EXHIBIT 4 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
1
JAMES E. HUFF, P.E.
Vice President
Expertise:
Wastewater Treatment Planning and Design
Stream Surveys/Antidegradation Analysis
Experience:
Since 1980, Mr. Huff has been vice president of Huff & Huff, Inc. responsible for projects pertaining to
wastewater treatment, design and operation, water quality studies, hazardous waste management,
groundwater and soil remediation, and compliance assessments.
Mr. Huff has directed 15 municipal wastewater treatment design projects. Examples of municipal design
projects are listed below:
-
Belt filter press system for aerobic digested sludge, with sludge mixer and control system.
-
Sludge storage pad with enclosure
-
Bar screen
-
Grit, washer replacement
-
Tertiary filter rehabilitation
-
Secondary/Tertiary high flow bypass with chlorine contact tank and flow measurement and
blending
-
Anaerobic digester supernatant treatment for ammonia removal using SBRs (1999 ACEC-IL
Engineering Excellence Merit Award project.)
-
Conversion from chlorine to sodium hypochlorite disinfection
-
Conversion of wet weather storage facilities to store-treat basins, with effluent disinfection
-
In-stream high purity oxygen injection into effluent and receiving stream for increasing stream D.O
-
1 million gallon excess flow storage/treatment concrete tank for new CSO with disinfection
Mr. Huff is currently the Project Manager for preparation of a Facilities Plan for the Village of New Lenox
and in 2007 completed for the Village of Barrington a Facilities Plan that evaluated the treatment options
for future nutrient removal and the need to upgrade to Class A sludge. Mr. Huff has also conducted
several CSO studies including Long-term Control Plans, Nine Minimum Controls, O&M Plans, and Water
Quality Impact Studies. He is currently working on CMOM evaluations for three communities. Two novel
in-stream aeration systems, using high-purity oxygen on a shallow Illinois stream, were designed by the
firm, and have operated successfully for over twenty years. In stream aeration feasibility is currently being
investigated on Salt Creek under a contract with the DuPage River/Salt Creek Work Group. Mr. Huff has
also completed two value engineering projects, one on an expanded wastewater treatment plant and the
other for an excess flow holding tank to offload the sewer system. The Galesburg Sanitary District
pretreatment ordinance and revisions have been prepared under Mr. Huff’s direction.
Mr. Huff has designed industrial wastewater treatment plants ranging in size from less than one thousand
gallons per day to eight million gallons per day. He has assisted two petroleum refineries with biological
nitrification issues and evaluated the impact an industrial user’s sodium sulfate discharge would have on
the POTW, including the anaerobic sludge process. Mr. Huff directed the treatablility studies for
breakpoint chlorination for ammonia discharge in an inorganic wastewater stream from a petroleum
refinery and assisted in the full-scale start up, and directed a treatablility study evaluating another
industrial discharger’s proposed sodium sulfate discharge will have on an Indiana POTW. Mr. Huff has
worked in a variety of industries on wastewater projects, including: petroleum refineries, cosmetics,
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 4 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
2
foundries, plating, printed circuit boards, inorganic and organic chemical plants, pharmaceutical
manufacturers, and meat packing. Examples of industrial wastewater designs are listed below:
-
Sequential batch reactors (SBRs) for BOD
5
/COD reduction at pharmaceutical plant, pretreatment
system subject to the Pharmaceutical Categorical Pretreatment Standards
-
Replacement of a rotary drum pre-coat filter with a belt filter press for cosmetic wastewater stream,
with polymer addition
-
Side stream SBR for nitrification on meat packing three-stage lagoon
-
Breakpoint chlorination for ammonia removal at chemical plant, petroleum refinery and also a
meat packer
-
Land application, with winter lagoon at chemical plant
-
Copper removal from printed circuit board facility using sodium borohydride
-
Integrated settling basin/ sludge drying beds at foundry
-
Completed a preliminary engineering evaluation for a chemical plant for upgrading its overloaded
wastewater land application system, which included conversion of the winter storage lagoon to an
aerated lagoon with an anaerobic first stage lagoon
He has also designed cluster wastewater treatment systems with subsurface discharge for seven residential
developers/country clubs, an outdoor event facility, and a temple. These systems are typically 10,000 to
20,000 gpd, utilizing two SBRs, computer controlled, followed by a large leach field. These unique
systems are permitted under the IDPH under a unique experimental use permit provision.
On the Fox River, Mr. Huff was project manager for a group of municipal dischargers on a project to
collect and analyze weekly water quality samples along the river, its tributaries, and outfalls at over 30
locations to establish a better database on un-ionized ammonia levels. Mr. Huff has directed fish, mussel,
benthic, and water quality surveys for municipal, storm water, and industrial discharges located on the
following waterways: Beaver Creek, Cedar Creek, Deep Run, Flint Creek, Mississippi River, Thorn Creek,
North Kent Creek, Tyler Creek, Kiswaukee River, Chicago Sanitary & Ship Canal, and Casey Fork Creek,
and has completed antidegradation studies as part of many of these studies. Thermal studies, mixing zone
studies, and multi-part diffuser designs have been completed for a variety of clients. A thermal study on
the Illinois River is on-going. Sediment sampling, Sediment Oxygen Demand, and habitat evaluations
have been completed on Salt Creek and the DuPage Rivers.
From 2004 to 2007, Mr. Huff was the lead consultant for NIPC (now CMAP) to review FPA requests for
consistency with the Commission’s Water Quality Management Plan. Mr. Huff has completed over 150
FPA requests, including the Facilities Plan associated with these. Antidegradation and nutrients have been
two major issues on many of these applications. Mr. Huff serves on the Illinois Nutrient Technical
Advisory Committee, representing the American Council of Engineering Companies – Illinois (ACEC-IL).
Mr. Huff has been involved in eleven site specific rule changes and adjusted standards in Illinois. These
studies have included ammonia, D.O., BOD
5
, TSS, TDS, and sulfates.
From 1987 through 1990, Mr. Huff was a part-time faculty member, teaching the senior level
environmental courses in the Civil Engineering Department at IIT-West in Wheaton, Illinois.
From 1976 to 1980, Mr. Huff was Manager of Environmental Affairs for Akzo Nobel Chemicals, a
diversified industrial chemical manufacturer. At Akzo, Mr. Huff was responsible for all environmental
activities at eight plants located throughout the United States and Canada. Technical work included
extensive biological and chemical treatability studies as well as designing new facilities, including two
wastewater pretreatment facilities, a land application system, and an incinerator system.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 4 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
3
Previously, Mr. Huff was an Associate Environmental Engineer in the Chemical Engineering Section at
IIT Research Institute (IITRI). Much of this work involved advanced wastewater treatment development,
including applying a combination of ozone/UV treatment of cyanide, PCB's, RDX, HMX, and TNT and
the use of catalytic oxidation of cyanide using powdered activated (carbon impregnated with copper in
refinery activated sludge units. At Mobil Oil's Joliet Refinery Mr. Huff was employed as an Advanced
Environmental Engineer during the construction and start-up of the largest grassroots refinery ever
constructed. Mr. Huff was responsible for wastewater training, permitting start-up, and technical support
as well as for water supply, solid waste, and noise abatement issues at the refinery from 1971 to 1973.
Membership
Illinois Association of Wastewater Agencies
American Council of Engineering Companies - IL
Environmental Committee 1999 – 2005
Chairman-June 2000-2004
Board of Directors – 2005-2009
Vice President-2007-2009
Water Environment Federation Member
Illinois Water Environment Federation
National Water Well Association
Licenses:
Registered Professional Engineer- Illinois
Class 2 Wastewater Operator-Illinois
Class K Industrial Wastewater Operator-Illinois
Education:
1966-1970
Purdue University, West Lafayette, Indiana
B.S. in Chemical Engineering
1970-1971
Purdue University, West Lafayette, Indiana
M.S.E. in Environmental Engineering
1974-1976
University of Chicago
Graduate School of Business. Part time
Honors:
Omega Chi Epsilon (Chem. Engr. Honorary)
President's Academic Award
Graduated with Distinction
Fellowship from the Federal Water Quality Admin.
Thesis:
"Destabilizing Soluble Oil Emulsions Using Polymers with Activated
Carbon," Major Professor, Dr. James E. Etzel
Selected Papers:
"Ozone-U.V. Treatment of TNT Wastewater," E.G. Fochtman and J.E. Huff, International Ozone Institute
Conference, Montreal, May 1975.
"Characterization of Sensory Properties: Qualitative, Threshold, and Supra-Threshold," J.E. Huff and A.
Dravnieks, American Water Works Assoc. Seminar, Minneapolis, MN, June 1975.
"Control of Rendering Plant Odors by Wet Scrubbers: Results of Plant Tests," R.H. Snow, J.E. Huff, and W.
Boehme, APCA Conference Boston, MA, June 1975.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 4 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
4
"Alternative Cyanide Standards in Illinois, a Cost-Benefit Analysis," L.L. Huff and J.E. Huff, 31st Annual
Purdue Industrial Waste Conference, Lafayette, IN, May 1976.
"Cyanide Removal from Refinery Wastewaters Using Powdered Activated Carbon," J.E. Huff, J.M. Bigger, and
E.G. Fochtman, American Chemical Society Annual Conference, New Orleans, LA, March 1977. Published in
Carbon Adsorption Handbook
, P.N. Cheremisinoff and F. Ellerbusch, Eds., Ann Arbor Science Publishers, Inc.,
1978.
"Industrial Discharge and/or Pretreatment of Fats, Oils and Grease," J.E. Huff and E.F. Harp, Eighth
Engineering Foundation Conference on Environmental Engineering, Pacific Grove, CA, February 1978.
"A Review of Cyanide of Refinery Wastewaters," R.G. Kunz, J.E. Huff, and J.P. Casey, Third Annual
Conference of Treatment and Disposal of Industrial Wastewater and Residues, Houston, TX, April 1978.
Published as: "Refinery Cyanides: A Regulatory Dilemma," Hydrocarbon Processing
, pp 98-102, January
1978.
"Treatment of High Strength Fatty Amines Wastewater - A Case History," J.E. Huff and C.M. Muchmore, 52nd
Conference - Water Pollution Control Federation, Houston, TX, October 1979. Published JWPCF
, Vol. 54, No.
1, pp 94-102, January 1982.
"A Proposal to Repeal the Illinois Pollution Control Board's Construction Permit Water Regulations," J.H.
Russell and J.E. Huff, Chicago Bar Record
, Vol. 62, No. 3, pp 122-136, Nov.-Dec., 1980.
"Measurement of Water Pollution Benefits - Do We Have the Option?" L.L. Huff, J.E. Huff, and N.B.
Herlevson, IL Water Pollution Control Assn 3rd Annual Conference, Naperville, IL, May 1983.
"Evaluation of Alternative Methods of Supplementing Oxygen in a Shallow Illinois Stream," J.E. Huff and J.P.
Browning, IL Water Pollution Control Assn 6th Annual Meeting, Naperville, IL, May 7, 1985.
"Technical and Economic Feasibility of a Central Recovery Facility for Electroplating Wastes in Cook County,
IL," J.E. Huff and L.L. Huff, 1986 Governor's Conference on Science and Technology in Illinois, Rosemont,
IL, Sept. 3, 1986.
"Biomonitoring/Bioassay," J.E. Huff, Federation of Environmental Technologists Seminar, Harvey, IL,
December 11, 1989.
"Storm Water Discharges," J.E. Huff, Federation of Environmental Technologists Environment '90 Seminar,
Milwaukee, WI, March 7, 1990.
"Engineering Aspects of Individual Wastewater System Design," J.E. Huff, 22nd Annual Northern Illinois
Onsite Wastewater Contractors Workshop, St. Charles, IL, February 27, 1995.
"Total Maximum Daily Loadings (TMDL) and Ammonia Conditions in the Fox River Waterway," J. E. Huff
and S. D. LaDieu, Illinois Water '98 Conference, Urbana, IL, Nov. 16, 1998.
"The Illinois Ammonia Water Quality Standards: Effluent Implications & Strategies for Compliance," L.R.
Cunningham & J. E. Huff, Illinois Water '98 Conference, Urbana, IL, Nov. 16, 1998.
“Impact of a High Sulfate and TDS Industrial Discharge on Municipal Wastewater Treatment,” J.L. Daugherty,
J.E. Huff, S.D. LaDieu, and D. March, WEFTEC 2000, Anaheim, CA, October 17, 2000.
“Phase II Storm Water Regulations – Compliance Strategies For The Gas Transmission/Distribution Industry,”
J.E. Huff, American Gas Association 2003 Operations Conference, Orlando, Florida, April 28, 2003.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 4 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
5
"Endocrine Disruptors or Better Living Through Chemistry" Illinois Association of Wastewater Agencies Fall
Meeting, Bloomington, IL, November 14, 2003.
“Permitting Wastewater Treatment Plant Expansions in Northeast Illinois in the 21
st
Century”, J.E. Huff , 28
th
Annual Illinois Water Environment Association Conference, Bloomington, IL, March 6, 2007.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Figure 1
ANNUAL AVERAGE INFLUENT AMMONIA CONCENTRATION
Sanitary
&
Ship Canal
4,--------------------------------------------------,
3.5
3
~
::
J
2.5
Z
U
o
~
2
==
Z
~
~
1.5
~
0.5
0.56 0.55
0-+--...,---...,---...,.--...,.---,---.-----.----.----,...----,...----,----,----,----,-----,----,----,---.,.----,-----,-----,-----,----1
1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
YEAR
Electronic Filing -
Received, Clerk's Office
August 1, 2008
10
9
8
~
7
6.93
C
U
Z
6
0
U
Z
I
5
~
::=
z
~
Co-'
4
-<
~
~
;;;..
3
-<
2
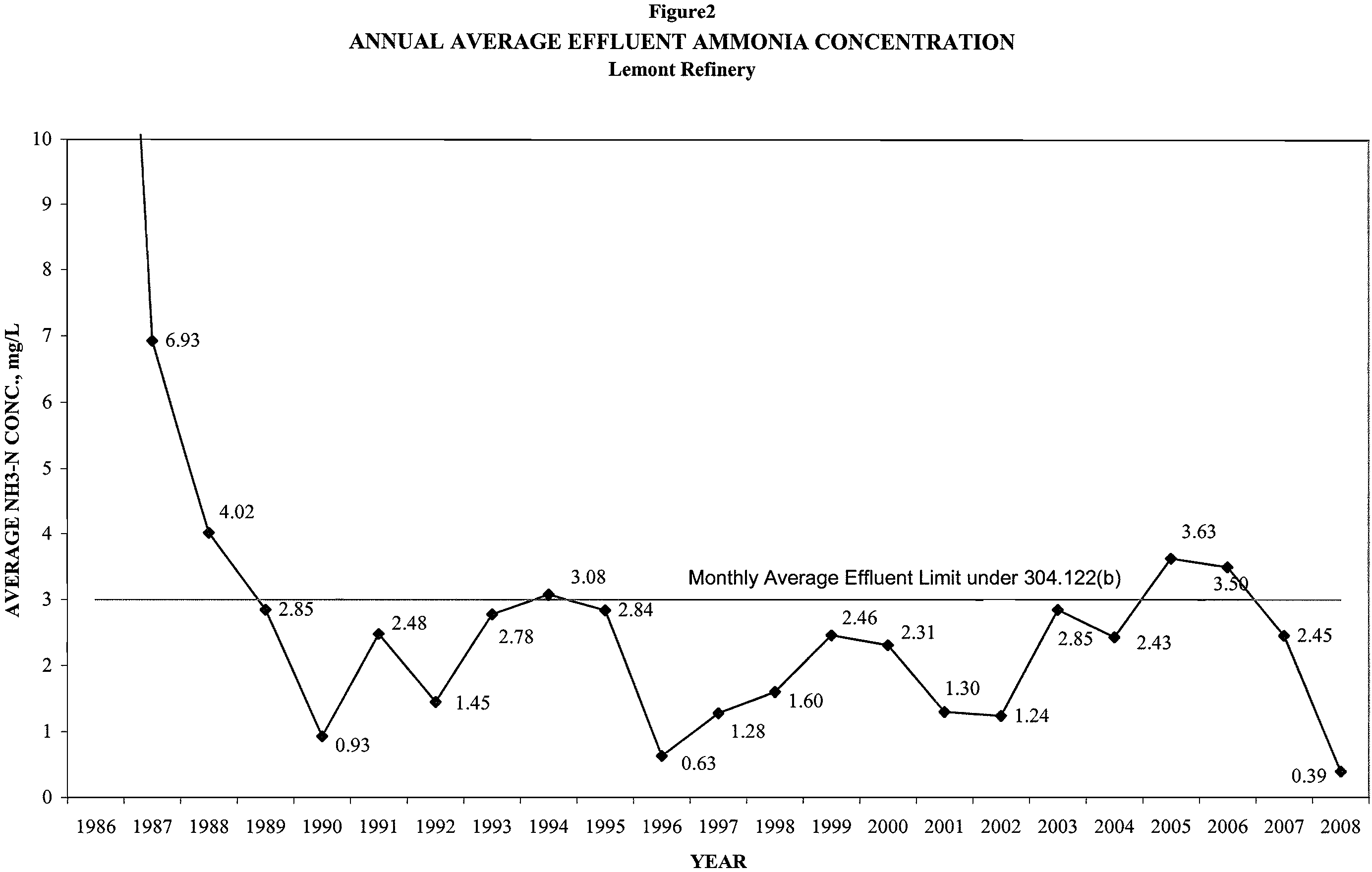
Figure2
ANNUAL AVERAGE EFFLUENT AMMONIA CONCENTRATION
Lemont Refinery
Monthly Average Effluent Limit under 304.122(b)
1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
YEAR
Electronic Filing -
Received, Clerk's Office
August 1, 2008
97
-
-
~~---I
37
--
1 i iii
116
62
139
--
27
21
11-
99
50 42
38
m
~21.29
93
80
51 48
50
64
55
-
-~-~-~-
-
-
JJir
~
73
-
109
IIIIAnnual Average Effluent
DAnnual Average Influent
-~
-
82
47
JL
7378
38
40
-
69
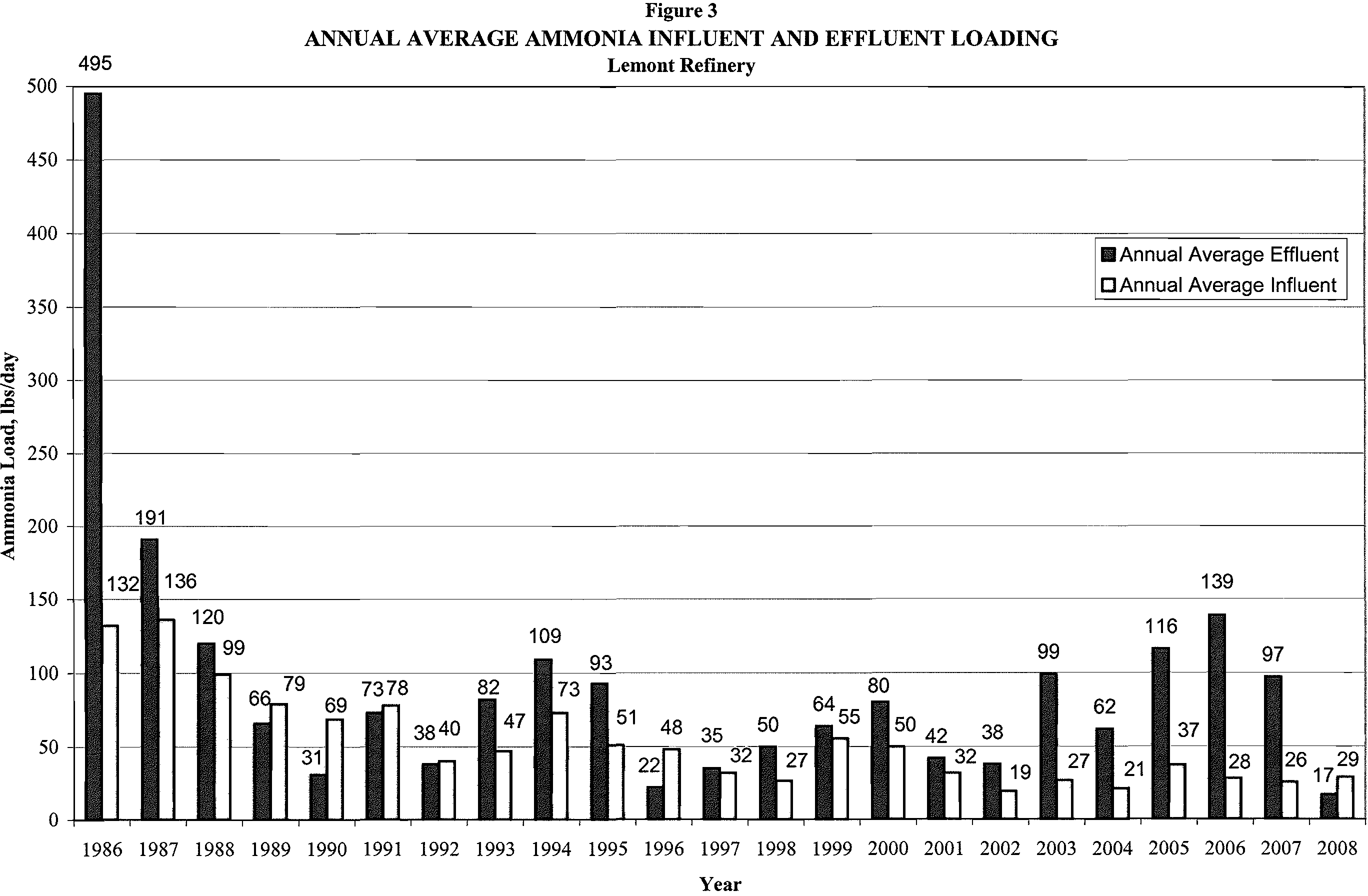
Figure 3
ANNUAL AVERAGE AMMONIA INFLUENT AND EFFLUENT LOADING
495
Lemont Refinery
500
450
400
350
;;.,
~
~
300
-
:S
'"
-d'
~
....:l
Q
250
.=
Q
~
ee
200
191
<
132
136
150
-
120
99
100
-
-
79
6€
50
-
-
-
~
0
1986 1987 1988 1989
J
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
Year
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 6 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
DESCRIPTION OF AWARE ENVIRONMENTAL INC.
AWARE Environmental® (AEI) is a multi-disciplined environmental consulting firm with its
office located in Charlotte, North Carolina. AEI personnel are internationally recognized
authorities in the environmental field and provide services to clients worldwide.
The services provided by AEI include professional services ranging from site assessment and
remediation activities to planning, conceptual design and construction management, with
comprehensive services in the following major areas:
•
Air Pollution
•
Civil and Environmental Engineering
•
Disposal Facilities
•
Economic Evaluations
•
Environmental Audits
•
Environmental Site Assessments
•
Hazardous and Solid Waste Management
•
Incineration
•
Land Use Planning
•
Operational Services
•
Permitting and Licensing
•
SARA Reporting
•
SPCC, Spill Control Plans and Storm Water Management
•
Utilities
•
Waste Site Remediation
•
Wastewater Management
•
Water Resources Development
•
Water and Wastewater Treatment
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 6 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Specific services provided by AEI include preliminary studies and evaluations, conceptual
design and budget estimates, detailed design and contract negotiations, project management,
procurement of major equipment, management of bidding procedures, contract award assistance,
project cost accounting and control, construction contract preparation and management,
preparation of operating procedures and manuals, and training of operating and maintenance
personnel.
AEI has experience serving municipalities and industrial clients with services including site
investigation and remediation services, wastewater treatability studies, wastewater treatment
plant designs and upgrades, landfills, air pollution abatement systems, storm water management,
and interfacing with the regulatory agencies.
AEI is an acknowledged international authority in the designing and implementing wastewater
management technology. Projects ranging from management of cold weather extremes in
Saskatchewan to treatment of complex petro-chemical wastes in Texas, development of new,
innovative technology to create designs that maximize reliable performance and cost-
effectiveness. Our personnel have extensive experience in process and engineering design of
water and wastewater treatment, sludge handling systems, plant utility systems and support
facilities. We are skilled in developing projects from initial planning phases, conducting pilot
treatability investigations as required, facilitating process or preliminary design, and evaluating
all economic considerations.
AEI's operational services troubleshooting team develops strategies to optimize plant operations
for clients. These include: preparation of operating manuals, training of plant operators, plant
start-up services, and temporary management of plant operations. AEI consultation usually
results in improved facility performance while reducing energy consumption and staffing
requirements.
AEI personnel have instituted a series of technical courses and publications for consulting,
industrial and governmental engineers. Important current topics and technical concepts in waste
monitoring and treatment practices are incorporated with examples of practical application.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 6 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Related Client Listing
Petroleum and Refining
C&T Refining, Charlotte, North Carolina
Clark Oil, Blue Island, IL
Clark Oil, Hartford, IL
Ethyl Corporation, Orangeburg, South Carolina
Hess Oil Virgin Islands Corp., St. Croix, USVI
Kerr-McGee, Oklahoma City, Oklahoma
Statis Terminals, Brownsville, Texas
Statis Terminals, Halifax, Novia Scotia, Canada
Unocal Corporation, Los Angeles, California
Nitrification and Ammonia Removal
Bear Island Paper Co., Ashland, VA
Buckeye Technologies, Perry, FL
Carolina Turkeys, Mt. Olive, NC
City of Gastonia, NC
City of Greenville, NC
City of Lexington, North Carolina
City of Robertsdale, Alabama
City of Winston-Salem, North Carolina
Continental Pharma - Landen, Belgium
Clariant Corporation, Mt. Holly, NC
Cuddy Foods, Marshville, NC
Degussa Chemical Corporation, Mobile, Alabama
East Port Charlotte Wastewater Treatment Plant, Port Charlotte, Florida
Ethyl Corporation, Orangeburg, South Carolina
Fleischmann’s Yeast, Gastonia, NC
G.E. Plastics, Ottawa, Illinois
Hunley Creek WWTP, Monroe, NC
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 6 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
McNeil Specialty, MacIntosh, AL
Sandoz Chemicals, Mt. Holly, NC
Rauch Industries, Gastonia, NC
UNO-VEN Refinery, Lemont, Illinois
Yorkshire America, Lowell, NC
35606003 Exhibit I
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 1 of 10
ROBERT M. STEIN, P.E.
EDUCATION:
M.S., Environmental Engineering, Vanderbilt University, 1971
B.E., Civil Engineering, Memphis State University, 1969
B.A., Applied Sciences, Memphis State University, 1968
REGISTRATION:
Professional Engineer, 1975
Wastewater Treatment Plant Operator Grade IV
EXPERIENCE:
Mr. Stein has considerable experience in all phases of industrial
environmental control, including environmental audits, in-plant
controls, design of grass roots facilities, troubleshooting and
upgrading existing treatment facilities, nitrification biomonitoring
and toxicity reduction, development of BAT programs, operational
assistance, water quality analysis, and permitting and negotiations
with regulatory authorities. Industrial experience includes
chemicals, food processing, iron and steel, metal finishing,
petroleum refining, pulp and paper, printing and textiles. Mr. Stein
was appointed by the North Carolina Department of
Environmental Management to serve as a member of the
Champion Variance Committee (1995-1996). Mr. Stein has
authored over 50 publications in the environmental field.
Back to top
REPRESENTATIVE
PROJECTS:
BAT study on effluent nutrient compliance for dye manufacturer,
Yorkshire Americas (formerly Crompton & Knowles), Lowell.
NC.
BAT study on effluent nutrient compliance for organic chemical
and textile dye manufacturer, Clariant Corporation, Mt. Holly, NC.
Assistance in optimizing operations to achieve compliance with
effluent total nitrogen and total phosphorus limits, Greenville
Utilities Commission, Greenville, North Carolina.
Development of process design to upgrade pulp and paper
wastewater treatment system to comply with total nitrogen criteria,
Buckeye Florida LP, Perry, FL.
Ammonia removal treatment efficiency evaluation, GE Chemicals,
Ottawa, IL.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 2 of 10
Evaluation of upgrade alternatives for a refinery wastewater
treatment plant, Hess ST. Croix, ST. Croix, VI.
Upgrade of chemical plant wastewater treatment plant, Degussa
Corporation, Mobile, AL.
Industrial wastewater pretreatment system optimization and
conceptual design for textile manufacturer, UFI Microfibres, Inc.,
Jasper, GA.
Treatability study to evaluate impact of increased chromium
discharge from textile manufacturer on municipal WWTP, UFI
Microfibres, Winston-Salem, NC.
Analysis of alternatives for reduction of a color discharge from a
textile dye operations to a municipal plant, UFI Microfibres,
Providence, RI.
Water Quality Analysis, High Rock Lake, prepared for Davidson
County and the City of Lexington.
Beneficial Reuse of Vegetable Refinery Residuals, C and T
Refinery, Charlotte, NC.
Development of a Toxicity Reduction Program, Alcoa
Corporation, Badin, NC.
Development of a wastewater management program for a new
automobile manufacturing facility, Nissan Motors, Smyrna,
Tennessee.
Operational assistance and evaluation of ammonia removal
alternatives, Union Oil Corporation, Lemont, Illinois.
Treatment of ABS wastewater, Borg-Warner Corporation,
Washington, West Virginia.
Development of a toxicity reduction program, organic chemical
plant, northeastern United States.
Development of a wastewater management program for a new
alkylamines manufacturing facility, Air Products and Chemicals,
St. Gabriel, Louisiana.
Development of a toxicity reduction program and system
optimization, University of North Carolina at Chapel Hill, Chapel
Hill, North Carolina.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 3 of 10
Analysis of water corrosion, Yadkin County Schools, Yadkinville,
North Carolina.
Development of a water effect ratio for a pulp and paper
wastewater, Stone Container Corporation, Hodge, Louisiana
Operational assistance and development of a sludge management
program, Ethyl Corporation, Orangeburg, South Carolina.
Development and implementation of a municipal toxicity reduction
program, City of Gastonia, North Carolina.
Upgrading of pulp and paper aerated stabilization basin, Mead
Corporation, Kingsport, Tennessee.
Analysis of color removal alternatives for a pulp and paper
wastewater, Westvaco Corporation, Covington, Virginia.
Dewatering and disposal of an electronics manufacturing sludge,
United Chem-Con, Williamston, South Carolina.
Evaluation and upgrade of a treatment system for a naval air
rework facility, U.S. Naval Air Station, Norfolk, Virginia.
Waste identification and design of wastewater treatment facilities
for a naval ordnance station, Louisville, Kentucky.
Optimization of treatment system performance, Vasarette
Corporation, Hamilton, Alabama.
Toxicity reduction analysis for a pulp and paper mill wastewater,
Mead Corporation, South Lee, Massachusetts.
Development of alternatives for compliance with EPA cluster
rules, Mead Corporation, Stevenson, Alabama.
Development of plant management programs, maintenance
programs, industrial waste surveys, cost evaluations, user charge
systems, and sewer use ordinance, Winston-Salem, North Carolina.
Contract management and facility optimization, Hopewell,
Virginia.
Assessment of operability of a 110 mgd treatment plant, U.S. EPA
Region IV, Atlanta, Georgia.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 4 of 10
Determination of design and operations deficiencies, Middlesboro,
Kentucky.
Analysis of alternatives to reduce wasteloads for a secondary
fibers/deinking mill, Westvaco Corporation, Tyrone, Pennsylvania.
Design and Operation of a Regional Industrial WWTP, LNVA,
Beaumont, TX.
Design of Water Treatment System, E.I. DuPont,
Old Hickory, Tennessee.
Analysis and Optimization of a Municipal Water
Treatment System, City of Southern Pines, North Carolina.
Mill water balance and analysis of water quality requirements,
James River Corporation, Parchment, Michigan.
Review of water and wastewater treatment plants, design of
treatment plant upgrade to handle a deinking wastewater, Bear
Island Paper Company, Ashland, Virginia.
Design of deinking wastewater treatment system, City of West
Sacramento, California.
Evaluation of a sulfite mill wastewater treatment facility,
Flambeau Paper Corporation, Park Falls, Wisconsin.
Development of wastewater treatment modifications for a mill
expansion, Westvaco Corporation, Covington, Virginia.
Aeration analysis and treatment plant optimization, Boise Cascade,
Rumford, Maine.
BAT investigations for a 2,400-TPD linerboard mill, Great
Southern Paper Company, Cedar Springs, Georgia.
BAT evaluations for upgrading the wastewater management
system, Gilman Paper Company, St. Mary’s, Georgia.
Process and operational assessment at a joint municipal/industrial
wastewater treatment plant, Erie, Pennsylvania.
Process and operational evaluation at a combined
industrial/municipal treatment plant, Hopewell, Virginia.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 5 of 10
Wastewater treatability investigations and process design,
Westvaco Corporation, Charleston, South Carolina.
Aerated lagoon treatment of cold climate pulp and paper mill
wastewater, Parsons and Whittemore, Prince Albert,
Saskatchewan.
Wastewater characterization, process design and start-up
assistance, James River Corporation, Kalamazoo, Michigan.
Service with expert testimony:
•
City of Muscatine – Muscatine, Iowa
•
Waldorf Paper Company – Minneapolis, Minnesota
•
Hampton Roads Sanitation District – Norfolk, Virginia
•
City of Reidsville – Reidsville, North Carolina
•
Cuddy Farms – Monroe, North Carolina
•
Lathrop and Gage – Kansas City, KS
PROFESSIONAL
ENDEAVORS:
AWARE Environmental Inc.
Senior Consultant
2005 – Present
AWARE Environmental Inc.
®
Sr. Vice-President
1999 - 2005
AWARE Environmental Inc.
®
President
1988 - 1999
HDR Environmental Technologies, Inc.
An HDR Infrastructure Company
Director of Process Engineering
1984 - 1988
AWARE, Inc.
Vice President in Charge of Process and
Operational Services Division
1970 - 1984
PROFESSIONAL
ACTIVITIES:
Technical Association of the Pulp and Paper Industry (TAPPI)
Water Environment Federation
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 6 of 10
American Water Works Association
International Association on Water Pollution Research
HONORS AND
AWARDS:
F.W. Kellogg Award, Memphis State University
Environmental Leadership Award, 1995, TAPPI
PUBLICATIONS:
“Control of Sludge Bulking at a Sulfite Based Pulp and Paper
Mill,”
Proceedings of the 1985 TAPPI Environmental Conference
,
April 1985.
“An Innovative Approach to Aeration System Modeling,”
Proceedings of the 1983 Triangle Environment Conference
, March
1983.
“Analysis of a Submerged Aeration Facility,”
Proceedings of the
1983 TAPPI Environmental Conference
, April 1982.
“Solving Winter Operation Problems at Biological Wastewater
Treatment Plants,”
Proceedings of the 1995 NC WEF Conference
,
November 1995.
“Development of a Scheduled Maintenance System for a
Wastewater Treatment Facility: A Case Study,” Presented at the
1982 Kentucky-Tennessee WPCF Conference.
“High Temperature Effects of the Activated Sludge Process
Treating Industrial Wastewater,”
Proceeding of the 1981 TAPPI
Environmental Conference
, April 1981.
“Troubleshooting and Upgrading of the Winston-Salem Anaerobic
Digester-Power Generation Operations,” Presented at the 53rd
Annual WPCF Conference, 1980.
“Startup Considerations for Industrial Waste Treatment Facilities,”
Presented at the WWEMA Conference, June 1979.
“Tests Show Submerged Static Aerators Offer Advantages,”
Water
& Sewage Works
, September 1978.
“Operational Optimization of a 36 mgd Activated Sludge Facility
at Winston-Salem, North Carolina,” Presented at the 50th Annual
WPCF Conference, October 1977.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 7 of 10
“Upgrading and Optimizing an Activated Sludge System by
Operations Techniques,” Presented at the 1977 Mid-Atlantic
Industrial Waste Conference, June 1977.
“Equalization of Time Variable Waste Loads,”
Journal of the
Environmental Engineering Division--ASCE
, June 1976.
“Testing and Application of Static Aerators,” Presented at the 1976
TAPPI Environmental Conference, April 1976.
“Sludge Handling Methodology for Refinery Sludges,” Presented
at the University of Tulsa Conference on Management of
Petroleum Refinery Wastewaters, January 1976.
“Analysis of Alternatives for Removal of Suspended Solids in Pulp
and Paper Mill Effluents,”
Journal of the Technical Association of
Pulp and Paper Association
, October 1975.
“Ozonation of Organic Chemicals Wastewater,” Presented at the
Second International Symposium of Ozone Technology, May
1975.
Stein, R.M.; Adams, Carl E., Jr.; Eckenfelder, W. Wesley.
Process
Design Techniques for Industrial Waste Treatment
, 1974.
A Study of Aerobic Sludge Digestion Comparing Pure Oxygen and
Air,”
Proceedings of the 27th Purdue Industrial Waste
Conference
, May 1972.
“Evaluation of Bench Scale, Pilot Scale and
Full Scale Operating Data,” TAPPI Committee Report.
“Comparison of Pilot and Full-Scale Performance Data for a
Combined Pulp and Paper Mill and Industrial Wastewater at
Elevated Temperatures,” Presented at the 1981 TAPPI
Environmental Conference, April 1981.
“Evaluation of Problems in Operation of the High Temperature
Pure Oxygen Activated Sludge Process,” Presented at the 53rd
WPCF Conference, October 1980.
“Treatment of a Wheat Processing Plant Wastewater,”
Proceedings of the Georgia Tech Food Processing Waste
Conference
, Atlanta, Georgia 1987.
“Optimization of Wastewater Treatment Plants,” Presented at the
1986 NC WPCF Conference, November 1986
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 8 of 10
“Perils in Closing a Drum Storage Facility,”
North Carolina
Professional Engineering Magazine
, September-October 1985.
“Anaerobic Treatment Options,” Presented at the 1985 Nebraska
WPCF Conference, November 1985.
“Upgrading of a Secondary Fibers Wastewater Pretreatment
System,”
Proceedings of the 1986 TAPPI Environmental
Conference
, April 1986.
“Analysis of Alternatives to Optimize Plant Operations,” Presented
at the 1986 Triangle Environmental Conference, April 1986.
“Underground Storage Tanks Design and Containment,” Presented
at the 1988 GAA Environmental Conference, September 1988.
“The Future of Solid Waste Disposal in the Pulp and Paper
Industry,”
Pulp and Paper
, September 1988.
“Utilization of Computer Modeling for Development of an
Effluent Diffuser Design,”
Proceedings of the 1992 TAPPI
Environmental Conference
, April 1992.
“Experience with WTP System Performance Upgrade and
Enhancement,” Presented at the 1993 NCASI Southern Regional
Meeting, June 1993.
“Approaches for Water Conservation and Waste Reduction in the
Food Industry,”
Proceedings of the 1994 AWWA Conference
, May
1994.
“Deinking Sludge Management,” Presented at the 1994
TAPPI/ACTP New Trends in Papermaking Symposium, August
1994.
“Energy Efficient Aeration Approaches,” Presented at the 1994
TAPPI/ACTP New Trends in Papermaking Symposium, August
1994.
“Performance of Municipal Biological Nutrient Removal Systems
Under Winter and Storm Flow Conditions,”
Proceedings of the
1994 WEF Conference
, October 1994.
“Effluent Toxicity Reduction at a Municipal Wastewater
Treatment Plant with Significant Industrial Contribution”.
Presented at the 4th EPA National Wastewater Treatment
Technology Transfer Workshop, Kansas City, Missouri, May
1995.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 9 of 10
“Use of Clean Sampling Protocol for Monitoring Pulp and Paper
Wastewaters”.
Proceedings of the 1996 TAPPI Environmental
Conference,
May 1996.
Disinfection Interference in a Nitrified Wastewater Treatment
Plant Effluent, North Carolina WEF Advanced Topics in
Wastewater Treatment, September 1996.
“Operational Optimization of an Enhanced Biological Nutrient
Removal System”
, Proceedings of the 1997 N.C. WEF Conference,
November 1997.
A Success Story on Reduction of Effluent Toxicity at an Industrial
WWTP”
, Proceedings of the 1997 N.C. WEF Conference,
November 1997.
“Upgrade of Specialty Paper Manufacturing Wastewater
Treatment Facility”
, Proceedings of the 1998 TAPPI
Environmental Conference, April 1998.
“Optimization of a Recycle Linerboard Mill WWTP”
, Proceedings
of the 2000 TAPPI Environmental Conference, May 2000.
Ðuke Power State Park – Lake Restoration and Watershed
Management”,
Proceedings of the 2001 WEFTEC Conference,
October 2001.
“Effluent Toxicity Reduction at a 9 MGD Municipal Treatment
Plant”,
Proceedings of the 1994 WEF Environmental Conference.
“Physical-Chemical Treatment of Industrial Wastewater”
, N.C.
WEF/AWWA Conference – Inside the Fence: Understanding
Industrial Pretreatment, June 2001.
“North Carolina Lake Restoration Project Examines Land Use
and Non Point Sources”
WEF Watershed and Wet Weather
Bulletin, April 2002
“Microbiological Growth in Pulp and Paper Wastewaters”
Tappi
International Environmental Conference, May 2003
“Industrial Nutrient Removal Case Histories”
NC AWWA/WEF
Conference, November 2003
“Approaches to Comply with Total Nitrogen BAT Criteria”
Proceedings of the Vanderbilt University Conference on Industrial
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 7 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 10 of 10
Wastewater and Best Available Treatment Technologies, February
2003
“Approaches to Evaluate Toxicity and Inhibition of Specific
Chemical Discharges”
Proceedings of the NC AWWA/WEF
Conference, November 2001
“Upgrading of a Treatment Plant at a Specialty Paper Mill”
Presented at NCASI Central State Regional Meeting, May 1999
“Approaches to Reduce Nutrient Discharges”
Proceedings of the
2001 NC AWWA/WEF Conference, November 2002
“Full Scale Water Reclamation/Reuse Experience at an Industrial
Plant”
, Proceedings of the 2004 NC AWWA/WEF Conference,
November 2004
“Concepts to Improve Settling, Effluent Quality and Sludge
Management”
, Proceedings of the 2004 NC AWWA/WEF
Conference, November 2004
SHORT COURSE
PRESENTATIONS:
Introduction to Environmental Control in the Pulp and Paper
Industry
- Case Histories of End of Pipe and In-Mill Treatment
Technologies, TAPPI.
Activated Sludge Plant Operations Short Course
- Nutrients and
Nitrification/Denitrification, TAPPI.
Advanced Wastewater Treatment
- Upgrading of Biological
Wastewater Treatment Plants, TAPPI.
35606 master.rms Testimonal 071508
Biological Waste Water Treatment
, Auburn University.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 1 of 8
GEORGE P. TYRIAN, P.E.
EDUCATION:
B.S., Chemical Engineering, University of Rochester,
Rochester, NY, 1981
REGISTRATION:
Professional Engineer, 1990
EXPERIENCE:
Mr. Tyrian is specialized in industrial wastewater and hazardous
waste management, with over seventeen years experience.
Industrial experience includes food processing, organic chemicals,
petroleum refining, pulp and paper, metal finishing,
pharmaceutical, and waste management. His experience includes
environmental audits, stormwater permitting, treatability studies,
preliminary and detailed design, toxicity reduction, and permitting
and construction management of wastewater facilities, chemical
feed systems, and fueling systems. Hazardous waste management
experience includes site assessment and remediation, as well as
permitting and design of underground storage tank systems. All
training and medical monitoring in compliance with OSHA
(1910.120) is kept current.
REPRESENTATIVE
PROJECTS:
Conducted two sludge depth studies in 1995 and 1997 as part of an
aerated stabilization basin evaluation. Project also included
sediment sampling, water quality evaluation and tracer studies
using lithium chloride. Recommended mixer specifications and
placement to improve basin performance in lieu of dredging was
also presented, Willamette, Kingsport, TN.
Overall compliance review, including Tier II, Form R reporting,
Process Safety Management, Risk Management Plans, SPCC Plans
and Stormwater Pollution Prevention Plans for twelve (12) dairy
and ice-cream facilities throughout Southeast. Confidential Client,
North Carolina.
Preliminary and final design of sulfur dioxide effluent
dechlorination system. Lancaster, SC
Preliminary and final design of chlorination system modifications
to allow breakpoint chlorination. Confidential Client, Florida
Preliminary and final design of biological treatment modifications
for upgrade and expansion of biological wastewater treatment
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 2 of 8
facilities treating pulp and paper wastewater, Bear Island Paper
Company, Ashland, Virginia.
Preliminary detailed design and construction assistance for
biological treatment modifications to meet pretreatment limits for
secondary fiber pulp and paper wastewater, Keyes Fiber Company,
Albertville, Alabama.
Analysis of in-plant controls for pretreatment of a plating
wastewater. Developed mass balance, evaluated chemical usage
and recovery alternatives - National Textile Engravers, Charlotte,
North Carolina.
Provide detailed review of state-of-the-art treatment technologies
for secondary fiber pulp and paper wastewater, including ultra
filtration, RO, SBR, anaerobic treatment, activated sludge
treatment and sludge handling methods, Keyes Fiber Company,
Albertville, Alabama.
Preliminary and detailed design of a sewer system and pump
station to handle from 1-7 MGD of raw secondary fiber effluent.
James River Company, Kalamazoo, Michigan.
Preliminary design of biological treatment alternatives for a pulp
and paper mill, including existing system upgrade, conversion to
activated sludge system, wastestream supplemental oxygenation
and discharge relocation, Gilman Paper Company, St. Mary's,
Georgia.
Analysis of wasteloads and pretreatment of a vitamin E
manufacturer, Phoenix Laboratories, Hicksville, New York.
Evaluation of waste sources and control alternative for a potato
chip facility. Evaluated starch recovery and sale, Mitchum, Inc.
Charlotte, North Carolina.
Evaluation of alternatives for monitoring clarifier sludge blankets,
effluent solids and sludge consistence at a biological wastewater
treatment facility treating pulp and paper wastewater, Southeast
Paper Manufacturing Company, Dublin, Georgia.
Performed sampling and mass balance calculations to determine
wastewater treatment plant loading due to reboiler condensate,
Bear Island Paper Company, Ashland, Virginia.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 3 of 8
Preliminary design of denitrifying oxidation ditch alternatives to
increase ditch aeration for municipality. Alternatives considered
included mechanical aeration, rotor aeration and diffused aeration,
then completed final design, construction observation, operator
training and O&M manual for mechanical aeration alternative,
Confidential Client, Florida.
Preliminary and final design of a landfill leachate treatment
system. System included pH adjustment, ammonia stripping,
neutralization, aerated lagoon biological treatment, and
chlorination. Treated effluent will be discharged into POTW,
Toytown Landfill, Florida.
Project Manager providing detailed design and construction
observation of 10,000 gal outdoor storage and feed facility for 50%
sodium hydroxide for municipal WWTP, Lower Muddy Creek,
Winston-Salem, North Carolina.
Construction engineer for modification, start-up and operation of
groundwater treatment system designed to utilize air stripping
technology to remove 1,1,1-trichloroethane and trichloroethylene.
Design modifications performed to date include automating the
treatment system, the addition of a second groundwater pumping
well and the installation of double-walled containment piping.
Confidential Client, Charlotte, North Carolina.
Construction engineer for installation, start-up and operation of a
vacuum extraction system for remediating 1,1,1-trichloroethane
and trichloroethylene contaminated soils underneath an industrial
building. As part of the project, an existing vapor degreaser was
closed under RCRA post-closure permit application and the area
remediated in accordance with an approved Closure Plan. The
system has been in operation since January 1991. Confidential
Client, Charlotte, North Carolina.
Construction engineer for the installation of an outdoor vacuum
extraction system for remediation of 1,1,1-trichloroethane and
trichloroethylene from the soil above the water table on site. This
system included a catalytic oxidation unit for destruction of
organic vapors removed from soil and groundwater by the
remediation systems. Confidential Client, Charlotte, North
Carolina.
Project Manager for preparation of specifications for the removal
of 17 underground storage tanks containing gasoline, Jet-A, and
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 4 of 8
diesel fuel. This project also entailed the design of 12 replacement
underground tanks and fueling systems for an aviation facility, the
production of a bid package and the initial construction
engineering services. South Carolina Aeronautics Commission,
Columbia, South Carolina.
Developed a Site Assessment program, and initiated the site
investigation, which included preliminary sampling, and cleanup
of the soil, and assessment of potential groundwater contamination
for tetrachloroethylene distributor. This report included site
survey, area impact, possible impact on area wells, monitoring
well design and location, and sampling procedure. Confidential
Client, Long Island, New York.
Prepared draft report on proposed groundwater contamination
investigation, site survey, area impact, possible impact on area
wells, monitoring well design and location, and sampling
procedure. Hilord Chemical, Hauppauge, New York.
Reviewed operations at a batch chemical pharmaceutical plant to
identify and quantify emissions. These emission estimates were
then modeled to identify and prioritize sources of off-site odors
generated from the facility. Confidential Client, Belgium.
Reviewed both process and waste handling operations at a batch
chemical pharmaceutical facility to characterize waste water
discharges and streams currently being incinerated on-site to allow
advance scheduling of waste management operations and waste
minimization alternatives. Confidential Client, Augusta, Georgia.
Prepared Draft Environmental Impact Statement for an alternate
fuel blending facility (final hazardous waste disposal facility).
DEIS submitted, state comments never answered. Site later
became Shore Realty Superfund site.
Preliminary design of a toluene and methylene chloride stripper for
a membrane manufacturer as part of bid package for wastewater
treatment plant. Confidential Client, Hauppauge, New York.
Assisted in preparation of Remedial Action Plan for groundwater
contamination site. Responsibilities included determination of
treatability of respective contaminants. Confidential Client,
Florida.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 5 of 8
Completed design modeling of existing venturi-cyclone scrubber
system on incinerator to improve system performance and meet air
emission limitations. Royal Metals, Stamford, Connecticut.
Design and construction of vacuum system for gold recovery
operations for a precious metals recovery plant. Confidential
Client, Westbury, New York.
Prepared group stormwater permit for six steel fabrication
facilities. Chicago Bridge and Iron, Oak Brook, Illinois.
Prepared general permit, sampling plan and Stormwater Pollution
Prevention Plan for a steel fabrication facility, CBI-NaCon,
Fontana, California
Reviewed facility operations to determine stormwater permit
options for five specialty gas blending facilities, then drafted
Stormwater Pollution Prevention Plan for three facilities. Liquid
Carbonic, Oak Brook, Illinois.
Preliminary and final design and permit submittal of an effluent
diffuser for an industrial WWTP, Reeves Brothers, Spartanburg,
South Carolina.
Preliminary and final design of an industrial WWTP, Reeves
Brothers, Spartanburg, SC.
Preliminary, final design, construction review, startup and operator
training of an acid and caustic pH neutralization system for an
industrial WWTP, Reeves Brothers, Spartanburg, SC.
Preparation of a BMP Plan and update of SPCC plan for TMP and
Bleach Kraft coated paper/newsprint mill, Bowater, Catawba,
South Carolina.
Construction, observation, and pilot assessment of VES and air
sparge system for petroleum and DCE remediation of soil and
groundwater. Project included design and installation of a
horizontal VES well and interim assessment to determine location
of additional wells, Confidential Client, Charlotte, North Carolina.
Construction and observation of VES and air sparge system for
acetone and styrene remediation of soil and groundwater for
fiberglass fabricator, Confidential Client, Wilson, North Carolina.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 6 of 8
Preparation of Stormwater Pollution Prevention Plan and permit
application for recycle mill manufacturing median grade paper,
Jackson Paper, Sylva, North Carolina.
Toxicity reduction evaluation for textile treating facility,
Confidential Client, North Carolina.
Conducted Phase I environmental audits and environmental
compliance audits for over 25 facilities, including steel fabricators,
non-destructive testing facilities, heat treating facilities, foundries,
plastic piping manufacturers, natural gas separators, compressor
gas manufacturers, and dairy industries.
Involved in preparation and implementation of Stormwater
Pollution Prevention Plans for various industries, including pulp
and paper, steel fabrication, textiles, compressed gas
manufacturing, and carbon dioxide production facilities. States
involved include California, Virginia, North Carolina, South
Carolina, Louisiana, Texas, and Georgia.
Completed site remediation of Bunker C/Diesel spill for PRP as
part of EPA Superfund Emergency Removal Remediation project,
also included evaluation of mobile thermal remediation and field
screening analyses, and extensive soil/water characterization and
disposal options, Confidential Client, Cincinnati, Ohio.
Development of toxicity reduction program and preliminary design
through construction of treatment plant modifications to reduce
toxicity, University of North Carolina at Chapel Hill, Chapel Hill,
NC.
Completed remediation and closure of hazardous waste storage
area, Confidential Client, Illinois.
Conducted toxicity reduction evaluation on treatment of
permethrin-containing wastewaters for discharge to POTW and on
receiving stream, Confidential Client, North Carolina.
Conducted temperature modeling of wastewater treatment systems
for various industries to determine winter operating problems and
modifications. Industries modeled included pulp and paper and
grain processing industries.
Prepared and updated Stormwater Pollution Prevention Plan,
SPCC Plan, and Oil Spill Contingency Plan for TMP mill, Bear
Island Paper Company, Ashland, Virginia.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 7 of 8
Updated SPCC plans for several industries, including TMP, Kraft,
and Recycle pulp and paper industries and textile industries.
Responsible for operator training and O&M manual preparation
for varied projects including operation of soil and groundwater
remediation systems, pH neutralization systems, wastewater
treatment plants, and stormwater inspection and sampling.
Conducted toxicity reduction evaluation on treatment of
electrostatic – precipitation wastewaters for discharge to POTW
Firestone, NC.
Budgetary cost estimate of treatment plant upgrades for vegetable
oil refinery. Upgrades included pH control system, API separator,
DAF modifications, temperature control system, tank and aeration
basin upgrades, Loders, IL.
Preliminary and final design and construction assistance of
pretreatment system for margarine and mayonnaise production
plant. System included API separator DAF unit and chemical
addition, Dean Foods, KS.
Preliminary detailed design, shop drawing review and construction
assistance for treatment system for high TDS and low TDS
wastewaters for chemical manufacturer, Degussa, AL.
Preliminary detailed design of biological treatment modifications
for upgrade and expansion of biological wastewater treatment
plant for pulp and paper mill, including converting existing
clarifiers to aeration n basin, addition of new secondary clarifiers,
tertiary clarifier, and final filter, Abitibi Consolidated, TX.
Preliminary design through startup of pH control systems and
system expansions for sports drink manufacturer at four production
facilities, Quaker Oats, IL.
Detailed design of furfural neutralization system, Quaker Oats, IA.
PROFESSIONAL
ENDEAVORS:
AWARE Environmental® Inc.
August 1990 - present
Electronic Filing -
Received, Clerk's Office
August 1, 2008
EXHIBIT 8 TO PRE-FILED TESTIMONY IN SUPPORT OF
CITGO’S PETITION FOR AN ADJUSTED STANDARD (AS 2008-008)
Page 8 of 8
HDR Engineering, Inc.
1985-1990
Donnelly Engineering/Wastemizer Corp.
1981-1985
PROFESSIONAL
ACTIVITIES:
American Institute of Chemical Engineers
PUBLICATIONS:
Stein, R.M., Fiss, E.C. and Tyrian, G.P. TAPPI: Atlanta Press.
1989. "Water Supply and Treatment", Second Edition, Chapter 7,
Pumping Systems.
Harrington, B.T., Tyrian, G.P. "Performance of a Temperature
Model in Predicting Aerator Lagoon Effluent Temperatures,"
Proceedings TAPPI Conference, 1989.
Fiss, E.C., Stein, R.M., and Tyrian G.P. “Investigation of
Oxidation Ditch Performance in Treatment of Domestic
Wastewater.”
Stein, R.M. and Tyrian, G.P. “Approaches for a Paper Mill
Wasteload Reduction.”
Tyrian, G.P., Wagoner, D.L., Fiss, E.C., and Stein, R.M.
“Approaches for Water Conservation and Water Reduction in the
Food Industry.” Proceedings AWWA Conference, 1994.
Tyrian, G.P. and Stein, R.M. “Pretreatment of Potato Chip
Wastewater Using Hydrocyclones.” Proceedings, 1993 Food
Industry Environmental Conference.
35606 master.gt
Electronic Filing -
Received, Clerk's Office
August 1, 2008
TECHNICAL REVIEW OF AMMONIA
TREATMENT AT THE WASTEWATER
TREATMENT PLANT – CITGO PETROLEUM
CORPORATION, LEMONT REFINERY
Prepared for:
CITGO Petroleum Corporation
Lemont Refinery
Lemont, Illinois
Prepared by:
AWARE Environmental Inc.
9305-J Monroe Road
Charlotte, NC 28270-1490
AEI Job No. N356-06
AEI Document No. 35606r004
February 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
i
EXECUTIVE SUMMARY
CITGO Petroleum Corporation operates a petroleum refinery (Lemont Refinery) in Lemont, Illinois.
The process wastewater and stormwater from the refinery are treated in the refinery’s wastewater
treatment facility and are discharged into the Chicago Sanitary and Ship Canal under a National
Pollutant Discharge Elimination System (NPDES) permit issued by the State of Illinois. The
wastewater treatment facility utilized by Lemont Refinery surpasses the criteria for Best Available
Technology Economically Achievable (BAT) for treatment of refinery wastewaters as define by the
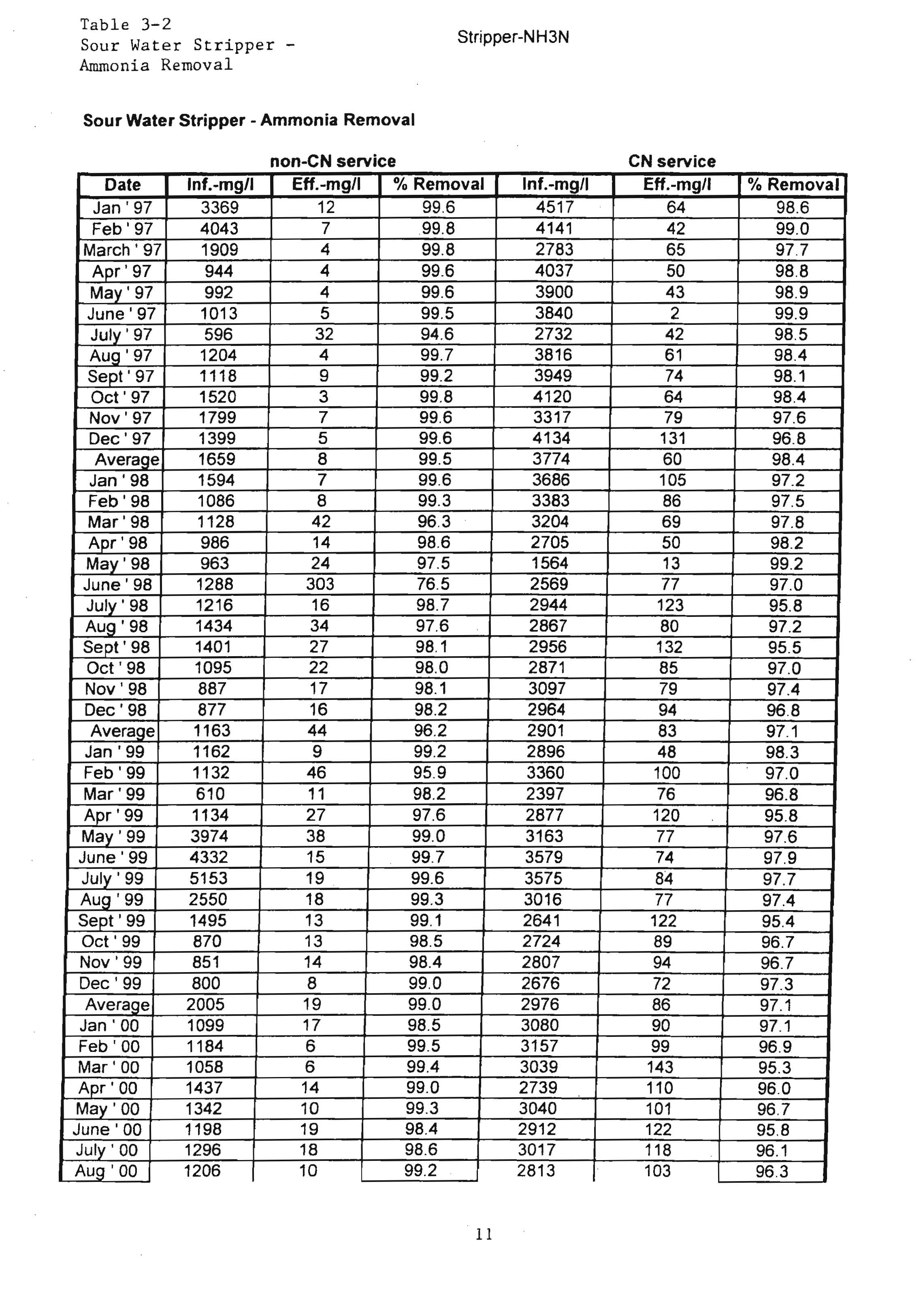
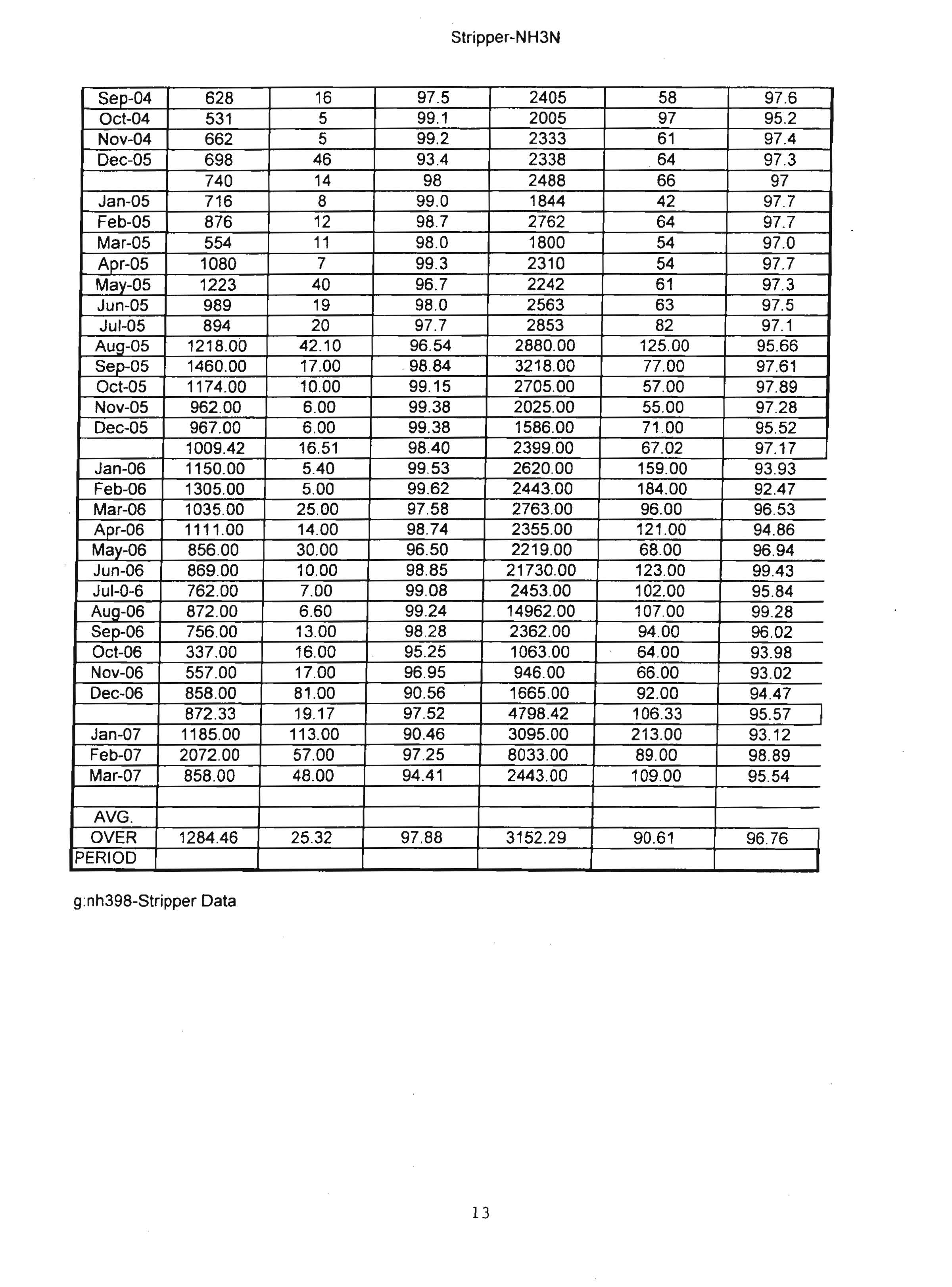
U.S. EPA. Specifically, the refinery treatment system includes sour water strippers which provide
greater than 95 percent ammonia removal, oil and solids removal, flow equalization, clarification,
single-stage activated sludge treatment and final polishing.
The U.S. EPA effluent limitations guidelines provide mass based limits for ammonia nitrogen (and
other parameters) based on refinery production, with the use of BAT treatment technology. The
Illinois regulations contain ammonia discharge standards which are much more stringent than the U.S.
EPA limitations. The Illinois standards would require Lemont Refinery to meet a
3.0 mg/l ammonia nitrogen discharge standard. Lemont Refinery has been unable to consistently
comply with the 3.0 mg/l limit. The Illinois Pollution Control Board granted the refinery a site
specific rule change effective through December 31, 2008. The refinery has consistently achieved
compliance with these regulations and typically provides an effluent quality significantly better than
the regulatory criteria.
Lemont Refinery is in the process of preparing a request for an adjusted standard for its discharge of
ammonia. AWARE Environmental Inc. (AEI) was retained to conduct a technical review of the
ammonia removal capacities of the wastewater treatment system. The primary objectives of this
review are to:
1. Determine if the present wastewater treatment system is consistent with the U.S. EPA BAT
criteria;
Electronic Filing -
Received, Clerk's Office
August 1, 2008
ii
2. Determine if the wastewater treatment system operating conditions are conducive to biological
nitrification; and
3. Evaluate alternative ammonia removal technologies and the cost of those technologies to
determine if changes in the present wastewater treatment system are warranted as part of a
program to achieve compliance with the 3 mg/l ammonia nitrogen criteria.
The results of this evaluation indicate that Lemont Refinery has a wastewater treatment system which
exceeds BAT criteria and which allows the facility to comply with U.S. EPA refinery discharge
regulations. The long term performance data has demonstrated that the refinery wastewater treatment
facility has achieved compliance with the current mass based limitations for ammonia nitrogen
contained in the NPDES permit, but that the refinery has not been able to consistently meet a 3.0 mg/l
ammonia nitrogen limit as per the Illinois regulations.
A review of the wastewater treatment technologies employed at the other Illinois Refineries was
conducted. These refineries were Conoco-Phillips, Roxana, IL; Exxon-Mobil, Joliet, IL; and
Marathon, Robinson, IL. The wastewater treatment processes employed by these Refineries are very
similar to those utilized at the Lemont Refinery.
A review of the activated sludge treatment plant was performed with regard to factors which control
the ability of a biological treatment facility to achieve nitrification. These factors include food to
microorganism ratio (F/M), sludge age, dissolved oxygen concentration, temperature, pH, and
alkalinity. The review indicates that these parameters have been maintained in the ranges favorable
to nitrification. However, in spite of this, the refinery treatment facility has been unable to meet the
3.0 mg/l ammonia nitrogen standard on a consistent basis.
Lemont Refinery has maintained an ongoing optimization program which has resulted in improved
ammonia nitrogen removal. The program has been expanded to address changes in the petroleum
refinery industry. The refinery has spent over $45,000,000 over the last ten years on capital projects
related to ammonia control and reduction.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
iii
As a result of changes in crude quality, Lemont refinery has experienced a five-fold increase in
wastewater treatment chemical addition costs over the last 4 years. Lemont refinery has and is
continuing to conduct research which addresses the environmental impacts caused by crude quality
fluctuations. Crude quality fluctuations confirm AEI’s previous analysis which indicated that the
capability of the wastewater treatment system is limited, in large part, due to the inherent variability
of refinery wastewater.
Potential alternative technologies were evaluated for upgrading the wastewater treatment facility with
additional nitrogen removal technologies which would increase the likelihood of consistently meeting
the 3.0 mg/l ammonia nitrogen standard. Several alternatives were screened and preliminary process
designs and budget cost estimates were developed for the four most viable alternatives. These four
alternatives include powdered activated carbon addition (PACT), fixed media biological treatment,
membrane bioreactors, and breakpoint chlorination. Addition of a fixed media biological reactor
would be the most cost-effective alternative. The fixed media system would utilize a rotating
biological contractor (RBC) and would have an estimated capital cost of $13,500,000 and an
estimated annual operating cost of $1,220,000. The estimated total annualized cost for the addition of
the fixed media reactor system over a ten (10) year period at 8 percent interest is $3,220,000/year.
Even with the ammonia removal upgrades, the ability of the treatment system to consistently meet the
3.0 mg/l ammonia nitrogen standard is uncertain. Based on the significant cost of upgrading the
system, and the uncertainty that the upgraded system would achieve consistent compliance with the
3.0 mg/l ammonia nitrogen standard, upgrading the treatment system with additional treatment
technologies for ammonia removal is not justified.
We recommend that Lemont Refinery continue its ongoing research studies and projects designed to
optimize the existing wastewater treatment system. These efforts should be directed toward obtaining
the maximum possible ammonia removal on a consistent basis. Continued development of
operational data under the varying conditions inherent with refinery wastes will help to improve the
performance of the system, and will allow the maximum ammonia removal capability of the system to
be achieved.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
iv
TABLE OF CONTENTS
Section No.
Description
Page No.
EXECUTIVE SUMMARY ......................................................................... i
TABLE OF CONTENTS........................................................................... iv
LIST OF TABLES.......................................................................................v
LIST OF FIGURES ................................................................................... vi
LIST OF APPENDICES............................................................................ vi
1.0
INTRODUCTION .......................................................................................1
2.0
REGULATORY REVIEW..........................................................................3
2.1
U.S. EPA Effluent Limitations Guidelines ............................................3
2.2
Illinois Water Pollution Regulations......................................................5
3.0
ANALYSIS OF EXISTING FACILITY
WITH RESPECT TO BAT AND
NITRIFICATION ........................................................................................7
3.1
Analysis of Refinery Wasteloads.........................................................10
3.2
Current Wastewater Collection and Treatment System.......................19
3.3
Comparison of Lemont Refinery’s Wastewater Treatment ...................
Performance with BAT ........................................................................24
3.4
Review of Long Term Ammonia Removal Performance ....................30
3.5
Parameters Which Control Nitrification ..............................................35
3.6
Summary ..............................................................................................38
4.0
ANALYSIS OF ALTERNATIVES...........................................................40
4.1
Selected Technologies for Evaluation .................................................40
4.2
Activated Sludge with Powdered Activated Carbon Addition ............43
4.3
Activated Sludge with A Fixed Media System....................................46
4.4
Activated Sludge with Membrane Bioreactor......................................47
4.5
Activated Sludge with Breakpoint Chlorination/ Dechlorination........53
4.6
Analysis of Technologies Utilized at Illinois Refineries .....................57
4.7
Conclusions..........................................................................................57
Electronic Filing -
Received, Clerk's Office
August 1, 2008
v
LIST OF TABLES
Table No.
Description
Page No.
2-1
U.S. EPA Refinery Subcategories
4
3-1
Observed Maximum Monthly Production Rates
8
3-2
Sour Water Stripper – Ammonia Removal
11
3-3
Secondary System Influent Waste Loads
14
3-4
Summary of Design Wastewater Loadings
18
3-5
Process Design Summary Existing Wastewater
Treatment Plant
21
3-6
Comparison of BAT Guidelines with Lemont Refinery’s
Wastewater Treatment System
25
3-7
Summary of Waste Treatment Modifications/Upgrades
26
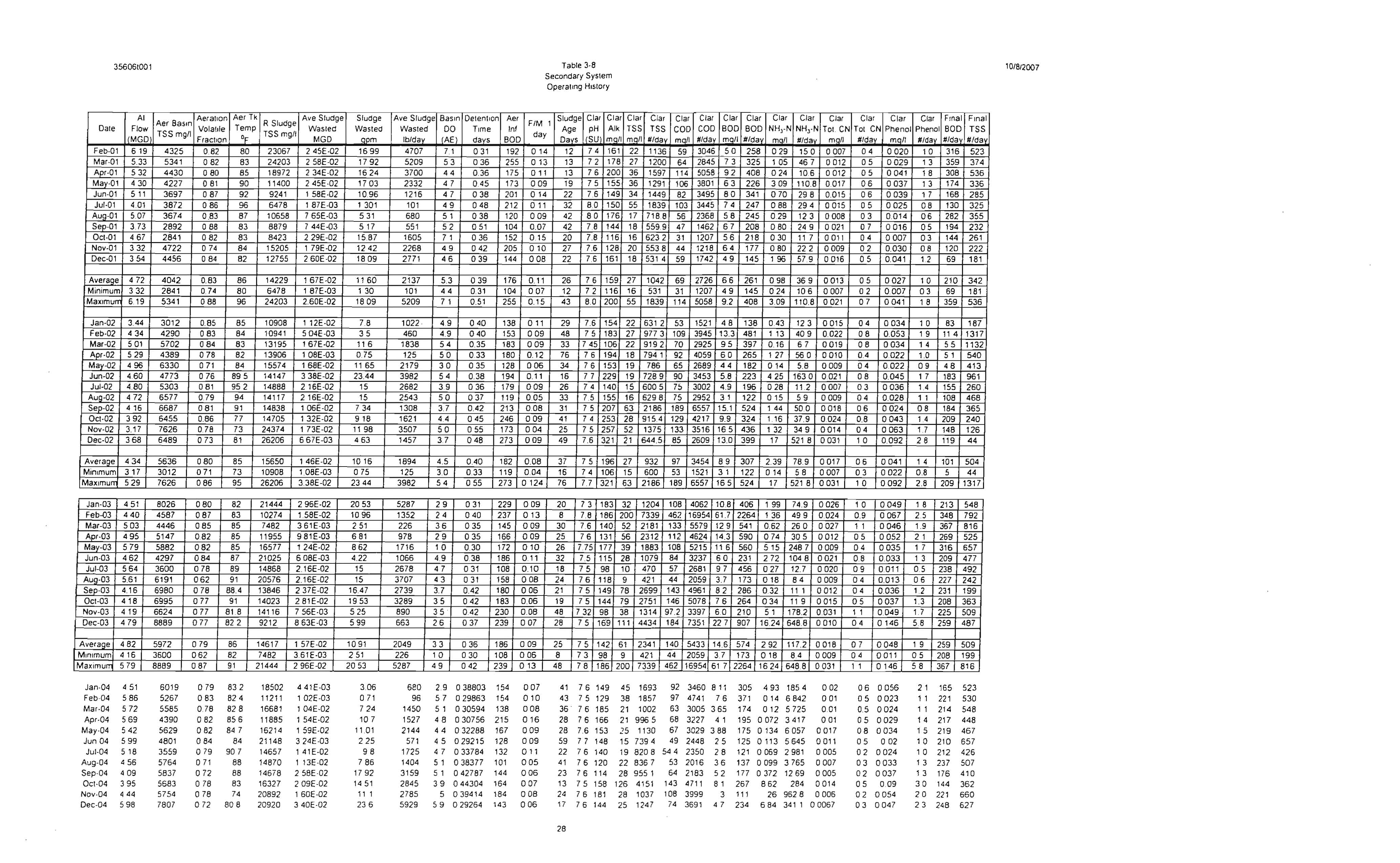
3-8
Secondary System Operating History
27
3-9
BPT & BAT Limitations and IEPA/NPDES Limitations
31
3-10
Typical Operating Ranges for Nitrification
32
3-11
Typical Operating Ranges For Nitrification
36
4-1
Summary of Potential Technologies
42
4-2
Process Design Summary for Activated Sludge with PAC 44
4-3
Process Design Summary for Activated Sludge with a
Fixed Media System
48
4-4
Process Design for Membrane Bioreactor Activated Sludge 51
4-5
Process Design Summary for Activated Sludge with
Breakpoint Chlorination and Dechlorination
54
4-6
Summary of Project Cost Estimate
58
4-7
Comparison Of Wastewater Treatment at
Illinois Refineries
60
Electronic Filing -
Received, Clerk's Office
August 1, 2008
vi
LIST OF FIGURES
Figure No.
Description
Page No.
3-1
Process Flow Diagram of Existing Wastewater
Treatment Facilities
20
3-2
PTU Equipment Arrangement
23
3-3
Variability of Effluent Ammonia Nitrogen as Compared
to Proposed 3.0 mg/l Limitation
34
4-1
Activated Sludge with PAC Addition
45
4-2
Activated Sludge with a Fixed Media System
49
4-3
Membrane Bioreactor Activated Sludge
52
4-4
Activated Sludge with Breakpoint
Chlorination-Dechlorination
55
LIST OF APPENDICES
A
Calculation of Effluent Criteria
B
Statistical Data Analysis
Electronic Filing -
Received, Clerk's Office
August 1, 2008
1
SECTION 1.0
INTRODUCTION
CITGO Petroleum Corporation (CITGO) operates a petroleum refinery (Lemont Refinery) in
Lemont, Illinois. The refinery produces gasoline, a variety of other fuels, coke, and solvents
from crude oil. Lemont Refinery was formerly owned and operated by the UNO-VEN
Company, and had previously been operated as the Union Oil Refinery. On May 1, 1997 PDV
Midwest Refining, L.L.C. purchased the Lemont Refinery and contracted with CITGO to operate
the refinery.
The process wastewater generated by the refinery and the contaminated stormwater runoff from
the facility are treated in a single stage activated sludge wastewater treatment plant. The treated
wastewater is discharged to the Chicago Sanitary and Ship Canal under a National Pollutant
Discharge Elimination System (NPDES) permit. The current permit (No. IL0001589) was
issued by the Illinois Environmental Protection Agency (IEPA) on July 28, 2006, became
effective August 1, 2006 and was modified on June 22, 2007. The permit expires on July 31,
2011.
The State of Illinois has ammonia nitrogen discharge standards for sources which discharge
greater than 100 lb/day of ammonia nitrogen, such as the Lemont Refinery. These criteria are
contained in the State of Illinois Rules and Regulations under Title 35: Environmental
Protection, Subtitle C: Water Pollution, Chapter I: Pollution Control Board. Section 304.122
(b) of this regulation sets monthly average discharge standards at 3.0 mg/l of ammonia nitrogen.
Lemont Refinery has been unable to consistently meet the 3.0 mg/l ammonia concentration
standard. As a result, the Illinois Pollution Control Board (IPCB) granted the refinery a site
specific rule change for ammonia under Section 304.213 of the Illinois regulations. The current
site specific rule was adopted in 1998, as an extension of a previous rule change, and is effective
through December 31, 2008. This site specific rule change exempts the facility from the
ammonia limits under Section 304.122(b) of the Illinois regulations and requires that the facility
meet the U.S. EPA Best Available Technology Economically Achievable (BAT) limitations for
Electronic Filing -
Received, Clerk's Office
August 1, 2008
2
ammonia pursuant to 40 CFR 419.23 (1992). Under the site specific rule, the facility is required
to meet a monthly average ammonia limit of 9.4 mg/l, a daily maximum ammonia limit of 26.0
mg/l, to continue its efforts to reduce ammonia discharges and to monitor and report nitrogen
concentrations of its oil feedstocks.
Lemont Refinery has retained AWARE Environmental Inc. (AEI) of Charlotte, North Carolina to
evaluate current conditions, to evaluate potential alternatives for upgrading the treatment system
to meet a 3.0 mg/l limit, and to evaluate the need to re-apply for a site specific rule change. AEI
conducted a conceptual evaluation of Lemont Refinery wastewater treatment system, and the
available alternatives to achieve ammonia removal from a refinery wastewater. The primary
objectives of this program were to:
1. Determine if the present wastewater treatment system is consistent with the U.S. EPA
BAT criteria;
2. Determine if the wastewater treatment system operating conditions are conducive to
biological nitrification; and
3. Evaluate alternative ammonia removal technologies, and the cost of those technologies to
determine if changes in the present wastewater treatment system are warranted as part of
a program to achieve compliance with the 3.0 mg/l ammonia nitrogen criteria.
This report presents the AEI findings.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
3
SECTION 2.0
REGULATORY REVIEW
There are a wide range of regulations which control the wastewater discharges from petroleum
refineries. The primary regulatory drivers for determining the ammonia discharge limitations
from Lemont Refinery are the U.S. EPA effluent limitations guidelines and the State of Illinois
water pollution regulations. As a part of the development of this report, current regulations and
potential pending changes in regulations which may impact Lemont Refinery wastewater
treatment operations and/or ammonia discharge were reviewed.
2.1
U.S. EPA EFFLUENT LIMITATIONS GUIDELINES
The U.S. EPA has developed effluent limitations guidelines for the petroleum refining industry
which are included in 40 CFR 419. The basis for these guidelines are included in the 1982
Development Document for Effluent Limitations Guidelines, New Source Performance Standards
and Pretreatment Standards for the Petroleum Refining Industry
(EPA 440/1-82/014). These
guidelines provide effluent load-based limitations for conventional pollutants based on the Best
Practicable Control Technology Currently Available (BPT) (40 CFR 419.22) and for non-
conventional pollutants based on Best Available Technology Economically Achievable (BAT)
(40 CFR 419.23). Conventional pollutants include BOD
5
, TSS, oil and grease, and pH. Non-
conventional pollutants include COD, ammonia nitrogen, sulfide, phenolic compounds, total
chromium, and hexavalent chromium. The effluent limitations guidelines are based on actual
effluent flows and pollutant concentrations obtained by refineries employing BAT and BPT
treatment technologies.
EPA guidelines define five (5) general subcategories of refineries based on the production
processes employed. These categories are summarized in Table 2-1. Lemont Refinery is
classified as Subcategory B – Cracking Refinery. Under the guidelines, effluent limitations are
calculated for each individual facility based on the refining subcategory, the maximum feedstock
processing rate and the process configuration.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
4
TABLE 2-1
U.S. EPA REFINERY SUBCATEGORIES
Subcategory
Basic Refinery Operations Included
A - Topping
Topping and catalytic reforming whether or not the
facility includes any other process in addition to topping
and catalytic reforming.
This subcategory is not applicable to facilities which
include thermal processes (coking, visbreaking, etc.) or
catalytic cracking.
B – Cracking
Topping and cracking, whether or not the facility
includes any processes in addition to topping and
cracking, unless specified in one of the subcategories
listed below.
C – Petrochemical
Topping, cracking and petrochemical operations
whether or not the facility includes any process in
addition to topping, cracking and petrochemical
operations’, except lube oil manufacturing operations.
D – Lube
Topping, cracking and lube oil manufacturing processes,
whether or not the facility include any process in
addition to topping, cracking and lube oil manufacturing
processes, except petrochemical operations’.
E – Integrated
Topping, cracking, lube oil manufacturing processes and
petrochemical operations, whether or not the facility
includes any processes in addition to topping, cracking
and lube oil manufacturing processes and petrochemical
operations’.
The term “petrochemical operations” shall mean the production of second generation
petrochemicals (i.e. alcohols, ketones, cumene, styrene, etc.) or first generation petrochemicals
and isomerization products (i.e. BTX, olefins, cyclohexane, etc.) when 15% or more of the
refinery production is as first generation petrochemicals and isomerization products.
Source: Development Document for Effluent Limitations Guidelines and Standards for the
Petroleum Refining Point Source Category, EPA 440/1-82-014, October 1982, 64-65.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
5
The U.S. EPA BAT guidelines are based on the implementation of in-plant water
reuse/conservation measures to minimize the volume of wastewater discharge, and the use of
sour water strippers to reduce ammonia and sulfide loads in the process wastewater. These in-
refinery controls should be followed by end-of-pipe treatment technologies. The U.S. EPA BAT
model, as found in the 1982 “Development Document”, is based on a wastewater treatment plant
(WWTP) that includes the following treatment processes:
1. Flow equalization;
2. Initial oil and solids removal (API separator or baffle plate separator);
3. Additional oil/solids removal (clarifiers or dissolved air flotation);
4. Biological treatment; and
5. Filtration or other final polishing steps.
As a part of this report preparation, contacts were made with the U.S. EPA personnel responsible
for developing guidelines for the Petroleum Refinery subcategory to determine if modifications
to the effluent guidelines for petroleum refinery are anticipated. According to U.S. EPA
personnel, U.S. EPA has no immediate plans to revise the effluent guidelines. The 304 (m)
process involves substantial public input and generally, leads to lengthy studies before any type
of rule making is identified. Presently, petroleum refineries are not being considered for updated
guidelines.
2.2
ILLINOIS WATER POLLUTION REGULATIONS
Under the current Illinois water pollution regulations, as amended through November 21, 2005,
the State of Illinois has established ammonia nitrogen limitations for discharges into the Illinois
River system. Under Section 304.122 (b) of the regulations, ammonia nitrogen discharges of
greater than 100 lb/day are required to meet a 3.0 mg/l monthly average effluent ammonia
nitrogen limit. This limitation is significantly more stringent than the ammonia nitrogen
standards in the U.S. EPA effluent limitations guidelines.
Lemont Refinery discharges treated wastewater into the Chicago Sanitary and Ship Canal, a
secondary contact waterway, and periodically discharges more than 100 lb/day of ammonia
Electronic Filing -
Received, Clerk's Office
August 1, 2008
6
nitrogen. Therefore, Lemont Refinery discharge is regulated by the 3.0 mg/l ammonia nitrogen
discharge rule.
The refinery has not been able to consistently meet the 3.0 mg/l ammonia limit under the Illinois
regulations. Based on the results of previous evaluations performed in conjunction with the
petitions for the site specific rule changes, no economically feasible treatment methods were
identified which could ensure consistent compliance with a 3.0 mg/l ammonia nitrogen limit. As
discussed above, site specific rule changes were granted by the IPCB to the refinery under
Section 304.213 of the Illinois water pollution regulations. The site specific rule change exempts
the refinery from the ammonia limits under Section 304.122 of the Illinois regulations and
requires the refinery to meet the U.S. EPA BAT limitations for ammonia nitrogen pursuant to 40
CFR 419.23 (1992). The facility is also required to comply with a monthly average ammonia
nitrogen limit of 9.4 mg/l and a daily maximum ammonia nitrogen limit of 26.0 mg/l. In
addition, as part of the site specific rule change, the refinery is required to continue its efforts to
reduce ammonia discharge and to monitor and report nitrogen concentrations of its oil
feedstocks.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
7
SECTION 3.0
ANALYSIS OF EXISTING FACILITY
WITH RESPECT TO BAT AND NITRIFICATION
A detailed analysis of the wastewater treatment program was conducted in order to determine if
the refinery continues to be a BAT facility. Included in this analysis were evaluations of the
refinery wasteloads and the current wastewater treatment program. These were conducted with
regard to the ability of the system to provide consistent biological nitrification. The objects of
this analysis were to:
1. Determine if the waste loadings, and the hydraulic and ammonia loads in particular, are
consistent with BAT criteria;
2. Determine if the BAT effluent limitations guidelines and discharge permit criteria are
being met;
3. Determine if the physical facility is consistent with the EPA BAT technology model; and
4. Evaluate the present treatment program to determine if it is consistent with the refinery’s
objective of improving ammonia removal, and if additional changes in the program are
warranted.
The results of this analysis are presented in this section.
Currently, the refinery does not have long term crude supply agreements or super tanker
unloading facilities which could provide a fairly consistent grade of crude to the refinery.
Therefore, crude quality will vary significantly. In addition, the refinery is processing heavier
crudes. These factors affect the feed stock. There are frequent feed stock fluctuations which
result in chemical and operating changes throughout the day. These fluctuations affect the water
quality discharged to the wastewater treatment plant.
The maximum monthly production rate for Lemont refinery observed during the period of 1997
to present was 170,341 barrels per day which occurred in September 2005. The maximum
production of each individual process is presented in Table 3-1. The United States
Environmental Protection Agency uses these process capacities as the basis for defining effluent
Electronic Filing -
Received, Clerk's Office
August 1, 2008
8
TABLE 3-1
OBSERVED MAXIMUM MONTHLY PRODUCTION RATES
(1)
Process
Max Production
Rate
(bbl/day)
Crude Processes
Desalting
Atmospheric Distillation
Vacuum Distillation
168,626
168,626
82,807
Cracking Processes
Fluid Catalytic Cracking
Delay Coking
Needle Coking
69,098
40,326
6,413
Asphalt Production
Asphalt Production
Asphalt Oxidation
4,329
10,935
(1)
This is based on the monthly average production rates for the period used
to develop the current NPDES permit. Note that the maximum monthly
production rate reached 170,341 in September 2005. (This was after the
time period utilized for NPDES development).
Electronic Filing -
Received, Clerk's Office
August 1, 2008
9
criteria. The specific calculations to define the present design criteria are presented in Appendix
A.
The waste load to the refinery treatment system has become more variable. Several of the
factors which affect the waste loads are:
1. Operate consistently at design thru put rates;
2. Changes in the quality of crude; and
3. Feedstocks with a higher percentage of heavy crude.
Specifically, these problems are as follows:
1. Because of increased gasoline demand, refineries are operating at design capacities and
there is very little production variability on a month to month basis. This provides less
time for turnarounds and the potentials for malfunctions or upsets to occur is increased at
higher production levels.
2. Crude oil is delivered by pipelines and the nature of the pipeline sources means that there
can be significant variability on a batch to batch basis. Lemont has to continually review
the quality of the crude and make adjustments in chemicals and processing factors
especially in the crude desalting units. This variability can result in increased wasteloads
to the wastewater treatment plant.
3. Heavy crude is of a poorer quality than sweet crude. Heavy crude is most readily
available in the Midwest US because it is directly piped to this area. Heavy crude results
in more solid materials and asphaltenes. Therefore, the wasteloads in terms of COD, oil
and grease and TSS are greater than with other types of crude processed at the refinery.
This places a much greater emphasis on the wastewater treatment program to maintain
compliance with effluent criteria.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
10
3.1
ANALYSIS OF REFINERY WASTELOADS
The U.S. EPA effluent guidelines for the petroleum refinery category are based on the use of
sour water strippers. Sour water generally results from water brought into direct contact with a
hydrocarbon stream, such as when steam is used for stripping or mixing, or when water is used
as a washing medium, as in desalting. The U.S. EPA development document reported maximum
sour water stripper ammonia removal efficiencies of 95 percent or greater. In an analysis of
Lemont Refinery which was conducted in conjunction with the 1992 site specific rule change,
the combined average ammonia removal observed in the sour water strippers was 95 percent.
Lemont Refinery has maintained an ongoing program to optimize the performance of the sour
water strippers. This can be seen based on the data from the last fifteen years. During this time
period, the sour water stripper operation has been very effective. The data presented in the 1997
rule change request showed that ammonia removal efficiencies averaged in excess of 96.4
percent, and monthly average efficiencies have been observed in excess of 99 percent. The data
for the past ten years is presented in Table 3-2 and shows an average removal of 96.8 percent
with a number of monthly average removal efficiencies exceeding 99 percent. This type of
performance is indicative of the facility’s diligent program of improving performance. This
represents performance well exceeding the U.S. EPA model refinery objective and continues to
show improved removals since our analysis of the data as part of previous site specific rule
change applications.
A review of the characteristics of the primary effluent was performed in order to evaluate the
influent conditions to the activated sludge system. Design parameters were also evaluated for
potential additional treatment technologies to improve ammonia removal. The monthly average
secondary influent characteristics for the period August 1997 to March 2007 are presented in
Table 3-3.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Table 3-2
Sour Water Stripper -
Ammonia
Removal
Sour Water Stripper. Ammonia Removal
non-CN
service
Stripper-NH3N
CN service
Date
Inf.-mgll
Eff.-mg/l
% Removal
Inf.-mg/l
Eff.-mgll
%
Removal
Jan' 97
3369
12
99.6
4517
64
98.6
Feb'97
4043
7
99.8
4141
42
99.0
March' 97
1909
4
99.8
2783
65
97.7
Apr' 97
944
4
99.6
4037
50
98.8
May' 97
992
4
99.6
3900
43
98.9
June' 97
1013
5
99.5
3840
2
99.9
July' 97
596
32
94.6
2732
42
98.5
Aug'97
1204
4
99.7
3816
61
98.4
Sept' 97
1118
9
99.2
3949
74
98.1
Oct' 97
1520
3
99.8
4120
64
98.4
Nov'97
1799
7
99.6
3317
79
97.6
Dec'97
1399
5
99.6
4134
131
96.8
Average
1659
8
99.5
3774
60
98.4
Jan' 98
1594
7
99.6
3686
105
97.2
Feb'98
1086
8
99.3
3383
86
97.5
Mar' 98
1128
42
96.3
3204
69
97.8
Apr'98
986
14
98.6
2705
50
98.2
May'98
963
24
97.5
1564
13
99.2
June' 98
1288
303
76.5
2569
77
97.0
July' 98
1216
16
98.7
2944
123
95.8
Aug' 98
1434
34
97.6
2867
80
97.2
Sept' 98
1401
27
98.1
2956
132
95.5
Oct' 98
1095
22
98.0
2871
85
97.0
Nov' 98
887
17
98.1
3097
79
97.4
Dec'98
877
16
98.2
2964
94
96.8
Average
1163
44
96.2
2901
83
97.1
Jan' 99
1162
9
99.2
2896
48
98.3
Feb' 99
1132
46
95.9
3360
100
97.0
Mar' 99
610
11
98.2
2397
76
96.8
Apr' 99
1134
27
97.6
2877
120
95.8
May'99
3974
38
99.0
3163
77
97.6
June' 99
4332
15
99.7
3579
74
97.9
July' 99
5153
19
99.6
3575
84
97.7
Aug' 99
2550
18
99.3
3016
77
97.4
Sept'99
1495
13
99.1
2641
122
95.4
Oct' 99
870
13
98.5
2724
89
96.7
Nov' 99
851
14
98.4
2807
94
96.7
Dec'99
800
8
99.0
2676
72
97.3
Average
2005
19
99.0
2976
86
97.1
Jan' 00
1099
17
98.5
3080
90
97.1
Feb' 00
1184
6
99.5
3157
99
96.9
Mar' 00
1058
6
99.4
3039
143
95.3
Apr' 00
1437
14
99.0
2739
110
96.0
May' 00
1342
10
99.3
3040
101
96.7
June' 00
1198
19
98.4
2912
122
95.8
July' 00
1296
18
98.6
3017
118
96.1
Aug' 00
1206
10
99.2
2813
103
96.3
11
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Stripper-NH3N
Sept' 00
627
7
98.9
2708
156
94.2
Oct' 00
924
20
97.8
3028
123
95.9
Nov'OO
1967
20
99.0
3056
107
96.5
Dec'OO
1489
28
98.1
4055
126
96.9
1236
15
98.8
3054
117
96.2
Jan' 01
1269
32
97.5
2999
166
94.5
Feb' 01
726
16
97.8
3130
109
96.5
Mar' 01
886
27
97.0
2669
130
95.1
Apr' 01
1506
3
99.8
3250
72
97.8
May' 01
1988
3
99.8
3486
102
97.1
June' 01
2056
4
99.8
3499
111
96.8
July
t
01
1246
9
99.3
3111
106
96.6
Aug' 01
933
7
99.2
2854
66
97.7
Sept' 01
7060
294
95.8
10178
411
96.0
Oct
t
01
2505
145
94.2
3602
180
95.0
Nov' 01
1361
26
98.1
1562
142
90.9
Dec' 01
1217
27
97.8
1567
121
92.3
1896
49
98.0
3492
143
95.5
Jan' 02
1665
17
99.0
1755
97
94.5
Feb' 02
1880
13
99.3
1902
97
94.9
Mar' 02
1147
14
98.8
1763
79
95.5
Apr' 02
769
39
94.9
1920
116
94.0
May' 02
477
21
95.6
1724
18
99.0
June' 02
737
13
98.2
2877
79
97.3
July' 02
654
14
97.9
3020
80
97.4
Aug' 02
961
9
99.1
3937
173
95.6
Sept
'02
989
7.0
99.3
3621
117
96.8
Oct
t
02
1632
39
97.6
1769
63
96.4
Nov' 02
Dec'02
1259
123
90.2
1630
292
82.1
1106
28
97.3
2356
110
94.8
Jan-03
590
29
95.1
2824
29
99.0
Feb-03
760
54
92.9
3141
42
98.7
Mar-03
739
23
96.9
2263
69
97.0
Apr-03
922
84
90.9
2755
148
94.6
May-03
993
62
93.8
2667
170
93.6
Jun-03
789
2
99.7
2286
106
95.4
Jul-03
1362
8
99.4
2585
94
96.4
Aug-03
1341
15
98.9
2253
86
96.2
Sep-03
1256
12.0
99.0
2024
66
96.7
Oct-03
1109
51
95.4
2149
62
97.1
Nov-03
834
65
92.2
2384
112
95.3
Dec-03
1062
104
90.2
2537
71
97.2
980
42
95
2489
88
96.4
Jan-04
838
11
98.7
2741
109
96.0
Feb-04
689
13
98
2938
80
97.3
Mar-04
558
7
99
2065
42
98.0
Apr-04
738
4
99
2460
35
98.6
May-04
832
3
100
2725
24
99.1
Jun-04
922
20
98
2802
99
96.5
Jul-04
805
26
97
1833
51
97.2
Aug-04
980
17
98.3
3208
73
97.7
12
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Stripper-NH3N
Sep-04
628
16
97.5
2405
58
97.6
Oct-04
531
5
99.1
2005
97
95.2
Nov-04
662
5
99.2
2333
61
97.4
Dec-OS
698
46
93.4
2338
64
97.3
740
14
98
2488
66
97
Jan-05
716
8
99.0
1844
42
97.7
Feb-05
876
12
98.7
2762
64
97.7
Mar-05
554
11
98.0
1800
54
97.0
Apr-05
1080
7
99.3
2310
54
97.7
May-05
1223
40
96.7
2242
61
97.3
Jun-05
989
19
98.0
2563
63
97.5
Jul-05
894
20
97.7
2853
82
97.1
Aug-05
1218.00
42.10
96.54
2880.00
125.00
95.66
Sep-05
1460.00
17.00
.98.84
3218.00
77.00
97.61
Oct-05
1174.00
10.00
99.15
2705.00
57.00
97.89
Nov-OS
962.00
6.00
99.38
2025.00
55.00
97.28
Dec-05
967.00
6.00
99.38
1586.00
71.00
95.52
1009.42
16.51
98.40
2399.00
67.02
97.17
Jan-06
1150.00
5.40
99.53
2620.00
159.00
93.93
Feb-06
1305.00
5.00
99.62
2443.00
184.00
92.47
Mar-06
1035.00
25.00
97.58
2763.00
96.00
96.53
Apr-06
1111.00
14.00
98.74
2355.00
121.00
94.86
May-06
856.00
30.00
96.50
2219.00
68.00
96.94
Jun-06
869.00
10.00
98.85
21730.00
123.00
99.43
Jul-0-6
762.00
7.00
99.08
2453.00
102.00
95.84
Aug-06
872.00
6.60
99.24
14962.00
107.00
99.28
Sep-06
756.00
13.00
98.28
2362.00
94.00
96.02
Oct-06
337.00
16.00
95.25
1063.00
64.00
93.98
Nov-06
557.00
17.00
96.95
946.00
66.00
93.02
Dec-06
858.00
81.00
90.56
1665.00
92.00
94.47
872.33
19.17
97.52
4798.42
106.33
95.57
I
Jan-07
1185.00
113.00
90.46
3095.00
213.00
93.12
Feb-07
2072.00
57.00
97.25
8033.00
89.00
98.89
Mar-07
858.00
48.00
94.41
2443.00
109.00
95.54
AVG.
OVER
1284.46
25.32
97.88
3152.29
90.61
96.76
I
PERIOD
I
g:nh398-Stripper Data
13
Electronic Filing -
Received, Clerk's Office
August 1, 2008
356061001
Table 3-3
Secondary Syslem
Influent Wasle Loads
12/412007
Dale
Auo-97
Sep-97
Otl-97
Nov-97
Dec-97
AI Flaw AI pH AI Alk AI TSS AI TSS
(MGOl (SUI
I
(mall
(mom IIb/dav!
3.86
8.3
220
75
2414
3.59
8.1
277
161
4820
342
8.3
244
105
2995
3.30
8.8
272
357
9825
3.78
8.9
247
118
3720
AI COD
Imam
495
881
1027
858
718
AICOD
AI BOD
IIb/dav) Imam
15935
183
26378
239
29293
266
23614
213
22635
200
AI BOD
IIb/davl
5891
7156
7587
5862
6305
AI Tot. Cr
(mam
0020
0.020
0.040
0.070
0.070
AI Tot. Cr
Ilb/dav!
0.6
06
1.1
1.9
22
AIO&G AI O&G AI NH,-N AI NH,-N
Imam IIb/davl
mn/l
IIb/davl
328
1056
16.9
544
43.6
1305
19.6
587
147.9
4219
18.5
528
63.0
1734
21.2
583
652
2055
174
549
AI Fluor.
(mom
1.59
251
243
2.21
2.01
AI Fluor
Ib/dav!
51
75
69
61
63
AI Phenal AI Phenal AI Sulfide AI Sulfide AI CN AI CN
(mam
IIb/dav)
(mom
IIb/davl Ilmoll IIb/dav!
12.8
412
0.6
19
0081
2.61
16.3
488
0.8
24
0.099
2.96
12.7
362
0.1
3
0.100
2.85
11.7
322
1.9
52
0.080
2.20
14.2
448
0.8
25
0.093
2.93
AveraCle
Mrnimum
Maximum
Jan-98
Feb-98
Mar-98
Acr-98
May-98
Jun-98
JUI-98
Aug-98
Sep-98
Oct-98
Nov-98
Dec-98
Averaae
Minimum
Maximum
Jan-99
Feb-99
Mar-99
Apr-99
Mav-99
Jun-99
Jul-99
Auo-99
Sep-99
Ott-99
Nav-99
Dec-99
Averaoe
Minimum
Maximum
Jan-DO
Feb-DO
Mar-DO
Acr-OO
Mav-OO
Jun-OO
Jut-DO
Auo-OO
Sec-DO
Oct-DO
Nav-OO
Dec-DO
AveraQe
Minimum
3.59
330
3.86
5.18
4.45
5.35
4.50
4.98
4.65
5.20
4.31
4.50
4.50
4.24
3.59
4.62
3.59
5.35
4.78
4.96
4.58
4.23
572
5.04
4.27
3.89
3.56
4.25
393
4.19
4.45
356
572
4.35
4.54
4.26
5.14
5.64
6.56
4.98
4.46
4.65
3.58
4.05
4.04
4.69
3.58
8.5
81
8.9
8.4
8.6
8.3
8.2
94
98
8.9
8.7
8.6
8.6
8.5
8.3
8.7
8.2
9.8
9.1
8.8
9.4
9.2
10
8.9
94
9.5
9.2
95
8.7
8.8
9.21
8.70
10.00
8.8
8.7
87
8.5
8.5
8.8
9.2
9.2
9.5
91
9.6
8.97
8.50
252
220
277
212
243
224
226
311
415
238
321
215
230
282
292
267
212
415
381
348
351
313
414
245
293
338
315
346
290
279
326
245
414
290
256
358
254
240
254
258
322
334
413
300
467
312
240
163
75
357
67
62
93
61
51
191
69
64
64
44
38
38
70
38
191
43
26
87
23
63
29
29
42
24
58
65
81
48
23
87
48
40
109
94
41
86
131
110
71
71
69
50
77
40
4755
2414
9825
2894
2301
4150
2289
2118
7407
2992
2301
2402
1651
1344
1138
2749
1138
7407
1714
1076
3323
811
3005
1219
1033
1363
713
2056
2130
2831
1773
713
3323
1741
1515
3873
4030
1929
4705
5441
4092
2753
2120
2331
1685
3018
1515
796
495
1027
435
744
695
984
533
664
438
610
431
470
544
814
614
431
984
833
534
561
405
449
311
364
486
516
624
761
758
550
311
833
478
425
536
529
222
254
350
577
433
559
496
532
449
222
23571
15935
29293
18793
27612
31010
36930
22137
25751
18995
21927
16175
17639
19237
24372
23381
16175
36930
33208
22090
21429
14288
21419
13072
12963
15767
15320
22118
24943
26488
20259
12963
33208
17341
16092
19043
22677
10442
13896
14537
21462
16792
16690
16753
17925
16971
10442
220
183
266
139
205
194
182
245
336
193
245
136
169
199
213
205
136
336
296
223
262
186
212
123
161
242
220
201
219
196
212
123
296
150
155
265
262
82
127
179
201
166
141
153
242
177
82
6560
5862
7587
6005
7608
8656
6830
10176
13030
8370
8807
5104
6343
7037
6377
7862
5104
13030
11800
9225
10008
6562
10113
5170
5733
7851
6532
7124
7178
6849
7845
5170
11800
5442
5869
9415
11231
3857
6948
7434
7476
6438
4210
5168
8154
6804
3857
0.04
0.02
0.07
0.04
0.07
0.03
0.02
0.03
0.03
0.03
0.05
0.06
0.04
0.04
0.04
0.02
0.07
0.04
0.05
0.04
0.04
0.05
0.04
0.04
0.03
0.05
0.05
0.05
0.09
005
0.03
0.09
0.10
0.09
0.07
0.08
0.07
0.06
0.09
0.12
007
0.07
0.06
0.07
0.08
0.06
1.3
06
2.2
1.7
1.5
3. I
1.1
0.8
12
1.3
11
1.9
2.3
14
1.2
1.5
0.8
3.1
1.6
1.5
1.4
24
1.7
14
1.0
1.5
1.8
16
3.1
1.8
1.0
31
3.6
34
2.5
34
3.3
3.3
3.7
4.5
27
2.1
20
2.4
31
2.0
70.50
32.80
147.90
29.6
628
37.8
23.7
29.3
34.1
222
29.9
31.2
27.9
27.8
42.3
33.2
222
62.8
49.2
12.5
17.7
7.9
8.5
8.1
9.5
304
18.1
74.8
105.2
80.9
35.2
7.9
1052
434
58.2
63.3
508
11.6
19.2
36.7
28.4
38.0
40.0
45.6
8.6
37.0
86
2074
1056
4219
1279
2331
1687
889
1217
1322
963
1075
1171
1047
983
1266
1269
889
2331
1961
517
676
279
405
340
338
986
537
2651
3448
2827
1247
279
3448
1575
2204
2249
2178
546
1050
1524
1056
1474
1194
1540
290
1407
290
18.7
16.9
21.2
17.0
14.9
12.5
9.6
19.0
39.8
17.8
24.0
16.8
16.7
21.7
26.8
19.7
9.6
39.8
348
28.8
39.2
223
16.9
12.6
17.2
24.6
23.4
146
14.0
19.8
224
12.6
39.2
27.6
15.9
30.8
13.1
11.8
134
168
25.0
165
23.6
16.9
no
19.5
11.8
14
558
528
587
734
553
558
360
789
1543
772
863
631
627
767
802
750
360
1543
1387
1191
1497
787
806
530
613
798
695
517
459
692
831
459
1497
1001
602
1094
562
555
733
698
930
640
705
571
775
739
555
22
1.6
2.5
1.5
18
2.9
2.3
12.6
10.1
3.0
45
28
2.7
2.9
24
4.1
1.5
12.6
192
4.38
3.61
3.75
3.98
4.06
3.65
2.68
4.77
3.85
7.10
2.70
3.87
1.92
7.10
2.98
3.33
4.22
314
3.38
4.55
6.39
4.64
4.51
4.91
3.46
581
43
3.0
64
51
75
66
67
130
85
523
392
130
160
107
101
102
73
161
66
523
77
181
138
132
190
171
130
87
142
136
233
94
143
77
233
108
126
150
135
159
249
265
173
175
147
117
196
167
108
135
11.7
16.3
90
94
10.1
12.8
95
12.2
16.1
26.1
129
14.0
16.6
18.2
13.9
9.0
26.1
8.0
11.7
17.0
10.6
9.0
7.1
14.8
18.7
16.1
16.0
12.5
12.2
12.8
7.1
18.7
16.8
124
6.9
8.6
7.9
6.5
13.0
17.0
8.8
146
10.8
12.2
11.3
6.5
406
322
488
389
350
451
480
393
473
698
938
484
525
587
545
526
350
938
318
484
649
374
429
300
527
607
478
567
410
426
464
300
649
609
470
246
369
373
357
540
632
343
436
365
411
429
246
0.8
0.1
1.9
0.1
0.2
0.1
01
4.2
30.0
0.1
1.1
04
0.8
8.5
7.1
44
0.1
30.0
17.8
7.5
9.1
5.1
6.0
1.2
4.2
3.8
8.1
1.9
0.1
1.7
5.5
0.1
17.8
01
0.1
22
0.1
0.1
0.1
0.1
0.3
0.15
1.0
0.9
5.5
0.9
0.1
25
52
174
1163
40
15
30
301
213
163
1163
710
310
348
180
286
50
150
123
240
67
59
211
710
78
4
11
6
30
30
185
31
0.091
0.080
0.100
0.054
0.056
0.042
0.033
0.017
0.067
0.057
0.055
0.065
0.065
0058
0.146
0.060
0017
0.146
0.051
0.049
0.082
0.055
0.043
0.052
0.059
0.055
0.33
0.142
0.D78
0.111
0.09
0.04
0.33
0.071
0.056
0.134
0.063
0.047
0.091
0.05
0.087
0055
0.074
0057
0.055
0.07
0.05
2.71
2.20
2.96
2.33
2.08
1.87
1.24
0.71
2.60
247
1.98
244
2.44
2.05
4.37
2.2
0.7
44
2.03
2.03
3.13
1.94
2.05
2.19
2.10
1.78
9.80
5.03
2.56
3.88
3.2
1.8
9.8
2.58
212
4.76
2.70
2.21
4.98
2.08
3.24
2.13
2.21
1.93
1.85
27
1.9
Electronic Filing -
Received, Clerk's Office
August 1, 2008
35606'001
Table 3.3
Secondary System
Influent Waste
loads
121412007
AI Flow AI pH
AI Alk AI TSS
AI TSS
AI COO
AI COO AI BOO AI BOO
AI To' Cr
AI Tal Cr AIO&G
AIO&G
AI NH,.N
AI NH,.N
Al Fluor
AI Fluor.
AI Phenol
AI PhenoI
AI Sulfide AI Sulfide AI CN
AI eN
Dale
IMGOI fSUI Ilmall
Imam Ilibidavl
Imoll
IIbldavI
(molll
Ibldavl
Imo!ll
flbldavl
Imolll IIbldavl
mn/l
flb/davl
Imolll
Ilb/davI
Imam
Ilb/dav)
(moll
Ilb/dav)
Ilma!ll
Illb/day)
Maximum
6.56
9.60
467
131
5441
577
22677
265
11231
0.12
4.5
633
2249
30.8
1094
6A
265
17.0
632
5.5
185
0.13
5.0
Jan-Ol
6.04
9.75
367
81
4080
462
23273
180
9087
0.06
3.0
302
1521
19.7
992
510
257
10.35
521
0.5
25
0.054
2.72
Feb-Ol
619
9A
316
60
3097
441
22766
192
9912
005
2.6
30.9
1595
16.5
852
174
90
7.78
402
0.9
46
0103
5.32
Mar-Ol
5.33
96
351
112
4979
609
27071
255
11335
0.05
2.2
57A
2552
18.1
805
286
127
6.62
294
0.3
13
0.059
2.62
Apr.Ol
5.32
9A
397
92
4082
446
19788
175
7765
0.05
2.2
21.8
967
11.1
492
2.69
119
10.6
470
0.8
35
0.202
8.96
May-Ol
430
8.8
270
56
2008
580
20800
173
6204
0.05
1.8
33.1
1187
15.9
570
4.93
177
11.3
405
0.6
22
0.204
732
Jun-01
5.11
9.1
277
72
3068
467
19902
201
8566
0.03
1.3
23.7
1010
17.7
754
4.04
172
13.0
554
2.2
94
0.331
14.11
Jul-Ol
401
8.6
250
64
2140
540
18059
212
7090
0.04
1.3
39.8
1331
22.0
736
3.00
100
13.8
462
1.5
50
0.093
311
Aua-Ol
5.07
89
233
31
1311
311
13150
120
5074
004
1.7
15.9
672
9.67
409
2.08
88
5.36
227
0.5
21
0.039
1.65
Seo-Ol
3.73
90
255
39
1213
322
10017
104
3235
0.08
1.9
13.1
408
8.37
260
2.51
78
9.39
292
0.6
19
0.046
lA3
Oc'-Ol
4.67
9.2
208
34
1324
258
10049
152
5920
0.03
1.2
14.7
573
129
502
1.11
43
17.6
685
0.1
4
0063
2.45
Nov-01
3.32
9.15
234
71
1966
382
10577
205
5676
0.01
0.3
377
1044
20.6
570
1.77
49
12.0
332
01
3
0.082
1.72
Oec-Ol
3.54
8.7
256
77
2273
444
13108
144
4263
0.01
03
579
1709
15.1
446
323
95
17.3
511
0.1
3
0.063
186
Averace
4.72
9.13
285
66
2629
439
17380
176
7009
0.04
1.6
31A
1214
15.6
616
3
116
113
430
0.7
28
0.11
4A
Minimum
3.32
8.60
208
31
1213
258
10017
104
3235
0.01
0.3
131
408
8.4
260
1
43
5A
227
0.1
3
0.04
lA
Maximum
6.19
975
397
112
4979
609
27071
255
11335
0.06
3.0
57.9
2552
22.0
992
5
257
17.6
685
2.2
94
0.33
14.1
Jan-02
3A4
9A5
278
43
1234
292
8377
138
3959
0.01
03
223
640
12.2
350
2.50
72
11.4
327
0.1
3
0.047
1.35
Feb-02
4.34
9.3
297
38
1375
461
16686
153
5538
0.01
OA
26.7
966
16.5
597
1.65
60
7.6
275
2.1
76
0.071
2.57
Mar-02
5.01
8.6
283
29
1212
380
15878
183
7646
0.01
0.4
11.6
485
14.5
606
1.55
85
7.13
298
0.1
4
0.075
3.13
Aor-02
5.29
8.9
216
43
1897
392
17294
180
7941
0.01
0.4
14.2
626
9.2
408
2.25
99
4.87
206
0.1
4
0.030
1.32
May-02
4.96
8.7
292
236
9762
493
20394
128
5295
0.01
0.4
19.6
811
7.61
315
2.57
106
12.3'
509
01
4
0.039
1.61
Jun-02
480
8.9
298
124
4757
770
29540
194
7443
0.02
08
77.1
2958
10.9
418
2.70
104
12.3
472
0.13
5
0.063
2A2
Jul-02
480
84
262
91
3643
631
25260
179
7166
0.03
1.2
68.3
2734
10.3
412
2.50
100
12.1
484
0.1
4
0.056
2.24
Auo.02
4.72
8.8
278
64
2519
394
15510
119
4684
0.Q1
0.4
35.3
1390
10.8
425
3.38
133
13A
527
0.1
4
0.13
512
Sep-02
4.16
8.4
334
422
14641
954
33098
213
7390
0.01
0.3
541
1877
14A
500
2.77
96
15.0
520
0.1
3
0.182
6.31
Oct-02
3.92
8.7
402
86
2812
858
28050
246
8042
0.03
1.0
81.4
2661
11.7
383
994
325
16.1
526
0.26
9
0.172
562
Nov-02
3.17
85
406
133
3516
834
22049
173
4574
0.13
3.4
76.5
2022
16.2
428
13.70
362
2.72
72
0.5
13
0.065
1.72
Dec-02
3.68
9A
660
76
2333
719
22067
273
8379
0.02
0.6
51.0
1565
25.1
770
6.22
191
8.78
269
16.7
513
0.634
19A6
AveraQe
4.34
8.8
334
115
4142
598
21184
182
6505
0.03
08
44.8
1561
13
468
4.31
143
10.3
374
1.7
54
0.130
4
Minimum
317
84
216
29
1212
292
8377
119
3959
0.01
0.3
11.6
485
8
315
1.55
60
2.7
72
0.1
3
0030
1
Maximum
5.29
9.5
660
422
14641
954
33098
273
8379
0.13
3.4
81.4
2958
25
770
13.70
362
16.1
527
16.7
513
0.634
19
Jan-03
4.51
9.1
483
535
20123
2069
77822
229
8613
0.11
4.1
86.1
3239
24.4
918
5.53
208
10.8
406
3.0
113
0.243
9.14
Feb-03
4.40
9.3
339
194
7119
1144
41980
237
8697
0.02
0.7
121.8
4470
16.8
616
4.72
173
12.7
466
3.9
143
0.443 16.26
Mar-03
5.03
8.8
345
93
3901
722
30288
145
6083
0.02
0.8
53.9
2261
11.7
491
253
106
7.63
320
4.0
188
0.605 25.38
Aor-03
4.95
9.2
259
526
21715
556
22953
166
6853
0.01
0.4
44.4
1833
16.5
681
1.82
75
7.93
327
3.1
128
0.371 15.32
May-03
5.79
8.9
260
285
13762
819
39548
172
8306
0.03
lA
54A
2627
14A
695
180
87
8.07
390
1.1
53
0.242
11.89
Jun-03
4.62
9.0
237
52
2004
462
17801
186
7167
0.01
0.4
24.7
952
160
616
2.18
84
8A6
326
2.3
89
0.551
21.23
Jul-03
5.64
9A
253
90
4233
282
13265
103
4845
0.01
05
6.1
287
10.1
475
288
135
6.59
310
2.1
99
0.440 20.70
Aua-03
581
9.7
351
142
6644
378
17686
158
7392
0.01
0.5
20.3
950
10.5
491
1.57
73
7.95
372
0.7
33
0.220 10.29
Seo-03
4.16
9.29
304
200
6939
605
20990
180
6245
0.01
0.3
49.7
1724
8.55
297
1.25
43
9.1
315
1.6
56
0.492
17.07
Oct-03
418
9.26
297
200
6972
606
21126
183
6380
0.01
0.3
523
1823
8.36
291
1.25
44
9.37
327
171
60
0.538
1876
Nov-03
4.19
9.66
315
163.4
5710
4579
16001
229.6
8023
0.011
0.4
42.6
1489
15.3
535
2.72
95
8.95
313
165
58
0.324 11.32
Oec-03
4.79
8A
310
908
36273
1067
42625
2388
9540
0.02
0.8
137.3
5485
20.73
828
4.02
161
9.8
391
lA7
59
0.357 14.26
Averaae
4.82
9.2
313
282
11283
764
30174
186
7345
0.02
0.9
578
2262
14
578
2.69
107
8.9
355
22
88
0.402
16
Minimum
4.16
8A
237
52
2004
282
13265
103
4845
0.01
0.3
6.1
287
8
291
1.25
43
6.6
310
0.7
33
0.220
9
Maximum
5.79
97
483
908
36273
2069
77822
239
9540
0.11
4.1
137.3
5485
24
918
5.53
208
12.7
466
40
168
0.605
25
Jan.04
Feb-04
Mar.04
Aor-04
May-04
Jun.04
Jul.04
4.51
88
265
47.7
1794
363
13639
154
5792A64
001
OA
13.3
500
14A
542
3.7
139
8.03
302
U8
44
0286
10.8
586
9.5
269
46.3
2263
414
20233
155
7575.222
0.01
0.5
34.9
1706
12.04
588
2.2
108
85
415
33
161
0.319
15.6
5.72
9
218
53
2528
354
16887
138
6583.262
0.02
10
8.42
402
10.5
501
16
76
81
386
1.07
51
0.245
11.7
569
9.6
304
657
3118
441
20927
215
10202.74
0.012
0.6
13.6
645
8.8
418
24
114
84
399
62
294
0476
226
5.42
9
277
309
13968
393
17765
168
7594.07
0.014
06
6.61
299
5.98
270
2A
108
787
356
8.7
393
0622
281
599
91
208
III
55452
291
14537
127.9 6389.449
0.01
05
20.1
1004
133
664
1
24
62
5.4
270
1.01
50
0331
165
518
8.9
196
87
3758.5
285
12312
132
5702.558
0.019
0.8
11
475
8.24
356
133
57
683
295
01
4
0.062
2.7
15
Electronic Filing -
Received, Clerk's Office
August 1, 2008
356061001
Table 3-3
Secondary System
tnfluenl Waste Leads
121412007
Date
Au -04
Se -04
Ocl-04
Nov-04
Dec-04
Jan-06
5.87
94
263
86
4066.8
Feb.06 545
9.5
229
141
6408.9
Mar.06
5.68
8.6
195
71
33634
Apr.06
5.63
8.3
204
105
4930.2
May.06 494
91
301
129
5314.7
Jun-06
4.91
8.9
396
484
19820
Jul-06
4.73
9
281
352
13886
Aug-06
5.38
8.2
226
305
13685
Sep-06
6.11
8.6
208
108
5503.4
OCI-06
5.22
83
184
56
2437.9
Nov-06
4.48
9.5
272
690
25781
Dec-06
6.7
9.25
285
84.5
4721.7
Average
5.41
9
254
218
9160
Minimum
4.48
8
184
56
2438
Maximum
6.7
10
396
690
25781
Jan-07
57
9.3
329
129
6132.4
Feb-07
5.1
9.2
297
46.5
1977.8
Mar-07
6.52
9.2
243
138
7504
Avera e
Minimum
Maximum
Jan-05
Feb-05
Mar-05
Apr-05
May-05
Jun-05
Jul-05
Aug-05
Sep-05
Oct-05
Nov-05
Dec-05
5.1
8.892
233.3 70.467 2976.9
3.95
8.4
183
30
1140.9
5.99
9.6
304
174
6443.2
6.4
8.8
248
38.4
2049.6
5.83
9.4
260
61.2
2975.7
5.47
9
245
70
3193.4
6.31
93
224
87
4578.4
4.26
9.8
219
127
4512.1
4.90
9.5
229
64
2615.4
550
9.00
225
357
16376
4.67
8.5
208
498
19396
4.15
9
210
393
13602
4.01
9.1
192
201
6722.1
2.67
8.7
184
98
21822
5.24
8.4
197
148
64678
4.95
9
220
179
7056
267
6
184
38
2050
6.40
10
260
498
19396
397.8
16712
152
6495
0.0155
0.7
25
1061
12
521
3
103
8
340
2
95
0.308
14
261
9925.9
101
3841
001
0.3
7
259
6
270
1
57
5
233
0
3
0.062
3
724
23851
215
10203
0.03
1.0
62
3092
20
987
5
180
11
425
9
393
0.622
28
350
18682
152
8113.152
0.019
1.0
12.2
651
7.96
425
1.05
56
8.6
459
022
12
0.303
16.2
422
20519
188
9140.974
0.02
1.0
10.9
530
968
471
1.91
93
8.4
408
1.30
63
0.2
9.7
388
17700
171
7800.986
003
1.4
16.2
739
12.18
556
1.76
80
7.8
356
0.42
19
0.223
10.2
479
25208
148
7788559
0.026
1.4
429
2258
764
402
2.08
109
8.6
453
020
11
0.217
11.4
445
15810
199
7070.152
0019
0.68
19.6
696
14.3
508
1.78
63
13.2
469
0.80
28
0.329
11.7
508
20760
182
7437.612
0.014
0.6
37
1512
12.87
526
2.09
85
8.8
360
063
26
0.399
16.3
812
37246
185
8485.95
0.015
0.7
48
2201.8
13
596
1.64
75
9.12
418
0.097
4
0.14
6.4
1032
40194
187
7283.239
0014
0.5
57.4
2235.6
12.15
473
1.6
62
9.48
369
0.1
4
0.185
7.2
984
34057
188
6506.868
0.02
0.7
76.7
2654.7
15.04
521
1.96
68
11.02
381
0.1
3
0.13
4.5
793
26521
154
5150.284
0.022
0.7
65.1
2177.2
13.01
435
1.7
57
10.2
341
0195
7
0.18
6.0
460
10243
164
3651.919
0.013
0.3
20
445.36
13.91
310
1.49
33
12.22
272
0.111
2
0.207
4.6
850
37146
173
7560.377
0.014
0.6
53.2
2324.9
12.84
561
1.52
66
1105
483
0.204
9
0.242
10.6
627
25341
174
7166
0.019
38
1535
1205
482
2
71
9.87
397
16
0.230
10
350
10243
148
3652
0.013
11
445
7.64
310
1
33
7.80
272
2
0.130
4
1032
40194
199
9141
0.030
77
2655
15.04
596
2
109
13.20
483
63
0.399
16
535
25299
179
8464.5
0.011
05
38.5
1820.6
162
766.1
1.3
61
9.8
463.4
0.181
8.6
0.216
10.2
804
36544
169
7681.6
0.02
0.9
75
3409
12.7
577.3
1.31
60
10.6
481.8
0.37
16.8
0.277
12.6
979
46376
121
5731.9
0.012
0.6
38
1800.1
16
757.9
1.87
89
7.4
3505
0.1
4.7
0.145
6.9
708
33244
126
5916.2
0.022
1.0
40
1878.2
15.15
711.4
3.1
146
7.43
348.9
0149
7.0
0.311
14.6
698
28757
212
8734.3
0.015
0.6
135
5561.9
24.4
1005.3
4.3
177
7.81
321.8
0.877
36.1
0.34
14.01
1344
55036
173
7084.2
0.02
0.8
103
4217.8
14.64
599.5
2.58
106
9.19
376.3
0.13
5.3
0.27
11.1
1096
43235
188
7416.3
002
0.8
135
5325.5
17.4
6864
3.24
128
8.09
319.1
0.15
5.9
0.3
11.8
734
32934
151
67752
0.013
0.6
103
4621.5
19.86
891 I
2.13
96
8.74
392.2
0.111
5.0
0.272
12.2
644
32817
166
8458.9
0.011
0.6
77
3923.7
17.29
881.1
2.47
126
9.28
472.9
0.464
23.6
0.225
11.5
455
19808
136
5920.7
0.019
0.8
17
740.09
12.2
531.1
4.52
197
2.77
120.6
0.1
4.4
0.119
5.2
795
29704
232
8668.262 0.01125
0.42
56
2092.3
11.91
445.0
5.28
197
2.944
110.0
0.1
3.7
0.093
3.5
532
29727
182
10169.8
0.015
0.84
45
2514.5
22.14
1237.14
1.69
94.4338
9.17
512.4
0.99
55.31922 0.273
15.255
777
34457
170
7585
0.016
0.71
72
3159
167
757
123
8
356
IS
0.237
11
455
19808
121
5732
0011
0.42
17
740
11.9
445
60
3
110
4
0.093
3
1344
55036
232
10170
0.022
1.03
135
5562
24.4
1237
197
II
512
55
0.34
15
656
31185
256
12169.7
0.01
0.475
54
2567.1
36.3
1725.63
198
94
9,8
465.9
4.57
217.2
0527 25.053
931
39599
186
7911.3
0.011
0.468
30.9
1314.3
40.12
1706.46
1.86
79
10.3
438.1
5.48
233.1
0_367
15.61
783
42577
82
4458898
0016
0.870029
124
6742.7
23
1250.67
1.25
67.971
7.93
431.208
2.75
149.5362 0.242 13.159
00
0000
0
00
0
0
00
0
16
Electronic Filing -
Received, Clerk's Office
August 1, 2008
17
This data was analyzed statistically to determine the occurrence probability for flow and
pollutants based on the crude production rate of the refinery. The statistical analysis utilized the
data from August 1997 to March 2007. However, the data for the period August 2001 through
December 2002 were not included in this analysis because the crude unit was out of service.
Therefore, the waste loads were not typical during this period.
The statistically determined 90 percentile occurrences were utilized to estimate average monthly
conditions, and the 95 percentile occurrences were utilized to develop maximum daily
conditions. The production based flow values (in gal/bbl) and pollutant loads (in lb/1000 bbl)
were multiplied by 170,341 bbl/day, the maximum monthly crude charge observed during this
period, to determine design conditions for the refinery WWTP. The statistical analysis of this
data is included in Appendix B. A summary of the data is presented in Table 3-4.
Based on our analyses of the production based flow data, the refinery had reduced water usage
and even with the changes in production and crude quality, the refinery has maintained the
reduced water usage.
These data show that TSS, oil and grease and COD wasteloads have increased by greater than
60% as compared to historical data. These results are consistent with the increased usage of
heavy crudes. The increased COD and TSS loads place an increased stress on the wastewater
treatment plant and require more extensive operation in order to maintain effluent quality and
comply with the effluent regulations. The BOD is lower; however, the higher COD is expected
to result in a much slower to degrade organic component and requirements for tighter wastewater
treatment plant operation in order to achieve effluent quality criteria is needed.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
18
TABLE 3-4
SUMMARY OF DESIGN WASTEWATER LOADINGS
Design Monthly Average Loading
Design Monthly Average Loading
Parameter
lb/1,000 bbl
(1)
lb/day
lb/1,000 bbl
(2)
lb/day
Flow
BOD
5
TSS
O&G
COD
NH
3
Phenol
Sulfide
Fluoride
39
(3)
59
41
19
232
6.25
3.45
0.6
1.2
6.64
(4)
10,050
6,984
3,236
39,519
1,065
588
102
204
42
(3)
63
46
22
255
7
3.7
0.71
1.34
7.15
(4)
10,731
7,835
3,748
43,437
1,192
630
121
228
NOTE: Crude Charge = 170,341 bbl/day
(1)
90 percentile occurrence
(2)
95 percentile occurrence
(3)
gal/bbl
(4)
MGD
Electronic Filing -
Received, Clerk's Office
August 1, 2008
19
3.2
CURRENT WASTEWATER COLLECTION AND TREATMENT SYSTEM
The refinery has an extensive wastewater collection and treatment system. This system has
continued to be upgraded and improved. Figure 3-1 shows the Process Flow Diagram for
Lemont Refinery wastewater treatment system. A process design summary of the system is
presented in Table 3-5. This section presents a review of the specific components of the facility.
Separate collection systems for the process and non-process wastewaters have been developed.
The process wastewaters from the north plant and south plant areas of the refinery are collected
separately and can be pretreated in separate corrugated plate interceptors (CPI) for removal of
free oils and settleable solids. Cyanide and non-cyanide sour waters are stripped separately and
then combined with the south plant area process wastewaters upstream of the south plant CPI
separators. Stormwater and non-process wastewater from the refinery are collected and directed
into a 52 million gallon (MG) stormwater basin. This stormwater basin provides in excess of 14
days equalization capacity.
The discharge from the north plant and the south plant areas is pumped to two (2) 4.6 MG
process wastewater storage tanks (TK485 and TK486). These tanks, which replaced a single 2
MG tank (Tank 114), were put in service in early 1993. These tanks provide approximately five
(5) days of equalization capacity. The tanks are equipped with floating roofs with oil skimmers
and provide removal of free oils and settleable solids. The tanks are operated in parallel and
provide adequate capacity to allow shutdown and servicing of either of the tanks without
disruption of the treatment process. In 2000, the refinery installed an induced gas floatation
(IGF) system to treat the discharge from tanks 485 and 486. The induced gas floatation system
induces gas bubbles into the chemically treated process stream. This allows floatation and
skimming of the oil and suspended solids. The objective of the IGF is to remove insoluble
oil/organics and suspended solids. This allows this stream to go directly to the activated sludge
system.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
21
TABLE 3-5
PROCESS DESIGN SUMMARY EXISTING WASTEWATER TREATMENT PLANT
Unit
Plant Configuration
Stormwater Basin
Capacity, MG
52.0
Process Wastewater Storage Tank (TK485 & TK486)
No. Units
Capacity (each), MG
Total Detention Time, days
2
4.6
4.2
Induced Gas Flotation
Vessels
Outside Diameter (ft)
Length (ft)
Operating Pressure (psig)
Temperature (°F)
1
10
30
12
85-130
Equalization Tank
Capacity, gal
Depth, ft
Detention Time, @ 6.0 MGD, hrs
250,000
16
1.0
Sedimentation Tank
Diameters, ft
Side Water Depth, ft
Surface Area, sq ft
Overflow Rate, @ 6.0 MGD, gpd/sq ft
100
16
7,850
764
Aeration Tanks
No. of Tanks
Total Volume, MG
Depth, ft
Detention Time, @ 6.0 MGD, hrs
3
1.92
12
7.7
Aeration
Number of Blowers (2 on-line, 1 spare)
Horsepower, each
Total Horsepower Applied
Air Flow Rate, each, scfm
Discharge Pressure, psig
Total Operating Capacity, scfm
3
300
600
5,500
7.0
10,000
Final Clarifier(s)
Total Number
Diameter, ft
Side Water Depth, ft
Surface Area, sq ft (each unit)
Overflow Rate, @ 6.0 MGD, gpd/sq ft
2
100
14
7,854
382
Treated Water Basin
Capacity, MG
16
Electronic Filing -
Received, Clerk's Office
August 1, 2008
22
This modification has reduced the wasteload to the equalization basin and the sedimentation
tank. The 0.25 MG equalization tank still receives the cooling tower blow down, sanitary sewer
discharge, supernatant from sludge thickeners and the Zeolite softener backwash.
Stormwater is pumped from the stormwater basin into the equalization tank where it is mixed
with these streams, or it can be by-passed around the equalization tank and added directly to the
aeration basins. The combined equalization provided by the 9.2 MG in process wastewater
storage tanks, the 52 MG stormwater basin and the 0.25 MG equalization tank allows the process
wastewater and stormwater additions to the treatment plant to be controlled and regulated to
obtain the best performance through the WWTP.
To provide optimum conditions for ammonia nitrogen removal in the winter, stream is injected
into the equalization tank. The stream addition is provided to maintain aeration basin operating
temperatures of greater than 70°F. Since 1997, the minimum monthly average aeration basin
temperature has been over 73°F.
The combined wastewaters flow to a single stage activated sludge treatment system which
includes three (3) aeration basins operated in parallel with a total aeration basin volume of 1.92
MG. Aeration is provided by a fine-bubble diffused aeration system. Phosphorus is added to the
aeration basins as a nutrient for the biological organisms. The activated sludge is settled in one
of the two 100 ft diameter secondary clarifiers.
Because of air pollution regulations, the refinery has installed a scrubber on the carbon monoxide
boiler associated with the Fluid Catalytic Cracker (FCC) unit. This unit began operation in
October 2007. The purge stream from this unit is treated in a new physical-chemical treatment
system as shown in Figure 3-2. This purge treatment unit (PTU) is designed to handle 300 gpm
and this stream can contain an elevated ammonia nitrogen discharge. Therefore, a breakpoint
chlorination-dechlorination system has been
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
24
installed to treat the ammonia nitrogen in this discharge. As shown in Figure 3-1, this stream
discharges to the treated water basin where it is combined with the discharge from the activated
sludge system. The purge stream is inorganic and high in total dissolved solids and is not
compatible with a biological treatment system.
The tertiary treatment system consists of a 16 million gallon polishing lagoon known as the
Treated Water Basin (TWB). The purpose of the TWB is to provide additional settling of any
carryover solids from the secondary clarifier and provide further BOD
5
reduction. The TWB
serves as a holding/polishing pond. This water can be recycled to the refinery for fire protection.
The treated effluent from the TWB is discharged to the Chicago Sanitary and Ship Canal.
Our analysis of Lemont Refinery’s wastewater treatment system indicates that it exceeds the
BAT technology for wastewater treatment as presented in the 1982 U.S. EPA “Development
Document”. The BAT criteria used as the basis for the U.S. EPA effluent limitations guidelines
are compared with the refinery wastewater treatment system in Table 3-6. As shown in Table 3-
6 the refinery treatment system contains all of the BAT components outlined by U.S. EPA. In
addition to complying with the U.S. EPA model technology, the facility has continually made
improvements and upgrades to its wastewater management program to reduce effluent ammonia
and improve the overall performance of the treatment system. A summary of the improvements
and upgrades from 1997 to present is presented in Table 3-7. This program represents a total
expenditure in excess of $45,000,000. Based on the continued compliance with the effluent
criteria and improvements in effluent quality, it appears that these improvements and upgrades
have been successful.
3.3
COMPARISON OF LEMONT REFINERY’S WASTEWATER TREATMENT
PERFORMANCE WITH BAT
To determine if the performance of the treatment system is consistent with BAT, an analysis of
the treatment plant data was conducted. A detailed review of the WWTP performance data for
the period August 1997 to March 2007 was conducted. The secondary system operations data
and final effluent data are presented in Table 3-8.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
25
TABLE 3-6
COMPARISON OF BAT GUIDELINES WITH LEMONT REFINERY’S
WASTEWATER TREATMENT SYSTEM
BAT Guidelines
Lemont Refinery System
•
Sour water strippers
•
Sour water strippers provide in excess
96.5% average ammonia removal
efficiency
•
Flow equalization
•
Two (2) 4.6 MG process wastewater
storage tanks providing approximately
4.2 day equalization capacity in addition
to a 52 MG stormwater capacity which
provide 14 days equalization and a 0.25
MG equalization tank
•
Initial oil and solids removal
•
CPI separators
•
Additional oil and solids removal in the
two 4.6 MG process wastewater storage
tanks
•
Additional oil and solids removal
•
100 ft diameter primary clarifier with
polymer addition
•
Induced gas flotation
•
Biological treatment
•
Single-stage activated sludge system
•
Filtration or other final polishing
•
16 MG final polishing pond
Electronic Filing -
Received, Clerk's Office
August 1, 2008
26
TABLE 3-7
SUMMARY OF WASTE TREATMENT MODIFICATIONS/UPGRADES
1997-2007(1)
Year
Project
2000
Installed induced gas flotation system with
polymer addition to remove insoluble oil/organics
and suspended solids from the process water
storage tank discharge.
2003
Added additional strippers in the sour water
system for ammonia removal.
2003
Upgrade of Sanitare diffused aerators to improve
oxygen transfer – Cell B.
2006
Upgrade phosphoric acid feed system to optimize
the performance of nitrifying organisms.
2006
Upgrade of Sanitare diffused aerators to improve
oxygen transfer – Cell A.
2007
Installing purge treatment unit (PTU) to treat the
discharge from the FCC wet gas scrubber air
pollution control project. The treatment unit
includes wastewater filtration, solids dewatering,
breakpoint chlorination/dechlorination, heat
exchanger, and evaporative cooling tower.
2007
Upgrade of Sanitare diffused aerators to improve
oxygen transfer – Cell C.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
30
As a first step in evaluating the performance of the treatment plant, the secondary treatment plant
data was compared to the discharge criteria. Table 3-9 summarizes the calculated BPT and BAT
limits, the IEPA general effluent standards (contained in Section 304 of the Illinois regulations)
and the current NPDES limits for the refinery. These calculated BPT/BAT limits were used in
the recent July 2006 renewal of the NPDES permit.
A comparison of the regulatory limits (Table 3-10) with the treatment plant performance and
final effluent quality indicates that the treatment system has consistently achieved an effluent
quality which is significantly better than the applicable limits. The system has performed
excellently in terms of effluent quality and pollutant removal. The final effluent has consistently
complied with the mass based final effluent ammonia limitations contained in the NPDES permit
and is achieving significantly better performance than that required by the BAT/BPT guidelines.
3.4
REVIEW OF LONG TERM AMMONIA REMOVAL PERFORMANCE
The Refinery has continued to maintain an excellent long term ammonia nitrogen removal
program. This has been achieved in spite of an increasingly more difficult environment for
operating a petroleum refinery.
Changes in environmental regulations have required CITGO to undergo a major expenditure to
add a FCCU wet gas scrubber/selective catalytic reduction unit which has resulted in an
additional ammonia source. The refinery has added a new physical-chemical wastewater
treatment system to process this waste stream.
The demand for refined material has resulted in production near design capacities and use of
heavier crudes. These factors have resulted in increased loadings to the wastewater treatment
plant. The data shows that the refinery has made exceptional strides under difficult
circumstances. The annual average ammonia discharge to the Canal over the last 5 years has
averaged 102.4 pounds per day, with a net ammonia discharge of 76.2 pounds per day.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
31
TABLE 3-9
BPT & BAT LIMITATIONS AND IEPA/NPDES LIMITATIONS
BPT/BAT Limits
(1)
Illinois Regs
(2)
NPDES Permit Limits
Parameter
Monthly Avg.
lb/day
Daily Max
lb/day
Monthly Avg.
lb/day
Daily Max
lb/day
Monthly Avg.
lb/day
Daily Max
lb/day
Monthly Avg.
mg/l
Daily Max
mg/l
BPT (40CFR419.22)
BOD
CBOD
TSS
O&G
1,843.8
1,475.1
536.4
3,318.9
2,313.2
1,005.7
1,189
1,489
891.7
4,996
6,247
3,747
1,008.8
1,475.10
536.40
2,472.32
2,313.23
1,005.75
20
25
15
40
50
20
BAT (40CFR4192.23)
COD
NH3-N
Sulfide
12,873.4
1,005.7
9.72
24,808.2
2,212.6
21.79
559.8
3,247
12,873.6
1,005.75
9.72
24,808.50
2,212.65
21.79
9.4
26.0
BAT Settlement
Agreement
(40CFR419.23)
Phenol
Chromium, Tot.
Chromium, Hex.
Fluoride
Cyanide
12.07
29.5
1.88
24.81
50.29
4.02
17.8
59.5
5.94
2,288.7
5.94
74.9
249.8
37.47
3,747
25
10.28
11.99
.99
756.6
5.04
42.37
34.51
2.2
2,161.7
14.41
0.3
--
0.1
15
0.1
0.4
1.0
0.3
28.6
0.2
(1)
Calculated based on July 2006 renewal of NPDES permit.
(2)
Calculated from concentration based effluent standards and an average flow of 7.13 MGD and a daily maximum flow of 14.98
MGD.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
32
TABLE 3-10
SUMMARY OF MONTHLY AVERAGE EFFLUENT BOD, TSS AND AMMONIA
JANUARY 2006 – OCTOBER 2007
Month
Effluent BOD
(lb/day)
Effluent TSS
(lb/day)
Effluent Ammonia
(lbs/day
January 2006
162
329
250
February
220
378
403
March
131
310
287
April
141
400
284
May
147
423
241
June
194
357
26
July
141
219
75
August
122
245
15
September
161
356
26
October
217
309
16
November
197
109
18
December
114
259
21
January 2007
172
319
61
February
126
478
68
March
169
468
76
April
429
723
148
May
466
645
95
June
359
335
138
July
558
578
140
August
463
620
202
September
200
466
57
October
212
384
43
NPDES Permit
(lbs/day)
Monthly Average
1008.8
1475.1
1005.75
Electronic Filing -
Received, Clerk's Office
August 1, 2008
33
Approximately, 25 percent of the ammonia nitrogen discharge is due to background conditions in
the Canal.
The refinery has continued to maintain an excellent long term ammonia nitrogen removal
program. This has been achieved in spite of an increasingly more difficult environment for
operating a petroleum refinery.
The Lemont refinery has processed heavier crudes over the last 3 to 4 years. The use of heavier
crudes has resulted in higher solids and COD loading to the wastewater treatment plant. This has
made it exceedingly more difficult to maintain biological nitrification and nitrogen removal.
Since the year 2002, the chemical cost for pretreatment (TSS and oil and grease removal) has
risen by 500% and has become a significant expenditure of the treatment plant operating budget.
Also, because of the changes in the crude quality, a daily regiment to optimize chemical addition
to maintain the optimum performance of the treatment plant is required.
The higher solids loadings to the biological treatment plants have compounded and complicated
the maintenance of an adequate sludge age for biological nitrification. In spite of considerable
difficulties, the refinery treatment program has maintained consistent compliance with effluent
criteria and has maintained a very high quality effluent. A review of the data shows that changes
in crude quality have resulted in an increase in the effluent nitrogen discharge. A summary of
these data is presented in Figure 3-3. In spite of these difficulties, the refinery wastewater
treatment plant operating program has maintained compliance with the effluent criteria and has
consistently produced a BAT quality effluent.
The refinery has expanded its optimization program to handle problems related to changes in
production. This has included projects to optimize the induced gas floatation system, to further
improve solids removal, and to conduct pilot studies to evaluate alternatives for additional solids
removal.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
350
300
250
-
.J
en
E
200
C")
....
e
E
150
c
:;
0
100
.~
c
50
..
~
0
-50
-100
NH
3
-N Deviation from 3 mg/L
-
-
n
,
I
,rn,[Q,[
U
Figure 3.3
Variability of Effluent Ammonia Nitrogen
as compared to Proposed 3 mg/L Limitation
Electronic Filing -
Received, Clerk's Office
August 1, 2008
35
In addition, the refinery is a sponsor of a research effort being conducted by the Petroleum
Environmental Research Forum. Lemont in combination with BP, Conoco Phillips, Marathon
Ashland, ExxonMobil, Shell Global, Repsol and Total are conducting research studies to access
the performance of solid removal systems when processing heavy crude oils. This technology
evaluation is designed to analyze treatment options which could be used to pretreat or handle
crude solids. Revealing a viable solid removal technology would benefit the ammonia removal
optimization program as it would reduce the COD, oil and grease and TSS loads which have
increased with processing heavier crudes.
In light of the problem created because of changes in crude supply and processing heavier
crudes, the wastewater treatment program has been diligent and has continued to provide
excellent wastewater treatment plant operations. However, consistently meeting the 3.0 mg/l
ammonia nitrogen standard has not been achieved. This inconsistency is attributed in large part
to the inherent variability in refinery wastes. To determine other potential causes of the higher
effluent ammonia concentrations, the factors which affect ammonia removal were reviewed and
are discussed in the following section.
3.5
PARAMETERS WHICH CONTROL NITRIFICATION
In order to review the ability of the wastewater treatment system to provide biological
nitrification it is necessary to evaluate the plant operation with regard to those parameters which
control biological nitrification. The primary factors which affect nitrification in a biological
treatment system include F/M (food-to-microorganism ratio), sludge age, aeration basin pH,
aeration basin temperature, availability of alkalinity, and the aeration basin dissolved oxygen
(D.O.) concentration. The facility operating data for these parameters are included in Table 3-8.
The operating ranges for these parameters which have generally been found to provide optimum
nitrification performance in activated sludge systems are summarized in Table 3-11. This table
includes a comparison with the operation of Lemont Refinery treatment system. This shows that
the facility has operated the system under the conditions which are conducive to biological
nitrification. The specific parameters are discussed below.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
36
TABLE 3-11
TYPICAL OPERATING RANGES FOR NITRIFICATION
Parameter
Optimum Range
Lemont Refinery
Operation
(2)
F/M, lb BOD
5
/lb MLVSS-day
Sludge Age, days
D.O., mg/l
pH
Temperature, ºF
Less than 0.3
> 10
2.0
(1)
7.2 – 9.0
68 – 100
0.034 – 0.159
10 - >100
2.1 – 7.8
(3)
7.1 – 8.0
73 – 98
NOTES:
(1)
Average D.O. should be > 2.0 mg/l.
Minimum D.O. should be > 1.5 mg/l.
(2)
Based on monthly average data.
(3)
In May 2003, the D.O. averaged 1 mg/l; however, the effluent ammonia
averaged 5.15 mg/l. This is thought to have been a probe problem with
actual D.O. levels being higher.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
37
The F/M level, expressed as lb of BOD applied per day per lb mixed liquor volatile suspended
solids (MLVSS), is an important indicator of conditions suitable for nitrification to occur. The
lower F/M ratios normally provide an improved environment for nitrification to occur. The F/M
has been maintained at less than 0.16 lb BOD
5
/lb MLVSS-day over the last ten years. The BOD
loading over the last ten years has been lower than in previous years and provides an improved
condition to achieve biological nitrification.
These F/M ratios should provide an excellent opportunity for the system to achieve nitrification.
However, there still is periodic variability of the effluent ammonia concentrations. This data
indicates that F/M ratios do not appear to be a factor limiting nitrification.
Sludge age represents the average length of time the biomass remains in the treatment system.
The greater the sludge age the better the chance for nitrifying organisms to grow and for
biological nitrification to occur. Sludge ages of 10 days or more are generally adequate for
nitrification. During this period of operation, the increase in influent TSS levels due to heavier
crudes has made the control of sludge age difficult. However, the sludge age has consistently
been maintained at greater than 10 days and has typically been maintained at 20 to 100 days.
This is an indication of good wastewater treatment plant operation. The data indicates the
occurrence of elevated effluent ammonia concentrations, even at long sludge ages. Therefore,
sludge age does not appear to be a factor which limits nitrification.
The desired minimum dissolved oxygen concentration for biological nitrification is an average
D.O. of 2 mg/l with a minimum D.O. of 1.5 mg/l. Nitrifying bacteria are extremely sensitive to
D.O. concentrations. Adequate aeration is extremely important to ensure that D.O. levels are
adequate at all times throughout the aeration basins. The average aeration basin dissolved
oxygen concentration has been excellent over the 1997 through 2007 time period. The D.O. has
averaged in excess of 4.5 mg/l over the last three (3) years. The aeration system includes
ceramic fine bubble diffusers which are distributed uniformly over the entire aeration basin floor.
The aeration system provides consistently adequately D.O. levels throughout the basins and
Electronic Filing -
Received, Clerk's Office
August 1, 2008
38
provides a very uniform mixing pattern. Based on this, D.O. does not appear to be a factor
limiting nitrification.
Optimal nitrification performance occurs in the pH range between 7.2 and 9.0 and in the
temperature range between 68 and 100ºF. Aeration basin pH and temperature have remained
within acceptable ranges throughout the period under review. The refinery has provisions to add
steam to maintain the aeration basin temperature above 70ºF. This is a very desirable feature for
maintaining optimum treatment and nitrification performance. The lowest monthly average
temperature over the period evaluated was 73ºF in November 2002 and over the last two (2)
winters the average aeration basin temperatures has been 80ºF or above. This data indicates that
the pH and temperature have been maintained well within the optimum range for nitrification.
The nitrification reaction consumes 7.1 mg/l of alkalinity (as calcium carbonate) per 1 mg/l of
ammonia nitrogen removed. Inadequate alkalinity can result in sharp decreases in pH which can
upset the treatment system. The system has had adequate alkalinity available based upon
residual alkalinities and pH in the effluent. Alkalinity has consistently been available in the
influent, and supplementary alkalinity is added when needed to maintain an effluent residual.
Therefore, alkalinity is not a factor limiting nitrification.
In summary, the Lemont Refinery wastewater treatment system has consistently operated at F/M,
sludge age, DO, alkalinity, pH and temperature levels normally found to be satisfactory for
single-stage biological nitrification.
3.6
SUMMARY
An analysis of the Lemont Refinery wastewater collection and treatment system was conducted
to determine if the system continues to be a BAT facility. The results of this analysis indicate
that the refinery has a state-of-the art wastewater treatment system which exceeds BAT criteria
and allows compliance with all U.S. EPA refinery discharge regulations and with the current
NPDES permit for the facility. The wastewater treatment system has been operated under
conditions which are optimum to achieve biological nitrification. However, the system has been
unable to consistently achieve biological nitrification. The data has demonstrated that the
Electronic Filing -
Received, Clerk's Office
August 1, 2008
39
wastewater treatment system is not able to consistently provide biological nitrification to meet
the 3.0 mg/l ammonia nitrogen standard as required in the Illinois regulations.
Lemont Refinery has an ongoing program to optimize the wastewater treatment system and to
address problems caused by use of heavier crudes. This appears to be the proper direction for
improving wastewater treatment plant performance.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
40
SECTION 4.0
ANALYSIS OF ALTERNATIVES
An alternative procedure for Lemont Refinery to assure sufficient ammonia removal is the
utilization of additional treatment technologies. The additional treatment technologies would
have to comply with an effluent ammonia nitrogen level of 3 mg/l or less on a consistent basis.
AEI conducted an analysis of these treatment technologies for application at the refinery based
on technical and economic feasibility. AEI also reviewed the treatment technologies employed
at the other Illinois refineries to determine if they were employing treatment approaches which
differed from the Lemont system.
4.1
SELECTED TECHNOLOGIES FOR EVALUATION
There are a number of technologies which have been reported to be applicable for providing
ammonia removal. A large number of technologies were considered and the following
technologies and variations were deemed appropriate for evaluation at Lemont Refinery:
1. Biological Treatment Technologies/Adaptations
a. Single-stage activated sludge.
b. Single-stage activated sludge with the supplement of specialized bacteria.
c. Single-stage activated sludge with a powdered activated carbon supplement.
d. Single-stage activated sludge membrane bioreactor.
e. Two-stage activated sludge.
f. Two-stage biological treatment using activated sludge for the first stage and a
fixed media system for the second stage.
2. Land Treatment
3. Wetlands Polishing
4. Physical – Chemical Technologies
a. Ion exchange.
b. Air stripping.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
41
c. Steam stripping.
d. Breakpoint chlorination.
Based on a review of available literature, previous studies on Lemont Refinery wastewater, and
our personal experience with similar wastewaters, this list of technologies was reduced to the
four with the greatest potential for achieving the Illinois 3.0 mg/l ammonia nitrogen standard on
a consistent basis. The four technologies selected for consideration at Lemont Refinery are:
1. Activated sludge with powdered activated carbon addition (PACT);
2. Activated sludge with a fixed media system;
3. Activated sludge with membrane bioreactor; and
4. Activated sludge with breakpoint chlorination and dechlorination.
Process designs were developed for each of the four selected ammonia nitrogen removal
technologies. The process designs presented in this chapter were developed to treat the design
waste loadings presented in Table 3-4. The advantages and disadvantages for each alternative
are summarized in Table 4-1.
This section will focus primarily on a presentation of the actual design parameters, the required
modifications to the treatment system to implement these technologies, and a comparative cost
estimate for each design alternative. The assumption in this discussion is that the selected
alternatives will work and be reliable. However, it is not certain that the refinery can
consistently comply with the 3.0 mg/l ammonia nitrogen standard even with implementation of
one of these technologies.
The alternatives presented in this report utilize end-of-pipe processes. Each design has been
developed as a complement to the existing WWTP. Each addition to the existing WWTP is
designed to improve the existing WWTP’s nitrification capabilities, and add reliability and
dependability to the system.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
42
TABLE 4-1
SUMMARY OF POTENTIAL TECHNOLOGIES
Method
Advantages
Disadvantages
Powdered Activated Carbon
System
Removes toxic compounds;
Enhances nitrification; Aids
solids settling; Removes color.
Increased quantity of sludge
produced; High operating
cost; Abrasion to mechanical
equipment; May require
expensive sludge disposal and
carbon regeneration facilities;
No proven process reliability
for this type of application.
Fixed Media System
Media provides a good growth
mechanism for nitrifying
organisms; Easier and less
costly to operate than PAC or
membrane bioreactor; Low
heat loss.
Chemical incompatibility with
the refinery wastewater may
limit media life; No proven
process reliability for this type
of application; Based on a
biological process.
Membrane Bioreactor
Allows operation at longer
sludge ages; Potential for
water reuse.
Relatively new technology
application; Fouling of
membrane; Potentially short
membrane life; Increased
extracellular polymeric
substance generation; No long
term experience of this
application (fouling and
foam).
Breakpoint Chlorination and
Dechlorination
Low capital cost; Easy process
control.
High operating cost; Potential
for formation of toxic
chlorinated hydrocarbons;
Handling large quantities of
chlorine; Requires
dechlorination; State of
Illinois (IEPA) is against use
of chlorination for organic
wastewaters; creates by-
products in the treated water
which have greater water
quality concern than the
ammonia being treated.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
43
4.2
ACTIVATED SLUDGE WITH POWDERED ACTIVATED CARBON ADDITION
The activated sludge process with the addition of powdered activated carbon provides an
enhancement of the treatment system by providing removal of biologically resistant organics.
The mechanism for powdered activated carbon to enhance biological nitrification appears to be
through removal of inhibitory compounds rather than enhanced nitrifier growth on the surface of
suspended solids. In this process, powdered activated carbon is added to the aeration basin
mixed liquor. The system includes a wet air oxidation process which allows for recovery of the
powdered activated carbon (PAC).
Design information for the single-stage activated sludge system incorporating powdered
activated carbon addition is shown in Table 4-2. A simplified process flow diagram is presented
in Figure 4-1, utilizing the existing WWTP. The system will require the construction of a third
secondary clarifier to handle both the additional solids loading from the powdered carbon and the
slower settling nitrifying bacteria, and addition of a wet air regeneration system.
An average F/M ratio of 0.1 lb BOD
5
applied/lb MLVSS-day is assumed for this design, with an
average MLVSS concentration of 6,750 mg/l. The design sludge age is 12 days based on the
average flow rate of 6.64 MGD. PAC will be added at a rate of 100 mg/l. These conditions
should enable the system to nitrify, and the PAC could provide adsorption of any inhibitory
substances to the biological nitrification process which may be present.
The carbon will be mixed in slurry form and pumped into the WWTP. The PAC would be
regenerated on-site in a wet air regeneration system. This will provide a ninety (90) percent
PAC recovery. The remaining portions of the system would remain intact, with the addition of a
third secondary clarifier and a gravity thickener for thickening spent PAC prior to wet air
regeneration. Some upgrading of the existing system may be necessary to handle the increased
abrasion due to the presence of the PAC, but no costs are included in our estimate for this
upgrade.
The cost estimate for this option includes facilities for carbon regeneration and sludge disposal.
It is assumed that continuation of the present sludge disposal practices will not be possible
Electronic Filing -
Received, Clerk's Office
August 1, 2008
44
TABLE 4-2
PROCESS DESIGN SUMMARY FOR ACTIVATED SLUDGE WITH PAC
Parameter
Units
Design Value
BOD Load
NH3 Load
Flow
lb/day
lb/day
MGD
10,050
1,065
6.64
Aeration Basin
Average F/M (BOD)
Average MLSS
Total Hydraulic Retention Time
Total Required Volume
Number of Aeration Basins
Average Waste Sludge
Oxygen Requirements
Carbon Addition
lb/lb-day
mg/l
days
MG
lb/day
lb/day
mg/l
lb/day
0.1
6,750
0.29
1.92
3
9,000
16,400
100
5,540
Secondary Clarifier
Overflow Rate
Total Clarification Area
Number of Clarifiers
Selected Clarifier Diameter (existing)
(new)
Average Underflow Concentration
Average Recycle Flow
Average Recycle Rate
gpd/sq ft
sq ft
ft
ft
mg/l
MGD
%
300
22,100
3
2@ 100
1 @ 100
10,000
3.32
50
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
46
because of the presence of the PAC in the waste sludge. Construction of the new facilities will
cost approximately $14,800,000, with an annual operating cost of $ 1,424,000. The annualized
cost for this alternative is $3,630,000 per year, assuming a capital recovery factor for 10 years at
8 percent interest.
Although it is anticipated that powdered activated carbon process can improve biological
nitrification, there is no assurance that it will provide compliance with the 3 mg/l ammonia
nitrogen criteria. The powdered activated carbon may not be able to adsorb the compounds
which limit nitrification at Lemont Refinery, and there is the possibility that compounds
adsorbed onto the activated carbon can deadsorb, under certain conditions. This could increase
inhibition of the nitrifying organisms.
Additional concerns include increased sludge production and higher operating costs. The
addition of the carbon can be abrasive to the mechanical components of the treatment plant.
Overall, there is no proven process reliability that the technology will achieve continuous
compliance with the 3.0 mg/l ammonia nitrogen effluent criteria.
4.3
ACTIVATED SLUDGE WITH A FIXED MEDIA SYSTEM
The operation of an activated sludge system with a fixed media system can provide a mechanism
for improving biological nitrification. In this process the activated sludge system provides a
suspended growth biological system for removal of the organic components in the wastewater.
This is then followed by a fixed media rotating biological contactor (RBC). The RBC consists of
large diameter closely spaced circular discs, with corrugated plastic media mounted on a
horizontal shaft placed in a concrete tank. The discs are submerged in the wastewater and slowly
rotate through the wastewater. The surface of the discs provide an ideal mechanism for
nitrifying organisms to grow. Since the activated sludge process provides organic removal, this
limits competition on the disc surface between the organisms which remove carbon and the
nitrifying organisms.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
47
The design parameters and process flow diagram for the fixed media attached-growth rector
system are presented in Table 4-3 and Figure 4-2, respectively. This would be operated as an
aerobic process. A tertiary clarifier would be required following the reactors, since there will be
some sludge sloughing and additional solids discharging into the RBC system.
The current activated sludge system with the addition of a third secondary clarifier would
provide the first stage of the process. The RBCs utilized for the nitrification stage contain a total
of 6.64 million sq ft of media area. This would be split into three or four stages to achieve low
effluent ammonia nitrogen concentrations. Twelve foot diameter, high-density media is
specified to minimize the total number of shafts and cost. The use of this media is possible due
to the low organic removals which will take place in this treatment step. The hydraulic loading
rate used for this design is 1.0 gpd/sq ft. This corresponds to 6235 sq ft/lb of influent ammonia
nitrogen. The design overflow rate of the third clarifier is 600 gpd/ft
2
.
The total capital cost of installing an RBC system following the existing treatment plant is
estimated to be approximately $13,500,000. Operation and maintenance costs were estimated to
be approximately $1,220,000 per annum. The total annual cost is $3,220,000/year.
There are potential problems associated with a fixed film nitrification process. The nitrifiers are
sensitive to a number of compounds and this can inhibit biological nitrification. There is a
potential of chemical incompatibility with the refinery wastewater. This can result in premature
failure of the RBC media. RBC units have been plagued with shaft failure problems caused by
structural design problems, metal fatigue and excessive biomass accumulation. Because of these
problems there is no assurance that this technology can consistently comply with the 3.0 mg/l
ammonia nitrogen criteria.
4.4
ACTIVATED SLUDGE WITH MEMBRANE BIOREACTOR
A membrane bioreactor (MBR) is a system which couples the activated sludge process with
membrane separation of the treated effluent from the mixed liquor. This separator eliminates the
Electronic Filing -
Received, Clerk's Office
August 1, 2008
48
TABLE 4-3
PROCESS DESIGN SUMMARY FOR ACTIVATED SLUDGE WITH
A FIXED MEDIA SYSTEM
Parameter
Units
Design Values
Fixed Media System
Type
Diameter
Hydraulic Loading Rate
Area Requirement
Total Media Surface Area
Media Type
No. of Stages
ft
gpd/sq ft
sq ft/lb NH
3
-N
10
6
sq ft
Rotating biological contractor (RBC)
12
1
6235
6.64
High Density
3-4
Additional Secondary Clarifier
Type
Number
Diameter
Side Water Depth
ft
ft
Circular
1
100
16
Tertiary Clarifier
Type
Number
Diameter
Side Water Depth
ft
ft
Circular
1
120
16
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
50
need of a separate secondary clarifier since the membrane section can be added directly to the
aeration basins. The advantage of the MBR process is mainly due to the fact that high MLVSS
levels and sludge ages can be maintained in the aeration basin. This is a relatively new
technology and there is limited experience in applying this technology to the petroleum refining
industry for nitrogen removal.
There are several advantages associated with the MBR which makes this an alternative for
consideration. The MBR process allows retention of suspended matter and most soluble
compounds within the bioreactor thus leading to a good quality effluent and provides very good
control with regard to sludge age since the system can be operated with a higher biomass
concentration.
The design of the system is based on a minimum sludge age of 20 days with a minimum MLSS
of 5,800 mg/l. In this alternative, the existing secondary clarifiers would be converted to sludge
thickeners. Each basin would be equipped with 320 membrane modules of Siemens (or
equivalent) B2OR, poly vinylidinedifluoride (PVDF). These modules would incorporate filtrate
and air supply header integrally.
Table 4-4 presents the design information for the membrane bioreactor system. Figure 4-3
presents the process flow diagram for the membrane bioreactor activated sludge system.
The total capital cost including aeration tank equipment, membrane modules, air scouring and
filtrate water distribution equipment is estimated to be $54,700,000. The annual operating cost
for this system is $3,280,000. The total annualized cost for the membrane bioreactor alternative
is $11,400,000.
There is limited data on the utilization of MBR systems for biological nitrification applications in
the refining industry. The membrane process allows operation at high MLVSS levels; however,
since the membrane retains low molecular weigh compounds it may be possible to build up a
concentration of inhibitory compounds. Full scale MBR systems have experienced problems
Electronic Filing -
Received, Clerk's Office
August 1, 2008
51
TABLE 4-4
PROCESS DESIGN FOR MEMBRANE BIOREACTOR ACTIVATED SLUDGE
Parameter
Design Value
Aeration Basins
Number
Volume (MG per basin)
MLSS (mg/l)
Membrane Units
Number of Modules per unit
Module Type
Related Equipment
Membrane Cleaning
3
1.92
5800
One per basin
320 per basin
Siemens or equivalent - B3OR poly vinylidinediflouride
Filtrate and air supply header
Air souring
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
53
with foaming and fouling of membranes. This necessitates expensive cleaning and replacement
operations. This process has a very high capital cost and if the membranes need to be replaced,
the operating costs would increase significantly. In addition, the process may not be able to
provide consistent compliance with the 3.0 mg/l ammonia nitrogen criteria.
4.5
ACTIVATED SLUDGE WITH BREAKPOINT CHLORINATION/
DECHLORINATION
Activated sludge with breakpoint chlorination/dechlorination utilizes a physical chemical process
for nitrogen removal following the activated sludge system. Specifically, the wastewater with
nitrogenous compounds is chlorinated with a sufficient dosages of chlorine to produce a free
chlorine residual. The hypothetical breakpoint curve is based on a 9:1 Cl:NH
3
ratio. The end
products of the breakpoint reaction are primarily nitrogen gas (N
2
) and secondarily, nitrate-
nitrogen (NO
3
-
). Any residual chlorine is removed using a dechlorination agent (usually a
reduced sulfur compound).
Breakpoint chlorination provides chemical destruction of the ammonia nitrogen. This alternative
is the simplest of the proposed alternatives in terms of operation and equipment requirements.
Table 4-5 and Figure 4-4 present the design parameters and the flow diagram for this process
alternative.
A chlorine contact chamber with a 20 minute detention time, and facilities to add a maximum of
10,710 lb/day of chlorine are included. Chlorine is fed at a 8:1 to 10:1 chlorine-ammonia
nitrogen ratio. Caustic is added to offset the pH reduction which occurs when the reaction
converts ammonia to hydrochloric acid and nitrogen gas. The caustic requirement is estimated at
10,850 lb/day.
Dechlorination is accomplished by adding sulfur dioxide after the chlorine reaction is completed.
A reaction tank volume of approximately 9,700 gallons would be required to provide the 2
minute retention time necessary to complete this second
Electronic Filing -
Received, Clerk's Office
August 1, 2008
54
TABLE 4-5
PROCESS DESIGN SUMMARY FOR ACTIVATED SLUDGE WITH
BREAKPOINT CHLORINATION AND DECHLORINATION
Parameter
Units
Design Values
Breakpoint Chlorination
Max Influent Ammonia Load
C1
2
/NH
3
-N Ratio
Max Chlorine Requirements
Caustic Requirements
Detention Time
Reactor Volume
Dechlorination
C1
2
Residual
SO
2
/C1
2
Ratio
SO
2
Requirement
Dechlorination Time
Reactor Volume
lb/day
lb/lb
lb/day
mg/l
lb/day
min
gal
mg/l
lb/day
lb/lb
lb/day
min
gal
1,190
9
10,710
196
10,850
20
92,000
5
277
1
277
2
9,700
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Electronic Filing -
Received, Clerk's Office
August 1, 2008
56
reaction. This reaction is fast enough that in-line dechlorination can be considered, but for
estimating purposes, a reaction tank is included. Assuming a 5 mg/l chlorine residual,
approximately 280 lb/day of sulfur dioxide will be required.
Capital construction costs for the feed equipment, the reaction tanks, and the third secondary
clarifier are estimated at $1,400,000. The annul operating cost is estimated to be $3,332,000.
The estimated total annualized cost is $3,640,000 for the chlorination/dechlorination system.
The chlorination/dechlorination process can remove ammonia. However, there are potential
downside risks of this option. Chlorine as well as chlorinated organic by-products are generally
toxic to fish as well as harmful to aquatic biota even at low concentrations. The use of
dechlorination removes residual chlorine but does not remove chlorinated organics which are
byproducts of the chlorination process.
The use of chlorine for water and wastewater disinfection is of concern for regulatory authorities
in the treatment of organic wastewaters. In the wastewater treatment field, chlorine is known to
react with organic matter to form disinfection byproducts such as trihalomethanes. These are
carcinogens and can be toxic to aquatic species. Due to the higher organic content of
wastewaters as compared to drinking water, wastewater chlorination can result in the production
of a much greater quantity and a much wider range of organic compounds. These chlorinated
organic compounds exhibit acute toxicity, bioaccumulation and/or sublethal affects and have
come under increasing scrutiny and regulation around the world.
Numerous organizations have proposed the prohibition of the use of chlorine and chlorine
containing compounds for treatment of organic wastewaters because of the toxicity of
chlorinated organic by-products. The Illinois Pollution Control Board has eliminated
chlorination as a requirement for disinfection in many municipal wastewater treatment plant
discharges, where it had previously been required. The trend is away from the use of chlorine
for treatment of organic wastewaters. Because of these concerns, the use of breakpoint
Electronic Filing -
Received, Clerk's Office
August 1, 2008
57
chlorination/dechlorination is not a justifiable treatment technology on organic containing
wastestreams for Lemont Refinery.
Breakpoint chlorination/dechlorination is being used to remove ammonia in the PTU. However,
this is an inorganic wastewater and will not produce chlorinated organic by-products. The
dechlorination process will remove the residual chlorine.
4.6
ANALYSIS OF TECHNOLOGIES UTILIZED AT ILLINOIS REFINERIES
In conjunction with the review of alternative technologies to upgrade the Lemont Refinery, a
review of the treatment technologies in place at other Illinois refineries was conducted. The
refineries included:
Conoco-Phillips
Roxana, IL
Exxon-Mobil
Joliet, IL
Marathon
Robinson, IL
A summary of this analysis is presented in Table 4-6.
This analysis indicated that the treatment technologies at all the Illinois refineries are very
similar. All have preliminary oil separation followed by an additional oil-water separator using a
gas flotation process. The biological treatment process is activated sludge. The overflow rates
on the secondary clarifiers are similar. The only difference in the treatment systems appears to
be the activated sludge retention time. The Conoco-Phllips and Marathon refineries have a
longer retention time than the Lemont Refinery. The Exxon-Mobil and Lemont Refinery have
similar activated sludge retention times. The activated sludge is followed by polishing ponds at
all refineries except Marathon which has final filters.
4.7
CONCLUSIONS
The treatment process at the Lemont Refinery is similar to that at the other Illinois refineries. All
of the refineries employ the activated sludge process for nitrogen removal.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
58
TABLE 4-6
COMPARISON OF WASTEWATER TREATMENT AT ILLINOIS REFINERIES
AEI JOB NO. N356-01
Refinery
System
Conoco
Phillips
Exxon
Mobil
Lemont
Marathon
Initial Oil and Solids Removal
Oil/Water Separator
API Separator
Two-4.6 MG Process
Separation Tanks
API Separator
Additional Oil and Solids Removal
Dissolved Nitrogen
Flotation
Air Flotation
Induced Gas Flotation
Dissolved Nitrogen Flotation
Biological Treatment
Activated sludge with 1.31
days detention time and
450 gpd/ft
2
clarifier
overflow
Activated sludge with 10.9
hrs detention time
(upgrading to 19.4 hrs).
Clarifier overflow 392
gpd/ft
2
Activated sludge with 7.7 hrs
detention time and 382
gpd/ft
2
clarifier overflow
Activated sludge with 1.54
days detention time and 227
gpd/ft
2
clarifier overflow
Tertiary Treatment
Polishing ponds 5.4
MMgal
Polishing pond 4.9
MMgal
Polishing in treated water
basin (polishing pond)
16 MMgal
Final filtration
Electronic Filing -
Received, Clerk's Office
August 1, 2008
59
Estimated costs for the four most viable alternatives to upgrade the Lemont wastewater treatment
system are presented in Table 4-7. The least expensive of these technologies is the fixed media
biological treatment unit. Additional ammonia removal may be achievable by upgrading the
treatment plant with additional treatment steps such as a fixed media biological treatment unit.
However, this would be at significant cost, and it is uncertain that the upgraded system would
achieve consistent compliance with the 3.0 mg/l ammonia nitrogen standard. Therefore,
upgrading the treatment system with additional treatment technologies for ammonia removal is
not justified.
The ongoing optimization program at Lemont Refinery has resulted in improved ammonia
nitrogen removal. The Refinery has participated in pilot studies and research programs to
address problems because of higher solid loadings. It is anticipated that the refinery will be able
to improve treatment plant performance based on research through the Petroleum Environmental
Research Forum. In addition, improved performance is anticipated in conjunction with
continued optimization. However, the capability of any system is limited in large part due to the
inherent variability in refinery wastes.
We recommend that Lemont Refinery continue its ongoing wastewater treatment improvement
programs. These efforts should be directed toward obtaining the maximum possible ammonia
removal on a consistent basis. Continued development of operational data under the varying
conditions inherent with refinery wastes will help to improve the performance of the system, and
will allow the maximum ammonia removal capability of the system to be achieved.
35606r003
Electronic Filing -
Received, Clerk's Office
August 1, 2008
60
TABLE 4-7
SUMMARY OF PROJECT COST ESTIMATE
AEI JOB NO. N356-01
CASE
CASE 1
CASE 2
CASE 3
CASE 4
CASE DESCRIPTION
ACTIVATED SLUDGE
& POWDERED
ACTIVATED CARBON
ACTIVATED SLUDGE
WITH A FIXED MEDIA
SYSTEM
MEMBRANE
BIOREACTOR
ACTIVATED SLUDGE
ACTIVATED SLUDGE,
BREAKPOINT
CHLORINATION/
DECHLORINATION
Major Processes Cost
Site Work, Pumps and Piping
Electrical
Engineering
Contingency
Total Project Cost
$9,264,600
$592,400
$1,000,000
$1,480,000
$2,463,000
$14,800,000
$8,487,000
$492,000
$945,000
$1,341,000
$2,235,000
$13,500,000
$35,710,000
$492,000
$4,016,000
$5,432,000
$9,050,000
$54,700,000
$468,000
$248,000
$127,000
$209,000
$348,000
$1,400,000
Major O&M Cost (annual)
$1,424,000
$1,220,000
$3,280,000
$3,332,000
Equivalent Annual Cost (a)
$3,630,000
3,220,000
$11,400,000
$3,640,000
(a) Based on a Capital Recovery Factor for 10 years @ 8% interest.
Electronic Filing -
Received, Clerk's Office
August 1, 2008
APPENDIX A
CALCULATION OF EFFLUENT CRITERIA
Electronic Filing -
Received, Clerk's Office
August 1, 2008
NPDES Permit Cales IEPA - 2006
Proc Config
Load Limit Calculations
Based on Federal Regulations - 40 CFR419
168.626 barrels of crude oil processed per day
././
.. /. .
8/29/2007
Process
Capacity M
Capacity Relative to Throughput
Weighting
Processing
bbJ's
Factor
Config
uration
Crude: Desi!=}n
168.626
Desalt
168.626
1.000
Atmos Dist.
168.626
1.000
Vac.Dist.
82.807
0.491
2.491
1
2.491
Process
Capacity M
Capacity Relative
to Throughput
Weighting
Processing
bbl's
Factor
Configuration
Cracking:
FCC
69.098
0.410
Delayed Coker
40326
0.239
Needle Coker
6.413
0.038.
0.687
6
4.122
Process
Capacity M
Capacity Relative
to Throughput
Weighting
Processing
bbl's
Factor
Confiquration
Asphalt
Prod.
4.329
0.026
Emul
10.935
0.065
0.091
12
1.092
TL
7.705
Refinery Processing Configuration
7.705
Size Factor
1.41
Process Factor
1.41
#
of 1000 Bb/'s of Feed
168.626
Multiplication Factor C
335.25
Paragraph 419.22 (b) (1)
Paragraph 419.22 (b) (2)
Go to BPT Parameters Tab
C:\Documents and Settings\bob.a\Local Settings\Temporary Internet Files\OLKA1\(NPDES Permit Cales IEPA -
2
Page 1
Electronic Filing -
Received, Clerk's Office
August 1, 2008
BPT Parameters
BPT Parameters [419.22a]
Parameter
Average
Maximum
419.22a
Proc
Proc
factor
Config
#'5
Config
#'s .
factor
factor
BOD
5.5
335.25
1843.8
9.9
335.25
3318.9
TSS
4.4
335.25
1475.1
6.9
335.25
2313.2
COD
38.4
335.25
12873.4
74
335.25
24808.2
O&G
1.6
335.25
536.4
3
335.25
1005.7
Phenol
0.036
335.25
12.07
0.074
335.25
24.81
NH3-N
3.0
335.25
1005.7
6.6
335.25
2212.6
Sulfide
0.029
335.25
9.72
0.065
335.25
21.79
Cr TI
0.088
335.25
29.50
0.15
335.25
50.29
Cr +6
0.0056
335.25
188
0.012
335.25
4.02
8/29/2007
Page 2
Electronic Filing -
Received, Clerk's Office
August 1, 2008
SAT Parameters
BAT Parameters [419.23 (a))
Parameter
Average
Maximum
419.22a
Proc Config factor
#'s
Proc Config
#'5
factor
factor
COD
38.4
335.25
12873.42
74
335.25
24808.2
NH3-N
3.0
335.25
1005.7
6.6
335.25
2212.6
Sulfide
0.029
335.25
9.72
0.065
33525
2179
167.139
BAT Effluent Cales (419.23(c)(1)(1) (Phenol, CrTI, Cr+6)
Refinery Processes
8/29/2007
Cracking, Coking,
Product
Crude
M Bbls
Hydrotreating
M Bbls
Asphalt
M Bbls
Reforming
M Bbls
Distillation
168.626
FCC
69.098
Prod
4.329
U-16
25.182
Desalting
168.626
Delayed CokinQ
40.326
Emul
10.935
U-23
14.545
Vac Dist
82.807
Needle
cokinQ
6.413
U-25 Hyd
Trt
35.32
U-15 Hyd Trt
14.34
U-102 Hyd Trt
41.7
Group Totals
420.059
207.232
15.264
. 39.727
Phenol
Average
Maximum
Totals
419(c)(1)(1) factor
#'s
419(c)(1)(I) factor
#'s
Crude
420.059
0.003
1.260177
0.013
5.460767
CrackinQ, etc 207.232
0.036
7.460352
0.147
30.463104
Asphalt
15.264
0.019
0.290016
0.079
1.205856
Reforming
39.727
0.032
1.271264
0.132
5.243964
Totals
Total Cr
10.28
42.4
Average
Maximum
Totals
419(c)(1 )(/) factor
#'s
419(c)(
1)(I) factor
#'.s
Crude
420.059
0.004
1.680236
0.011
4.620649
Cracking, etc 207.232
0.041
8.496512
0.119
24.660608
Asphalt
15.264
0.022
0.335808
0.064
0.976896
Reforminq
39.727
0.037
1.469899
0.107
4.250789
Totals
Hex
Cr
11.98
34.5
Average
Maximum
Totals
419(c)(1)(I) factor
#'s
419(c)( 1
)(1) factor
#'s
Crude
420.059
0.0003
0.126018
0.0007
0.2940413
Cracking, etc 207.232
0.0034
0.704589
0.0076
1.5749632
Asphalt
15.264
0.0019
0.029002
0.0041
00625824
ReforminQ
39.727
0.0031
0.123154
0.0069
0.2741163
Totals
0.983
2.21
Page 3
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Stormwater Credits
Stormwater Credit 419.23(f)(2)
Parameter
Average
Maximum
Phenols
0.0014
0.0029
CrTI
0.0018
0.005
Cr+6
0.00023
0.00052
COD
1.5
3
BOD
0.22
0.4
TSS
0.18
0.28
O&G
167.139
0.13
and 419.24 (e)(2)
812912007
Multiply the above factor times the number of 1000 gallons of stormwater flow
e.g.)
Dry weather flow
=
2400 gpm
COD
1600 gpm :#
of 1000's gal
=
2304
Wet weather flow
= 4000 gpm
38.50
=
2304 (1.5)
=
3456 #'s
Maximum
=
2304 (3.0)
=
6912 #'s
Page 4
Electronic Filing -
Received, Clerk's Office
August 1, 2008
35 Sub C - Chap 1 Load Limits
Concentration Limits - Section 304.124
Title 35 - Subtitle C - Chapter I
8/29/2007
Title 35 - Subtitle C - Chapter I Regulations
Average Flow
=
4950gpm (6-93) Maximum Flow
=
10400gpm (7-96)
GPM
MGD
Ave flow
4950
7.128
Max Flow
10400 14.98
167.139
#'s
Average
Max
Average
Max
TSS
25
50
1486.2
6245.0
BOD
20
40
1189.0
4996.0
Cr+6
0.1
0.3
5.94
37.47
CrTI
1.0
2.0
59.45
249.8
O&G
15
30
891.7
3747.0
NH3-N
9.4
26.0
558.8
3247.4
Fluoride
38.50
30
2288.7
3747.0
Phenol
0.3
0.6
17.8
74.9
Cyanide
0.1
0.2
5.94
25.0
CBOD
20
40
Page 5
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Load Limits Comparison
Load Limits Comparison
8/29/2007
B
A
T
& BPT
Ch
apter
IR
egu
I'
at.ons
Parameter
AveraQe
Maximum
Average
Maximum
TSS
1475.1
2313.2
1486.2
6245.0
COD
12873.4
24808.2
-----
-----
BOD
1843.8
3318.9
1189.0
4996.0
Cr+6
0.983
2.21
5.94
37.5
CrTI
11.98
34.5
59.4
249.8
O&G
536.4
1005.7
891.7
3747.0
NH3-N
1005.7
2212.6
558.8
3247.4
Fluoride
----
----
2288.7
3747.0
Phenol
10.28
42.4
17.8
74.9
CN
----
----
5.94
25.0
Sulfide
9.72
21.8
----
---...
Page 6
Electronic Filing -
Received, Clerk's Office
August 1, 2008
Outfall 001 Effluent Limits
812912007
Outfall 001 Effluent Limits
USEPA supported from 1994 issued permit
SOt
5
c
oncentratlon
L"
Imlts"
(mglII)
L
oa
d L"
,m,s
"t (#'s
Id
ay:
)
Ie
pecllc
T
Parameter
Averaqe
Maximum
Averaqe
Maximum
Averaqe IMaximum I
BOD
----
----
1189.0
3318.9
TSS
25
50
1486.2
2313.2
eOD
----
----
12873.4
24808.2
O&G
15
30
536.4
1005.7
Phenol
0.3
0.6
10.28
42.4
NH3-N
9.4
26
~
mu
749.19
1648.21
Sulfide
----
----
9.72
218
CrTI
1
2
11.98
34.5
Cr+6
0.1
0.3
0.983
2.21
CN
0.1
0.2
5.94
25.0
Fluoride
38.5
30
2288.7
3747.0
eBOD
20
40
----
----
Page 7
Electronic Filing -
Received, Clerk's Office
August 1, 2008
APPENDIXB
STATISTICAL DATA ANALYSIS
Electronic Filing -
Received, Clerk's Office
August 1, 2008
99.8 99.9
99.99
MAx: LtJ
2
05
0.2 01005
001
98
90
95
99
468000
Flow
IO
5
II
.
.
-
,
!-
....
. ..
-
I
..
10
20
30
40. 50
GO
70
80
Average Monthly Aeration Influent
August 1997 - March 2D07
90
80
70
60
50
40
30
20
5
95
p~oeA8ILITV
x
gO DIVISIONS
K(UFF lL a lSSER co. M,O, .. US,
2
99
99.9 99.8
98
0.01
O.O~
0.1 0.2
0.5
99,99
,iii
-iil
~
if
~:::I!
f. Iii
Ini!
II il
i
:t:-+-=-+-~H-
.
-t-_
.H+t-.HI~
+T+l++J
Ii!
__ -+1-+-1++ Jl11lr
It
i
!
I
r
I iI i
'1+i+H-r+-t--+-..
I
!•.... ill!
!II:
1ill
I~I
t'-
I
t
:_
,ii'
.!1: ilL
;; ,
~~-;
~.:_.t.U.11·
! i llii.
1
1
,1
,-.......IJI',litffi.llll!!
....:.-..1-.-...-...--,.-----
.. -
',lj!,II!
Ii
'.1:
'd,II'"
.. :: __ I iii,. i' 'I I I
! ':!: I! :
11
.' ....
. ,.'
I
d
I j"'"
\:~II
';:,
.'I
. II! ,
...••.. i i
I'Jl+1
1
....1 - '! Ii I! -II I i --. :::
~ ~:
:
1-- --
.:~
i It
1-
H-i'-j- fit
I 'Ii:
1'(
!. I
r
i-
'Ilii -
I"
!
,!
I
j
~.I! I_.~
6
fJ,
r--;.--+--l-t+i-r.t-H--+-+-++r+H-H-+-"~+-+-+-J-++-H+++H-++i+l++-+++-l+Hf_H_!_-!+H-H+~++_++I_l-I+l_l++++++++_+_+_l_+....l...-+__I_I++~~I_+_+_1__\_l_++_~~H_+___!____J
"in Ii
....11'
r'r::
I
,'~'
c-
,I
".iil
'i
::'\,
!
-l:11
! I!!
"t,\
i
I:
.-1::-
f--i-+-+-H-+H'
- ..
i
-+-1-++
Til.:.::::.:.
'i 1,----+-
.. --j-"'-+.'.
--
--f-'-H-++++++I-T++;+-;I
- ..
.
~
\.
H-H-I-
I
I
._
_ _._.....
~
.. _. _
.....-.
'I
~IT
I, '.1
1 __I
I
II!
T~I
i.....
..
I ! I
"
iI .: :
i:~:
- :::-
'.
.- .
. .
!
, :. _ _'-.' _. '!
I : I'. I!'--
~'
)O.:lHII •... ,. Ii::.:,
'I I ...•.
I I
!
II I
....
~ ~·1
;, 'I
:'.
"j
I
~-:
-...- ...... ==.-Ir-
-
...
.~~
: __
....
~
j! Ii
:.',
:jJ\:
'1
','-;-
~o'
I I,
I,--.- -- - -
_
_
II
..
:2,
"li,I![.., I,
,i==:~Il;l
1= .' i,il! I II! i,l
-,
1.T
1
Ii,
I !II r
I
...-.\ -
!I,
,I
_
I
-
I! ;'1
I
I
II
I I:Iii ! I I' .
"- o'!!
i:l: ", III1 !i!>.;1 I
'. I
" II Iii,Iii: ,I,: II:
"
,~
1 ... '; I .., '\'/! I, '. - . .-...I
! II; 1$'
'I:'
_'_1_-. - ". - .
I
./.
.~
I
I
II II' ..
-
'I
J
I III.!
II
,.
I! I D'If'
--
:!
I
I
•
.... . I I
.. '"
".... .. _..:: -. : :! II I. j . ,';I!!' . I .
.,:"':W~·lrJ
:: '
.• -'=:-'11 !.
,i
~'=~I
.
1[1" .' .
Wi-I'
-1'1' Ii, t-i,'n-, '1! '1I'li'
'1
I j-: - .. ,.... !
..i..
......':'1 i
!:::.,
! i
!
II II' "'I::' ,.
It.
;:
_
J
~I
I
LL:
i
I~""
! I H",'" ':1'"
'.!Il"~!
I !I
:'.i;":":.
r',
)
..
",
;"-, :
/';;;
I,;; ."
;
--1
'j I
, I,
:, ..., .
. .. Ii'l
I
I I
I' ,
.\. i :I
'I
I
'1
1
.. I .. , I I :I
L" I
~:
I !
1: .
: ii":: "
"V"
,.
,!. "
I I
.
"!
I, .,.. . ... i' ,I
,1, '"
.". " .
\_+-
J\
. II :[i::: :,
',II
11:1!;r!,i!0-:!~1
I'
,I iii'IlT I I'I!!
iT~lln"
!II I !I,I ::III:! 11
I II
Ii:! illl I'i
i ,iil
:! :
j i; ; : ;
i ; l-:+-n : 'r
~
I!
1 'I"! If I 'I
I I 'I
1
'
'
! :
I I' jl I I
. ,
-i-r:!1Ti.-:-r:.
• :!
l' ,
TTl
,'I,f [:/.: -r .
f-I-, ---
1
1'
,tt-j
-'I-~
-nIl'
.tt,.i
l
.. 'Itt, r 11'+l
rl
i+i N.r!
;iT-t,,
lit --I;'- :tl:-r
~iTI
J...
j
j-
:
-::~
!I-j.--t--
: : : :j!; I': :i: ii,! . i
.
I
I 1
1
1
1 IrI:. I
!
III 'II'I! III IIi Ill: :;11 'I;:: j I
i..!
;!::::
i I
I i: ';. i ;
,
\0
-il·~t±
i'I;: :I
:-Tm-
_. :
r
i,
I 'II In
;r~.
r;r,
~I
iil-tHITr+f" rt'
j
-f-4-l,.
I i-
fl"~1
: i;1 i.
I,! i
'I
:
'I
;-j'~.
tt~.,
'I'
~:"""'I'
[+:-
~~I
: ','
.---
: ! : i::, : i I
:!
I: II!: .' I. I : I I' Ii
: i! I IIIII1
'1'1 Il,'1 ill: I I
'I I ;i;I' 'i:; : I I :,'::::
~i!l
ilii'tlj1l1i1ilil-IT-'(11111 Ii '1111 1111 liIl,]1
orll
iifliff Lt.! [:iIT illrill],
nr
Electronic Filing -
Received, Clerk's Office
August 1, 2008
99_8 99.9
99.99
(YP,
l(:
4{,
!If
~1{i,IJ:'
;1\
98
99
5
95
10
10
20
30
40
50
60
70
80
90
90
5
95
~~~~~~'k';S~[~
~~u'~~~~',~~:,
46 8000
Average Monthly Aeration Influent TSS
August 1997 - March 2007
80
70
60
50
40
30
20
2
99.9 99.8
99
98
0.Ql
0.05 0.1 0.2
0.5
99.99 .
2
05
02 01 005
0 01
'b
0
+~I
j,
~I
:1,1
> i Ii iiWit
_1_:
~
I
II. Iii ..
!
III
1
,j I I.
!':,.11111,.~,.
_ _ ••• =
i~
II
JIllllL+1
'r~
L-
--
,"
J' ,-.
-I
. I
111 'i
II, t
!I .. _. '. _. ! !!
II
i .
J
I ..;j,: I ! : .
. : . i I' Iii . ,.-
!I' II: I' -
.... -I
. _. -
I I I I !
! ii'. . '..
I '. II ! 'I '
,I' , I
~
.•
~.:!
L.I
I
_
illl,
~L-
..
ol:j I I!.
-I-·;~
I !II 't'
i"1
!i
r
itt'. _.
"'~.~
...,
~I'!!
I I I". ! '!!: I, i : .
. I Ii I'"
.\
Til, l..'-. =.. -
_Ii.
-1- . .
_:.
1,-'-\
-1- - ,- -
-1
11
,1 '"1 -;-.-
~~.Q,II
II,.
-
., 1.,11,
_. II
ill:
I
',I 'I .: '\". - . .- ..
I
11
I
. -=-
..... .. i ! I
I
I
• : :
!
"
-
.'
I II::
I
. -
_. _ -. ! I,
lit
i :III I ! I
, I,
I
'-41.
_~
II i If:III i IIT
~
I
,- _.: I I! - !lj I
-...
I
Electronic Filing -
Received, Clerk's Office
August 1, 2008
:::;'r- ,: :•.
r.)
';,
98
99.8 99,9
99.99
90
99
20
30
40
50
60
70
80
95
..
I
-
I
11
I
I
~I:
I
I
..
,
i
I
I
I
-
I
i
I
80
III
I
i
.1
I
I
,
I
,
I
I
Ii
0.01
0.05 0.1 0,2
5
10
0.5
1
2
5I>\J "J
r
11
II
II'
i '.'1'
,.,
1,11
1
Ii::":
i, .::
--
:'-::
.... _.. ,
I I I
II I
.....
'I-=--~t
v ..
I,
l.l.
1
'1,1'
I..
:IJi.
I, :
--I.'.
.
J~
I Ii' I. ,I
! -:
,
I
,"V':
iii i ! I
;III I I
.)"lr ... III II:.,. -
: i [II! '.'."'''''--
!
I ".' - , '[ !r! I'
I~
I
,1,,1
1
. ii' : i , .. ''', .1 II
l-:-:::
I
I
I
I I
.•
r'. .
' Ii
.
I
I
1_'
,I
.: I I : :: "'j-! I I11I Ii T-
ill
wi!
.I I':
' '! I
I
' •
: ,II I! I.
: I!' I I
-["',-: I' i
~
,. I IIi ; TnT I
I I I
-
IT Ttl-1- I
!
~.,
T I . -- I:
TiTi
1fT
n
--~.
-, I:
:.~-
.:,'~
!ili ...j f 11 1IIIi
.,,1
1'1,
I I Ijli
~I,I!
III!,I! I I,
.1,.1 -
,I;, ,II, L I':! ,I!
\~~
'::p :
;1
i !ll: :;:; .;....
;111~::1
lli1±'I!Jrt
l
(fIt
1'1'
WI
tr+II*i1':~.~
I i
::,:i i'l i --+-1":
::' i: :
' ; :I:::: i
I Iii: !! i'!
Ii: III I
I II
~ i~!
II' l :I 'I I iI!L II I
,t:I 'i
'uJ+' ,:
1
~
:! l' : :
;-:
~
I;.:;.
-'r;1':
'~~I':
',; !:
-~.
,i
'.+t
1r
t4tI'P:-rt~1
0
1
'r
'
I '1
1
[' 'I'! I
~111
mrll11
,
f--m,'I'll'
~ili
;!iT 1
11
, II
~l:--
-::':
,! i! 't.! ..
~_. I:~
I': ':
1
,
1
I
I 1 II::
I
i
I I
I
I
II
I I,'
I '" I : I I
I I
I' 'II, I I
I
I
4')- "
,II
I
'I ", '.
~
-- '
I
I,
H
-++
L~.
' . ' '"
H---;...L ...L,L 'I I
I,
,
.:,....!...~!J
~-r--r--
-u... :----:-'_
"
il:. !;;;
ill ilTI 11': iii [J-H' I iI r
l
ITI
I Ii i
;11
1
ITIT i'l
i I; ,:; I :Iii ,I I . I
! ': Ii
~
I I I
,
~"
i
; Ii
ii:, : .; : 'I: ,!! I. Vi I II I
1
III! I II!! l
II i ':j Ii:! I
:, :j'j
:j::
'I Ii,:; . i
..-;---i.
l
;
]'1
1
~.i
...
-l-l- -:'hl'l
'
+i,-rt'- Ii
li
rh''''''
Ill. i iIII '1I'l' 'Ij'r -
-rt:1
~i
T'!I f-
1-
'-1--
r~
;
liT: J I' ',-, :
~:
::
I i I I :,,! ell II iII
!
eI j: , I-I II III .. I Ii I:i ,III iiiI! III i I; I-I._:IiIII1I II : ,!
!
! I
l
~.·:tHI'II·lijli,l:,ti...
1!I'l~i'l"t!'lii·~·
[
f1!!:"'!r'~lll
1111.\'li
Iii i'li il
~
!:; i: .
~1\
;
II III, .
I
;-
!I
I II,
Ht
,..1
l-I~llr
iii
!
iI
I
,. ..",
.,
'" ..
~:--
iiI I
I :1i:
!!
I
" 5\) r---;---T--i-H+r.t---i--t--+-i--+-i-i+t+-r--+-;--:+--T-+-H'-+-i--T++H-+++H+f-++l+I-l+H++';--l+H++l-J-++l+H-+H-J.++1+l+1+++-H-+-+-+--!-+---+-L+-I-...;...j
iii'll, rr I iIiT ....I :
.!..f+H-t--i--+--t-+~H-+--l....-...j
i' ..
1.]
I
~+--
I.
!
Iii
I i
l
. , , ! . II
, I ,I
.
..
. .. .. .!
I,
I
i1i!t
'~
I
I
"T'I']
.. : I f
I
(.....
'1
- -.
,
1'1"j]1
I .. , ... -.. .
.
..,
....
'. ''.-
-. -
II
.,
r
.
i
,
I;
I I
~
I
1') ,....
!
I I'ii:
1111'
I;
..
~.'"
"',.
I
I' ! ",I'
;.1
iii '..
"
~
\
C!';I
I Ii!
II,!
Ii:
III
;'
III.,:.
11- -
~
-
.
_
'.
Ii
'I :I i 'II
- ,
I
iii
..:
I I .; ...
!\
[I
I
\!.
i: -:.',--. ....
_.:,'.':.."~
.....:. :
., ..
I
.. . . .. I '. I
.. :;
JI".
i ! !I!: -.
,..:_ -; i...
,II'
Electronic Filing -
Received, Clerk's Office
August 1, 2008
99.8 99.9
99,99
fY'(.r.:
~2
.:rS!~f\J:'
S e,
2
1
05
02 0 1 005
0 01
98
99
10
5
90
20
30
40
50
60
70
80
95
80
70
60
50
40
30
20
10
90
5
95
~_I.~
PROBABILITY X 90 DIVISIONS
n""/i;; KEUffEL,. ESSER CO
M<U, ,.
u"
4 6 8000
Average Monthly Aeration Influent BOD
August 1997 - March 2007
99
99,9 99,8
98
0,01
005 0,1 0,2
0.5
1
2
99,99
\<11!
,-:
rl~
iI;!
r --
illi
1111+1
II~
I
'11lll
J
1m'!IIII!
tlWJ
IIIL~l'-
i:ill'
_~
1
'i
-__
~IJ
II'f: \ I
111
1 It
l
:j
il
i,:;-
I
III' ,il
- -
I
, ',:
--: :-];
:\1/ 111-\
I : 1
::1: \' "
i
"
Ii Ii
11,11
Ii
,
"~'\=-_
J!I"
I
I ;1"
I
f,o
~-r--r.-;-:-:t-rl---r--T--Mi-m-f-j--f-;t--T--j--H-t++t+ti-tt-t+tH++-i+t-t+H+++++H-r++I+H+t-i-~-H-H-ttt+++++++++-l-t--~~~-!--l-+--.:...-.j_~~--'---J
' -, I i ii'
[i'
i -
,!
Ii I : I
-1- -, '- -, ," -
II
--
iI!'I I !!
I ! ijJ i
1-
i', ii'I! i I ! '!:: II!
:~
ill
'~i
Iiii t
~
-, It'lll i ',I iI'II!! ' ..
_I
fMtl
+--,Li~lr-
-
J
,
,"
I: ,,-, -- ----
I' 'I
I III
- - .. _, -- I' I t f
I
,:!'!!
! I
:1
i ',I, I" -,
i' I
I 'I." , -:- -
I
I II
,,'
_ !, I
I :II
~
,, !
':'!III:I I: 'I ..•.• ,'-
.....
IT'
v
"'------1m
.. ']1 +-
,>
'/
~HI:1
! I I
Tm~',
J.Ii
,--
"II,!
,
:'I"j11
I I
~:-I--
.
-
-\:\.1'
I
I
I
I
~~v~
I
I
:~'
_
~ .~' _-,~: .~
Ii
iIII
ii,
I,.
:1
1
..
fT
i,l! I: ii,
it+,
!,
i, _ ,
?)v
~~
i I; i: i'i
' i' "
II,
i',. I!,I I I Iii! I
' ,.'"1,1, ..
; 11= -.
I I -
,
ll'!--'--'f
--+~_I
~i
i
~
•. ' .,' II
!':
=
~,
..
~.
..
';I! I
.:
!
i! II
f
~:l
i II!! ,I .. , III
icc'>
.
,-IT
III ,
1'1
I:,
'I' ••.•.• ::-: ..••. I, I'!I! , -il,.J
il
i,illjlj, WI
I
jl~
-
_J
"
:
I : j! 'I':
.1-
,,1-
ill II ; 'ff,I.I-
-
~
I
liI-
II
_
I
;
I ;
I I"
I I, '1-'-
II
Ii
I
I
-, Iii, I
'
I
,!
i
~
,0 --I
!
11111; -,
:.:IT IIII I I! II Ii
'-_'-I;;v~"
II!
li'-,
,II
l'
11,I",lll!!"~
!ILlrl;~!I'
Mil:!!:
:11
1
ill 1-
~
;'l -'
~Ii-~t~1
i iii II
:1; tP
j
- '-',; I, i ,-I r ,1 I
,;
; I
1~
" I -
:
"
i i
I
ift+~1
iIii II '
l-
I
+ft-:
I
I"
~ll~il
I ,-
~,~
Ii
IlTIi
--j
n-
ni~
.
i' - I, i
1-
'I
il,. f I I I ,
Jo
f----,-+_;:rp ! :1:1
",;!:
ii:! -;- -- I
!'III!Ill' I
~
!! i IT! I I':!
1
1
'1
!I
'!II i!II :!! I'
I,
I
;
i:, i :
I
it
I
Iii ,i i: i : !
- ,I: I:::: I
II, :: :':
tI
j'
IiiI 'Hi
IIi I
f--
i J-w.. ;I I : ii :
l::t-
'. :
I
uJ
I..!'
I :;
:~:
:
1'-i-r'-I:~:--:Ti-iT;!-;~I:-:
I
-1
1
'iTj'I-' 1'1--"" "'-I-i-'ffiti-IIT-lil'll
:1.1::
11
,'
1
1
'1
: ;--:-I;-i:li -+-1 j-
:-'::-'\-l--t-
: : :, :: I i I:'1'1: III i: :: i
!
I I :Ii I I ! I I I III i1'[ iiiI :; i: !. i:I I Ii" 1, ; I :: :l'I'! I: : ::;::
10-'-~~
I"
,
'I
~", ~
-,-+
I, I,
r
Tr~
IT ,," ,
I I"
,
:
-+h :"; :
"~:-+I-;-~T-I-:---"--r-+-
-i":" : ;-_
,I::, I
'1'1
1
'1":
I I
!
III
TT
'II"
ilTT I
iii illl"ll 1 I ;I:!': '1,1 i I
I
":l;;'
i
! : ;:
,-j i
: i I: ,i!
i-'
I
I
I II
I
I ! I
\1\11 I
iii 'ii iii I
I
:
I
: i; i !1: iii I ';1, : I ;
.
~1n
Ii \JI1- 1111111! ]1
14
-
nrl] rll. - '111 IT liU.Jr .. IHifIIHf
r.!:!cC
lilT IlirIT! ,1i,rlrr
Electronic Filing -
Received, Clerk's Office
August 1, 2008
rrf ..
~
PROBABILITY X 90 DIVISIONS
6
['I,
-IC KEUFFEL 80 ESSE" CO. MAO' ,. U
>
A
4
8000
Average Monthly Aeration Influent Oil and Grease
August 1997 - March 2007
99.99
99.9 99.8
99
98
95
90
10
5
2
rYlAx~J'J
I>F S
I ("
TJ
~
Jl
05
02
a
1 005
001
0.01
0.05.0.1 0.2
0.5
1
2
5
10
20
30
40
50
60
70
80
90
95
98
99
99.8 99.9
99.99
(
( i/-
'\
Electronic Filing -
Received, Clerk's Office
August 1, 2008
KoE
~~~~~~I~I:S~[~ ~~DIN~~;I,~~~,
. 46 8000
Average Monthly Aeration Influent Ammonia
August 1997 - March 2007
(y\A'<=
1,0
]-f5
1
(,(J;;
b'J)
998 99.9
99.99
2
05
02 0 1 005
001
98
99
10
5
20
30
40
50
60
90
70
80
80
70
I
. ,
,
- .
. '.
-
.
0.0I
ODS 0.1 0.2
5
10
0.5
o
~.!
l
i ui
1/--+-
-4-+"~: ......;-.f~1
i
I
II -I
C
' ,
I
'1++++t+J'
-i+H-++'--H-i-f1++++t++i'-+-t-/:'
--T-+::
-t--'
-
t--i
i
111. / I !I!
I
--"
'6
f--T.j~IH-++II+T1
' ,rm
ii ij1-''++'-f'-'1-++'+T
!!--
..-.
..
,..
I' '.-
'
'1' I. I'.
v
. ";,
'III' !I,'
I
1
tt-rt+i-l
i
-~"-j"
-~+:-+'-+~
'+<+tt+++-H-++H++++t++++++-~LH+++-HH-i-t+H'
I-+++;-,'
H+t-t+++-++++-+-+-+--+--++-1:*"f--t+-1t+HH-I-+-;------j~,
I-:+t-IH--:---l
ii
Iii -I:, I:
I'~~::
:11 I
! l;vlJI
II
JjJ
~~_
:,
~
!:
~
" !: ,;i, -
"
"l>e': iII ,
!
II! Ii I
~
.... 1
1
'I !I ITi.
I I 'If
1
1,-- .. .. .
I
II
. -
.- .. I . I II i
1-1
I' i!'! ii''..
2
-4t~':!
-I ': i
11
!,!!-r~
! : i
~rrHII
"111'
-M
j
I
~I'
'!!
!;' ,.
'i i ii:
il;,
I
III i I
1111:
I (1', trl
~ij
:,!I
I
,iii!
t
l
"I
I!
It~,!Hf~
" Iii:,
'll~L'+
,,'!
~i~rtL
,:1
1
::1
~
-T
;:' I I' i Iii: II : I
: I
~
1'1 I' I
Uf~!
iMfI III! I I I ii',III :! II I
I I :i:I 'I' I I:,
' ii' i---r:-"
: : :"
I
I II'
,I
i I: : i I
I
i'
II: I.
jJ' 'I
11"1
I, il':1 'i ; I tm ! I ! I;',
'1,1
r ::
I,!: J' : i
-lor >1
ji:: _. r
-iT -r
,
T
1
,: 'i
l
;1
!
~ -j-rf--I~i
--
II
ffi1,1~
III'i
r
~
IIIl' t,1
1
1
1
II
tN", It!
1
1
1
1
'
'H
I
;11
11
'
~11
i!
it 1,1'
II
1-1-;--
:tr 11' tt. :-:
~~
i-1-f-
~
"
"
I "I' I I
II
I
Ii
Ull
,J: L
:
!
,I: ,
•
!::
i! i I:
, I;
. I .: 'I!, ! i
i
: I, : ' '
d-
--Il' 'I'
'I
!
I '1'T11;-,--r,-li,-,:'-r'j!
IIJ11 I'
In
r "I
r
l
I'h,",
'I~-Tr"
.
'1..L-,,.'tlil.TT
!
I
'T---;-'TH-;~--I-4-----;-~-
!'
'III Ii' lit II ' ,I
i'
:
I .,': .i• I
I 'I .: i .
-'
:!li.-.iil'.::1
"!;'I:':::-::'i, --,::j--.-.ii--II-Jii!II,li.i
·:I·II·I!"-;il·~_ii[--i··-:-.'
:'~"ln!
.1
111
1'1-"1,': '--
.
'1
1
,.
II' !I
!II
1
111
:
:li: illl:1 I
I;
~!::
:1:i 'II i
:
i j :
,i
1,:,1
~~
,1-1
, illliH ill
l
IIH'-IIT
:1;:
iiinT i!
11 (
)
Electronic Filing -
Received, Clerk's Office
August 1, 2008
~1,-IJi,1
il,!i1ii!-j:l-
·t~._-"f"f,lil1ITI
!i!!1!-l..
..-F .......-..:-....-. "'-1
I
II
!'i'I!'!1 ,,'
I' 'IIII'I! I; 'I'!
'i
;,
\,\ 'IT'
It,j
I -III
i]l;ill;'+~,il'li
II l,if'l
1Jil
'v~i:i,-ftij+j-iii
1
1
1----
I
I
I
/, I 1, Iii I I",
0.01
oo~
0.1 0.2
0,5
1
2
10
20
30
40
50
GO
70
80
90
95
98
99
99.8 99.9
99.99
Electronic Filing -
Received, Clerk's Office
August 1, 2008
001
9999
02 01 0
or,
99.8 99.9
05
98
99
10
5
90
95
70
60
50
40
30
20
20
30
40
50
GO
70
80
80
10
90
5
98
95
."..
~
PROBABILlTY)( 90
DIVISIONS
468
n-I!;;; KEUfHL & [S5[R co.
W.U,
II,
u,.
000
Average Monthly Aeration lnfluent Phenol
August 1997 - March 2007
99.9 99.8
99
0.01
005 0.1 0.2
0.5
1
2
99.99
~W ~!i
1_ i
!
j
!!
~Il
#1
!
.. lit
II~
'I!.,I
J
!
-'IfI II
Ifif [1-1
1
.
~m;
I!I 1
1
'ill.il:::-l
' , ",,: I
:1'·II:!III!-:I~':'~'
'"" ,"
".
I ,
I
"'11'.' 1--.1
!m]11
i},II~ !JTII"il~l-rr'!
"I'I"'I--I~-'II:I
'~~~~h ~K!
flll,
jl,l!l~
I'.
+;!
i ';'1::
.ri
L,
,_
"
; "
! ,,' , ,,;
. _ _; ! ,"
I", "
, ,.
i H
iiii~
llll!:! lii!IJ
1
1
II
!
i
l
i ii!;jIii iii; I: Illij'!IIJJii iii! ! i i
:1;:/:::
-Tlim1!-TlrT'!111
1
··llll~'t
III
~IIW-I~-r!lnr!--
i
: I! i! ..
'II
:1'--:
[I" --
~'-
'I
J' I I
J
!: .
i I
I II'
-
.1
1
1111,;'"
I.
I
I
.
-- i!
jl!,
!
!'I Iii
I'!!,
i; 'Iii'
~
~
Iii !i -. I !i Ii iii:
I '
!iI II
! 1'1 ..:.. .... ! I II
I miT! i
! ! [,1
1
I
!I.
~
- .. -
II
II I I
II
,..
ill+
I I
I :ill
1
i i
'i"'i:r;: .! '-1 'ITnIII! --'1'--
I II!I..I'
II, I II
Ii I I
::'::::1
1
I I . 11)1 -1-
II I I
,~
.. ..
'1'
I
":,, !III fj
I I
1,1'
I
Tl:,
.j,
TITI'~
(
"
I
!
j i
~
I
"
I
II
I I 1'- -- --..
I, I I
!
I i I
:.J
i: .
" : ii'
\
'i Ii::
.I! ill'
1'1'
'" --
II
I I
'I
I
!
!
IIII i
"1
i
i
1:1';.rfl !
' !
!
I
!
I!!
I' ,I i I..
I , II
i
! I
I!
+I-
i
/ .---l---'rtTI II I !
'Ii
I ::
imi..
II: .: Ii:,
ill i 1-,
: .. • .. .....
II
i! II'i,!
I iii!
1--'~:
,..,-v
:
Ii!'
Vi:'
jl dI
11T
i j I
; ,I ::;:
:1"11
:I;;I'! i
l-
II
'.- -
II
I'
I': ill ;
'
II
1
III;
i I
~-
-
~m-I
!!II'Ii ,i
lij i+-
I
:-
!! :
i: i I .:, I II i Ii: ...
~
~
.
I III
I, I I!
1
I Jj;
~
1
I
-
11! I :
.
1
:! i;!
/)
----.
:.s.:.'
.. J
Electronic Filing -
Received, Clerk's Office
August 1, 2008
2
5
10
20
30
40
50
GO
70
80
95
98
99
99.B99.9
99,99
.: j ilil::
ji
Iii! illitr
i
" :
!!i!
jl j!I!1 'II il! Ilmi! III! 1111
I
L
I :1111111 I! i
:~~'
ii,
~f!11!,
J-'r
11:!;i+,II!,T,
'I=~~:
'l,t,li
1-
11 Tj'[:
'ITI ,I! i 1",'::ll
lT1
1-r1 ,"
~ ,1~Tr,!I:T'rliTI:I'
il-'-r'T :'----
I II !I: I
I
I 1I :
I I ,
I""
-
,I,
iii II I I I I II: I, Ii;
11
ill I I' I
~~'jjl
!:
.!:;
i' i '::: 1
00 1
O,O~
0,1 0,2
0.5
K~;E
PR09ABJLI-rv x
9()
OlVl510N5
46 8000
KlUFf EL 6 ESSER CO
J,UtJl It.
U
')A
Average
Monthly
Aeration
Influent
Sulfide
iIf,' .
b, 1- \
99.99
999
99,8
99
98
95
90
80
August
70
60
1997
50
-
March
40
30
2007
20
10
5
2
':':-Fj
:~'l)
05
:.
o.
02
6
OJ o
(l'i
001
o-"b
" "
j'" i '!' ,I;:
!11: ,., "",-
'r" 'I'
J
r III ili;!1 :1,: !' il
li
ii'f'
/ :'" ::1 'i ' :;
,.; J : !i
[i
~
,I
;1
i i! i:
I'~'
-
I,
I" : ;
II I i:,1 : i' ;iI'
J!
/,,:
Iii Ii
I
j, I I '::"
--q
mI
1 If
- -
.J
J n - :,.
V
MI'l' T
l..l-
-r
Iii Ii
'~--
'\
, U,
J.
J
1! i i
! :
(). 1
,
!I I
' 'I, i, ,: I, 1, I, "
I
1- ":-- "
" J'I' Ii,I I I '
If
'I!~'
i!: ii', I
iii'i: ! i i
' " ,.,
:I i
I.Ii Ii:Ii
Ii
.1: ' II',
, i; I
f-t-c-
,1- : ! i:
,. I 'I
'i-"l~''''
I!I'
I
Iii
i'l
; 1:1
'
';1
11
I'llli'\,:,
! II !:
, iii II! I
-
,II I
ii-
I I
I ill
'l,
I
,. : I
ti
i
II, i! --- -
Ii
Illll. Ii,
i 1111
j :iLILL
--,
iii
~!l.li!!ilTIi_~c
I II I
II II,
,!, II'[IT!I!',II'
T~i
n
I
::'c ",I
\i ii!111
Iii '111-
"
III
i i
~
I
1!11!
'I
i :Il iii
<J
~i
L'
il'l
III
m;
ili,,_
i
,'.:
II
ill'
l..
i-
-~I'
=1
,f I
I
III
I
1'1'
OJ
I"
I
111,~'i'
, .. j-;
iii,
i:
I'
d
:11
I
[I I,':'
--- \,) ''1
I
'
1
I
.
J!l!l
I I Iii i Ii
I,
!
iii
Ii
I
;.Ii
t~
i,
]
I,
- I
II III
I'
,
I
'1~11
ii,
I,
i ,; ill(l'l!'
I iI I I
_..
-'frl!lllll:jIH~-
!I!I II:
, LI,! I
-
~,~-7:
,
i:
I '
iil:'I.I,i
;", 'I: i Iii:
ill!lj:
:!';
~I~':,
r
-
-III!
I
1
11
!
I
!!
!Il~'
,I: I! I 'I'll! !I!!JI' .--
:!;: :111
!!
! !i;!I:
I U ,I
!mIl j I rflf' ":'
!! ,
,III I I
J -
,
L' I LJ
H ' \,
i I
~,
'-~T
i17' i
i ::! I;
m-:
l
. 'I ! III
I 11 -,
r'
1-1"1 -
I iT/-rm"1 h
r
l
Cl'IIT
I
-;
'"i','i: I I' "lil'l"
'-'
I
1'1
I
:
I I :1
T
-I III '-'I
--~
-;r~
tt----
I 'I'
I
Ii II'ijl II
,I, III
1,1
,;
,,1"118+
1
'
I
"1- I I;:
;, 'j"
I
:111'
I I
!
1
'
:;,!':
, ,., I ' I;, I I
I
"1 I
I.""
'J\
-
';1;
;;:
i:: ;;:;: ' -!'I
;, !!:: Ij'J
1:I'~+rilrl";ll
"i !1:!H+H-
1
L
.!:
I::,"' 'I"! ',I';
,I
I I]'I' I ll,il 'I Ii!!!': 'I! 'I i :,II' Ii,: I i:,I
t+-t1
Ii"
:'11'
I j'
I;
I;,
,:':
'f
~
11'1:
:',;~'+-r-!........_,-',-'7--<-
!,
, I:,: ,
" "",
,',.
I '
, I' "
'"
, '"
H'
", I' ,
, I
",
!
,
III 'I I'
:
, +-1J
, 'I"
" , I,
j!'
I j I ,," ,
1
,
I ; :
I
,I
----:';"-'i-TTTn'-;;,'-,
II I I'll ,1:-!iTtTij,
":11:::
i'~'''''ITr~:I:;f"lTI-I--:-'--
1'7
11
:',,' ,.:_ ;': __
; ;1;:;
I
i iii iii
I
111
tiit
l
i
lii
l
li
l
l Ilffii
l
), \ --
:
'
~;I:
Iii! !Ill Ii:; ';;!
:;'1
ill! ::
:: I l : i : " :
:i'
\
I
\
I:
-,-_'
I ',..:
1 I 1
I,! r-r-: L
~
"I "
'I',
--+---l..L
+J.' '_,' ,,1,
I
~
__I-' '
...:...J
:, ,', ' Ii Ii, I I"'"
I I'
!! II
! I' I
1'0
11
n I' f
l
'I -: I ',' : 'I 1 iT'l!-;
~I'
I: i: I 'III :'\
~
: I
J
' 'I" I
!"
:"
I I'
I I I I"
, ," .. ': 'I
! I
I,
-;--,,:
I,
:'1:'1
1
-
"-I~-
,--
'!" ,
" I'
,
:il ,\:; "I
1'1 II"
II,
I
i
11'11111 'i111,1
i
I;
.!
I I 'I
; :, :
:
-- Ti!;'! tl ili Hii-rl'c
1
ll
JJl'!
Ii Tv" li! i1l1lJnliliTI i