount (500 tonnes per year) of a mixed copper cadmium "cement
." Similar products
have been regularly sold by BRZ to companies that recover the valuable copper and cadmium
via their processes .
Since the United States is a major net importer of zinc, there is a strong demand for
BRZ's products in the area around St . Louis, Missouri
. In fact, BRZ is confident that all of the
zinc produced from EAFD can be sold to BRZ's two largest customers, Steel Dynamics and US
Steel . (Exhibit K, Obeldobel Aff. at ¶¶ 8
.) In any event, a market for zinc metal is guaranteed
by the LME, an international open marketplace that is obliged to purchase available zinc from
any supplier at prevailing market rates . (Exhibit 0.)
III.
SECTION 720
.131(c) CRITERIA FOR BRZ'S SOLID WASTE DETERMINATION
BRZ
is seeking a solid waste determination to allow the use of EAFD
as a feedstock for
its refining operations employing the technologically revolutionary LSXEW process at its
Facility
. Given the physical and chemical similarities between non-sulfide zinc ore and EAFD
and the ability of LSXEW to utilize EAFD as feed to produce zinc products, BRZ is entitled to a
determination that EAFD received at the Facility is not a solid waste because it is a recycled
material that has been "reclaimed but must be reclaimed further before the materials are
completely recovered ." 35 111 . Adm
. Code 720.130(c)
. Such a determination is consistent with
the goal of Section 720
.130 and Illinois EPA's policy of encouraging
hazardous
waste recycling .
In considering BRZ's Petition for a solid waste determination, the Board must apply the
factors in Section 720
.131(c) in order to determine whether the EAFD is commodity-like
. The
preamble to the analogous federal rule provides that the Board "may weigh these factors
as [it]
sees fit, and may rely on any or all of them to reach a decision
." 50 Fed . Reg
. 614, 655 (Jan . 4,
1985). BRZ can establish all six factors
. As demonstrated below, based on the proposed use of
EAFD at the Facility, EAFD is commodity-like when received by BRZ for recycling, and the
requested solid waste determination from the Board is warranted .
A.
The degree of processing EAFD has undergone and the degree of further processing
that is required .
The first factor for consideration in evaluating a petition for a solid waste determination
is the degree of processing that the material has undergone and the degree of further processing
required in order to produce a saleable product
. 35 Ill . Adm . Code 720 .131(c)(1) . Given the
innovation of the LSXEW process, the EAFD that BRZ will be receiving at the Facility has
undergone sufficient reclamation such that it constitutes a partially reclaimed material that can be
used directly as an economic feedstock in the LSXEW refining process
.
Over 90% of steel is galvanized
(i.e.,
contains zinc as a protective coating) . The zinc
contained in the scrap steel has value if it can be reclaimed
. EAFs almost exclusively utilize
scrap steel as the primary feed stock in the production of new steel
. In an EAF, zinc is separated
from scrap steel and concentrated
. The process of generating concentrated zinc oxide in the form
of EAFD through high temperature metal scrap recycling clearly constitutes reclamation
. This
processing at the steel mill results in dramatically increased zinc concentrations from scrap steel
to the EAFD. (Exhibit H
.) BRZ will only accept EAFD from mills that utilize zinc containing
feeds such as scrap steel .
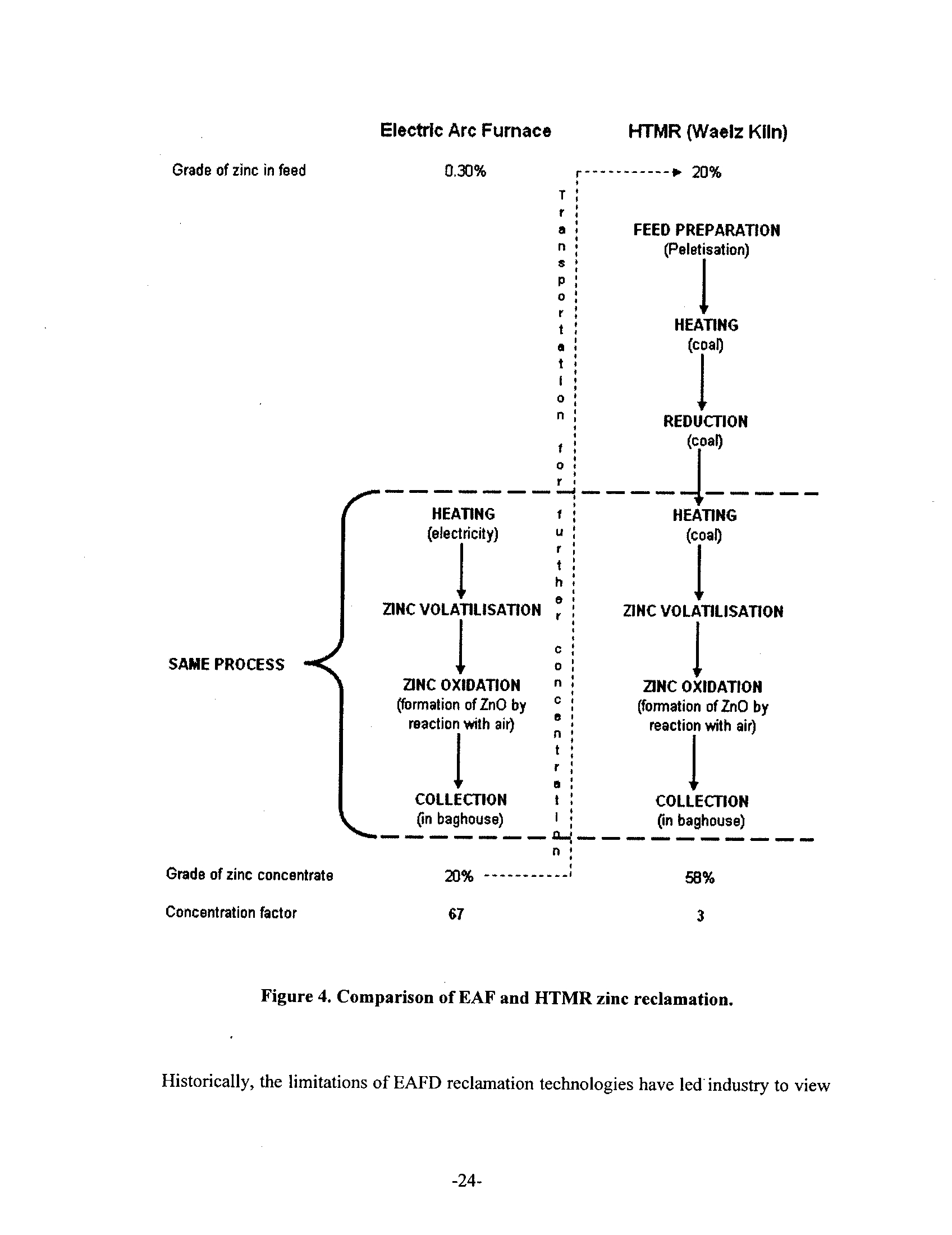
In an EAF, the process of reclaiming zinc is fundamentally the same as that employed by
HTMR -
a long-recognized zinc reclamation process and the identical process approved by the
Board in the BRZ 1999 Adjusted Standard . In fact, the initial processing of zinc within an EAF
is far more effective than HTMR as it increases zinc concentrations by a factor of 70 times as
opposed to the modest factor of 3 times for HTMR, as demonstrated below in Figure 4 .
Grade of zinc in feed
0
.30%
r + 20%
T '
a
FEED PREPARATION
•
0
(Peletisation)
P
0
r
t
HEATING
•
(coal)
0
t
1
•
REDUCTION
(coal)
1
ZINC VOLATILISATION r
ZINC VOLATILISATION
SAME PROCESS
1
o
ZINC OXIDATION
1
n
ZINC OXIDATION
(formation of ZnO by
°
(formation of ZnO by
reaction with air)
reaction with air)
1
e
1
COLLECTION
t
COLLECTION
(n baghouse)
I ,
(n
baghouse)
- - - - - - -
n-
- - - - - - - - - -
20% '
Grade of zinc concentrate
58%
Electric Arc Furnace
HTMR (Waelz Kiln)
I
0
HEATING
r
HEATING
(electricity)
U
r
(coal)
t
hi
Concentration factor
67
3
Figure 4
. Comparison of EAF and HTMR zinc reclamation
.
Historically, the limitations of EAFD reclamation technologies have led industry to view
-24-
EAFD as a regulated waste requiring off-site disposal or extensive processing to remove
associated impurities before the material could be considered "commodity-like ." From a
regulatory standpoint, therefore, the degree of zinc processing occurring within an EAF has
generally been ignored . The introduction of the LSXEW process to zinc reclamation
applications fundamentally alters this analysis . EAFD can now be introduced into a zinc refining
operation as a raw material supplement or replacement for the non-sulfide zinc ores
. It is
therefore "commodity-like" as processed at the steel mill using, in effect, the same HTMR
process as approved by the Board in the BRZ 1999 Adjusted Standard .
B.
Value after reclamation as EAFD .
The second factor for consideration is the value of the material after it has been
reclaimed. 35 Ill. Adm. Code 720 .131(c)(2)
. This factor requires demonstration that the first
reclamation step has increased or contributed to the value of the material such that there is a
market for the material
. Valuation is an elusive issue when dealing with EAFD which, absent
reclamation, must be disposed of as hazardous waste . The value of EAFD to BRZ is clearly
significant as the availability and use of this feedstock in the LSXEW transforms the BRZ
operation from a shuttered plant to a viable enterprise, directly employing 300 people
.
EAFD has a grade of about 20% zinc
. At the current zinc price of $2,300 per tonne, this
represents a contained-zinc value of $460 per tonne of EAFD
. This compares to about $230 for
Skorpion mine ore where the grade of the ore is 10%, or about half that of EAFD . The Skorpion
mine ore is of sufficient grade (value) to provide a very attractive investment return on the $450
million capital development cost for that project
.
EAFD is currently valued for its zinc content through recycling by HTMR. This is a
well-established reclamation practice that consumes approximately 60% of all EAFD generated
in this country
. There is strong competition for this material among the recycling companies
.
While HTMR requires additional processing before a final product is generated, the zinc
contained in EAFD is still recognized as a valuable input to the recycling process .
Because of the revolutionary LSXEW process, EAFD, for the first time, is a valuable
material in its initially reclaimed form when delivered to BRZ as a substitute for natural ores and
concentrates . The consequence of this technology is the creation of a new market for a material
that would otherwise need to be disposed or further processed before being transformed from an
inherently waste-like material into a usable feedstock .
The value of EAFD when employed in the LSXEW process is self-evident . The ability to
utilize recovered EAFD as an economic feedstock dramatically reduces the costs of the raw
materials utilized at the BRZ Facility and resolves concerns regarding the availability of
sufficient raw material supplies . The use of EAFD at BRZ therefore adds critical value to the
operation, transforming a shuttered facility into a profitable and extremely beneficial recycling
operation
. In the process, the use of EAFD in the LSXEW process at one facility, BRZ, will
have the dramatic effect of increasing the amount of overall EAFD recycling in the United States
by 30% .
As with ore deposits, not all zinc bearing material will be economical to treat. The
viability of its treatment will depend on various factors, including
:
•
The zinc price
•
Operating costs
•
Zinc grade of the EAFD
The minimum grade that can be treated economically will vary from time to time depending on
the factors above
. At the Skorpion mine, the feasibility study concluded that the economic cut
off grade for zinc in ore, over the life of the open pit, was about 3 .81 to 3 .91 % zinc . (Exhibit D
at 7.2.2.) For further information on the value and the grade of EAFD acceptable at BRZ, see
Exhibit L
. In the EAFD supply agreement to be entered into between ESOI and BRZ (attached
as Exhibit P, and designated Trade Secret), a minimum acceptable grade for EAFD is foreseen .
Material under this grade will not be processed at BRZ and will continue to be stabilized and
landfilled by ESOI .
C.
The degree to which EAFD is like an analogous raw material .
The third factor for consideration in making a solid waste determination is the degree to
which the material is like an analogous raw material . The examination of this factor is twofold :
first, similar constituents must be present to those found in the raw material, and, second, the
material must not contain significant amounts of hazardous constituents not found in the raw
material . Material similar to ore raw material is cited by U
.S . EPA in the preamble to the
original rule as an example of material that is like an analogous raw material
. 50 Fed. Reg. at
655 .
"If the initially-reclaimed material can substitute for a virgin material, for instance as
feedstock to a primary process, it is more likely to be commodity-like ." Id.
BRZ is proposing to
use EAFD in the precise manner anticipated by the rule -- as a feedstock to replace mined
sources of zinc .
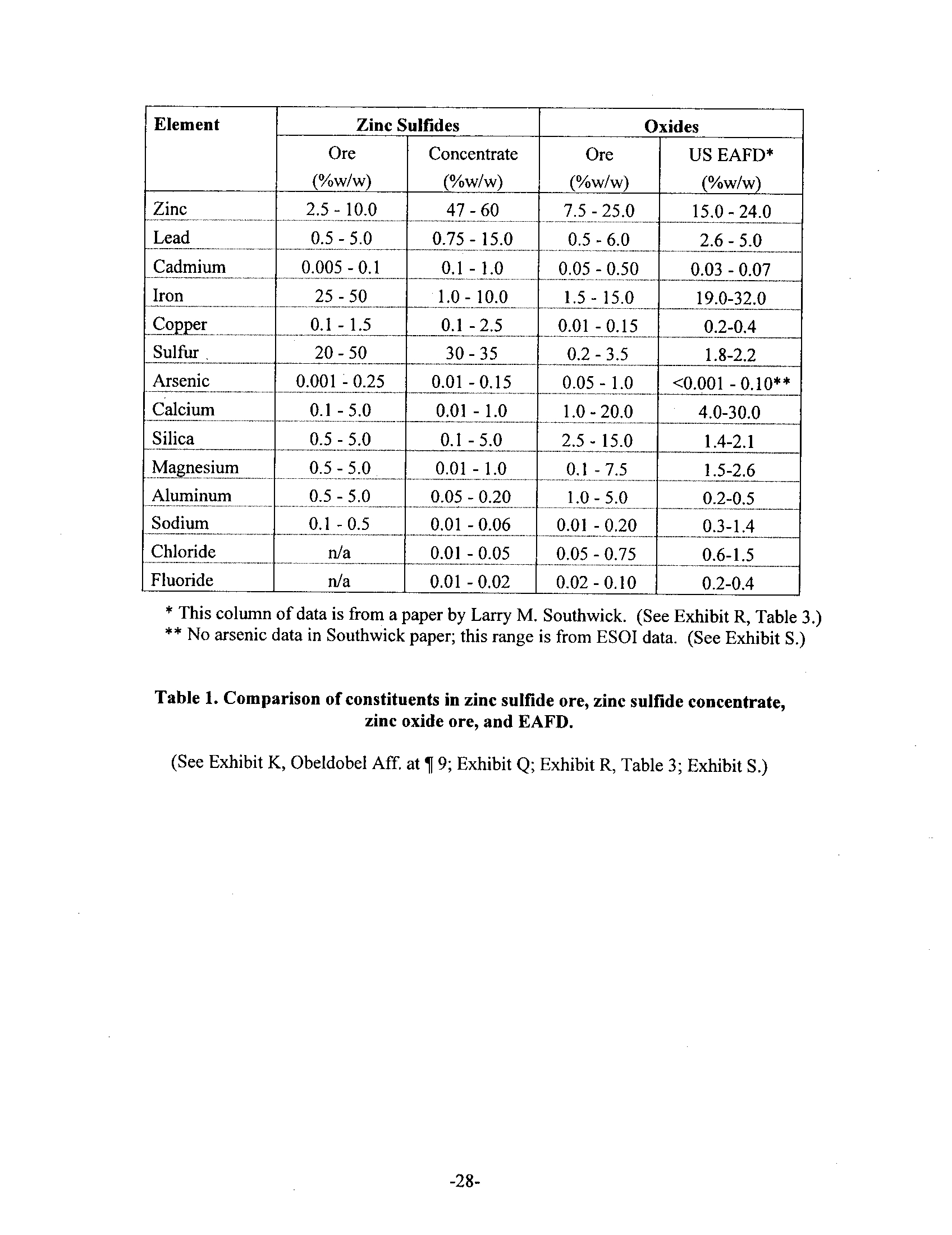
Zinc oxide ores are formed in nature by complex interactions between other matter
occurring in the deposit and ore minerals, air, water, and host rock chemistry
. Consequently no
two zinc oxide ores are the same . EAFD contains a variety of other elements all of which occur
to a greater or lesser extent in certain naturally occurring zinc ores
. Ultimately, the constituents
in EAFD, and the composition of the EAFD, are within the range generally found in naturally
occurring zinc deposits and is a partially reclaimed analogous feed substitute for zinc oxide ores
.
Table I provides a comparison of raw zinc sulfide ore, zinc sulfide concentrates, zinc oxide ore,
and EAFD .
**
* This
No arsenic
column of
data
data
in
is
Southwick
from a paper
paper
;
by
this
Larry
range
M
.
is
Southwickfrom
ESOI
. (See
data
.
Exhibit
(See Exhibit
R, Table
S.)3.)
Table 1
. Comparison of constituents in zinc sulfide ore, zinc sulfide concentrate,
zinc oxide ore, and EAFD
.
(See Exhibit K, Obeldobel Aff
. at ¶ 9 ; Exhibit Q ; Exhibit R, Table 3
; Exhibit S .)
Element
Zinc Sulfides
Oxides
Ore
(%w/w)
Concentrate
(%w/w)
Ore
(%w/w)
US EAFD*
(%w/w)
Zinc
2
.5-10.0
47 - 60
75-250
150-240
Lead
0.5-5 .0
0
.75-15.0
05-60
26-50
Cadmium
0.005-0.1
01-10
005-050
003-007
Iron
- 25
- 50
10-100
15-150
19 0-32 0
0.1-1 .5
01-25
001 -0 15
0 2-0 4
Sulfur
20-50
30
- 3-5---
02-35
1 8-22
Arsenic
0.001
-0.25
001
-015
005-10 <0 001 - 0 10**
Calcium
0.1-5
---------------
.0
--_----
001-10
10-200
4 0-30 0
Silica
0.5-5.0
0 1-5.0
25- 150
1 .4-2.1
Magnesium
05-5 .0
001-10
01-75
1
.5-2.6
Aluminum
0.5 - 5 .0
005-020
10-50
0 2-0 5
Sodium
0.1
- --
-0-
--------------
.5
----
001 -006
001 -020
0.3-14
FluorideChloride
n/aa
001
0.01-0
-005
.02
0005-075.02-0.10
00.6-1.2-0.4.5 .-
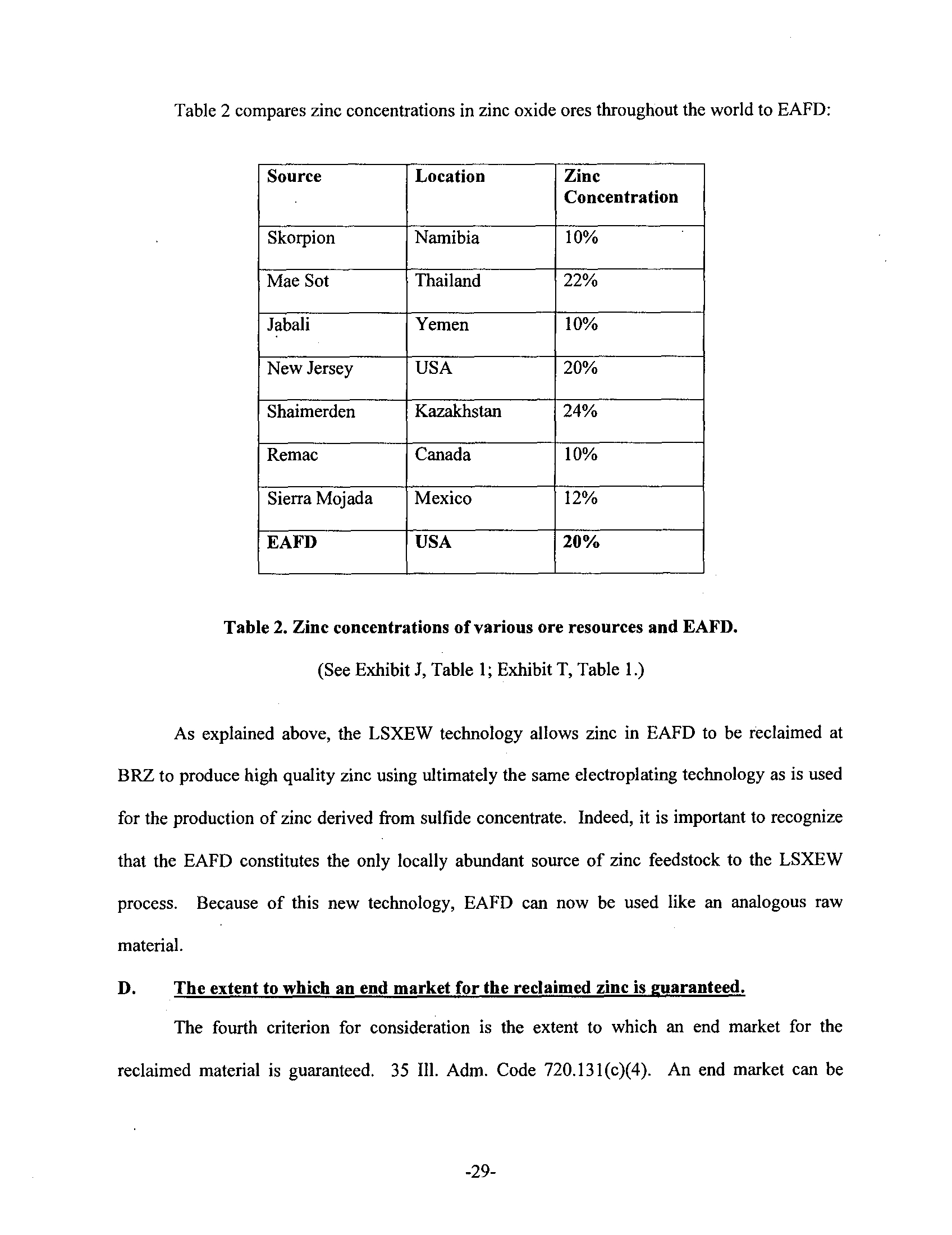
Table 2 compares zinc concentrations in zinc oxide ores throughout the world to EAFD
:
Table 2. Zinc concentrations of various ore resources and EAFD .
(See Exhibit J, Table 1 ; Exhibit T, Table 1
.)
As explained above, the LSXEW technology allows zinc in EAFD to be reclaimed at
BRZ to produce high quality zinc using ultimately the same electroplating technology as is used
for the production of zinc derived from sulfide concentrate
. Indeed, it is important to recognize
that the EAFD constitutes the only locally abundant source of zinc feedstock to the LSXEW
process. Because of this new technology, EAFD can now be used like an analogous raw
material .
D.
The extent to which an end market for the reclaimed zinc is guaranteed .
The fourth criterion for consideration is the extent to which an end market for the
reclaimed material is guaranteed
. 35 Ill
. Adm
. Code 720.131(c)(4) . An end market can be
Source
Location
Zinc
Concentration
Skorpion
Namibia
10%
Mae Sot
Thailand
22%
Jabali
Yemen
10%
New Jersey
USA
20%
Shaimerden
Kazakhstan
24%
Remac
Canada
10%
Sierra Mojada
Mexico
12%
EAFD
USA
20%
shown through information on, "for instance, value, traditional
usage or contractual
arrangements." 50 Fed . Reg. at 655 .
This factor focuses in large part on ensuring that the
material will not be stored for significant periods of time and on avoiding the potential
environmental risk that such stockpiling could pose . 67 Fed. Reg. 52617, 52622 (Aug . 13,
2002) .
The BRZ Facility will be designed only to accept quantities of EAFD that can be
immediately processed
. No storage of EAFD prior to entering the production process will be
conducted at the Facility .
Because of the operating flexibility of the BRZ Facility with the
addition of the LSXEW process to use both EAFD and mined ore concentrates, BRZ can respond
to market pressures and availability of feedstocks
. Moreover, a strong market exists for the
reclaimed zinc ingots that will be produced .
As discussed above, zinc can be produced in multiple forms for a variety of applications
.
Currently, the United States is a net importer of zinc because domestic production is inadequate
to meet demand
. The most common use of zinc in the United States is its application in the
galvanization of steel
. Since there are a large number of steel mills located within a reasonable
distance of BRZ, the partially reclaimed zinc in EAFD can be obtained from those mills, fully
reclaimed at BRZ, and sold back to the very industry from which it was obtained
. Other routine
applications for zinc, including battery powder, reducing agents, die cast and brass mill
applications, and zinc oxide for use in rubber tires, ceramics, and additives in paint, and plant,
human, and animal health products, provide a long term guarantee for the continued market
demand .
During its long history of operations, BRZ has always been able to find ready markets for
its reclaimed zinc products
. Its customer base remains strong and viable
. (Exhibit K, Obeldobel
Aff
. at ¶ 8
.) The issue at BRZ has always been ensuring that its processing operations can be
conducted in a cost-effective manner, such that Facility operations remain profitable
. The largest
cost traditionally has been for raw materials, which typically have cost 50 to 70% of the value of
the products
. With the introduction of the LSXEW process and the expanded use of EAFD as
raw material feed, the BRZ operation becomes financially viable
.
Zinc, in common with other internationally traded metals, is not only traded but also
bought and sold through the LME
. The LME facilitates an orderly market for metals resources,
smoothing out uncharacteristic short term supply/demand variability and thus creating price
stability
. As part of this activity the LME will guarantee to buy zinc at its daily quoted price
.
There will, therefore, always be a buyer for BRZ's production because of the purity of the end
product produced by the LSXEW/electrowinning process (99
.995% Zn).
In sum, BRZ has an established customer base for its zinc products and, with the
implementation of the LSXEW process, will receive EAFD feedstock at a rate commensurate to
the demand from its customer base
. Because of the strong demand for zinc in the U
.S
. market, as
well as the ability to sell to the LME directly, BRZ has a long-term guaranteed market for its
zinc products .
E.
The extent to which the reclaimed material is handled to minimize loss
.
The fifth factor for consideration is the extent to which the reclaimed material is handled
to minimize loss . 35 Ill. Adm
. Code 720.131(c)(5)
. Demonstrating that the material is handled
to minimize loss shows that the material is considered a valuable commodity and that the
material is handled in a manner that is protective of the environment
.
Because EAFD is similar to ore materials that in many instances are prohibitively
expensive as a feedstock, BRZ has an economic incentive to properly manage the EAFD
throughout the system to minimize loss
. The cooperative arrangement between BRZ and ESOI
will ensure proper handling of EAFD and management of process residues .
ESOI, together with its sister company Conversion Systems, Inc
., has over 12 years of
extensive experience in shipping, receiving, treating, and disposing of EAFD . ESOI currently
owns and operates a RCRA Part B permitted hazardous
waste treatment, storage, and disposal
facility ("TSDF"). Approximately 80% of its operations are dedicated to the transportation,
stabilization and disposal of EAFD utilizing its patented Super Detox® treatment process . The
company has extensive experience operating on-site treatment facilities at customer sites, such as
steel mills (EAFD) and coal-fired electric generating facilities (flue gas desulfurization sludges)
.
The company has safely managed over 2 .5 million tons of EAFD
. (Exhibit M .)
ESOI provides full transportation services for steel mills, including rail car tracking and
management, preparation of all regulatory paperwork and shipping papers, and related regulatory
and engineering support services
. ESOI also operates the only facility of its kind in the country
to have direct rail service of EAFD into its containment building, allowing for environmentally
protective receipt of EAFD using of a wide variety of rail containers, including gondolas,
hoppers and intermodals
. ESOI's state-of-the-art facilities have sound compliance records, and
the company works cooperatively with regulators to continuously improve its operations .
Because ESOI operates under Subtitle C of RCRA, ESOI is well versed in the development and
implementation of Contingency Plans, Training Plans, Inspection Plans and Waste Analysis
Plans
. It is because of this extensive experience and knowledge that a strategic alliance has been
formed between ESOI and BRZ to ensure a viable market for and safe delivery of EAFD, and to
provide expertise and assistance in the permitting, construction, and operation of the BRZ
Facility . (Exhibit M .)
Numerous steps will be implemented in addition to the systems currently in place at BRZ
to ensure minimal loss of materials
. As explained above, the material will be transported in
tightly sealed vehicles by highway or rail and unloaded via enclosed systems equipped with
controls to prevent releases of material
. The off-loading facility will be enclosed with a floor,
walls, and a roof to prevent exposure to the elements
(e.g., precipitation, wind, run-on), and to
assure containment of EAFD
. BRZ will maintain a baghouse or an equivalent device on all Air
Pollution Control Systems managing the off-loading building ventilation and hoods used for rail
car and truck unloading
. BRZ will take measures to control fugitive dust emissions such that any
openings (doors, windows, vents, cracks, etc
.) exhibit no visible emissions through the use of
negative pressure inside the building and the use of a slurry system to minimize dusting when
unloading
. In addition, all associated particulate collection devices
(e.g., fabric filter,
electrostatic precipitator) will be operated and maintained with sound air pollution control
practices and the recovered dust will be reintroduced into the process via the slurry tank
. The
"no visible emissions" standard will be maintained effectively at all times during routine
operating and maintenance conditions, including when vehicles and personnel are entering and
exiting the building and during the unloading of rail cars and trucks
. The material will be
unloaded directly into the closed loop LSXEW process
.
In sum, the unloading and processing of EAFD at the Facility will be enclosed,
minimizing losses of its valuable EAFD feedstock
. Since zinc in EAFD is by far the greatest
source of revenue (greater than 90%) from the new facilities to be installed at the BRZ Facility,
its value is critical and loss reduction is paramount in exactly the same way as it would be for
any conventional mining or refining operation
.
F.
Other relevant factors
.
The final consideration for the Board to make involves looking at any "other relevant
factors." 35 111
. Adm. Code 720 .131(c)(6).
1 .
Policy considerations
The benefits to be gained by the use of the LSXEW process at the BRZ Facility are
as
dramatic as the technology itself First, the LSXEW process will yield numerous measurable
environmental gains, including increased EAFD recycling, decreased hazardous waste disposal,
and reduced resource and environmental impacts associated with traditional
mining operations.
From an economic standpoint, the LSXEW technology represents BRZ's
sole opportunity to
continue to exist and prosper as a commercial long term enterprise
.
Employing LSXEW at this one facility alone is expected to have a profound effect on the
rate of EAFD recycling within the United States
- increasing the overall recycle rate for EAFD
across the country by 30%
. Such a result is clearly consistent with both Illinois Environmental
Protection Agency and U.S
. EPA policy encouraging the recycling of waste .'
The requested
solid waste determination will reduce operational and disposal costs at the BRZ Facility,
thereby
enabling BRZ to maximize recycling from EAFD
.
The recovery of zinc from EAFD by the LSXEW technology will
reduce resource
depletion and environmental impacts associated with zinc mining operations .
By replacing a
portion of the plant feedstock with EAFD, less zinc will need to be sourced
from mined ore .
This plays an important role in the conservation of the natural resources of zinc
. It also reduces
the environmental impacts of mining that have long been associated with contamination
of the
air, land and water and the generation of large volumes of waste rock and mine tailings
. This
reduction in waste generation is evident when comparing
conventional zinc sulfide mining
exclusion
used
In fact,
in this
for
U.Smanner
.
waste
EPA's
that
to
proposed
be
is
excluded
recycled
hazardous
from
by
the
being
waste
definition
reclaimed
recycling
of
within
solid
rule
the
(68
wastesame
Fed
.
.
The
industry,
Regproposed
. 61558)
and
rule
the
would
process
provides
allow
thatanEAFD
BRZ hopes to implement would meet that proposed provision
. Accordingly, the solid waste
determination
hazardous wasteBRZ
.
is seeking is in keeping with U
.S. EPA's goal of encouraging legitimate recycling
of
operations and EAFD in the LSXEW processes with respect to the ratio of waste generated to
zinc recovered -
the amount of waste generated from zinc recovered from EAFD is about 2
%2
times less than from conventional zinc sulfide mines
. (Exhibit U, designated
as Trade Secret .)
The replacement of zinc derived from mined ore with zinc from EAFD will reduce the
requirement for roasting at the BRZ Facility, and, therefore, air emissions at the BRZ Facility
will be reduced by more than 30% percent over historic operating levels
.
The benefit to the environment from the introduction of the LSXEW process at the BRZ
Facility is also evident when comparing the concentrations of constituents in the waste residues
that will be generated by the LSXEW process to the residues previously generated by BRZ's
now-discontinued conventional system and, for that matter, to the EAFD to be employed as
feedstock in BRZ's proposed metals recovery operation
. Based on systematic test work and pilot
scale studies, the LSXEW system's commercial value
as
an effective means to recover zinc,
copper, and cadmium from EAFD clearly demonstrates that the concentrations of these metals
will be substantially reduced in the LSXEW residue
as
compared to the incoming EAFD 3
Importantly, the LSXEW process also will contribute no additional toxic chemical constituents
to the waste residues .
Exhibit U details the concentrations of constituents found in BRZ's prior
conventional system waste residues
. Certainly, when compared to the EAFD and the anticipated
concentrations in the
. LSXEW process residues, the residues that are generated by the
conventional process at BRZ contain much higher concentrations of toxic metal constituents
.
2
The extent of the anticipated recovery of zinc through the LSXEW process is provided in
Exhibits U and V .
3 As explained above in Part II
.B .1, LSXEW uses a specially-formulated organic solvent to
extract zinc after the leaching step
. The LSXEW residue is separated from the aqueous phase
before contact with the organic phase
. After contact with the organic phase, the aqueous phase is
thoroughly filtered so as to remove any organic compounds, the presence of which would
compromise efficiency of the recycling process
.
(See constituent percentages in Exhibit V, designated as Trade Secret
.) In order to recover zinc
from EAFD, the LSXEW process changes the form of the zinc bearing compounds in EAFD
. At
the same time, the process dissolves cadmium and some of the copper and precipitates them in a
form that is sold as a product
. Lead is not recovered in the process but is chemically changed
from water soluble compounds to less soluble lead sulfate compounds as a result of its
dissolution and the availability of sulfate ions in the sulfuric acid leach solution
. In addition, any
acid-soluble hexavalent chromium reports to the effluent stream, which is treated so as to reduce
the valency of the chromium to the environmentally benign trivalent form .
Ultimately, the LSXEW process and any necessary decharacterization will produce a
final residue that will be non-hazardous and, in fact, should meet the criteria for alternative daily
cover usage
. All non-recoverable elements will be split between the wastewater (dissolved) and
the filter cake (un-dissolved)
. The wastewater will be treated at BRZ so that it will be acceptable
by the PChem and American Bottoms facility
. The characteristics of the filter cake will be
assessed in the same manner as a filter cake generated from the extraction of zinc from
analogous oxide ores to determine if it must be decharacterized prior to shipment off-site or can
be directly disposed
. Ultimately, less zinc, cadmium, and copper will be landfilled, and the filter
cake from the LSXEW process will be managed and disposed in the same way as filter cake
generated from analogous oxide ores.
Finally, the social-economic impacts of the proposed LSXEW operation support a finding
that EAFD, when used as BRZ is proposing, is commodity-like
. The fact that the LSXEW
process is a proven technology already being used to process zinc ores demonstrates that this
technology will be effective at BRZ
. By implementing this technology for EAFD recycling, the
proposed BRZ LSXEW operation transforms a shuttered business into a viable industrial
enterprise, preserving numerous jobs and contributing to the prosperity of an economically
challenged region of the State of Illinois
.
2
.
BRZ and Horsehead Solid Waste Determinations
The Board should also consider previous solid waste determination adjusted standards
that the Board has granted for zinc reclamation, in particular, the BRZ 1999 Adjusted Standard
and the standard granted in 2000 to Horsehead Resource and Development Company,
In re
Petition of Horsehead Resource and Development Company,
AS 00-2 ("Horsehead Adjusted
Standard")
. The Opinion and Orders of the Board in both cases are attached, respectively, as
Exhibits W and X
.
In these prior determinations, the Board found, respectively, that BRZ's zinc oxide
feedstock (material reclaimed from EAFD) and Horsehead's crude zinc oxide product (material
partially reclaimed from EAFD) were commodity-like . (Exhibit W at 1, 15, 17; Exhibit X at 1,
16.)
In both cases, EAFD was being partially reclaimed through HTMR to produce a product
similar to zinc ore concentrates
. (Exhibit W at 5-7 ; Exhibit X at 4-7.) The LSXEW process that
BRZ now wants to employ represents the next step in the evolution of EAFD reclamation
technology
. Because the LSXEW process can utilize EAFD material directly, the reclamation
that has occurred at the scrap steel EAF is now sufficient reclamation to produce a material,
EAFD, that is an economic feedstock that can be used to supplement the production of high
quality zinc products at the BRZ Facility
. Accordingly, the findings in the BRZ 1999 Adjusted
Standard and the Horsehead Adjusted Standard support a finding that the EAFD that BRZ will
utilize in the LSXEW process is commodity-like
.
IV. SECTION 104 .406 ADJUSTED STANDARD PLEADING REQUIREMENTS
Section 720
.133 requires that the Board use the procedures of Subpart D of 35 Ill . Adm .
Code 104 in making a solid waste determination . Accordingly, BRZ provides the following in
support of the petition content requirements at 35 Ill
. Adm . Code 104 .406(a) through (1) :
A.
A statement describing the standard from which an adjusted standard is sought
.
Through the requested solid waste determination, BRZ is requesting relief from
the
applicability of the hazardous waste regulations at 35 Ill
. Adm. Code Part 720 et seq. to the
EAFD that BRZ will receive at the Facility and use as feedstock in the LSXEW zinc recycling
process
. In particular, BRZ is seeking an adjusted standard from the definition of solid waste at
35 Ill. Adm. Code 721 .102.
B.
A statement that indicates whether the regulation of general applicability was
promulgated to implement, in whole or in part, the requirements of the Clean
Water Act, Safe Drinking Water Act, Comprehensive Environmental Response,
Compensation and Liability Act, Clean Air Act, or the State programs concerning
RCRA, UIC, or NPDES.
The regulations of general applicability at 35 Ill . Adm
. Code Part 720 et seq. were
promulgated to implement the State of Illinois RCRA program
.
C.
The level of justification as well as other information or requirements necessary for
an adjusted standard as specified by the regulation of general applicability or a
statement that the regulation of general applicability does not specify a level of
justification or other requirements .
The requirements necessary for the requested adjusted standard are provided at 35
111.
Adm . Code 720
.131(c), and are discussed in Part III of this Petition
.
D.
A description of the nature of BRZ's activity that is the subject of the proposed
adjusted standard .
The activity at the BRZ Facility that is the subject of the requested
solid waste
determination is discussed above throughout Parts II and III
.
E.
A description of the efforts that would be necessary if BRZ were to comply with the
regulation of general applicability.
If BRZ were required to comply with the regulation of general applicability, the residues
generated at the Facility would need to be disposed as K061 listed hazardous waste
. This would
greatly increase the waste disposal costs for the Facility . Such costs would average at least $135
per ton, compared to disposal as nonhazardous waste at a RCRA Subtitle D landfill, which
would cost an average of $35 per ton . (Exhibit Y ; Exhibit Z .) Without the requested solid waste
determination, the costs to operate the LSXEW process at the BRZ Facility would therefore
significantly increase as well, potentially imperiling the viability of the project and the overall
operations of the refinery itself. Given that the residues are not likely to be characteristically
hazardous, the additional cost to dispose of the residues as K061 is an unnecessary expense .
In addition to the costs associated with disposal of residues as K061, BRZ could
potentially be subject to other RCRA requirements . Without the requested regulatory relief,
EAFD received for recycling in the LSXEW process would continue to be classified as a
hazardous waste . Accordingly, despite the fact that BRZ is a production facility, RCRA
hazardous waste obligations would apply to BRZ's management of its raw material feedstock,
EAFD. This would further burden BRZ with cost and regulatory issues that would not be
appropriate given the character of EAFD in the proposed LSXEW process at the BRZ Facility .
F.
A narrative description of the proposed adjusted standard as well as proposed
language for a Board order that would impose the standard .
Section 720 .131(c) provides language allowing the Board to make a solid waste
determination .
In the event that the Board requires additional language for this solid waste
determination, BRZ proposes the following :
The Board hereby determines that all electric arc furnace dust received by Big
River Zinc Corporation at its facility in Sauget, St . Clair County, Illinois, and
placed directly in the LSXEW zinc recycling process for use as feedstock is, upon
receipt by Big River Zinc, not a solid waste
.
No additional efforts or costs, other than those associated with installation of the LSXEW
process, will be necessary for BRZ to achieve or comply with the proposed solid waste
determination .
G.
The quantitative and qualitative description of the impact of BRZ's activity on the
environment if BRZ were to comply with the regulation of general applicability as
compared to the quantitative and qualitative impact on the environment if BRZ
were to comply only with the proposed adjusted standard
.
As discussed above in Parts ILE, III
.E, and III .F.1, the proposed LSXEW process would
impose no additional impacts on the environment as compared to existing activities at the
Facility .
If BRZ were to comply with the regulation of general applicability with the new
LSXEW process, the primary impact on facility operations would be that the residues generated
at the Facility would need to be disposed as K061 listed hazardous
waste (regardless of the
characteristic of the residues)
. This would dramatically increase the costs of the operation and
the long-term liability risks associated with ongoing disposal of waste residues at hazardous
waste landfills
. While the solid waste determination would allow BRZ to make a new waste
determination for residues generated, independent of the K061 designation for EAFD, no new
environmental impacts would result, because the wastes generated at the Facility will continue to
be managed and properly disposed in accordance with all applicable RCRA requirements .
Otherwise, operating the Facility pursuant to an adjusted standard offers numerous
environmental benefits. As discussed in Part III .F.1, because of the lowered costs associated
with operating the Facility with the regulatory relief provided by the solid waste determination,
BRZ can economically treat more EAFD, thereby maximizing the amount of EAFD recycling .
Perhaps most significantly, relief from regulation of facility residues as listed
hazardous waste
allows noncharacteristic material to be disposed in solid waste landfills in a manner identical to
noncharacteristic material from analogous oxide ores, thereby preserving hazardous waste
landfill capacity in the United States .
H.
A statement which explains how BRZ seeks to justify, pursuant to the applicable
level of justification, the proposed adjusted standard .
BRZ has explained its justification for the requested adjusted standard, based on the
factors for a solid waste determination enumerated at 35 111 . Adm. Code 720 .131(c), in Part III of
this Petition .
I.
A statement with supporting reasons that the Board may grant the proposed
adjusted standard consistent with federal law .
The Board may grant the requested solid waste determination consistent with federal
law,
as Sections 720 .130(c) and 720 .131(c) mirror the federal provisions at 40 C .F.R. §§ 260.30(c)
and 260 .31(c) .
J.
A statement requesting or waiving a hearing.
BRZ waives a hearing on this Petition .
K.
Supporting documents or legal authorities .
Documents in support of BRZ's requested solid waste determination are included in the
attached Exhibits and are referenced throughout this Petition . The legal analysis in support of
BRZ's requested solid waste determination is explained above in Parts I and III .
L.
Any additional information which may be required in the regulation of general
applicability.
The regulation of general applicability does not require any additional information .
V. CONCLUSION
The LSXEW process did not exist at the time of the K061 listing and therefore was not
considered in the rulemaking . However, what was considered and promulgated under RCRA
was the allowance for a new solid waste determination for commodity-like, partially reclaimed
materials requiring further reclamation, but classified as hazardous waste
. BRZ is entitled to an
adjusted standard in the form of a solid waste determination pursuant to 35 Illinois
Administrative Code 720 .130(c) for material that has been reclaimed but must be reclaimed
further before the materials are completely recovered . The EAFD that will be received by BRZ
at its facility in Sauget, Illinois, and processed using the LSXEW technology meets the criteria in
35 Illinois Administrative Code 720
.131(c) .
WHEREFORE, Big River Zinc respectfully requests that the Board grant this adjusted
standard
.
Dated: June 29, 2006
Respectfully submitted,
John W
. Watson
Sasha M. Reyes
BAKER & MCKENZIE LLP
One Prudential Plaza, Suite 3500
130 East Randolph Drive
Chicago, IL 60601
+1312 861 8000
CHIDMSI/2411400.18
he ttomeys for
Big River Zinc Corpora